管理基础消除七大浪费PPT课件
合集下载
管理基础消除“七大浪费”课件
CHAPTER 04
质量浪费
不良品的产生
01
不良品的产生是生产过程中常见 的问题,它会导致资源的浪费、 成本的增加和客户的不满意。
02
消除不良品的产生需要从源头抓 起,加强产品设计、采购、生产 等环节的质量控制,提高员工的 技能和意识。
检验与筛选
检验与筛选是保证产品质量的重要手 段,但过多的检验和筛选也会导致浪 费。
详细描述
其他隐形成本包括员工培训成本、客户投诉 成本、信息传递成本等。为了降低这些成本 ,企业需要加强员工培训和管理,建立有效 的信息传递和管理系统,提高客户满意度和 忠诚度,降低隐形成本对企业盈利能力的影
响。
THANKS
[ 感谢观看 ]
七大浪费的概述
过量生产的浪费
生产超过需求或下一个工 序需要的数量,导致库存 积压、搬运和储存成本的 增加。
等待时间的浪费
由于设备故障、生产不平 衡或操作员空闲等原因, 导致设备或人员等待的情 况。
运输的浪费
过多的运输、不合理的运 输路径或不适当的运输方 式导致的时间和成本的增 加。
七大浪费的概述
等待与延误
总结词
等待与延误是流程浪费的常见表现。
详细描述
等待与延误会导致资源闲置和时间浪 费,降低生产效率。企业应通过合理 安排工作计划、提高员工技能和优化 工作流程等方式,减少等待与延误现 象的发生。
动作浪费
总结词
动作浪费是指员工在工作中进行的不必要或低效的动作。
详细描述
动作浪费会导致工作效率降低和成本增加。企业应关注员工的工作方式,鼓励员工提出改进意见,消除不必要或 低效的动作,提高工作效率。
存货积压
存货积压是指产品或原材料在仓库中长时间滞留,无法及时 销售或使用,导致资金占用和仓储成本的增加。
如何消除七大浪费PPT课件
表现形式:
•自动机器操作中;人员的闲视等待 •作业充实度不够的等待 •设备故障 材料不良的等待 •生产安排不当的人员等待 •上下工程间未衍接好造成的工程间的等待
对策:
2 等待的浪费
原因:
•生产线布置不当;物流混乱 •设备配置 保养不当 •生产计划安排不当 •工序生产能力不平衡 •材料未及时到位 •管理控制点数过多 •品质不良
材料不良 加工不良 检查 市场不良 整修工件等
表现形式:
•因作业不熟练所造成的不良 •因不良而修整时所造成的浪费 •因不良造成人员及工程增多的浪费 •材料费增加
7 做出不良的浪费
原因:
•标准作业欠缺 •过分要求品质 •人员技能欠缺 •品质控制点设定错误 •认为可整修而做出不良 •检查方法 基准等不完备 •设备 模夹治具造成的不良
Ⅳ;生产动作研究
动作经济原则共二十二项并归纳为下列三大类
1;关于人体之运用: 2;关于操作场所布置: 3;关于工具设备:
1 关于人体之运用:
1双手应同时开始并同时完成其动作 2除规定时间外;双手不应同时空闲 3双臂的动作应对称;同一方向并同时作业 4手的动作幅度最小并且能得到满意结 果最为妥当
5物体的动量应尽可能利用;但如需用手制止时;应尽可能 用最小的力
对策:
•工程设计适正化 •作业内容的修正 •治具改善及自动化 •标准作业的贯彻 •VA/VE的推进 •设计FMEA的确实推进
注意:
•了解同行的技术发展 •各部门对于改善的共同 参与及持续不断的改善
5 库存的浪费
不良所造成的库存;半成品所造成的 库存;制造过多所造成的库存
材料 零件 组合件等物品的停滞状态;包 括库存及在制品
表现形式:
•不良品存在库房内待修
•自动机器操作中;人员的闲视等待 •作业充实度不够的等待 •设备故障 材料不良的等待 •生产安排不当的人员等待 •上下工程间未衍接好造成的工程间的等待
对策:
2 等待的浪费
原因:
•生产线布置不当;物流混乱 •设备配置 保养不当 •生产计划安排不当 •工序生产能力不平衡 •材料未及时到位 •管理控制点数过多 •品质不良
材料不良 加工不良 检查 市场不良 整修工件等
表现形式:
•因作业不熟练所造成的不良 •因不良而修整时所造成的浪费 •因不良造成人员及工程增多的浪费 •材料费增加
7 做出不良的浪费
原因:
•标准作业欠缺 •过分要求品质 •人员技能欠缺 •品质控制点设定错误 •认为可整修而做出不良 •检查方法 基准等不完备 •设备 模夹治具造成的不良
Ⅳ;生产动作研究
动作经济原则共二十二项并归纳为下列三大类
1;关于人体之运用: 2;关于操作场所布置: 3;关于工具设备:
1 关于人体之运用:
1双手应同时开始并同时完成其动作 2除规定时间外;双手不应同时空闲 3双臂的动作应对称;同一方向并同时作业 4手的动作幅度最小并且能得到满意结 果最为妥当
5物体的动量应尽可能利用;但如需用手制止时;应尽可能 用最小的力
对策:
•工程设计适正化 •作业内容的修正 •治具改善及自动化 •标准作业的贯彻 •VA/VE的推进 •设计FMEA的确实推进
注意:
•了解同行的技术发展 •各部门对于改善的共同 参与及持续不断的改善
5 库存的浪费
不良所造成的库存;半成品所造成的 库存;制造过多所造成的库存
材料 零件 组合件等物品的停滞状态;包 括库存及在制品
表现形式:
•不良品存在库房内待修
七大浪费培训ppt课件
• 用5个为什么来彻底追查不合格品发 生的原因
• 通过纵向生产、用缩短工期来降低
不合格品
20
四
消除浪费的步骤
第一步: 了解什么是浪费
第四步: 实施持续改进措施, 重复实施上述步骤
第二步: 识别工序中哪里存在浪费
第三步: 使用合适的工具来消除
已识别的特定浪费
21
谢谢!
22
计划未 完
装
问题
石子(问题点点)
2)产生的原因: •生产能力不稳定 •不必要的停机 •生产换型时间长 •生产计划不协调 •市场调查不准确 •错误的想法:
因为有库存和在制品, 生产计划就好安排了… 这种库存品一定会卖掉,所以没关系! 因为有地方,所以即使有库存也没关系!
10
三 3)库存的浪费的改善着眼点:
1)表现形式: •人等机器 •机器等人 •人等人 •有人过于忙乱 •非计划的停机
浪费的种类
定义:人员以及设备等资源的空闲
2)产生的原因: •生产线能力不平衡 •生产换型时间长 •人员和设备的效率低 •设备维护不到位 •物料供应不及时
14
三
浪费的种类
3)等待的浪费的改善着眼点:
• 进行时间测定,要将操作等待时间明确化 (要明显看见的操作等待很少) • 1人作业的场合,应缩短瓶颈工序的时间和
成本的变化取决于制造的方法 成本的构成
其他 能源
材料费
劳务费 部件购 入费
各公司相同费用
浪费——因各公司制造方法不同 而产生差异的费用
各公司的成本价格没有很大差异, 因制造方法的差异(浪费)
产生的成本不同
4
一
消除浪费的目的
危险呀!
机械故障
返修(手修理)作业增加・・・ 2、 可以 简化 作业, 使工 作更 轻松 且安 全地 完成
消除浪费七大浪费.ppt

17
搬运频繁或是长距离搬运,会增加搬运工与搬 运设备的负担,也会造成产品的损伤,没有充分利 用空间等缺失,结果导致劳动的产能下降。
18
动作的浪费:大抵意指作业人员动作不佳,所 产生的浪费。
※转向 ※反转 ※距离 ※寻找 ※堆叠 ※移动
19
动作的浪费:是 指作业员没有效 率的动作所引发 的浪费。
⑤ 库存的浪费:仓库资金费、搬运费、管理费、折 旧、损耗等库存管理费用,以及物品老化等导致 的损失。
7
⑥ 动作的浪费:步行、把物料或工具拿来却放 在一边、采用不自然的作业姿势,以及因判 断错误导致损失或采用四级、五级动作都计 为浪费等。
⑦ 制造不良的浪费:因员工操作疏忽所造成的 返工、物料原不良在加工时未发现所造成的 物料及人力的浪费。
22
有效消除浪费的方法
做好及时刚好(JIT) 做好目视管理与看板管理 做好5S管理 做好作业改善 做好设备改善 做好生产管理看板 做好一人多机的推行 做好生产线平衡
23
深入改善
工厂的标准化,必须订定许多的规定,例如根据作业 顺序的人员应该如何动作;仓库的材料零件应该如何摆 放,数量该有多少;工作量的指示;为了维护安全及环 境所必须遵守的事项等等。订出规定之后必须执行到底。 在工厂的管理方面,当发现没有按照既定规则的事物时 必须为异常再解决问题,并彻底实施这样的做法。
6
③ 搬运的浪费:超过不要程度的搬运距离、作业到 一半暂时放置、重复搬运、移动堆积物品、应一 次搬运分多次搬运、应使用栈板而未使用造成的 重复搬运、或者是流程布置不顺造成的搬运等。
④ 加工的浪费:作业本身不稳定,或作业人员本身 不熟悉,导致无法以最恰当的速度进行加工或应 一次加工而分成两次以上加工造成的损失。
搬运频繁或是长距离搬运,会增加搬运工与搬 运设备的负担,也会造成产品的损伤,没有充分利 用空间等缺失,结果导致劳动的产能下降。
18
动作的浪费:大抵意指作业人员动作不佳,所 产生的浪费。
※转向 ※反转 ※距离 ※寻找 ※堆叠 ※移动
19
动作的浪费:是 指作业员没有效 率的动作所引发 的浪费。
⑤ 库存的浪费:仓库资金费、搬运费、管理费、折 旧、损耗等库存管理费用,以及物品老化等导致 的损失。
7
⑥ 动作的浪费:步行、把物料或工具拿来却放 在一边、采用不自然的作业姿势,以及因判 断错误导致损失或采用四级、五级动作都计 为浪费等。
⑦ 制造不良的浪费:因员工操作疏忽所造成的 返工、物料原不良在加工时未发现所造成的 物料及人力的浪费。
22
有效消除浪费的方法
做好及时刚好(JIT) 做好目视管理与看板管理 做好5S管理 做好作业改善 做好设备改善 做好生产管理看板 做好一人多机的推行 做好生产线平衡
23
深入改善
工厂的标准化,必须订定许多的规定,例如根据作业 顺序的人员应该如何动作;仓库的材料零件应该如何摆 放,数量该有多少;工作量的指示;为了维护安全及环 境所必须遵守的事项等等。订出规定之后必须执行到底。 在工厂的管理方面,当发现没有按照既定规则的事物时 必须为异常再解决问题,并彻底实施这样的做法。
6
③ 搬运的浪费:超过不要程度的搬运距离、作业到 一半暂时放置、重复搬运、移动堆积物品、应一 次搬运分多次搬运、应使用栈板而未使用造成的 重复搬运、或者是流程布置不顺造成的搬运等。
④ 加工的浪费:作业本身不稳定,或作业人员本身 不熟悉,导致无法以最恰当的速度进行加工或应 一次加工而分成两次以上加工造成的损失。
精益生产之七大浪费(PPT 36页)
过量生产的危害:
直接造成 成本增加!
1)提前消耗了人工费和管理费等费用。
2)把“等待的浪费”隐性化,在等待的时间做了“多 余的”工作。
3)造成产品的积压,使生产周期变长,质量衰减
4)迫使作业空间变大,造成搬运和走动的浪费,并带 来安全隐患。
5)积压大量的资金,企业因此多付利息
6)导致信息传递不畅,导致管理者无法判断生产线正 常或异常的状态。
• 13、无论才能知识多么卓著,如果缺乏热情,则无异 纸上画饼充饥,无补于事。Sunday, October 18, 202018-
Oct-2020.10.18
• 14、我只是自己不放过自己而已,现在我不会再逼自 己眷恋了。20.10.1803:42:5618 October 202003:42
2020 3:42:56 AM03:42:562020/10/18
• 11、自己要先看得起自己,别人才会看得起你。10/18/
谢 谢 大 家 2020 3:42 AM10/18/2020 3:42 AM20.10.1820.10.18
• 12、这一秒不放弃,下一秒就会有希望。18-Oct-2018 October 202020.10.18
定义: 人员以及设备等资源的空闲。
例如: 人等机、人等料、机等人、以及换生产线引起的等待
产生原因: 1、生产线的品种切换 2、工作量不均衡 3、时常缺料,设备闲置 4、上工序延误,下游无 事可做 5、设备发生故障 6、生产线工序不平衡 7、制造通知或设计图未 送达
据统计: 制造费用的25-40%用于搬运 生产制造时间40%以上用于搬运和滞留 安全事故50%在搬运过程中发生 搬运使不良增加了20%
•
6、意志坚强的人能把世界放在手中像 泥块一 样任意 揉捏。 2020年 10月18 日星期 日上午 3时42 分56秒0 3:42:56 20.10.1 8
消除生产现场七大浪费PPT课件

02
利用工业互联网技术实现设备联网、数据采集和分析,优化生
产过程和决策。
学习并借鉴先进企业的经验和技术
03
关注行业发展趋势,学习并借鉴国内外先进企业的经验和技术,
持续改进和优化生产过程。
建立有效的质量管理体系
1 2
制定严格的质量标准和检验流程
确保产品符合客户要求和行业标准,降低不良品 率和返工率。
消除生产现场七大浪费ppt课 件
• 引言 • 生产现场七大浪费 • 消除浪费的方法与策略 • 案例分析 • 结论
01
引言
浪费的定义与影响
浪费定义
在生产现场中,任何超出生产产 品所必需的、不能创造价值的活 动或因素。
浪费影响
降低生产效率、增加成本、降低 产品质量和竞争力。
生产现场浪费的普遍性
普遍存在于各种规模 和类型的企业中。
建立员工建议和改进机制, 鼓励员工提出改进意见, 提高员工的积极性和参与 度。
建立奖励制度
对在消除浪费和改进生产 过程中表现优秀的员工给 予奖励,激发员工的积极 性。
引入先进的生产技术
采用自动化和智能制造技术
01
通过引入自动化设备和智能制造系统,降低人工操作和错误率,
提高生产效率和质量。
应用工业互联网技术
加强质量意识培训
提高员工对质量的认识和重视程度,培养员工自 主质量管理的能力。
3
建立质量信息反馈机制
及时收集和分析质量信息,针对问题采取改进措 施,持续优化产品质量。
04
案例分析
企业A的精益生产实践
总结词:成功实施
详细描述:企业A通过实施精益生产,成功地减少了生产现场的浪费,提高了生 产效率和产品质量。他们在改进生产流程、优化生产线布局和加强员工培训方面 取得了显著成果。
消除七大浪费课件

运输延误
运输延误会导致交货延迟 、运输成本增加和客户满 意度下降。
定义供应链中的浪费
01
02
03
04
运输损坏
运输损坏会导致产品质量下降 、退货和维修成本增加。
生产过剩
生产过剩会导致产能过剩、库 存积压和生产成本增加。
客户取消订单
客户取消订单会导致库存积压 、生产计划被打乱和销售收入
减少。
产品质量问题
管理中浪费的来源
01
来源1
管理层决策失误。管理层在决策过程中,由于缺乏充分的市场调研、数
据分析或专业意见,导致决策失误,从而造成企业资源浪费。
02 03
来源2
信息不对称。企业内部各部门之间、企业与外部合作伙伴之间,由于缺 乏有效的信息共享和沟通机制,导致信息传递不准确、不及时,从而造 成信息不对称带来的浪费。
市场浪费的来源
来源1
错误的定位和目标市场选择,这可能导致企业错误地评估市场需 求和竞争状况,从而造成资源浪费。
来源2
低效的供应链管理,这可能导致库存积压、交货延迟等问题,从而 产生浪费。
来源3
缺乏有效的营销策略,这可能导致营销投入无法得到回报,或者营 销效果不佳,造成资源浪费。
消除市场中的浪费的方法
常见的技术浪费
包括技术研发方向错误、技术实现方 法不优、技术工具落后、技术人才不 足等问题,导致研发效率低下、产品 质量不高、用户体验不佳等后果。
技术中浪费的来源
技术研发方向错误
由于对市场需求理解不准确,或者对竞争对手的策略分析 不足,导致技术研发方向与市场需求不匹配,投入大量资 源却无法获得预期的回报。
方法1
制定有效的市场调研策略,了解目标市场的需求和竞争状况,以便 做出正确的定位和决策。
七大浪费ppt课件

原因 依据检查的分类重点 检查的方法 基准等不足 标准作业的遗漏
5
库存浪费
任何材料或工作多于客户需要.
说明
材料、部品、组装品等 物体是否整齐摆放? 包括仓库和每个工位间
库存的浪费
内容 交付期过长 压制了改善欲望 空间的浪费使用 搬运、检查的发生 运转资金的增加
对策 对于库存的意识改变 U字形生产 平均化生产 生产精通化 看板的彻底管理 准备、交换标准化
等待的浪费
内容:
人,作业,时间,机械的 浪费提供,再库的增 大。
对策:
标准化生产 产品别放置 防止失误装置 自动化 周期内准备交换
原因:
设备放置的弊端, 全工程的故障, 能力的不平衡 大区域生产
8
动作浪费
不能增加产品价值的任何人员的移动
说明:
不必要的动作,没有附加 价值的动作,慢的动作 等。
动作的浪费
内容:
人员,工数的增加 技能的隐蔽化 作业的不稳定 不必要的动作。
对策:
挑战流水线生产 U字型设备布局 标准作业和作改善原则。
原因:
没有标准作业 落后的小规模作业 工程布局不好 没有教育和训练。
9
搬运浪费
材料的移动没有增加产品价值。
说明
不必要的搬运 物品的移动,保管等 长距离的搬运 活性度的恶化等问题
学习流程观察
浪费 增值
顾客要求
流程
从顾客的角度看待工作.
要求实现
1
工作要素
增值
• 客户愿意付费的工作 • 将材料/信息转换成客户需求
不增值
• 客户不愿付费的部分 • 必须在现有条件下来满足客户要求
浪费
• 客户不愿付费的部分 • 不能将材料/信息转换成客户需求
七大浪费与改善对策ppt课件
4.每天有多少加班现?
5.工序间作业员的等待时间有多少? 6.是否有缺料引起停线的等待时间,共 有多少? 7.物料是否有不良,有几次? 8.设备故障有几次,停线时间有多少? 9.工序间半成品是否存在搬运,搬运距 离有多少? 10.每天的不良是否超出标准
34
2.关于操作场所布置:
① 工具物料应放于因定处. ② 工具物料及装置应布置于工作者之前面近处. ③ 零件物料之供给,应利用其数量堕至工作者. ④ (堕送)方法应尽可能利用之. ⑤ 工具物料应依照最佳之工作顺序排列. ⑥ 应用适当之照明设备,使视觉满意舒适. ⑦ 工作台及椅之高度,应使工作者坐立适宜. ⑧ 工作椅式样及高度,可使工作者保持良好的姿势.
•设备配置、保养不当
•TPM(全员生产性保全活动)
•生产计划不均衡
•采用均衡化生产
•工序生产能力不平衡
•一个流的生产方式
•部件及原材料供应不及时
•实施混载统一物流
•常发品质不良
•作业训练及教育
管理要点:
•管理者往往已经习惯了现有的做法,对一些等待不觉得是浪费。
•我们引进自动化的设备的目的并不是使人员闲置
4.加工的浪费
发生原因:
•工艺的安排不合理 •作业内容偏离工艺文件 •模具治具不良 •作业没有标准化
实施对策:
•工序的设计优化 •作业内容的修正 •模具治具改善 •标准作业的实施
管理要点:
•了解各种工件加工的工艺特点,品质恰到好处 •协同相关的部门,进行持续改善。(沟通的能力)
22
5.库存的浪费
16
3.搬运的浪费
不必要的移动及把东西暂放在一旁
---不必要的搬运、工作的移动、预置、改装以及长距离的搬运流 程和性度差等
5.工序间作业员的等待时间有多少? 6.是否有缺料引起停线的等待时间,共 有多少? 7.物料是否有不良,有几次? 8.设备故障有几次,停线时间有多少? 9.工序间半成品是否存在搬运,搬运距 离有多少? 10.每天的不良是否超出标准
34
2.关于操作场所布置:
① 工具物料应放于因定处. ② 工具物料及装置应布置于工作者之前面近处. ③ 零件物料之供给,应利用其数量堕至工作者. ④ (堕送)方法应尽可能利用之. ⑤ 工具物料应依照最佳之工作顺序排列. ⑥ 应用适当之照明设备,使视觉满意舒适. ⑦ 工作台及椅之高度,应使工作者坐立适宜. ⑧ 工作椅式样及高度,可使工作者保持良好的姿势.
•设备配置、保养不当
•TPM(全员生产性保全活动)
•生产计划不均衡
•采用均衡化生产
•工序生产能力不平衡
•一个流的生产方式
•部件及原材料供应不及时
•实施混载统一物流
•常发品质不良
•作业训练及教育
管理要点:
•管理者往往已经习惯了现有的做法,对一些等待不觉得是浪费。
•我们引进自动化的设备的目的并不是使人员闲置
4.加工的浪费
发生原因:
•工艺的安排不合理 •作业内容偏离工艺文件 •模具治具不良 •作业没有标准化
实施对策:
•工序的设计优化 •作业内容的修正 •模具治具改善 •标准作业的实施
管理要点:
•了解各种工件加工的工艺特点,品质恰到好处 •协同相关的部门,进行持续改善。(沟通的能力)
22
5.库存的浪费
16
3.搬运的浪费
不必要的移动及把东西暂放在一旁
---不必要的搬运、工作的移动、预置、改装以及长距离的搬运流 程和性度差等
培训汇总PPT之消除七大浪费37页PPT

61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
培训汇总PPT之消除七大浪费ቤተ መጻሕፍቲ ባይዱ
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
谢谢!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.制造过多的浪费
生产的调配方案:
•窗框班每班借出5人至硬包边班,
由13人生产窗框,标时 30pcs/hr
•前桥线抽调两人至滑道线,12hr
前提:
6月份金客订单由原先5980台 降到5500台,公司的生产稼动偏低, 近期又决定6月23日~6月30日停产休假, 造成我公司库存品积压过多,生产能 力过剩。
无法保证可卖出的产品做了太多
表现形式:
是浪费的源头
•物流阻塞 •库存、在制品增加 •产品积压造成不良发生 •资金回转率低 •材料、零件过早取得 •影响计划弹性及生产系统的适应能力
Prepared by
适
时
J的
I
T生
生 产
产
方
式
Page 6
1.制造过多的浪费
制造过多是一种浪费的原因:
•只是提前用掉了费用(材料费、人工费)而已,并
•看板管理的贯彻
•快速换线换模
•少人化的作业方式
•均衡化生产
原因:
•人员过剩 •设备稼动过剩 •生产浪费大 •业务订单预测有误 •生产计划与统计错误
Prepared by
注意:
•生产速度快并不代表效率高 •设备余力并非一定是埋没成本 •生产能力过剩时,应尽量先考虑减
少作业人员,但并非辞退人员, 而
是更合理、更有效率地Pag应e 8 用人员
Prepared by
现场活动包括“有附加价值的”和“没有附加价值的” 活动P,repar那ed by些不产生附加价值的活动应坚决予以消除
Page 4
2.浪费的种 类
1.制造过多的浪费
2.等待的浪费
3.搬运的浪费
4.加工的浪费
5.库存的浪 费
的浪费 Prepared by
6.动作
Page 5
3.“七大浪费”之 详介
1.制造过多的浪费
着眼点
生产
问题点: •窗框线原先19人标时65pcs/hr, 为
什么13人标时变为30pcs/hr •滑道为何不开二班生产
Prepared by
•停止生产、换班----杜绝生产过多 •减少加班 •少人化 •保持生产节奏与效率,杜绝等
待浪费
Page 9
2.等待的浪费
双手均未抓到及摸到东西的时间
材料、作业、搬运、检查之所有等待,以及宽放和监视作业
敏孚企业
版权所有
Prepared by
消除“七大浪费”
Page 1
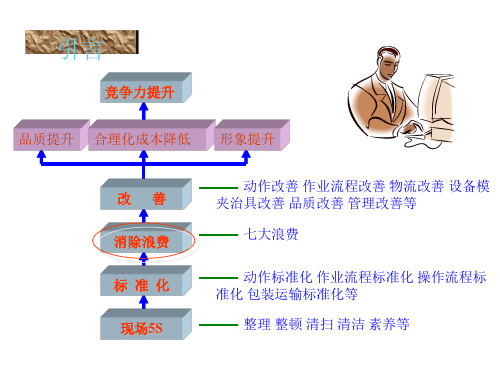
竞争力提升
品质提 升
合理化成本降低 形象提 升
改善
动作改善、作业流程改善、物流改善、 设备模夹治具改善、品质改善、管理改善等
消除浪费
七大浪费、三无工程等
标准化
现场5S
Prepared by
动作标准化、作业流程标准化、操作 流程标准化、包装运输标准化等
表现形式:
•搬运距离很远的地方,小批量的运输 •主副线中的搬运 •出入库次数多的搬运 •破损、刮痕的发生
Prepared by
Page 12
3.搬运的浪费
Hale Waihona Puke 原因:•生产线配置不当 •未均衡化生产 •坐姿作业 •设立了固定的半成品放置区 •生产计划安排不当 Prepared by
对策:
•U型设备配置 •一个流生产方式 •站立作业 •避免重新堆积、重新包装
Page 14
4.加工上的浪费
因技术(设计、加工)不足造成加工上的浪费
表现形式:
原本不必要的工程或作业被当成必要
•在加工时超过必要以上的距离所造成的浪费
•冲床作业上重复的试模,不必要的动作
•成型后去毛头,加工的浪费
•钻孔后的倒角,纹孔作业的浪费
•最终工序的修正动作
Prepared by
Page 15
参与及持续不断的改善
Page 16
4.加工上的浪费
产品的飞边太多,
如果通过修整模具能够使修
边更容易,则可节省人力
Prepared by
Page 17
5.库存的浪费
不良所造成的库存,半成品所造成 的库存,制造过多所造成的库存
材料、零件、组合件等物品的停滞状 态,包括库存及在制品
表现形式:
•不良品存在库房内待修 •设备能力不足所造成的安全库存 •换线时间太长造成次大批量生产的浪费 •采购过多的物料变库存
表现形式:
•自动机器操作中,人员的“闲视”等待
•作业充实度不够的等待
•设备故障、材料不良的等待
•生产安排不当的人员等待
•上下工程间未衍接好造成的工程间的等待
Prepared by
Page 10
2.等待的浪费
原因:
•生产线布置不当,物流混乱 •设备配置、保养不当 •生产计划安排不当 •工序生产能力不平衡 •材料未及时到位 •管理控制点数过多 •品质不良 Prepared by
无其它好处
•会把等待的浪费隐藏起来,掩盖稼动不够的问题
•会使制程间积压在制品,制程时间变长,现场工作
空间变大 •会产生搬运、堆积的浪费 •使先进先出的工作产生困难 •会造成库存空间的浪费
?
Prepared by
Page 7
对策:
1.制造过多的浪费 •顾客为中心的弹性生产系统
•单件流动—一个流生产线
4.加工上的浪费
原因:
•工程顺序检讨不足 •作业内容与工艺检讨不足 •模夹治具不良 •标准化不彻底 •材料未检讨 Prepared by
对策:
•工程设计适正化 •作业内容的修正 •治具改善及自动化 •标准作业的贯彻 •VA/VE的推进 •设计FMEA的确实推进
注意:
•了解同行的技术发展 •公司各部门对于改善的共 同
整理、整顿、清扫、清洁、素养等
Page 2
成本管理看板
Prepared by
内容介绍:
1.何谓浪 费
2.浪费的种 类
3.“七大浪费”之 详介
4.消除浪费的做 法
5.浪费的实
例
Page 3
1.何谓浪 费
何谓浪费:
不产生任何附加价值的 动作、方法、行为和计划
用不同的评判标准去判断 一个动作、行为、方法或计划时, 所得到的浪费程度都会不同。
对策:
•采用均衡化生产 •制品别配置—一个流生产 •防误措施 •自动化及设备保养加强 •实施目视管理 •加强进料控制
注意:
•自动化不要闲置人员 •供需及时化 •作管理点数削减
Page 11
3.搬运的浪费
不必要的移动及把东西暂放在一旁
不必要的搬运、工作的移动、预置、改装以及长距离的搬 运流程和活性度差等
注意:
•工作预置的废除 •生产线直接化 •观念上不能有半成品放置区 •人性考虑并非坐姿才可以
Page 13
3.搬运的浪费
整个冲压过程包括取产品、 冲压、放置产品,其中取产品与排 放产品占了50%的作业时间,并且 这些动作并不产生价值。
Prepared by
弯曲完的产品要先放 到工作桌上,再搬运到冲压工 作桌上,这一过程是不是浪费 呢?