ASM 自动焊线机器介绍Au wire bonding process参考文档
ASM焊线机参数指导
CMLT Ball Size & Gold Remain Issue
- Smaller capillary CD
ATS WB Process
ASM
Material Background & Spec
Die source : Chi-Mei 14 x 17mil chip
Pad Opening : P Pad 94um, N Pad 92um
Bonding Method : BSOB 2 wires
Device : 3020 18 columns x 8 rows
Ball shear spec : > 42g
Ball size spec : Max 85um
Gold remain spec : > 50%
Gold Wire : K&S AW99 1mil (EL 2-7% BL >9g)
1A 0/0 20/2 16 Enc 100% 0 168 50% 5 Smpl 50% Ellipse4 45/30
Scrub only applied to P Pad
ASM
Data
P Pad ball size &
thickness
Min Max Average
X (um) 78.32 74.53 75.8 75.8 77.9 74.53 78.32 76.47
BSOB Wire Parameter 2nd Bond pt OS Search speed2 Contact Srch Threshold2 Base time 1/2 Base power 1/2 Base force 1/2
Base Parameter Standby power 1/2 Contact time 1/2 Contact Power 1/2 Contact Force 1/2
ASM焊线机参数指导
Summary Result
With smaller CD capillary, smaller ball size can be achieved
Enhancer F2 increased to 28 (was 20) Scrub T1 & Amplitude also increased
Both P & N pads able to achieve >50% gold remain
N Pad ball size & thickness
X (um) 76.63 74.9 77.9 76.63 77 74.90 77.90 76.61 Y (um) 83.8 81.68 78.3 80.4 83 78.30 83.80 81.44 Z (um) 13.5 14.5 12 13.5 12.5 12 14.5 13.20
4000 725 35
Enhancer Parameter Enhancer Mode Enhancer Power Enhancer time Enhancer delay Enhancer StdbyPower Enhancer F1 Enhancer S1 Enhancer S2 Enhancer F2 Enhancer Control Mode Scrub Parameter Scrub Control mode Scrub Offset SPC/SPC2 Scrub Period T1/Cycle Scrub Amp Amplitude ratio Y Scrub Delay Z Scrub Delay SPC Speed SPC Delay Scrub Speed (%) Scrub Direction Scrub Power/Force
ASM全自动Wire Bonding机编程手册

ASM 全自动Wire Bonding 机编程手册ASM 全自动Wire Bonding 机系微电子封装工艺中常用的金线Bonding 设备,其利用光反射工作原理具有准确定位的优良特性, 超声波发热技术的应用有效保证了熔结点的可靠性,Wire Bonding 设备的应用主要是编程方面,以下将结合实例和图解分步介绍 一.编程前的准备:1.取5pcs 待Bonding 的产品(Die Bonding 完成后的产品)依序排列在一片Carrier 上(从Carrier 右端开始排),所有Pin 尽量拉正,切不可往外偏2.将Carrier 装上Tray 后定位于入料口待送入工作区3.按住Shift 键,敲击OM/Main 键将装有产品的Carrier 对准入料口4.击Zoom/Ink 键一次将Carrier 推入工作区5.在1.2菜单下选取第5项Delete Program,按Enter 将目前的程序清除,开始编写新的程序 二,Bonding 点数确定:1.先标示出待Bonding 产品的基本拉线(拉线需遵循由高到低的原则)及Bonding 点的编号,以便后续编程时参照2.在菜单1.2.3.1下选取第0项Get Bonding Point,输入需Bonding 的点数(Die 点数+1) 3.依照第1步标好的顺序,用光标依次选中需Bonding 的Die * 以图示的TOSA 为例说明 :从上图我们可以看出,在第2步需要输入的点数为6 (5个Die + 1个Lead),第3步依次用光标选中D1,D2,D3,D4,D5(选中每个Die 后按Enter 输入,再将光标移去下一个). 三.设定参考点:1.所有的Die 选择完成后,界面将会有提示,看到提示后开始选择参考点2.将光标选中第一个Die 的中心按Enter 确定3.再将光标移至与第一个对角位置的Die 中心,按Enter 确定4.以上设定完成后,光标将自动退回第一个Die 的中心位置 实例操作说明:A. 将光标选中D-1中心后按Enter 确定B. 将光标移至D-2中心后按Enter 确定,如右图所示C. 以上完成后光标自动退回D-1中心点 四,两参照Die 的参数设定:1.在菜单1.2.3.1下选取第_项Template线标号及拉线方向2.通过调整” ←↑ ↓→”键,使光标将第一个Die 刚好完全框住后按Enter 键输入(开始设定D-1的第1个参考点)3.接下来是设定第一个Die 的寻找区域,同样是通过调整” ←↑ ↓→”键,使光标圈定第一个Die 以及周边的一定区域后按 Enter 键输入4.此时我们能看到一个黑白十分分明的图面,将菜单进入第_项Adjust Image 通过调整第1项(同轴光)和第3项(侧光)来设定黑白对比度,直至黑白相当明显后按Enter 存储图片5.以同样方式设定第一个Die 的第2个参考点(因PIN 的面积较少,两参照点可重叠在一点)6.第一个参照Die 两参考点设定好后,光标将自动跳至下一个参照Die 的中心点位置7.再以同样方式设定好第二个参照Die 的参数,到此两参照Die 参数设定完成 实例操作说明:A. 在菜单1.2.3.1下选取第_项TemplateB. 两对角点描出一个四边区域刚好圈住整个Die-1后按Enter(设定D-1的第1个参考点)C. 再将Template 后的参数设定为11,再圈定合适区域选取D-1的寻找区域D. 按Enter 后出现黑白明显的图面,调第1和第3项将黑白对比度调至适度E. 按Enter 存储图片F. 以同样方式设定好D-1的第2个参考点G. D-1的两参考点设定好后,光标自动跳到D-2的中心点,以同样方式设定好D-2的两参考点即可 图示说明:Die-1参数设定过程(图一~图三为第1个参考点设定,图四~图六为第2个参考点设定)Die-2参数设定过程(图一~图三为第1个参考点设定,图四~图六为第2个参考点设定)五.所有Die 的参数设定:1.两参照Die 的参数设定好后,光标自动回到第一个Die 的中心点,准备开始所有Die 的参数设定2.和第四步同样的方法先在菜单1.2.3.1下选取第_项Template,将第一个Die 全部圈住(开始设定第1个参考点) 3.将Template 后的参数设定为11后在第一个Die 周边圈取适当的寻找范围,按Enter 后开始设定第一个Die 的第2个参考点,方法同上4.方式可分别设定所有Die 的参数,此处特别要说明的是并非所有的Die 两参考点都可选在同一位置,如果Die 是PIN 的话,图-01 图-06图-05 图-04 图-03 图-02 图-07 图-12图-11 图-10 图-09 图-08两参考点选同一位置就可能了,但对于需Bonding 好几条金线的Sub-Mount 则需要将这两个参考点选在对角位置会比 较合适些, 实例操作说明:A. 在菜单1.2.3.1下选取第_项TemplateB. 两对角点描出一个四边区域刚好圈住整个Die-1后按Enter(设定D-1的第1个参考点)C. 再将Template 后的参数设定为11,再圈定合适区域选取D-1的寻找区域D. 按Enter 存储图片E. 以同样方式设定好D-1的第2个参考点F. D-1的两参考点设定好后,光标自动跳到D-2的中心点,以同样方式设定好D-2的两参考点即可G. 同样方法设定好D3,D4H. 对于D5,因有较多的Bonding 点,所有我们通常是选取其需Bonding 区域的对角点作为参考点,方法同上,如图示六.设定Wire 走线:1.将2,3,9菜单下的第4项PR Support Mode 设定为None,并确认第1项Teach&Bond 为Disable, 2.选取2.3.9菜单下的第0项Get Bond Point 后按Enter 确认3.先确定第一条线的起始点,通过2.3.9菜单下的第2项Change Bond On 选取点的特性(Die,Lead,GND),如选取的是Die,则需再输入Die 的编号,选好后移动光标至所需Bonding 的具体位置4.再确定第一条线的终止点,和第3步同样方法设定好点的特性后将光标移至需Bonding 位置按Enter,第一条线设定完成5.同样方法依次设定其他走线 实例操作说明:A 将2.3.9菜单下的第4项PR Support Mode 设定为None,并确认第1项Teach&Bond 为Disable,B 选取2.3.9菜单下的第0项Get Bond Point 后按Enter 确认C 进入2.3.9菜单下的第2项Change Bond On,按”B ”(选取Die)后输入”4”D 将光标在D-4上选取需要Bonding 的具体位置后按Enter 确认E 同样选取2.3.9菜单下的第2项Change Bond On,按”B ”(选取Die)后输入”5”F 将光标在D-4上选取需要Bonding 的具体位置后按Enter 确认,这样第一条线就设定好了G 依据先前设定好拉线顺序,同样方法将所有走线设定完成,设定点时需观察界面提示,如为所需的点则无需再选2.3.9.2切换 七.工作组Copy:1.将菜单2下的第2项Step &Repeat 设定为Matrix2.输入row 参数为1(行数,此设备已限定为1行,输入cols 参数为5(,单个工作组列数,可依据所需选择,一般选取5)3.选取第一个制品的某一特性部位(一般选D-1)作为参考点,移动光标,选取第二个制品的同样部位并按Enter 确认4.选好第二个产品的参照点并按Enter 后,光标将自动移动到最后一个(第5个)制品的相同部位附件,将光标微调至最后一个产品的相同部位后按Enter确认,5.三个参考点选择完成后系统将自动在界面上演示取货过程,按Stop两次退出实例操作说明:A 将菜单2下的第2项Step &Repeat设定为MatrixB 输入row参数为1,输入cols参数为5C 选取第一个制品的D-1中心作为参考点,移动光标,选取第二个制品的D-1中心点并按Enter确认,待光标自动移至第五个制品D-1中心点附件时,微调光标将光标对准中心点按Enter确认,然后按两次Stop推出八.Bonding高度调整:1.滚动滑鼠将光标移回第一个制品.2.选取菜单1.3下的第2项Refer Parameter并按Enter进入Bonding高度确认界面3.依据界面提示由上至下选取Die及Lead的Bonding高度,具体方法是,先通过”↑↓”键选取待设定的点,后按Enter,光标将自动移动到所选定的点上,确认位置没有问题时按Enter确认,如有偏差将光标移动到位后再按Enter确定.4.设定完成后按Stop退出设定界面进入主界面实例操作说明:A. 滚动滑鼠将光标移回第一个制品.B. 选取菜单1.3下的第2项Refer Parameter并按Enter进入Bonding高度确认界面C. 按Enter后光标自动选定D-1的中心,确认OK后按Enter确认,D. 点击”↓”键选取D-2后按Enter,光标自动选定D-2中心,确认OK后按Enter确认E. 同样方法适当好D-3,D-4,D-5F. 设定好D-5后点击”↓”键选取Lead按Enter,将光标移到Header上任意位置后按Enter确认,全部设定完成后按Stop回到主界面九.线形设定:1.选取菜单1.4的第3项Loop Group Frpe后按Enter进入线性设定界面2.参照附件中的线形,依据实际的状况依次选取适当的线形,因以建立好线性库,只须输入相应的字母即可3.设定完成后按Stop退出设定界面进入主界面实例操作说明:A 选取菜单1.4的第3项Loop Group Frpe后按Enter进入线性设定界面B 因W1属MPD→SM,所以在第栏中输入E; W2属SM→PIN, 所以在第栏中输入I; W3属SM→PIN, 所以在第栏中输入I; W4属SM→PIN, 所以在第栏中输入I; W5属SM→Header, 所以在第栏中输入C;C所有五条线形都设定完成后按Stop退回主界面十,程序存盘:1,将菜单选取1.9.0的第0项Save Bond Program,按Enter进入2.用” ←↑ ↓→”键选取所需的字母组成文件名后按Enter键将所编写的程序存盘附录一:线形代码一览表。
ASM 自动焊线机器介绍Au wire bonding process
IC Manufacturing Flow
Wafer Saw
Die Bonding
Toaster
Wire Bonding
Die Surface Coating
Molding
Laser Mark
BGA
SURFACE MOUNTPKG THROUGH HOLE PKG
3-Oct-20
Solder Ball Placement
High pressure, no ultrasonic energy
Wedge Bond ( 2nd Bond )
Gold wire
Die Pad
Lead
3-Oct-20
ASM Pacific Technology Ltd. © 2009
page 6
Wedge Bonding
3-Oct-20
ቤተ መጻሕፍቲ ባይዱASM Pacific Technology Ltd. © 2009
page 7
Thermosonic
Thermocompression welding usually requires interfacial temperature of the order of >300°C. This temperature can damage some die attach plastics, packaging materials, and laminates, as well as some sensitive chips.
Thermosonic welding, the interface temperature can be much lower, typically between 100 to 150°C, which avoids such problems. The ultrasonic energy helps disperse contaminates during the early part of the bonding cycle and helps complete the weld in combination with the thermal energy.
ASM 自动焊线机器介绍Au wire bonding process ppt课件

page 11
Comparison of Different Wire Bonding Techniques
Wirebonding
Thermocompression
Operating Temperature
300-500°C
Wire Materials
Au
Pad Materials
Al, Au
Note
Thermosonic bonding: utilizes temperature, ultrasonic and low impact force, and ball/ wedge methods.
Ultrasonic bonding: utilizes ultrasonic and low impact force, and the weer Grinding
Wafer Saw
Die Bonding
Toaster
Wire Bonding
Die Surface Coating
Molding
Laser Mark
BGA
SURFACE MOUNTPKG THROUGH HOLE PKG
13.09.2020
Solder Ball Placement
Wedge Bond ( 2nd Bond )
Gold wire
Die Pad
Lead
13.09.2020
ASM Pacific Technology Ltd. © 2009
page 6
Wedge Bonding
13.09.2020
ASM Pacific Technology Ltd. © 2009
Dejunk Trim
Solder Plating
ASM焊线机操作指导书课件.doc
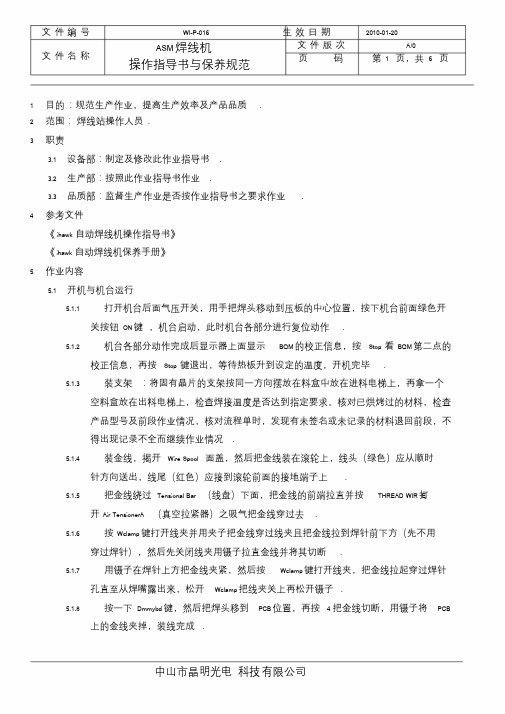
文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第1 页,共 6 页1 目的:规范生产作业,提高生产效率及产品品质.2 范围:焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk 自动焊线机操作指导书》《ihawk 自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop 看BQM第二点的校正信息,再按Stop 键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool 面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar (线盘)下面,把金线的前端拉直并按THREAD WIR打E开Air TensionerA (真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按 4 把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx 键出现Sure to index LF? 再按A键将材料送到焊线区,进入主菜单parameter 再进入Reference Parameter 测量PCB(Lead)和晶片(Die)和高度.5.1.10 在Auto 菜单中选择 1 start single bond 按Enter 搜索PR,等搜索完P R停下来时按1 焊一根线看是否正常,按0 开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities →0Hurd Disk program →1 load Bondprogram 选择相应的程序,出现sure to load program? 按A确定,出现sure toload WH date ? 后按B确定,出现Change Top plate W-Clamp ,, stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram 把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program 教读一个新程序1)教读手动对点:在TeachAligmment 菜单输入2(只有 1 Die 时)并按Enter 编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机参数指导演示课件

CMLT Ball Size & Gold Remain Issue
- Smaller capillary CD
ATS WB Process
ASM
Material Background & Spec
Die source : Chi-Mei 14 x 17mil chip
Pad Opening : P Pad 94um, N Pad 92um
Bonding Method : BSOB 2 wires
Device : 3020 18 columns x 8 rows
Ball shear spec : > 42g
Ball size spec : Max 85um
Gold remain spec : > 50%
Gold Wire : K&S AW99 1mil (EL 2-7% BL >9g)
N Pad ball size &
thickness
Min Max Average
X (um) 76.63 74.9 77.9 76.63
77 74.90 77.90 76.61
Y (um) 83.8 81.68 78.3 80.4 83 78.30 83.80 81.44
E F O P a ra m e te r C u rre n t (*0 .0 1 )m A E F O tim e (u s ) T a il L e n g th
B S O B W ire P a ra m e te r 2nd Bond ptO S S e a rc h s p e e d 2 C o n ta c t S rc h T h re s h o ld 2 B a s e tim e 1 /2 B a s e p o w e r 1 /2 B a s e fo rc e 1 /2
Bonding 技术介绍

Ball Bonding 图
ANSYS TRAINING
2.2 Wedge Bonding (平焊/楔焊) 将两个楔形焊点压下形成连接,在这种工艺中没有球形成。
Wedge Bonding 图
ANSYS TRAINING
ANSYS TRAINING
2.3 球焊和平焊的主要区别: 2.3.1 两者的焊点结构
ANSYS TRAINING
7.2.2 “ 破裂 ” 现象
7.2.3 不一致的 ” 尾巴 “ 现象 7.2.4 ” 剥离 “ ( 焊接不牢 )现象
ANSYS TRAINING
8 压焊技术的发展历史:
8.1 1957年,贝尔实验室首先展示了压焊技术。 8.2 随着微电子技术的不断发展,压焊技术也得到了全面发展,主
Wire Bonding 工艺介绍
ANSYS TRAINING
1 Wire Bonding 是什么?
Wire Bonding (压焊,也称为帮定,键合,丝焊) 是指使用金属 丝(金线等),利用热压或超声能源,完成微电子器件中固态电 路内部互连接线的连接,即芯片与电路或引线框架之间的连接。
ANSYS TRAINING
4.4 压焊金属线的物理性质
溶剂清洁 金属线的硬度 金属线的拉伸强度
合金成分
ANSYS TRAINING
ANSYS TRAINING
只有充分考虑以上因素,才能有效控制压焊工序,才能获得高精度 ,高可靠性,高强度,和有竞争力价格的压焊产品。
目前,主要的方法是通过对拉力测试值,焊球剪切测试值进行 SPC( 统计工序控制 )及外观检查来控制。
ANSYS TRAINING
3.3 金属线 目前,最常用的是金线( Au ,Cu)和铝线( Al , 1%Si/Mg)。 最常用的金属线的直径为: 25 – 30 μm
Wire-Bond-Introduction(焊线动作分解说明)_2022年学习材料
Wafer Grinding-Wafer Saw-Die Bonding-toaster-Wire Bon ing-Die Surface-Molding-Laser Mark-Coating-0FN72-10X1 MM-BGA-Solder Ball-Singulation-Placement-SURFACE-Deju k-FORMING/-Packing-MOUNTPKG-TRIM-Plating-THROUGH-TRIM -HOLE PKG
Capillary rises to loop-height position-pad-lead
Capillary rises to loop-height position-pad-lead
Capillary rises to loop-height position-pad-lead
Capillary rises to loop-height position-RH-pad-lead
CONTENTS-ASSEMBLY FLOW OF PLASTIC IC-Vire Bond原理-M/C ntroduction-Wire Bond Process-Material-SPEC-Calculato -DEFECT
封装筒介-晶片Die-金線Gold Wire-導線架-Lead fram
Search Speed 2-Search Tol 2-pad-lead
Search Speed 2-Search Tol 2-pad-lead
Free air ball is captured-in the chamfer-SEARCH SPEED -SEARCH TOL 1-pad-lead
Free air ball is captured-in the chamfer-SEARCH SPEED -SEARCH TOL 1-pad-lead
ASM自动焊线机培训审批稿

A S M自动焊线机培训 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】自动焊线机培训目录一、键盘功能简介:2、常用按键功能简介:数字0—9 进行数据组合之输入移动菜单上下左右之光标Wire Feed 金线轮开关 Thread Wire 导线管真空开关Shift 上档键 Wc Lmp 线夹开关Shift+Pan Lgt 工作台灯光开关 EFO 打火烧球键Inx 支架输送一单元 Shift+IM↑左料盒步进一格Main 直接切至主目录 Shift+IM↓左料盒步退一格Shift+IM HM 换左边料盒 Shift+OM↑右料盒步进一格Shift+O M↓右料盒步退一格 Ed Loop 切换至修改线弧目录Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面Dm Bnd 切线 Del. 删除键Stop 退出/停止键 Enter 确认键Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN )介绍:0.SETUP MENU (设定菜单) 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数) 5.SHOW STATISTICS (显示统计资料) 6.WH MENU (工作台菜单) 7.WH UTILITY (工作台程序) 8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整 1、编程:当在磁盘程序〈DISK UTILITIES 〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN ———— Program ——A ——STOP ),方可建立新程序。
新程序设定是在MAIN —— —— Program 中进行,其主要步骤如下:①.设置参考点(对点):MAIN ——TEACH —— program——1.Teach Alignment ——Enter——设单晶2个点,双晶3个点②.编辑图像黑白对比度〈做PR〉:用上下箭头调节亮度时,其中的1234表示(1:threshold阈值,2:CDax直射光,3:side侧光,4:B_cax混合光)其中我们只调整第2和第3项的直射光和侧光即可。
ASM焊线机参数指导
1A 0 /0 2 0 /2 16 Enc 100% 0 168 50% 5 Sm pl 50% E llip s e 4 4 5 /3 0
Scrub only applied to P Pad
ASM
Data
P Pad ball size &
thickness
Min Max Average
X (um) 78.32 74.53 75.8 75.8 77.9 74.53 78.32 76.47
74.90 77.90 76.61
78.30 83.80 81.44
12 14.5 13.20
N Pad Ball Shear (g)
M in M ax A ve ra g e
N Pad 7 5 .2 3 5 6 .7 6 6 1 .6 3 6 1 .5 5 6 8 .1 1 5 6 .7 6 7 5 .2 3 6 4 .6 6
3 /3 C o n s t P /C o n s t P
L o /L o M ode A
4000 725 35
58 384 48 2 0 /1 0 5 5 /5 0 4 5 /5 5
5 0 /0 2 0 /0 4 5 /0 5 5 /0
5 5 /0
1 0 /8
E n h a n c e r P a ra m e te r Enhancer M ode Enhancer Pow er E n h a n c e r tim e E n h a n c e r d e la y E n h a n c e r S td b yP o w e r E nhancer F1 E nhancer S 1 E nhancer S 2 E nhancer F2 E n h a n c e r C o n tro l M o d e
自动焊线机培训教材
A S M自动焊线机简介目录一、键盘功能简介:21、键盘位置22、常用按键功能简介2二、主菜单(MAIN)介绍:3三、机台的基本调整:31、编程3①.设置参考点(对点)3②.图像黑白对比度(做PR)4③.焊线设定(编线)4④.复制5⑤.设定跳过的点5⑥.做瓷嘴高度(测量高度)及校准可接受容限(容差值)5⑦.一焊点脱焊侦测功能开关设定52、校准PR6①.焊点校正(对点)6②.PR光校正(做光)6③.焊线次序和焊位校正63、升降台的调整(料盒部位)6四、更换材料时调机步骤:61、调用程序62、轨道高度调整73、支架走位调整74、PR编辑(做PR)85、测量焊接高度(做瓷嘴高度)86、焊接参数和线弧的设定8①.时间、功率、压力设定8②.温度设定8③.弧度调整9④.打火高度设定9⑤.打火参数及金球大小设定9五、常见品质异常分析:101、虚焊、脱焊102、焊球变形103、错焊、位置不当104、球颈撕裂105、拉力不足10六、更换磁嘴:10七、常见错误讯息:10八、注意事项11一、键盘功能简介1、键盘位置:Wire Feed 2、常用按键功能简介:数字—9 进行数据组合之输入 移动菜单上下左右之光标WireFeed 金线轮开关 ThreadWire 导线管真空开关Shift上档键 Wc Lmp 线夹开关Shift+PanLgt 工作台灯光开关 EFO 打火烧球键Inx支架输送一单元 Shift+IM ↑ 左料盒步进一格Main直接切至主目录 Shift+IM ↓ 左料盒步退一格Shift+IM HM 换左边料盒 Shift+OM ↑ 右料盒步进一格 Shift+O M ↓ 右料盒步退一格 Ed Loop 切换至修改线弧目录 Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面 Dm Bnd 切线 Del. 删除键 Stop 退出/停止键 Enter 确认键 Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN )介绍:0.SETUP MENU (设定菜单) 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数) 5.SHOW STA TISTICS (显示统计资料)6.WH MENU (工作台菜单)7.WH UTILITY (工作台程序)8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整1、编程:当在磁盘程序〈DISK UTILITIES〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN——1.TEACH——5.Delete Program——A——STOP),方可建立新程序。
ASM自动焊线机器介绍Auwirebondingprocess专题培训课件

12/25/2019
ASM Pacific Technology Ltd. © 2009
page 9
Advantages of Thermosonic
Metallurgical joining is more reliable than conductive particles and adhesive joining.
page 10
Comparison of Different Wire Bonding Techniques
Wirebonding
Thermocompression
Operating Temperature
300-500°C
Wire Materials
Au
Pad Materials
Al, Au
Note
Contents
Basic Introduction Gold Wire Bonder Bonding Sequence Material & Tools Bond Quality
12/25/2019
ASM Pacific Technology Ltd. © 2009
page 1
Thermosonic welding, the interface temperature can be much lower, typically between 100 to 150°C, which avoids such problems. The ultrasonic energy helps disperse contaminates during the early part of the bonding cycle and helps complete the weld in combination with the thermal energy.
ASM自动焊线机培训
自动焊线机培训目录一、键盘功能简介:....................................................... - 2 -1、键盘位置:........................................................ - 2 -2、常用按键功能简介:................................................ - 2 -二、主菜单(MAIN)介绍: ................................................ - 3 -三、机台的基本调整 ...................................................... - 3 -1、编程:............................................................ - 3 -2、校准PR(重做图像):............................................. - 5 -3、升降台的调整(料盒部位):........................................ - 6 -四、更换材料时调机步骤:................................................. - 6 -1、调用程序:......................................................... - 6 -2、轨道微调:........................................................ - 6 -3、支架走位调整:.................................................... - 7 -4、PR编辑(改PR):................................................. - 7 -5.测量焊接高度(做瓷嘴高度):...................................... - 7 -6、焊接参数和线弧的设定:............................................. - 7 -(1)设定线弧模式................................................ - 7 - (2)设定基本焊接参数............................................ - 8 - 五:常见品质异常分析:................................................... - 9 -1、虚焊、脱焊:...................................................... - 9 -2、焊球变形:........................................................ - 9 -3、错焊、位置不当:.................................................. - 9 -4、球颈撕裂:........................................................ - 9 -5、拉力不足:........................................................ - 9 -6、断线 ............................................................. - 9 -六、更换磁嘴: .......................................................... - 9 -七、常见错误讯息: ..................................................... - 10 -八、注意事项: ......................................................... - 10 -1、温度设定:220℃-350℃之间(一般设定为280℃).................. - 10 -2、在AUTO BOND MENU下必须开启之功能: ........................... - 10 -3、保持轨道清洁,确保送料顺畅。
机器说明1

機器介紹IHAWK XTREME 焊線機2.1 機器說明ASM 生產的新一代高速 iHawk Xtreme 金球焊線機設計用於離散與光學(opto)器件線焊接應 用。
焊機配備有革新的超輕型 XYZ 模組,能夠用於微小的金線球焊接處理。
iHawk Xtreme 通 過增加新功能及對原有功能進行改善使操作效率和生產力得到提高。
同時把工件台與傳送器系統 設計為完全可編程控制使操作更容易。
操作系統窗口為用戶提供熟悉的界面更便於設定與轉換。
警示燈 線軸系統顯示監 視器 輸入升降 台系統 鼠標 鍵盤輸出升降 台系統 緊急停 機按鈕電源開關 USB 端口底座iHawk Xtreme 自動金球焊線機的主要元件 自動金球焊線此檔案屬所含的全部資料屬 ASM 新加坡科技有限公司所有。
未經 ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉 讓。
本手冊之内容,若經修改,恕不另行通知。
B8-80303Rev A發佈日期: 5 Jun 2009 日期2-1機器介紹IHAWK XTREME 焊線機2.2 焊頭iHawk Xtreme 綫圈控制的焊頭具有體積小,高速 Z 軸驅動控制及可焊接長達 8mm 焊綫等優點。
焊頭組件 2.2.1 焊頭特性√ √ √ √ √ √ √ √ √ √低衝擊力度 實時焊接監控具有每步 0.2 微米的較高 Z 軸定位分辨率快速接觸探測 快速力度反應快速反應的綫圈控制線夾慣性減少超過 30% 通過 CAE 分析獲得堅硬的結構 通過 Z 馬達加熱元件與固定的泠氣 knife 使焊頭溫度保持穩定 高熱量穩定性 高力度常數使馬達電流減少 新型綫圈設計使馬達熱量減少此檔案屬所含的全部資料屬 ASM 新加坡科技有限公司所有。
未經 ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉 讓。
本手冊之内容,若經修改,恕不另行通知。
最新整理ASM焊线机操作指导书.docx
最新整理ASM焊线机操作指导书1 目的:规范生产作业,提高生产效率及产品品质.2 范围:SMD焊线站操作人员.3 职责 3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5 作业内容 5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2 型号更换与编程 5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bond program 选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机操作指导书
The world is like a mirror: Frown at itand it frowns at you; smile, and it smiles too.简单易用轻享办公(页眉可删)ASM焊线机操作指导书1 目的:规范生产作业,提高生产效率及产品品质.2 范围:SMD焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM 第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bond program 选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM自动焊线机(ihawk)

ASM 自动焊线机简介目录一、键盘功能简介:21、键盘位置22、常用按键功能简介2二、主菜单(MAIN)介绍:3三、机台的基本调整:31、编程3①.设置参考点(对点)3②.图像黑白对比度(做PR)4③.焊线设定(编线)4④.复制5⑤.设定跳过的点5⑥.做瓷嘴高度(测量高度)及校准可接受容限(容差值)5⑦.一焊点脱焊侦测功能开关设定52、校准PR6①.焊点校正(对点)6②.PR光校正(做光)6③.焊线次序和焊位校正63、升降台的调整(料盒部位)6四、更换材料时调机步骤:61、调用程序62、轨道高度调整73、支架走位调整74、PR编辑(做PR)85、测量焊接高度(做瓷嘴高度)86、焊接参数和线弧的设定8①.时间、功率、压力设定8②.温度设定8③.弧度调整9④.打火高度设定9⑤.打火参数及金球大小设定9五、常见品质异常分析:101、虚焊、脱焊102、焊球变形103、错焊、位置不当104、球颈撕裂105、拉力不足10六、更换磁嘴:10七、常见错误讯息:10八、注意事项11一、键盘功能简介:1、键盘位置:Wire Feed2、常用按键功能简介:数字0—9 行数据组合之输移动菜单上下左右之光标Wire金线轮开Thread导线管真空开关 Shift 档Wc 线夹开关Shift+Pan工作台灯光开EFO 打火烧球键Inx支架输送一单Shift+IM ↑ 料盒步进一格Main 接切至主目Shift+IM ↓ 料盒步退一格Shift+IM HM 换左边料盒 Shift+OM ↑ 右料盒步进一格 Shift+O M ↓ 右料盒步退一格 Ed Loop 切换至修改线弧目录 Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面 Dm Bnd 切线 Del. 删除键 Stop 退出/停止键 Enter 确认键 Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN)介绍:0.SETUP MENU (设定菜单) 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数)5.SHOW STATISTICS (显示统计资料)6.WH MENU (工作台菜单)7.WH UTILITY (工作台程序)8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整1、编程:当在磁盘程序〈DISK UTILITIES〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN——1.TEACH——5。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Wedge Bond ( 2nd Bond )
Gold wire
DiASM Pacific Technology Ltd. © 2009
page 6
Wedge Bonding
8-Apr-20
ASM Pacific Technology Ltd. © 2009
page 7
Dejunk Trim
Solder Plating
Singulation
Solder Plating
Forming/ Singulation
Trim/
Forming
ASM Pacific Technology Ltd. © 2009
Packing
page 5
Gold Wire Bonding
Ball Bond ( 1st Bond )
Thermosonic welding, the interface temperature can be much lower, typically between 100 to 150°C, which avoids such problems. The ultrasonic energy helps disperse contaminates during the early part of the bonding cycle and helps complete the weld in combination with the thermal energy.
What technique is used in Gold Wire Bonding?
8-Apr-20
ASM Pacific Technology Ltd. © 2009
page 8
Wire Bonding Techniques
There are three basic wire bonding techniques:
ASM Pacific Technology Ltd. © 2009
page 3
Cross-section of an IC Package
Gold Wire
Die
Lead Frame
8-Apr-20
ASM Pacific Technology Ltd. © 2009
page 4
IC Manufacturing Flow
Thermosonic bonding: utilizes temperature, ultrasonic and low impact force, and ball/ wedge methods.
Ultrasonic bonding: utilizes ultrasonic and low impact force, and the wedge method only.
Thermocompression bonding: utilizes temperature and high impact force, and the wedge method only.
8-Apr-20
ASM Pacific Technology Ltd. © 2009
page 9
Thermocompression vs Thermosonic
8-Apr-20
ASM Pacific Technology Ltd. © 2009
page 2
Basic Introduction
Understand an IC Package IC Manufacturing Flow Wire Bonding Introduction
8-Apr-20
Thermocompression welding usually requires interfacial temperature of the order of >300°C. This temperature can damage some die attach plastics, packaging materials, and laminates, as well as some sensitive chips.
Wafer Grinding
Wafer Saw
Die Bonding
Toaster
Wire Bonding
Die Surface Coating
Molding
Laser Mark
BGA
SURFACE MOUNTPKG THROUGH HOLE PKG
8-Apr-20
Solder Ball Placement
High pressure, no ultrasonic energy
Section 9.3
Basic Au Wire Bond Process
8-Apr-20
ASM Pacific Technology Ltd. © 2009
page 1
Contents
Basic Introduction Gold Wire Bonder Bonding Sequence Material & Tools Bond Quality
Process cycle time can be reduced from several minutes to less than 10 seconds.
Lower manufacturing cost per unit.
8-Apr-20
ASM Pacific Technology Ltd. © 2009
8-Apr-20
ASM Pacific Technology Ltd. © 2009
page 10
Advantages of Thermosonic
Metallurgical joining is more reliable than conductive particles and adhesive joining.
page 11
Comparison of Different Wire Bonding Techniques
Wirebonding
Thermocompression
Operating Temperature
300-500°C
Wire Materials
Au
Pad Materials
Al, Au
Note