MLCC电容失效分析及对策共24页
电容使用注意事项与失效解决方案
电容使用注意事项与失效解决方案一、电容使用注意事项1. 选择合适的电容在选择电容时,应根据电路的需求和工作条件来确定合适的电容型号和参数。
考虑到电容的电压、容量、温度系数等因素,选择适合的电容可以确保电路的正常运行和稳定性。
2. 避免超过额定电压在使用电容时,应注意不要超过其额定电压范围。
超过额定电压会导致电容损坏或失效,并可能引起电路故障。
因此,在设计和使用电路时,应确保电容的额定电压与电路的最大工作电压相匹配。
3. 防止过电流过电流是电容失效的常见原因之一。
在电容的两端施加过高的电流会导致电容过热、漏液或破裂。
因此,在使用电容时,应确保电流在额定范围内,并采取适当的保护措施,如使用保险丝或限流电阻等。
4. 防止过温高温环境会对电容的性能和寿命产生不利影响。
因此,在使用电容时,应避免将其暴露在高温环境中。
如果电容需要在高温环境下工作,应选择具有较高工作温度范围的电容,并采取散热措施,如散热片或风扇等。
5. 防止震动和冲击电容对震动和冲击非常敏感,容易引起内部结构松动或破裂,导致失效。
因此,在安装和使用电容时,应避免暴露在剧烈震动或冲击的环境中。
如果需要在这样的环境下使用电容,应选择具有较高的抗震性能的电容。
二、电容失效解决方案1. 电容短路如果电容发生短路,可能会导致电路故障或设备损坏。
解决这个问题的方法是先断开电源,然后检查电容是否存在短路现象。
如果确认电容短路,应将其更换为新的电容。
2. 电容漏液电容漏液可能是由于电容内部结构破裂或老化引起的。
如果发现电容漏液,应立即停止使用,并将其更换为新的电容。
同时,应清洁漏液的部分,以防止对其他元件造成损害。
3. 电容容量衰减电容容量衰减可能是由于电容老化或使用环境不良引起的。
解决这个问题的方法是先断开电源,然后使用万用表或专用仪器测量电容的容量。
如果发现容量衰减严重,应将其更换为新的电容。
4. 电容极性错误电容具有极性,如果连接错误,可能会导致电容失效或电路故障。
MLCC在平板电源中的断裂分析和改进

56941 42316 66500
将上述电容的材质由X7R更改为NP0材质,由于NP0材质的强度比 X7R高,产品成品的失效情况得到了较好的解决,失效比率由更换前 的667~3398 ppm 均降至0 ppm 。
2、MLCC尺寸选择
更改尺寸前后的不良率
改善前
0.1
0.007
改善后
0
0.02
0.04
1、MLCC材质选择
因为分子结构的差异,2类陶瓷的X7R和X5R、Y5V材质是较 脆弱的一类。I类陶瓷C0G/NP0等因为厚度等因素,其的抗弯曲强 比X7R的强很多。因此4700pF以下容量的,建议更换为C0G/NP0 材料,大于4700pF以上容量产品如果改用C0G/NP0材质,成本上 升幅度很大。为提升可靠性,该改必须改
通过历次不良样品分析,统计失效产品分为以下几个样式
:
MLCC是由陶瓷和金属的共烧体,因两类材料的收缩率存在较大的差异,在受到骤然的热冲击时易产生 热冲击开裂。开裂后产品内部短路,继续通电内部漏电流极大,产生高温,将内部介质和金属烧毁熔融, 形成镍球。因此在焊接时推荐用回流焊接工艺,该工艺焊接时温度均衡,热应力极小。针对客户方面的 波峰焊接工艺,供应商只能从产品的设计方面改进,以适应客户端的使用。将现有的0.85mm厚度产品 更改为1.25mm厚度,耐焊性方面表现相近(见以下对比表),但在波峰焊接时可以将应力分散至端头 处,产生热冲击几率要小很多,更适宜目前的生产现状。
4、改进PCB板设计
PCB板设计对电容器的弯曲开裂具有较多的影响因素,具体影响 因素和改善措施如表3所示。
表3:PCB板影响因素与改进措施 PCB板影响因素 焊盘方向与分切线垂直 PCB板高温变形 焊接厚度过大 电路板分割槽太浅 改善措施 焊盘方向与分切线平行 增加PCB板厚度 焊接厚度适中 电路板分割槽不能太浅
MLCC 失效分析及对策
MLCC 失效分析及对策失效的原因•裝配过程中<工艺应用上>失效的原因;•热应力与热冲击;•金属的溶解;•基板和元件过热;•超声波清洗的损坏;•机械负载;•运输的振动;•机械冲击;•应力与热冲击;•老化<腐蚀、基板材料老化、蠕变斷裂、焊接疲劳>电容器的失效模式与常见故障•钽电解电容器—电压过载击穿烧毁;浪涌电压冲击漏电流增大;极性反向短路;高温降额不足失效;•铝电解电容器—漏电流增大击穿;极性反向短路;高温降额不足失效;•有机薄膜电容器—热冲击失效;寄生电感过大影响高频电路功能实现;•MLCC(2类)—SMT工艺不当导致断裂或绝缘失效;Y5V温度特性不佳导致电路故障;•MLCC(1类)—RF设计选型匹配。
MLCC异常汇总分类一、裂纹(微裂、断裂、开裂和击穿)二、端头脱落三、电性能异常(C、DF、IR和TC)四、抛料(国标GB≤0.3%,具体依设备定)五、上锡不良(假焊)六、其它(Q、ESR等)开裂一、MLCC本身制造方面的因素:1、MLCC排烧时温控失调,有机物挥发速率不均衡,严重时会出现微裂纹;2、内电极金属层与陶瓷介质烧结时因热膨胀系数不同,收缩不一致导致瓷体内部产生了微裂。
(MLCC质量隐患);3、编织线裂纹二、MLCC应用生产工艺方面因素:1、热冲击(结构本身不能吸收短时间内温度剧烈变化产生的机械应力所导致的机械性破坏,该力由于不同的热膨胀系数、导热性及温度变化率产生) 2、贴装应力(主要是真空吸放头或对中夹具引起的损伤<目前都使用视觉对中或激光对中取代机械对中>)3、上电扩展的裂纹(贴装时表面产生了缺陷,后经多次通电扩展的微裂纹)4、翘曲裂纹(在印制板裁剪、测试、元器件安装、插头座安装、印制版焊接、产品最终组装时引起的弯曲或焊接后有翘曲的印制板主要是印制板的翘曲)5、印制板剪裁(手工分开拼接印制板、剪刀剪切、滚动刀片剪切、冲压或冲模剪切、组合锯切割和水力喷射切割都有可能导致印制板弯曲)6、焊接后变形的印制版(过度的基材弯曲和元器件的应力)MLCC微裂实例MLCC外观图MLCC DPA图MLCC外观图MLCC DPA图MLCC外观图MLCC DPA图击穿产生的原因:1、MLCC本身耐压不够大(介质厚度偏薄、内部有短路缺陷);2、PCB板模块电路设计不合理,存在漏电短路的缺陷;3、SMT生产工艺中造成的锡渣、锡珠、锡桥等短路现象;4、上电测试时电压过高、或产生的瞬间脉冲电压过大等不良操作。
mlcc电容绝缘下降原因及现象
mlcc电容绝缘下降原因及现象MLCC电容在使用过程中,有时会出现绝缘下降的现象。
绝缘下降是指电容器的绝缘性能下降,导致电容器不能正常工作或者工作不稳定。
那么,MLCC电容绝缘下降的原因是什么?这种现象又会表现出怎样的特点呢?我们来看一下MLCC电容的结构。
MLCC电容是一种多层陶瓷电容器,由多个陶瓷层和金属电极交替叠压而成。
它具有体积小、容量大、频率响应好等特点,在电子产品中被广泛应用。
然而,由于其特殊的结构和材料,MLCC电容在使用过程中容易出现绝缘下降的问题。
MLCC电容绝缘下降的主要原因之一是陶瓷材料的内部缺陷。
陶瓷材料在制造过程中,由于各种因素的影响,可能会产生一些内部缺陷,如气孔、裂纹等。
这些缺陷会导致电容器的绝缘性能下降,从而影响其正常工作。
MLCC电容的绝缘下降还与外界环境条件有关。
例如,高温、高湿度、强电场等环境条件会加速电容器的绝缘老化,使其绝缘性能下降。
此外,如果电容器长时间处于高温环境中,会导致陶瓷材料的热膨胀系数与金属电极不匹配,从而产生应力,进一步导致绝缘性能下降。
绝缘下降的现象通常表现为电容器的绝缘电阻下降。
在正常情况下,电容器的绝缘电阻应该很大,以保证电容器能够正常工作。
然而,当绝缘下降发生时,电容器的绝缘电阻会显著下降,甚至降到一个很低的水平。
这会导致电容器在工作过程中出现电流泄漏现象,影响电路的正常运行。
绝缘下降还可能导致电容器的介质击穿。
当电容器的绝缘性能下降到一定程度时,电场强度可能会超过介质的击穿电场强度,导致介质击穿。
介质击穿会引起电容器发生短路,甚至引发火灾和爆炸等严重后果。
为了避免MLCC电容绝缘下降的问题,我们可以采取一些措施。
首先,选择质量可靠的电容器供应商,确保电容器的制造工艺和质量控制能够达到要求。
其次,合理设计电路,避免电容器长时间处于高温、高湿度和强电场等恶劣环境中。
此外,定期检测和维护电容器,及时发现并处理绝缘下降的问题,也是非常重要的。
MLCC常见故障分析

MLCC 常见故障分析北京718友益电子有限责任公司 祁怀荣MLCC 指多层[或叠层]陶瓷电容器, 由于生产成本较其它电容器低,ESR[等效串联电阻]和ESL[等效串联电感]极低,因此,被广泛使用在各类高频电路.它的产量占电容器总产量的70%以上. 进些年MLCC 的技术进步非常快, 其体积容量比已经接近钽电容器的水平.由于其独特的无极性结构非常适合滤波使用,因此,在微电子电路上的应用范围不断扩大.大有代替部分体积容量比较低的片式钽电容器的势头.尽管其在高频特性上优点突出,但其弱点也经常导致使用出现问题; 例如在-55-+125度的极限温度内其容量变化率较大,不能满足使用温度变化幅度过大,滤波精度要求高的电路. 另外,由于叠层厚度的增加导致产品的机体变的更'脆',在焊接上板冷却后非常容易出现由于电路板热应力导致的叠层裂纹,出现裂纹的产品在常温时漏电流变大,在电路板温度升高时漏电流反而降低,因此,查找原因非常困难.当通过的电流很大时,一样可以突然出现发热导致的电击穿现象,有时候甚至还会出现烧板现象.导致MLCC 焊接后叠层出现裂纹的根本原因,是高温焊接后冷却过程中线路板和MLCC 机体不同的膨胀率, 因为MLCC 的基材是氧化物组成的陶瓷材料,因此,其非常脆,也就是说在叠层较薄时非常容易在极微小的热应力下断裂. 其容易断裂的比列随容量的增加而增加,因为,容量高的MLCC,其叠层数量越多,而且每层厚度也更薄,目前最薄的叠层厚度已经达到1微米左右.使用此类产品,必须非常注意产品与焊接温度曲线及焊接材料和电路板材料间的选择问题, 稍微有一点的热应力就有可能导致部分MLCC 的部分叠层出现断裂.出于对MLCC 较大容量产品的对热应力导致的失效比列增加的担心,按照美军电子元件使用规定,军用MLCC 的叠层厚度不能小于10微米,也就是说一定容量的MLCC 产品,体积过小的产品不容许在军用电子电路中使用. 因为其非常容易出现在温度变化过大时突然断裂而导致失效率增加.实际上,上述原因导致的失效比比皆是, 特别是在民用电子产品上,由于过度追求小体积导致的此类问题已经导致电路可靠性大幅度降低, 出现的问题非常多.为了解决此问题,美国一家公司开发了一种端子涂敷了导电高分子聚合物的MLCC, 此产品主要解决的问题就是MLCC 产品耐热应力差的缺点.可悲的是我国生产的此类产品在质量等级上与国外公司的差距仍然在扩大,而在向用户提供产品时,多数生产厂家都对此缺点避而不谈, 从而使许多用户对因此问题导致的失效率问题越来越多.Generated by Foxit PDF Creator © Foxit Software For evaluation only.。
电容失效分析(详解干货)
电容失效分析(详解干货)【导读】电子元器件的主要失效模式包括但不限于开路、短路、烧毁、爆炸、漏电、功能失效、电参数漂移、非稳定失效等。
对于硬件工程师来讲电子元器件失效是个非常麻烦的事情,比如某个半导体器件外表完好但实际上已经半失效或者全失效会在硬件电路调试上花费大把的时间,有时甚至炸机。
陶瓷电容失效分析:多层片状陶介电容器由陶瓷介质、端电极、金属电极三种材料构成,失效形式为金属电极和陶介之间层错,电气表现为受外力(如轻轻弯曲板子或用烙铁头碰一下)和温度冲击(如烙铁焊接)时电容时好时坏。
多层片状陶介电容器具体不良可分为:1、热击失效2、扭曲破裂失效3、原材失效三个大类(1)热击失效模式:热击失效的原理是:在制造多层陶瓷电容时,使用各种兼容材料会导致内部出现张力的不同热膨胀系数及导热率。
当温度转变率过大时就容易出现因热击而破裂的现象,这种破裂往往从结构最弱及机械结构最集中时发生,一般是在接近外露端接和中央陶瓷端接的界面处、产生最大机械张力的地方(一般在晶体最坚硬的四角),而热击则可能造成多种现象:第一种是显而易见的形如指甲狀或U-形的裂縫第二种是隐藏在内的微小裂缝第二种裂缝也会由裸露在外的中央部份,或陶瓷/端接界面的下部开始,并随温度的转变,或于组装进行时,顺着扭曲而蔓延开来(见图4)。
第一种形如指甲狀或U-形的裂縫和第二种隐藏在内的微小裂缝,两者的区别只是后者所受的张力较小,而引致的裂缝也较轻微。
第一种引起的破裂明显,一般可以在金相中测出,第二种只有在发展到一定程度后金相才可测。
(2)扭曲破裂失效此种不良的可能性很多:按大类及表现可以分为两种:第一种情况、SMT阶段导致的破裂失效当进行零件的取放尤其是SMT阶段零件取放时,取放的定中爪因为磨损、对位不准确,倾斜等造成的。
由定中爪集中起来的压力,会造成很大的压力或切断率,继而形成破裂点。
这些破裂现象一般为可见的表面裂缝,或2至3个电极间的内部破裂;表面破裂一般会沿着最强的压力线及陶瓷位移的方向。
MLCC常见问题及解决途径_陈增生

致电容破裂 , 及焊盘设计于螺装孔附近 , 在装配时容 易造成机械损伤 。这种损伤在温度冲击试验中使裂 纹进一步扩大从而导致电容失效 。从结构上可以看 出 , M LCC 的特点是能够承受较大压应力 , 但抵抗弯
图 9 机械应力高的位置 (3)陶瓷贴片电容的两焊点应该设计与受机械 应力的方向平衡而不成直角 , 如图 10所示 。
陶瓷贴片电容有不同的电解质它们有不同的容量范围及温度稳定性由于陶瓷贴片电容的端电极金属电极介质三者的热膨胀系数不同因此在焊接过程中升温速率不能过快特别是温度冲击及焊接时要考虑温度因素否则易造成陶瓷贴片电容的损坏失效1陶瓷贴片电容结构2陶瓷贴片电容失效的原因1受外力作用引起的陶瓷贴片电容失效1一旦陶瓷贴片电容焊接于pcb上任何外力都会对pcb上的陶瓷贴片电容产生影响如图所示
K ey w ord s:M LCC;T emperature shock;S tress screening;Failure analysis Docum en t Code:B A rticle ID:1001 - 3474(2006)06 - 0336 - 04
2002年以前陶瓷贴片电容应用于电子产品中 , 并未发现大批量的电容失效 。 但从 2002年至今 , 根 据产品设计的需要 , 对装配好的电子设备 (盒子 、整 机 )需进行 温度循环 、应 力筛选 , 而产品 经温度环 循 、应力筛选后 , 不断有陶瓷贴片电容失效的现象发 生 (频合电路 、耦合电路中用 3. 9 pF 失效 80%、5. 1 pF 失效 11%), 使电子产品的可靠性及生产进度不 同程度受到影响 , 针对出现的问题 , 进行分析 , 解决 失效的产生是很有必 要的 。 从理论 上分析电容失 效 , 主要有六方面因素会造成电容失效 。 下面就这 六方面的因素进行分析 。 1 陶瓷贴片电容的基本结构
贴片陶瓷电容失效机理分析

多层贴片陶瓷电容(MLCC)失效机理分析一.MLCC的应用及发展方向MLCC,广泛用于消费、通讯、信息类电子整机设备中,主要起到滤波、隔直、耦合、振荡等作用。
随着电子信息产业不断的发展,电子设备向薄、小、轻、便携式发展,MLCC也逐步向小型化、大容量化、高频率方向发展,MLCC在我们的HID及高端平板电视里有着极为广阔的应用,片状电容是增长速度最快的无源电子元器件之一,具有广阔的发展前景。
二.MLCC的基本结构MLCC有三大部分组成:1. 陶瓷介质 2.内部电极 3.外部电极其中电极一般为Ag或AgPd(钯),陶瓷介质一般为(SrBa)TiO3,多层陶瓷结构通过高温烧结而成。
器件端头镀层一般为烧结Ag/AgPd,然后制备一层Ni阻挡层(以阻挡内部Ag/AgPd材料,防止其和外部Sn发生反应),再在Ni层上制备Sn或SnPb层用以焊接。
近年来,也出现了端头使用Cu的MLCC产品。
三.MLCC的失效模式多层陶瓷电容器本身的内在可靠性十分优良,可以长时间稳定使用。
但如果器件本身存在缺陷或在组装过程中引入缺陷,则会对其可靠性产生严重影响。
陶瓷多层电容器失效的原因分为外部因素和内在因素。
内在因素主要包括以下三个方面: 1.陶瓷介质内空洞导致空洞产生的主要因素为陶瓷粉料内的有机或无机污染,烧结过程控制不当等。
空洞的产生极易导致漏电,而漏电又导致器件内部局部发热,进一步降低陶瓷介质的绝缘性能从而导致漏电增加。
该过程循环发生,不断恶化,严重时导致多层陶瓷电容器开裂、爆炸,甚至燃烧等严重后果。
2. 烧结裂纹烧结裂纹常起源于一端电极,沿垂直方向扩展。
主要原因与烧结过程中的冷却速度有关,裂纹和危害与空洞相仿。
3.分层多层陶瓷电容器的烧结为多层材料堆叠共烧。
烧结温度可以高达1000℃以上。
层间结合力不强,烧结过程中内部污染物挥发,烧结工艺控制不当都可能导致分层的发生。
分层和空洞、裂纹的危害相仿,为重要的多层陶瓷电容器内在缺陷。
MLCC常见问题及解决途径
37 3
接 端 产生相 反方 向的机械应 力 , 电容最 弱 的位置 , 在
一
用设 备焊 接 , 如非 要手 工焊 接 时 , 定要 严格按 工 假 一 艺要 求进 行 。
摘 要 : 近年 来 , 片式 陶瓷 电容越 来越 多地 应 用于 电子产 品 中 , 不合理 的设 计 、 而 不恰 3的操作 - "
方法, 使产品在高低温循环、 应力筛选等试验后 , 常常 出现 片式陶瓷电容失效现 象。分析 了电容失 效的原 因 , 并针 对 出现 的 问题 , 出改进措 施 , 提 以提 高产 品质 量 。 关键词 :陶瓷贴片电容 ; 高低温循环; 应力筛选; 失效分析
于 陶瓷贴 片 电容 的端 电极 、 金属 电极 、 介质 三者 的热 膨胀 系数 不 同 , 因此 在 焊 接 过 程 中升 温 速率 不 能 过 快 , 别是 温度 冲击 及焊接 时要 考虑 温度 因素 , 特 否则
易造 成 陶瓷贴 片 电容 的损 坏 ( 效 ) 失 。
生( 频合电路 、 耦合电路中用 3 9p . F失效 8 % 、. 0 51 p F失 效 1% ) 使 电子 产 品 的可 靠性 及生 产 进 度 不 1 ,
图 1 陶瓷贴 片 电容 结构
2 陶瓷 贴片 电容 失效 的原 因
陶瓷 贴 片 电 容器 少 数 为单 层 结 构 , 多数 为 多 大
层 叠 层结 构 。通 常是 无 引 脚 矩形 结 构 , 层 电极 同 外 片式 电阻 相 同 , 图 1所 示 。 陶瓷 贴 片 电容 有 6R sa c nt ue Ja ig 3 4 3 , ia C T o 3 ee rh Is tt ,ixn 0 3 Chn ) i 1
Ab t a t:n r c n e r MLCC smo e a p id t n fe e to i r d cs Bu al r he o s r c I e e ty a s, i r p l o ma y o lc r nc p o u t . tf i e p n m- e u e o s a e oe p e e fe e e au e s o k a d sr s c e n b c u e o n e s n b e d sg n n n r f n ha p n d a tr tmp r t r h c n te s s r e e a s fu r a o a l e in a d h n ln 、 ay e t e r a o ff i r P o wa d t e me s r st o v h r b e . a d i g An l z h e s n o a l e; utf r r h a u e o s le t e p o l ms u Ke r y wo ds: MLCC ; mp r t r h c S r s c e n n Fal r n l ss Te e au e s o k; te s sr e i g; i e a ay i u
MLCC电容烧损失效机理分析及改善建议

MLCC电容烧损失效机理分析及改善建议1.失效背景马达产品在客户端运行一段时间后,发生功能失效。
经过初步检测,新阳检测中心(下文简称中心)判断该问题是组件中的MLCC电容发生失效导致的。
2.检测分析2.1失效样品的外观分析电容有明显开裂现象,但电容表面整体未见烧损碳化痕迹。
2.2电容切片断面的分析经过边研磨边观察的方式分析得出,在电容电极两端均检出有约45°的裂纹。
同时,在PCB层有烧损与碳化的现象。
并且电容内部电极之间有打火烧损异常。
电容研磨至陶瓷层刚去掉的位置时观察,烧损主要集中于PCB的PAD 位置,电容面未见明显烧灼异常,电容两端有明显的约45°裂纹异常。
电容研磨至约1/3位置时观察,PCB烧黑碳化、分层,电容面未见明显烧灼异常,电容两端有明显的约45°裂纹异常,且呈现碎裂状态。
电容研磨至约1/2位置时观察,PCB烧黑碳化、分层,电容面有明显开裂,烧损区域,电容两端有明显的约45°裂纹异常,且呈现碎裂状态。
根据电容断面烧损区域局部图显示,说明层间发生了短路异常。
根据烧损区域SEM分析图显示,说明异常位置存在开裂状态。
3.失效机理分析3.1不良分析电容失效特征:①电容端电极位置从外向内贯穿性45°裂纹,且裂纹延伸至内电极层;②电容内部烧损位置,有贯穿性裂纹;③PCB基材位置受到了高热影响,发生烧损、碳化、分层,电容没有比较严重的爆裂及烧灼点。
失效原因分析:①电容端电极45°裂纹,是典型的应力裂纹。
且该裂纹从外向内贯穿,电容烧损点呈现非聚集性、非点扩散性特征。
因此,判断该电容先前已有裂纹产生。
②裂纹在后续的过程中延展、贯穿,导致内部电极层错位短路,形成电阻效应,产生高热,使PCB基材高温碳化、分层。
③电容内部在电流作用下发生烧损,造成内部电极片层产生裂纹及烧损点。
3.2改善建议针对电容失效机理的分析,电容应力裂纹可能是失效的根本原因。
电容使用注意事项与失效解决方案

电容使用注意事项与失效解决方案一、电容使用注意事项电容是一种常见的电子元件,广泛应用于各种电路中。
为了保证电容的正常工作和延长其使用寿命,我们需要注意以下几个方面:1. 选用合适的电容在选择电容时,需要根据具体的应用需求来确定电容的参数,如电容值、电压等级、温度系数等。
选择合适的电容可以确保电路的稳定性和可靠性。
2. 注意电容的极性电容有极性和非极性两种,极性电容需要正确连接正负极,否则会导致电容损坏或者电路故障。
在使用极性电容时,务必注意极性标记,并将正负极正确连接。
3. 避免过高的工作电压电容的工作电压应该在其额定电压范围内,过高的工作电压会导致电容击穿,甚至发生短路,造成电路故障。
因此,在设计电路时,要合理选择电容的额定电压,避免过高的工作电压。
4. 防止过高的温度电容的工作温度应该在其额定温度范围内,过高的温度会导致电容的电介质老化,降低其使用寿命。
因此,在布局电路时,要合理安排电容的位置,避免其受到过高的温度影响。
5. 防止电容短路电容在使用过程中,可能会发生短路现象,导致电路故障。
为了防止电容短路,可以采取以下措施:- 在电容两端并联一个限流电阻,限制电流的过大流入。
- 定期检查电容的绝缘状况,如有破损或者漏电现象,及时更换电容。
- 避免电容与其他金属部件短接,造成短路。
二、电容失效解决方案电容在使用过程中可能会发生失效,常见的失效原因包括电解液干涸、电容老化、电容极板短路等。
以下是针对不同失效原因的解决方案:1. 电解液干涸电解液干涸是导致电容失效的常见原因之一。
当电容长期不使用或者工作温度过高时,电解液会蒸发,导致电容内部干涸。
解决这个问题的方法是: - 定期使用电容,避免长期不使用。
- 控制电容的工作温度,避免过高的温度。
2. 电容老化电容使用时间长了,会浮现老化现象,导致电容性能下降或者失效。
解决电容老化问题的方法包括:- 定期检查电容的参数,如电容值、电压等级等,如有异常及时更换电容。
电容使用注意事项与失效解决方案
电容使用注意事项与失效解决方案一、电容使用注意事项1. 选择适当的电容类型和参数在选择电容之前,需要根据电路的需求来确定适当的电容类型和参数。
常见的电容类型包括陶瓷电容、铝电解电容和钽电解电容等。
不同的电容类型具有不同的特性和应用范围,因此需要根据具体的电路设计来选择合适的电容。
2. 注意电容的额定电压和电流在使用电容时,需要注意其额定电压和电流。
超过电容的额定电压或电流可能导致电容失效或损坏。
因此,需要确保电容的工作电压和电流不超过其额定值。
3. 避免电容短路电容在使用过程中可能出现短路现象,这会导致电路故障或电容损坏。
为了避免电容短路,可以采取以下措施:- 在电容两端加入合适的保险丝或保护电路,以防止电容短路时造成过大的电流流过电容。
- 在安装电容时,确保电容的引线之间没有短路或接触到其他导体。
4. 注意电容的极性某些类型的电容具有极性,如铝电解电容和钽电解电容。
在使用这些电容时,需要注意其正负极性,否则可能会导致电容损坏或电路故障。
在安装电容时,应确保正极与正极相连,负极与负极相连。
5. 避免过热和过电压过热和过电压是电容失效的常见原因之一。
为了避免过热和过电压,可以采取以下措施:- 在电容两端加入合适的散热器,以提高电容的散热能力。
- 使用合适的电压稳压器或过压保护装置,以防止电容过电压。
二、电容失效解决方案1. 电容短路当电容发生短路时,可能会导致电路故障或电容损坏。
解决电容短路问题的常见方法包括:- 检查电容引线之间是否存在短路或接触到其他导体,如果存在短路,需要修复或更换电容。
- 检查电容两端的保险丝或保护电路是否正常工作,如果保险丝熔断或保护电路触发,需要修复或更换保险丝或保护电路。
2. 电容损坏电容可能因为过热、过电压或其他原因而损坏。
解决电容损坏问题的方法包括:- 检查电容是否超过了其额定电压或电流,如果超过,需要更换电容并确保新电容符合电路需求。
- 检查电容是否过热,如果过热,可以在电容两端加入散热器或提高散热条件。
MLCC质量控制与失效分析

MLCC质量控制与失效分析无源元件的类型很多,多层陶瓷电容器(MLCC)是其中最重要,也是用量最大的产品之一。
MLCC的典型结构中导体一般为Ag或AgPd,陶瓷介质一般为(SrBa)TiO3,多层陶瓷结构通过高温烧结而成。
器件端头镀层一般为烧结Ag/AgPd,然后制备一层Ni阻挡层(以阻挡内部Ag/AgPd材料,防止其和外部Sn发生反应),再在Ni层上制备Sn或SnPb层用以焊接。
近年来,也出现了端头使用Cu的MLCC产品。
根据MLCC的电容数值及稳定性,MLCC划分出NP1、COG、X7R、Z5U等。
根据MLCC的尺寸大小,可以分为1206,0805,0603,0402,0201等。
MLCC的常见失效模式多层陶瓷电容器本身的内在可靠性十分优良,可以长时间稳定使用。
但如果器件本身存在缺陷或在组装过程中引入缺陷,则会对其可靠性产生严重影响。
陶瓷多层电容器失效的原因分为外部因素和内在因素内在因素主要有以下几种:1.陶瓷介质内空洞(Voids)导致空洞产生的主要因素为陶瓷粉料内的有机或无机污染,烧结过程控制不当等。
空洞的产生极易导致漏电,而漏电又导致器件内部局部发热,进一步降低陶瓷介质的绝缘性能从而导致漏电增加。
该过程循环发生,不断恶化,严重时导致多层陶瓷电容器开裂、爆炸,甚至燃烧等严重后果。
2.烧结裂纹(firingcrack)烧结裂纹常起源于一端电极,沿垂直方向扩展。
主要原因与烧结过程中的冷却速度有关,裂纹和危害与空洞相仿。
3.分层(delamination)多层陶瓷电容器的烧结为多层材料堆叠共烧。
烧结温度可以高达1000℃以上。
层间结合力不强,烧结过程中内部污染物挥发,烧结工艺控制不当都可能导致分层的发生。
分层和空洞、裂纹的危害相仿,为重要的多层陶瓷电容器内在缺陷。
外部因素主要为:1.温度冲击裂纹(thermalcrack)主要由于器件在焊接特别是波峰焊时承受温度冲击所致,不当返修也是导致温度冲击裂纹的重要原因。
电容失效的原因分析

电容失效的原因分析
电容失效的原因可能有以下几种:
热击穿:电容器内部的电解液、电极材料、以及由这些材料组成的连接部分都会在运行过程中产生热量,若散热不良,会导致热击穿而失效。
电击穿:电容器本身的绝缘性能不好,或者存在机械损伤、化学腐蚀等情况,会导致电介质分解、气体生成等,降低电容器的击穿强度,最终导致失效。
机械损坏:电容器在使用过程中,受到各种应力的作用,比如机械振动、冲击、挤压等,可能会导致电容器内部结构出现缺陷,降低电容器的性能和寿命。
介质老化:电容器中的电解液、电极材料等在长期使用过程中会发生老化,导致电容器性能下降,最终失效。
过压击穿:当电容器的工作电压超过其额定电压时,会导致电容器内部结构损坏,降低电容器的性能和寿命。
欠压击穿:当电容器的工作电压低于其额定电压时,会导致电容器内部的电解液分解、气体生成等,降低电容器的击穿强度,最终导致失效。
引线断裂:电容器中的引线部分若存在焊接不良、机械应力等问题,会导致引线断裂,最终导致电容失效。
短路:电容器内部的电极板之间发生短路现象,导致电容器无法正常工作。
以上是电容失效的主要原因,为了提高电容器的可靠性和寿命,需要在设计、制造、使用和维护等环节中加强质量控制和检测。
陶瓷电容失效分析
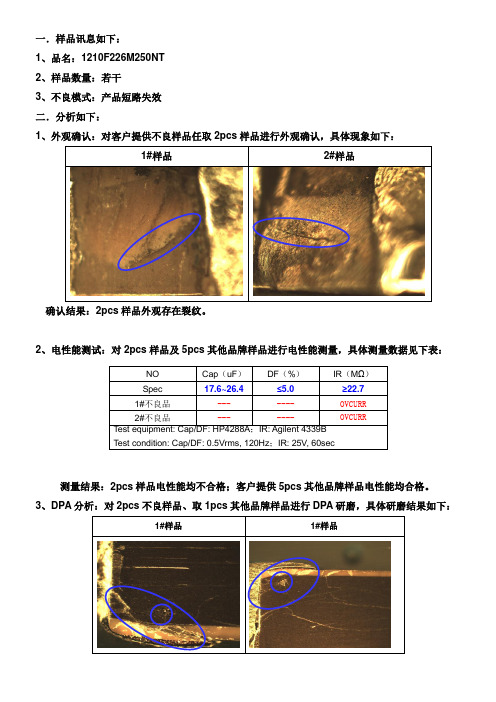
一.样品讯息如下:1、品名:1210F226M250NT2、样品数量:若干3、不良模式:产品短路失效二.分析如下:1、外观确认:对客户提供不良样品任取2pcs样品进行外观确认,具体现象如下:1#样品2#样品确认结果:2pcs样品外观存在裂纹。
2、电性能测试:对2pcs样品及5pcs其他品牌样品进行电性能测量,具体测量数据见下表:NO Cap(uF)DF(%)IR(MΩ)Spec 17.6~26.4 ≤5.0≥22.71#不良品--- ---- OVCURR2#不良品--- ---- OVCURRTest equipment: Cap/DF: HP4288A;IR: Agilent 4339BTest condition: Cap/DF: 0.5Vrms, 120Hz;IR: 25V, 60sec测量结果:2pcs样品电性能均不合格;客户提供5pcs其他品牌样品电性能均合格。
3、DPA分析:对2pcs不良样品、取1pcs其他品牌样品进行DPA研磨,具体研磨结果如下:1#样品1#样品DPA研磨结果:2pcs样品经过研磨发现样品内部均存在烧毁的痕迹(镍熔融形成的金属球),从研磨的DPA样式看,内部存在裂纹,1#样品的裂纹在该切片位置未跨越烧毁区域,2#样品跨越烧毁区域。
造成此类不良的原因可能为机械应力导致产品内部产生裂纹,进而通电烧毁失效。
4、机械应力裂纹产生原理MLCC的陶瓷体是一种脆性材料。
如果PCB板受到弯曲时,它会受到一定的机械应力冲击。
当应力超过MLCC的瓷体强度时,弯曲裂纹就会出现。
因此,这种弯曲造成的裂纹只出现在焊接之后。
在Bending测试中的典型失效模式:PCB板弯曲时在不同位置受到的应力大小不同:元件装配接近分板点:应力大小对比:1>2≈3>4>5PCB板弯曲导致的开裂(产品摆放方向):开裂产生于产品接近或者垂直于分板:分板线焊锡量过多引起PCB板弯曲导致开裂:过多的焊锡量5、结论:5.1、2pcs样品外观存在裂纹;5.2、2pcs样品电性能均不合格;5.3、2pcs样品经过研磨发现样品内部存在烧毁痕迹,造成此类不良的原因可能为机械应力导致产品内部产生裂纹,进而通电烧毁失效。
电子产品中MLCC的质量失效分析

1.2 MLCC失效原因分析 电子产品生产使用过程中,常见的失效现象主要为:外部 电极脱落、主体断裂、电容内部瓷片开裂、碳化。主要原因可 归结为:机械冲击、热冲击和过压过流[1]。 (1)机械冲击。机械冲击主要来自电路板翘曲变形、螺 钉紧固、周转清洗过程硬物撞击。MLCC为多层陶瓷介质膜片 叠加而成,具有易脆特性,且无引脚。一旦MLCC焊接于电路 板上,任何外力都会对MLCC产生不良影响,甚至引起失效。 当电路板发生不同程度的翘曲变形,并且未采取改善措施 而进行安装紧固时,会在MLCC两焊端产生相反方向的机械应 力,从而产生裂缝。 MLCC与螺钉或者其他紧固点、邮票孔、V-CUT槽未满足 安全间隙时,施加在电路板上的压力未能安全释放,致使周边 器件受损。 电路板在周转、清洗过程未做防震防碰撞防护时,当受外 部硬物撞击或者板间器件碰撞或重力快速放置或尖锐镊子、刷 子搓洗时,板上MLCC器件极易受损。 起初这些裂缝可能极细,而没有穿透内电极,也难以在外 观检验时分辨出。常温测试电路板性能时,质量问题未能及时 暴露。但经过温度冲击、应力筛选后,裂缝随之扩大或在做低 温试验,当有水分渗入失效会明显浮现。 (2)热冲击。热冲击破裂通常发生于焊接过程。 电路板、待焊器件、镊子焊接前均需进行充分预热。如预 热不充分,当烙铁产生的急剧高温使电容两端骤然受热,过大 的温度梯度让电容内部材料瞬间膨胀。在足够大的交变热应力 的作用下,MLCC易发生热疲劳失效,内部出现裂纹。此时裂 纹一般会贯穿到电容表面。 焊接MLCC时,电容两端焊锡量应保持一致且焊锡不能过 量。当采用回流焊装配方式时,由于为自动印刷锡膏,不存在 电容两端锡量不一致的情况。但采用手工焊接装配方式时,电 容两端焊锡量一般难以控制。此时焊锡高度应满足:1/3器件高 度<焊锡高度<2/3器件高度。因为焊锡冷却后会产生收缩力, 若电容电极两端焊锡量不一致则产生大小不一致的收缩力。电 容本体易发生破裂,一般发生在焊锡少的一端。 一次焊接不成功需用烙铁修补焊点2次以上、与其他器件 共岛且无有效的阻焊层、存在复杂焊接工艺(例如:基板组件 烧结等)等情况均使MLCC内部陶瓷重复受热产生形变,加剧 加大电容失效概率。因此MLCC器件经历2次以上复焊时,应更 换器件。
薄膜电容器的失效分析和试验方法_袁捷

fe rre d c hoic e a nd d a ta c omp a ris on, he c onc lud e d tha t “ 85℃, 85%RH, a p p lying AC volta g e ” wa s the mos t e ffe c tive . In s hort, the im-
潮湿是引起薄膜电容器电性能参数退化的主要原因。 这
是因为水分子具有很强的渗透和扩散能力, 而水的介质常数 很大(ε=80), 损耗 也 很 大, 从 而 导 致电 容 器 的电 性 能 急剧 恶 化, 如绝缘电阻及耐压强度下降, 介质损耗角正切值增加和 电容量变化。 特别是当环境温度升高时, 水分子的渗透和扩 散 能力 增 强 , 因此 , 高 温 高湿 环 境(比 如 85℃, 85%RH)对 电 容器的电性能影响更为显著, 从而导致产品失效率增加, 可 靠性降低。
薄膜电容器的制造过程简单介绍: 原材料受入检验→卷绕→热压→掩膜→喷金→拆膜→赋 能→点焊→配料→包封→热处理→打印标志→外观检查→电 参数测试分选→逐批检验→包装入库→出库交客户 在上面这些工序中, 我们认为“ 配料→包封→热处理” 这一段是最重要的工序过程之一。 绝大多数失效事件的起因 (潮 湿 )都 来 源 于 它 。 我们知道薄膜电容器被广泛应用于电子镇流器中, 在使 用上有一些特殊的要求, 这主要包括高湿度、 高电压、 高频 率、 高温度、 高纹波电流和长寿命等。 电子镇流器被安装在 屋外, 它们的使用环境是非常严酷的, 必须承受恶劣的外界 环境, 比如严寒和冰雪, 高温和雨水, 高湿等等。 在实际使用中, 薄膜电容器的性能老化及失效是由温 度、 湿度和电应力等综合影响引起的。 当有潮气存在时, 电 压还会引起电解, 加速老化过程。 对于薄膜电容器, 如果环 氧包封料保护层的防潮作用有限, 潮气就会侵入, 例如在 “ 配料→包封→热处理” 这一段过程中, 环氧包封料的主剂
陶瓷电容器失效模式与机理分析
第3 種模式﹕電極內瓷片貫通(擊穿點在素子(銀面)中心及其周邊位置)。
A.可能原因: 1. 素地致密性極差 2. 素地里面有裂痕﹑氣泡﹑導電雜質等 B. 失效模式在制程中的具體表現﹕ 1. 素子中心及其周邊位置針孔 2. 素子中心及其周邊位置針孔。同時此位置部份陶瓷炸裂。 3. 裂痕(先針孔后裂痕﹐素子表面有燒蝕碳化之小黑點﹐裂痕為新 跡。)
第2 種模式﹕瓷片延邊導通或瓷片邊緣破裂破損(擊穿點在素子側面)﹔
A.可能原因: 1. 素地表面有污點﹐如銀﹑助焊劑﹑油質﹑焊錫渣等 2. 涂料中有導電雜質 3. 涂料中有氣泡 4. 涂料致密性不佳 5. 涂料包封層固化不充分 B. 失效模式在制程中的具體表現﹕ 1.跨弧 2.崩邊 3.側邊炸裂 C. 應對措施: 1.素子外觀(擴散﹑側邊沾銀)管控﹔ 2.助焊劑液面控管適中﹐及瓷片浸入深度控管﹔ 3.及時徹底清理錫槽中的錫渣等雜質﹔ 4.涂料的絕緣品質証﹔ 5.涂料包封及固化工序品質保証。
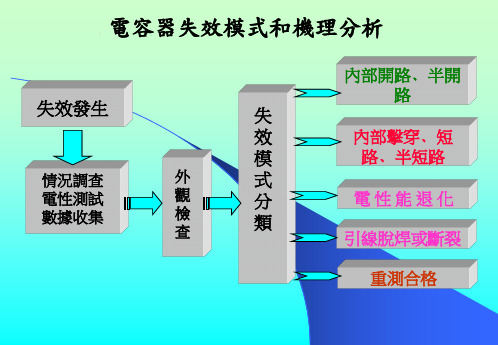
電容器失效模式和機理分析
內部開路﹑半開 路
失效發生
情況調查 電性測試 數據收集
外 觀 檢 查
失 效 模 式 分 類
內部擊穿﹑短 路﹑半短路 電性能退化 引線脫焊或斷裂 重測合格
(一) 內部開路﹑半開路 干 燥 處 理
電 性 能 測 試
解
引線與電極接觸不良 1.電極氧化 2.無焊錫 3.錫未熔化 4.擊穿引起電極和 引線絕緣
剖
短路﹑半短路
1.在制造過程中兩電 極間有雜質﹑錫 渣﹔2.在高濕度或低 氣壓環境下極間邊緣 飛弧﹔
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 裝配过程中<工艺应用上>失效的原因; • 热应力与热冲击; • 金属的溶解; • 基板和元件过热; • 超声波清洗的损坏;
• 机械负载; • 运输的振动; • 机械冲击; • 应力与热冲击; • 老化<腐蚀、基板材料老化、蠕变斷裂、焊接疲劳>
电容器的失效模式与常见故障
• 钽电解电容器—电压过载击穿烧毁;浪涌电压冲 击漏电流增大;极性反向短路;高温降额不足失 效;
小卡料; c、纸带受潮,膨胀的纸带会缩小料孔的空间; d、下盖带过粘,下盖带烙铁头温度过高,致
使下盖带粘附力过强(产品编带后放置过 久); e、上盖带中途断掉,致使中途抛料; f、产品外观有缺陷.
解决方案
㈠设备不良原因: 更换设备零部件(buzzer、Feeder等)、优 选设备参数,调整设备使之运转正常。
端头脱落、剥落
产生的原因: 1、端电极与陶瓷体结合强度较低 、端接工
艺没控制好,致使烧结时结合度较弱; 2、PCB组装调试、整机组装及运输过程中轻
微撞击及人为操作不当等产生较强的机 械应力冲击而造成的 。
脱落、剥落实例
分板的实例
MLCC组装应用流程
• 成品工艺:
SMT (Surface Mount Technology) 表面(组装)贴装技术
温度太高:超过2~5 ℃ /s,峰值温度比推荐 高,会引起PCB板过度分卷曲、脱层或烧损, 损害元件的完整性、瓷体裂纹和墓碑现象;
温度太低:焊膏不能彻底融化,会出现虚焊 等不良现象。
冷却区需要注意事项
理想的冷却区曲线应该是和回流曲线成镜像 关系,焊点达到固态的结构越紧密,得到 的焊接点质量越高,结合完整性越好。 冷却过快:快速的冷热变化,对组件造成暂时 的温度差,这使组件承受热-机械应力.当温差 过大时,导致组件的陶瓷与玻璃部分产生应 力裂纹 ;
开裂
一、MLCC本身制造方面的因素: 1、MLCC排烧时温控失调,有机物挥发速
率不均衡,严重时会出现微裂纹; 2、内电极金属层与陶瓷介质烧结时因热
膨胀系数不同,收缩不一致导致瓷体内部 产生了微裂。(MLCC质量隐患); 3、编织线裂纹
二、MLCC应用生产工艺方面因素:
1、热冲击(结构本身不能吸收短时间内温度剧烈变化产生的机械应力所
• 铝电解电容器—漏电流增大击穿;极性反向短路; 高温降额不足失效;
• 有机薄膜电容器—热冲击失效;寄生电感过大影 响高频电路功能实现;
• MLCC(2类)—SMT工艺不当导致断裂或绝缘失效; Y5V温度特性不佳导致电路故障;
• MLCC(1类)—RF设计选型匹配。
MLCC异常汇总分类
一、裂纹 (微裂、断裂、开裂和击穿) 二、端头脱落 三、电性能异常(C、DF、IR和TC) 四、抛料(国标GB≤0.3%,具体依设备定) 五、上锡不良 (假焊) 六、其它 (Q、ESR等)
相互交流 相互学习
With one’s help,Eyang will be successful.
解决方案
• MLCC产品方面: 控制倒角弧度、调整端头电镀厚度、调配电
镀药水确保镀层均匀,镀层无污染、端头无 氧化。 • OEM 生产工艺:
调整生产制程使(有铅和无铅)尽可能相容, 确保焊盘PAD无氧化、锡膏正常、调整锡膏印 刷厚度、主要是焊接温度调整。
回流区需要注意事项
回流作用:说白了就是使焊膏融化达到焊接 的效果。 该区典型温度最好控制在205~230℃
度调整,有的贴片机Z轴的高度是依据元件的厚度而 设定的; f、PCB的表面平整度超出标准(印刷锡膏厚度不良); g、元件库的数据正确性(机台有关电容的相应参数长、 宽和厚设置不到位); h、相机镜面的清洁; ; i、作业员操作不当(未按上料流程).
㈡来料不良原因 a、料孔太大或太窄; b、纸带偏薄,模具打孔磨损太大,纸带孔偏
5、印制板剪裁(手工分开拼接印制板、剪刀剪切、滚动刀片剪切、冲
压或冲模剪切、组合锯切割和水力喷射切割都有可能导致印制板弯曲)
6、焊接后变形的印制版(过度的基材弯曲和元器件的应力)
MLCC微裂实例
MLCC外观图
MLCC DPA图
MLCC 断裂实例
MLCC外观图
MLCC DPA图MLCC开 Nhomakorabea实例MLCC外观图
Dipping 插件工段
Packing 成品检测包装工段
抛料不良汇总
㈠ 设备不良原因
a、Feeder料盘没上好; b、吸嘴(buzzer)清洗不清洁,吸嘴真空压力不到位; c、吸嘴磨损过大、吸嘴表面不清洁; d、吸嘴未校正不精确,吸料时发生偏移; e 、X&Y轴定位不精确(环球设备自动拾取校正)、Z轴高
MLCC DPA图
击穿
产生的原因: 1、MLCC本身耐压不够大(介质厚度偏薄、内部
有短路缺陷); 2、PCB板模块电路设计不合理,存在漏电短
路的缺陷; 3、SMT生产工艺中造成的锡渣、锡珠、锡桥等
短路现象; 4、上电测试时电压过高、或产生的瞬间脉冲电
压过大等不良操作。
击穿实例
MLCC外观图
MLCC DPA图
㈡来料不良原因: 检查来料状况,确保料带、料孔、产品尺 寸规格符合标准(GB)。
上锡不良
• MLCC自身方面: 产品倒角弧度过大、电镀端头厚度、镀层不
均,镀层污染、端头氧化等不良现象。 • OEM 生产工艺:
生产制程不匹配(有铅和无铅),焊盘PAD氧 化、锡膏失效、锡膏印刷厚度不够、焊接温 度较低,锡膏选型兼容性不好等不良现象。
导致的机械性破坏,该力由于不同的热膨胀系数、导热性及温度变化率产生)
2、贴装应力(主要是真空吸放头或对中夹具引起的损伤<目前都使用视
觉对中或激光对中取代机械对中>)
3、上电扩展的裂纹(贴装时表面产生了缺陷,后经多次通电扩展的
微裂纹)
4、翘曲裂纹(在印制板裁剪、测试、元器件安装、插头座安装、印制版
焊接、产品最终组装时引起的弯曲或焊接后有翘曲的印制板主要是印制板的 翘曲)