CP350功率表说明书
梅特勒托利多 ACT350 ACT350 增强型 ACT350xx 电子称重仪表用户手册说明书

3.4. LED 状态灯 ............................................................................................................ 20 3.5. 拨码开关和主复位................................................................................................ 21
2.3. 连接........................................................................................................................ 10
2.3.1.
电源............................................................................................................. 12
1.4. 包装内容清单.......................................................................................................... 3
1.5. 物理尺寸.................................................................................................................. 4
3.6.5.
去皮............................................................................................................. 23
MULTI-WELD 350操作手册说明书
350Operator’s ManualSave for future referenceDate PurchasedCode: (ex: 10859)Serial:(ex: U1060512345)For use with machines having Code Numbers:10645, 10736, 11148, 11854Register your machine: /registerAuthorized Service and Distributor Locator: /locatorSAFETYTECHNICAL SPECIFICATIONS - Multi-Weld 350 (K1735-1)350340350340350340350340MU L TI -S OU RC EM UL T I-SO UR CEMULTI-SOURCE• Converter welding controls are near the arc without Array long control cables, and a receptacle is provided for an optional remote for even closer user output control.Simple• Easy installation with 10 ft. (3m) work clip lead and user preference quick-connect "pigtails" for input and electrode weld cables.• Easy setup with only a few intuitive welding controls and lit displays; including a single Power/Mode switch with Input level light, and a single presettable Output Control with separate digital meters for Amps and Volts, featuring post-weld five second memory display.• Easy Service with quick to replace cable "pig-tails"and "plug-in" assembly modules, including accessible PC boards and interchangeable "plug-n-play" panel instruments.Robust• Capacity is rated for continuous operation at 350 amps in 50°C (122°F) ambient temperature, and can be paralleled to multiply CC mode output rat-ing.• Overload protection is provided with electronic lim-iting of output current, and with thermostat and over-voltage shutdown protection which automati-cally reset.• Outdoor operation protected with sealed control and power electronics compartments, with sealed interconnections, housing "potted" circuit boards, and using "Central-Air" cooling with "Fan-As-Needed" for less dirt intake.• Handling (and mishandling protection) is enhanced with light, but durably designed, aluminum con-struction with front to back, top and bottom, han-dles (also serving as "roll bar" and skid), and a sheetmetal shell attached with 1/4" steel threadedfasteners.The Multi-Weld 350 is provided with a 6-pin remote receptacle to permit use with the 25ft.(7.6 m) K857 or 100ft.(30.4 m) K857-1 Remote Output Control options, or with the LN-25 equipped with the K444-1 Remote Control option. These Remotes have single-turn reso-lution on a Min to Max numbered dialplate.CV MODE WIRE WELDINGThe Converter in CV mode was designed for use with an arc-powered wire feeder like the LN-25. The Converter output is always "hot" when the mode switch is not OFF, so it is recommended that the LN-25 model be equipped with the internal contactor in order to have a "cold" electrode when the gun trigger is released.The CV mode recommended processes are positive (+) polarity wire welding within the output capacity of the Converter, including:CC MODE STICK WELDINGAND GOUGINGThe CC mode recommended processes are positive (+) polarity stick and arc gouging within the output capacity of single, or paralleled, Converters; including: QUICK-CONNECT "PIG-TAILS"The Multi-Weld 350 is factory provided with two 21 in.(53 cm) long 2/0 AWG (70mm2 ) "pig-tail" cables with their 0.5"(13mm) hole lug ends routed through the "INPUT + "(on back) and "ELECTRODE + "(on front) cable channels of the Converter and attached to the bottom-accessed covered cable connection studs. Attach the preferred standard user-provided Quick-connect terminal (such as Lincoln Twist-Mate or Tweco 2-MPC type) to the cut-off end of these cables. Use the female connector on the "ELECTRODE +"cable and the male connector on the "INPUT +" cable.INTER-CONNECTION OF CONVERTERSThe input and electrode cables of the Multi-Weld 350 Converters may be inter-connected in a Multi-Weld System using any combination of Distribution Box(es)(see Figure 1), paralleling ( CC mode only) and "daisy-chaining" (see Figure 2) which best fits thefield application setup within the capacity of the power source supplying the system:Figure 2W W WorW W (-)Work Lead adtoer r Sou ou rc rce s s tu tudMW-35350 0t oo WorkFRONT PANEL CONTROLSThese few instruments are basic to the operation and monitoring of the Converter. They are intuitively laid out so that the panelʼs left side is weld current related, and the right side is weld voltage related:(1) Input Power/ Mode Switch has three positions:Center is OFF which shuts off input power to theConverter.• Neither displays nor output is on if in OFFposition.Left is on for CC (constant current) welding mode.•Only AMPS digital meter is lit displaying thepreset current setting• Output will be on at o.c.v. (open circuit voltage).Right is on for CV (constant voltage) welding mode.• Only VOLTS digital meter is lit displaying thepreset voltage setting• Output will be on at the output voltage setting. (2) Output Control has 3-3/4 turn resolution withslip-clutch to prevent control pot damage.In CC mode it presets AMPS (30-350A range) when not welding, and adjusts actual arc current while welding.In CV mode it presets VOLTS (15-40v range) when not welding, and adjusts actual arc voltage while welding.(3) AMPS Digital Meter is a 3-1/2 digit LED meterwhich displays:Preset Amps in CC mode when not welding."Blank" in CV mode when not welding.Actual Amps while welding in both CC and CV modes.Disconnecting the Remoteʼs plug from this recep-tacle automatically transfers output control back to the panel Output Control (item (2) above).Remote output On/Off switching can also be done thru this Remote Control receptacle. by per-forming the following wiring changes:1. Making sure the input to the Converter isremoved, remove the case wraparound.2. Locate the 4-pin plug (P21) on the backpanel of the control box module, and cut thejumper lead looping from the back of theplug. (Refer to the Wiring Diagram in thismanual.) Insulate the cut lead ends andleave long enough to possibly splice backtogether again at some future time.3. Replace the case wraparound.4. Connect a user-provided remote switchbetween pins D and E of an MS3106A-18-12P plug (Lincoln part no. S12020-27 withS12024-1 cable clamp). See diagrambelow:Pin:Remote Function:A Max. of 10K potB Wiper of 10K potC Min. of 10K potD Output SwitchE Output SwitchF No connection5. Connect this switch plug to the Multi-Weld350 Remote Control Receptacle (10) withswitch opened. Closing the switch activatesthe Converter output.PARALLELED CONVERTERSMulti-Weld 350 converters that are paralleled (see INTER-CONNECTION OF CONVERTERS in the INSTALLATION section) must each be set up in the same manner in order to manage the arc current drawn from each:1) Set to CC mode with CC SLOPE switch set toSTICK/GOUGE.2) Preset Output Controls of both paralleledConverters to ~1/2 desired total Amps.If arc current from each Converter gets too out of bal-ance (primarily a problem if trying to use CV mode) the hotter running Converter could go into current-lim-iting and/or Thermal shutdown (See OVER-TEMPER-ATURE SHUTDOWN in the INSTALLATION section), which might then overload the other, or at least inter-rupt the operatorʼs process. However, no damage will occur to the Converters.REMOTE CONTROL OF PARALLELED CONVERTERS(FOR CC STICK/GOUGE MODE ONLY)Full Range remote control can be accomplished with a separate optional Remote output control (see INSTALLATION section) connected to each Converter. The current contribution of each Converter will depend on its remote output setting.Partial Range remote control can be accomplished with a single Remote Control connected to the output Converter with the input Converter preset with its panel Output Control to below the minimum desired output range. The Remote Control, connected to the output Converter, will control its output to add to the preset level.Remote Output On/Off switching maybe setup for each of the paralleled Converters, but isolated, or double-pole, switches must be used to activate each separately but simultaneously.D-1MAINTENANCED-13. Holding the unit by the front handles, so the back is facing down, shake the loose debris out of the unit. Raking out the heatsink fins may be necessary for jammed debris.4. If necessary, remove the case wraparound cover and using the skid handles to hold upside down carefully dump out any remaining loose debris,or carefully blow out using low pressure air.5. Reassemble the cleaned out Converter by reversing the above steps.DIGITAL METER CALIBRATIONIf calibration of either digital meter is ever necessary,meter calibration adjustment trimmers are provided on the Weld Control PC board inside the Control Module (see Figure 5). Calibration must be done with an Output current load, so meters are displaying Actual (not Preset) values. It is recommended that the cali-bration levels be near the rating plate values, for best accuracy, and compared to "master" meters with bet-ter than 2% accuracy.The accuracy of Actual AMPS meter should be within 3% of the welding amps monitored. The AMPS meter trimmer (R561) is located near the center of the Weld Control PC board just below the VOLTS meter trim-mer (R562). Clockwise rotation of the trimmer adjust-ment screw will decrease the meter reading.The accuracy of Actual VOLTS meter should be within 3% of the welding volts monitored. The VOLTS meter trimmer (R562) is located near the center of the Weld Control PC board just above the AMPS meter trim-mer (R561). Clockwise rotation of the trimmer adjust-ment screw will decrease the meter reading. The "master" voltmeter should be connected as close as possible to the "ELECTRODE +" stud and "WORK-"lead bolt, for best accuracy.MAINTENANCEThe only maintenance which may be required for the Multi-Weld 350 is to clean out any accumulated dirt and debris which could contaminate internal compo-nents, or obstruct proper cooling of the power compo-nents resulting in premature over-temperature shut-down.The recommended cleaning procedure is as follows:1. Be sure to disconnect the Converterʼs input cable to remove its input power.2. Remove the four screws securing the rear louver panel, and remove the panel to expose the cool-ing tunnel heatsinks. (See Figure 4 below):Figure 4This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine is exhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” lists the obvious external possibilities that may contributeto the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________E : T h i s d i a g r a m i s f o r r e f e r e n c e o n l y . I t m a y n o t b e a c c u r a t e f o r a l l m a c h i n e s c o v e r e d b y t h i s m a n u a l. T h e s p e c i f i c d i a g r a m f o r a p a r t i c u l a r c o d e i s p a s t e d i n s i d e t h e i n e o n o n e o f t h e e n c l o s u r e p a n e l s . I f t h e d i a g r a m i s i l l e g i b l e , w r i t e t o t h e S e r v i c e D e p a r t m e n t f o r a r e p l a c e m e n t . G i v e t h e e q u i p m e n t c o d e n u m b e r .JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.• Sales and Service through Subsidiaries and Distributors Worldwide •Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: 。
LRS-350 350W单输出切换电源说明书

PACKING
0.76Kg; 15pcs/12.4Kg/0.78CUFT
NOTE
℃ ℃/ ().
※ : , https:///serviceDisclaimer.aspx
File Name:LRS-350-SPEC 2021-09-17
Case No.207A
Unit:mm
9.5
8
LED +V ADJ.
9 8 7 6 5 4 3 2 1
4-M4 L=3mm
15
32.5
150
2
12.8 6.9
6.5 6.5
36.7
50
115
47.45
32.5
16
12.5 30
Air flow direction
4-M4(Both Sides) L=5mm
RATED POWER
198W
252W
300W
348W
348W
350.4W 349.2W 350.4W
RIPPLE & NOISE (max.) Note.2 150mVp-p 150mVp-p 150mVp-p 150mVp-p 150mVp-p 150mVp-p 200mVp-p 200mVp-p
ENVIRONMENT STORAGE TEMP., HUMIDITY -40 ~ +85℃, 10 ~ 95% RH
TEMP. COEFFICIENT
±0.03%/℃ (0 ~ 50℃)
VIBRATION
10 ~ 500Hz, 5G 10min./1cycle, 60min. each along X, Y, Z axes
Terminal Pin No. Assignment :
350Pro 中文说明书

t esto 350-EPA,-Pro手操器和testo 350-EPA,-Pro/-XL烟气分析箱操作手册 中文2 一般说明一般说明请仔细阅读本文,以便在投入使用前,先熟悉产品的操作。
如有必要,请把本手册放在手边,以供取阅。
本文描述了testo 350-EPA,-Pro 测量系统的操作说明。
Testo 350-XL 的一些标准功能,对于testo 350-EPA,-Pro 烟气分析仪来说则是选配功能。
两种烟气分析仪分别使用testo 350-EPA,-Pro 手操器。
也就是说,本手册描述的功能和操作,适用于testo 350-EPA,-Pro 手操器和testo 350-EPA, Pro 烟气分析箱。
提示标识含义建议警告:warning!如果未采取特定的预防措施,可能会引起严重的人身伤害请仔细阅读警告提示,采取预防措施警告:warning!如果未采取特定的预防措施,可能会造成轻微的人身伤害,或设备损坏请仔细阅读警告提示,采取预防措施重要信息请特别注意Text仪器屏幕显示文字 -按键请按键打印的功能键 请按功能键简明版操作步骤 见简易格式,3页一般说明简易格式本手册使用一些简易格式,来描述操作步骤(例如,调用功能)例如:调用诊断功能简易格式:要求的操作步骤:1.打开主菜单:2.选择菜单项:3.确认选择:4.选择功能诊断:5.确认选择:34 内容内容一般说明 (2)内容 (4)A. 安全说明 (8)B. 预定用途 (9)C. 产品描述 (10)手操器 (10)C.1C.1.1 手操器概述 (10)C.1.2 键盘 (11)C.1.3 显示屏 (11)手操器连接/接口 (14)C.1.4手操器电源 (14)C.1.5烟气分析箱 (15)C.2C.2.1 烟气分析箱概述 (15)C.2.2 LED状态显示灯 (16)C.2.3 烟气分析箱连接/接口 (16)烟气分析箱供电 (17)C.2.4功能/仪器选项 (17)C.2.5烟气探针 (17)C.3D 调试 (18)E 操作 (19)电源,电池/充电电池 (19)E.1更换电池 (19)E.1.1电池充电 (20)E.1.2电源供电 (21)E.1.3E.2探头传感器 (21)E.2.1 连接探头传感器 (21)E.2.2 使用烟气探针 (21)内容5 E.3 基本操作步骤 (22)连接系统部件 (22)E.3.1打开测量系统 (23)E.3.2调用功能 (24)E.3.3分配功能键 (25)E.3.4输入数值/名称 (26)E.3.5打印数据 (27)E.3.6E.3.7保存数据 (27)E.3.8关闭测量系统 (27)E.4 设置测量系统 (28)E.4.1设置语言 (28)设置日期/时间 (28)E.4.2设置燃料 (28)E.4.3编辑显示 (29)E.4.4设置地点 (30)E.4.5更改仪器名称 (31)E.4.6设置打印机 (31)E.4.7E.5 日常保养 (32)E.5.1冷凝槽/冷凝箱 (32)检查/替换过滤芯 (33)E.5.2E.5.3检测系统泄露 (33)F. 主菜单 (34)内存 (34)F.1F.1.1 读取 (34)F.1.2 程序 (34)F.1.3 删除内存 (36)F.1.4 释放内存? (36)F.2传感器 (36)F.2.1 校准 (36)F.2.2 打印传感器数据 (39)F.2.3 传感器状态 (39)输入 (39)F.3F.3.1 测量点编号/HCT (39)F.3.2 燃料 (40)F.3.3 O2参考值/CO2max (40)F.3.4 参数 (40)F.3.5 稀释 (41)F.3.6 露点/环境空气 (41)6 内容装置 (42)F.4F.4.1 更改日期 (42)F.4.2 视图 (42)F.4.3 打印机 (42)F.4.4 诊断 (43)F.4.5 配置 (43)F.4.6 密码 (43)服务 (44)F.5F.5.1 操作值 (44)F.5.2关闭 (44)地址 (44)F.5.3F.5.4 设备数据 (44)F.5.5 语言 (45)F.5.6 数据传输总线地址 (45)G. 测量 (46)准备测量 (46)G..1烟气测量 (47)G..2抽力/差压测量 (47)G..3风速测量 (48)G.4温差测量 (49)G.5测量编程/固体燃料测量 (49)G.6H. 保养和维修 (50)清洁仪器 (50)H.1更换/翻新传感器 (50)H.2重新校准传感器 (51)H.3清洁烟气探针 (51)H.4替换探针前置过滤器 (52)H.5替换热电偶 (52)H.6更换打印纸 (52)H.7更换电池/充电电池 (52)H.8H.9更换冷凝泵 (53)I. 问与答 (54)内容7J. 技术数据 (55)标准和测试 (55)J.1量程和精度 (55)J.2其他仪器数据 (57)J.3J.4计算原理 (58)J.4.1 燃料参数 (58)J.4.2 计算公式 (58)推荐的清洗时间 (61)J.5K. 附件/备件 (62)8 A. 安全说明A. 安全说明避免电气危险:> 不要在有电部件上或其附近使用本测量仪器和探头进行测量保护仪器:> 不要将测量仪器/测量元件与溶剂放在一起,并且不要使用任何干燥剂。
多功能功率表说明书

4. 再次按下 FUNC(功能)按钮一次后松开,功率表会显示最大线路功率和 出现最大线路功率的时间,功率因数。按下 FUNC(功能)按钮并保 持 5 秒钟,会在该状态下清除最大线路功率显示。
5. 再次按下 FUNC(功能)按钮一次后松开,功率表会显示现行时间和累计 功率因数
10. 显示线路频率 11. 显示功率因数 12. 可调节的最大负载电流和最大负载警告 13. 可调节的价格/千瓦时
总共有 11 个时间段的划分,如下所示: 星期一 星期二 星期三 星期四 星期五 星期六 星期日 星期一 星期二 星期三 星期四 星期五 星期一 星期二 星期三 星期四 星期五 星期六 星期日 星期一 星期二 星期三 星期四 星期五
2. 设置单价 2
PDF created with pdfFactory trial version
在设置完单价 1 后,按下 FUNC(功能)按钮一次后松开,重复上面的步骤
来设置单价 2。
3. 设置过载电流数据
设置完单价 2 后,按下 FUNC(功能)按钮一次后松开
PDF created with pdfFactory trial version
10. LCD 显示——当总电量或总电费溢出时,OVER(过多)就会同时闪亮。 设置现行时间
1. 在时钟显示模式下,按下 SET(设置)按钮一次,“WEEK DAY(周)” 就会同时闪烁,时钟换到 SET(设置)模式。你现在可以设置现行时钟 了。所有进入设置状态时,LCD 会显示”SET”.
d. 按下 SET(设置)按钮一次后松开,第四个最大负载的数字闪烁,
按下 UP(向上)来设置。
CPXDS-350,500使用说明书

牡丹江欧地希焊接机有限公司使用说明书/MAG焊接机 微电脑数字控制C02X D 5 0 0 SX D 3 5 0 S目 录1. 安全注意事项 (1)2. 敬请遵守的安全事项 (2)3. 使用注意事项 (5)4. 标准配置及附件 (6)5. 各部位名称及功能 (7)6. 必需的电源设备 (9)7. 搬运与设置 (10)8. 连接与安全接地 (11)9. 焊接准备 (15)10. 焊接操作 (17)11. 功能 (27)12. 维护保养及故障修理 (30)13. 零部件一览表 (40)14. 规格 (42)15. 关于售后服务 (45)No.C0180/C01811. 安全注意事项● 请在认真阅读本使用说明书后,正确使用。
● 本使用说明书所列注意事项,是为使您能安全使用机器、并使您及他人免受伤害。
● 本焊机设计、制造,虽然充分考虑了安全性,但在使用时,为避免发生重大人身事故,故务请遵守本使用说明书中所列注意事项。
● 错误操作焊机会引发不同等级的伤害、事故。
本使用说明书将危害等级分为3级,用注意标识符及警告用语予以警告,此标识符及警告用语在电焊机中亦表示相同的意思。
·注意标识符表示一般情况。
·上述重大人身事故是指失明、外伤、烫伤(高温、低温)、触电、骨折、中毒等,会遗留后遗症及须长期去医院进行治疗的伤害或死亡。
中度伤害及轻伤,指不必长期住院或长期去医院进行治疗的外伤、烫伤、触电等。
物质损失指涉及财产损失及机器损坏而引发的扩大损失。
No.C0180/C01812.敬请遵守的安全事项No.C0180/C0181 2.敬请遵守的安全事项(续)No.C0180/C01812.敬请遵守的安全事项(续)No.C0180/C01813. 使用注意事项●本焊机的额定负载持续率为XD500S: 500A 60% XD350S: 350A 50%●因焊枪等其他机器亦限制负载持续率,在一起配套使 用时请按其中额定负载持续率最低的为基准使用。
2XP350产品手册
4、『1#泵运行』指示灯亮时:1#泵处于正常运行、『1#泵运行』指示灯灭时:1#泵处于停止运行。
5、『1#泵故障』指示灯亮时:1#泵有故障出现、 『1#泵故障』指示灯灭时:1#泵未有故障出现。
根据数显屏显示的故障代码可以找出单一个故障点,故障代码描述贴在控制器外壳的侧面。
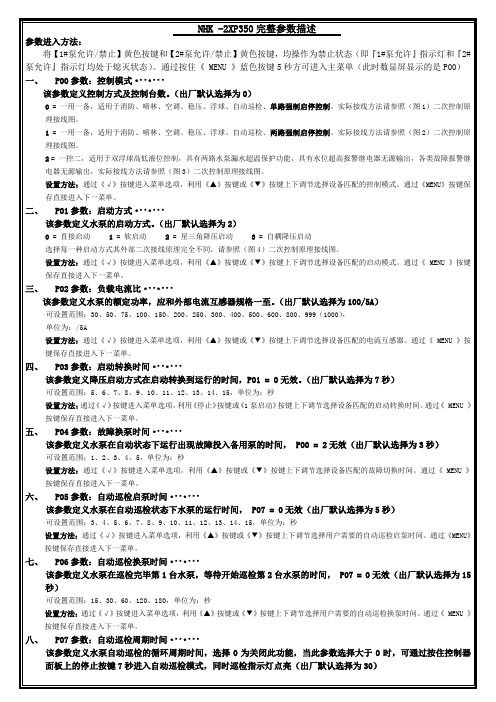
四、P03参数:启动转换时间·······
该参数定义降压启动方式在启动转换到运行的时间,P01 = 0无效。(出厂默认选择为7秒)
可设置范围:5、6、7、8、9、10、11、12、13、14、15,单位为:秒
设置方法:通过《√》按键进入菜单选项,利用《停止》按键或《1泵启动》按键上下调节选择设备匹配的启动转换时间。通过《 MENU 》按键保存直接进入下一菜单。
6、【1#泵允许/禁止】黄色按键是指:1#水泵的允许和禁止交替切换按键。
7、【2#泵允许/禁止】黄色按键是指:2#水泵的允许和禁止交替切换按键。
三、手动控制描述·······
当控制器处于『自动状态』时,通过按一下【手动/自动】蓝色按键,这时『手动状态』指示灯、『1#泵允许』指示灯、『2#泵允许』指示灯同时亮。这表示控制器处于手动控制模式,需要人工同过【停止】红色按键、【1#泵启动】绿色按键、【2#泵启动】绿色按键来控制启动或停止水泵,(并且远程控制信号不受控制)。但只能启动两台水泵的其中任意一台。
二、按键操作描述·······
1、【V/A 切换】蓝色按键是指:电源电压和水泵电流显示交替切换按键。
2、【 停 止 】红色按键是指:手动状态下1#水泵或2#水泵的停止按键。
3、【1#泵 启动】绿色按键是指:手动状态下1#水泵启动按键。
菲尼克斯电气ILC330_350可编程控制器用户手册
版本始于(HW) 01 01 02 02
版本始于(FW) 4.6F/1.41 4.6F/1.11 4.6F/1.20 4.6F/1.3F
订货号 2737193 2737203 2985819 2876928
6959_en_05
PHOENIX CONTACT
UM EN ILC 330/350
请阅读下列说明
使用符号的解释
特别注意符号指示那些不严格遵守可能会导致软硬件损坏或人身伤害 的操作步骤。
备注符号告诉您要进行正确无误的操作必须严格遵守的条件,它也向您 提供能节省您工作量的有关硬件的有效使用及软件优化方面的提示与 建议。 说明符号指示与讨论主题和产品相关的详细的信息源(手册、数据表、 文献等),这里也提供关于如何浏览手册的有用信息。
不管是特别提及还是其它的方式,技术数据中提供的信息并不附随保证。 这些信息并不包括质量保证,并不描述任何市场质量,也不会对质量保证 或特殊目的的适合性保证作出任何主张。
菲尼克斯电气有限公司对技术文档(尤其是数据表,安装指南,手册等) 中的错误或省略不担负责任。
上面提及的责任以及责任免除并不适用于必须承担的责任,例如根据产品 责任法,由于人身伤亡或健康损害或由于违反了重要的合同责任,存在预 谋或重大疏忽,则应承担相应的责任。但是,如果没有预谋或重大疏忽, 或责任因人身伤亡或健康损害而造成,则对违反重要的合同责任的破坏主 张限于合同典型的,可预见的损害。该决定并不意味着将检验负担变为用 户的损害。
ETH, ILC 350 ETH/M)............................................ 2-14 2.10 内部电路图 .............................................................................. 2-15 2.11 Inline可编程控制器的安装和拆卸 .......................................... 2-17 2.12 通信路径 .................................................................................. 2-21
I.C.T IR350插线SMT PCBA路由器说明书

1Inline SMT PCBA Router IR350 Introduction |I.C.T GroupI.C.T Inline SMT PCBA Router Machine I.C.T-IR350Introduce :I.C.T inline pcba router is a high-precision high-speed dual-platform on-line pcba router, which is used in smart phones, smart wear, smart home, tablet computers, automotive electronics, medical devices, aerospace, military and other fields. Features :1,New CCD system,new vision system can correspond to all kinds of pcb mark.with visual counterpoint correction function. 2,The sensor can monitor the milling cutter state in real time, and effectively prevent the continuous operation of the cutter. 3,Using high speed spindle, cutting stress is greatly reduced, precision is high, inertia is small, and response is fast. 4,Ion air gun will remove static electricity on PCB surface and prevent dust from adsorbing on PCB.5,Automatic loadering - picking and placing – cutting – unloadering pcba,unloadering solution can be option. 6,Adopt CNC special controller,high stability and strong anti-interference.7,The separated vacuum dust collector adopts high efficiency motor with high suction and low noise. 8,Realize automation, save manpower and improve quality.9,Automatic storage product information, automatic adjustment conveyor width, improve the speed of line change. 10,Loadering pcba the automatic splint function replaces the traditional cylinder and is more accurate. 11,Dual working platform to improve cutting efficiency.12,Pcba can be cut and move at the same time to improve productivity efficiency. 13,Standard MES or ERP connection ports, real-time connection to the central database. 14,Bar code camera is option, which can scan barcode automatically and upload.2Inline SMT PCBA Router IR350 Introduction |I.C.T GroupConfiguration :Feeding SystemThe new feeding system replaces the traditional cylinder structure to ensure more accurate feeding and automatic width adjustment of the conveyor. Unloading to conveyor belt, with detection function, easy to use at the back of the station, unloading conveyor modeis optional.Pick&Place SystemUsing precise double servo to pick and place Pcba instead of traditional cylinder (or double cylinder to take and place)Double servo screw structure pick and place Pcba will improve the accuracy.The Z1 axis is responsible for picking Pcba in and out of the board, while the Z2 axis is responsible for picking Pcba out and putting it in the next station after the cutting is completed. The traditional which has the disadvantages of slow speed. Dual mechanicalpick-and-place structure greatly improves operation efficiency and productivity.CCD camera alignment system, Milling cutter Auto-change system,Whole board scanning function,MES system,Precision Dust-proof Module, The UPH is calculated automatically.Intelligent Milling Tool Database,Automatic recording of products cut byeach milling cutter to achieve traceability3Inline SMT PCBA Router IR350 Introduction | I.C.T Group PartsBrand Place of origin X-axis servomoter Panasonic Japan Y-axis servomoter Panasonic Japan Z-axis servomoter Panasonic Japan Main-axis/ spindle NSK Japan CCD MINTRON Taiwan I/O Board I.C.T China Guide rail PMI/HIWIN Taiwan Ball screw PMI Taiwan Coupling NBK Japan Sensor Takex Japan Tank Chain IGUS Germany Flexible cable IGUS Germany Bearing NSK Japan Switch, Button TD,LJTaiwanSpecification :PCB Router I.C.T-IR350 Pcb Size 300*350mm Platform Number Double PCB thickness 0.3~6.0mmPCB support mode Multifunctional fixture, special fixtureX 、Y Cutting Speed 0~100mm/s Repeat Precision ± 0.01mm X 、Y 、Z Driving Method AC Servo motor X 、Y 、Z Control mode CNC controllerIon air gun≤±15v (ESD 12M09158A58)Operation and Data Storage PC System Cut Precision± 0.08mm Rotational Speed of the Main Shaft Max 80000rpm Voltage220V,50/60HZ Air Pressure Supply 4.5kg/cm2 Power Supply1.5kw Weight(with vacuum cleaner) 1100kg Dimension1930*1350*1700mm Dust Collection Method Vacuum cleaning Air volume of vacuum cleaner 28~35m³/min Vacuum cleaner Dimension 750*600*620mm Voltage of the Dust Collector380V,50/60HZ,3kw* I.C.T keeps working on quality and performance,specifications and appearance may be updated without particular notice.Thanks for choosing I.C.T.I.C.T looks forward to win-win cooperation.4Inline SMT PCBA Router IR350 Introduction | I.C.T Group。
SHP350系列AC-DC电源设备说明书

SHP350 Series•420 W High Line Output Power•Rugged Industrial Construction•Variable Speed Fan for Noise Reduction•-40 °C to +70 °C Operation• 5 V Standby•AC OK, Remote On/Off and Active Current Share•Screw Terminals•SEMI F47 Compliant• 3 Year WarrantyThe SHP350 AC-DC power supply provides upto 420 W of output power in a compact rugged mechanical package, suitable for a range of industrial applications.The unit comprises of a main output with voltages from 12-48 VDC and a 5 VDC standby supply which can be utilitsed with the signals and control features of the unit to provide detection of loss of AC input and remote on/off control.Multiple units can be used in parallel via the current share facility, providing higher power solutions. Inherently low earth leakage current, and conducted EMC compliance to Class B also simplify higher power system design.Packaged in a compact 7” (178 mm) x 3.6” (91 mm) x 2.1” (53 mm) and carrying IEC60950 family safety approvals, the SHP350 has a load dependant variable speed fan, is fully protected with overtemperature shutdown and provides -40 ºC start up and full power from -20 ºC to 50 ºC and 50% power at +70 ºC.Models and RatingsInput Voltage (VAC)Output CharacteristicsOutput Overload CharacteristicFigure 2Typical V1 Overload Characteristic (SHP350PS12 shown)024********5101520253035Output Current (A)O u t p u t V o l t a g e (V )Unit enters hiccup modeEfficiency vs LoadSignals & ControlSHP350PS12Figure 30%10%20%30%40%50%60%70%80%90%102030405060708090100Load (%)E f f i c i e n c y0%10%20%30%40%50%60%70%80%90%102030405060708090100Load (%)E f f i c i e n c ySHP350PS48Figure 4Figure 5AC OK/Power FailRemote On/Off (Inhibit)Signals & ControlINHIBIT HIINHIBIT LOWSignal High: Power Supply OFFLow or Floating: Power Supply ONSignal High: Power Supply ONLow or Floating: Power Supply OFFSignals - Parallel Load & Current Share Connection ExampleSHP350PSXX (1)SHP350PSXX (2)SHP350PSXX (3)Figure 7Figure 8Parallel AC OK Connection Parallel Remote Inhibit ConnectionFigure 9PSU 1PSU 2PSU 8Please see figure 6.Temperature Derating CurveFigure 1050100Ambient Temperature (ºC)O u t p u t L o a d (%)Output Power (%)Electromagnetic Compatibility - EmissionsSafety Agency ApprovalsMechanical DetailsA Mounting Hole 8 places M3 x 0.50.15 (3.8) Max. PenetrationStandard Terminal BlockM4 Screw 4 Pins Standard Terminal BlockM3.5 Screw 3 PinsLOGIC CONNECTOR J3DETAIL B SCALE 2 : 1PIN 2Notes:1. Dimensions shown in inches (mm).2. Weight: 1.73 lb (0.788 kg).3. Logic connector J3 mates with JST housing PHDR-10VS and SPHD-001T -P0.5 Crimp T erminalsSHP650 Series•Rugged Industrial Construction•End Fan, Top Fan & ‘U’Channel Mechanical Options•-40 °C to +70 °C Operation• 5 V Standby•AC OK, Remote On/Off and Active Current Share•Load Dependant Variable Fan Speed•Screw Terminals•SEMI F47 Compliant• 3 Year WarrantyThe SHP650 AC-DC power supply provides upto 650 W of output power in three mechanical packages to provide installation flexibility in a range of industrial applications.The unit comprises of a main output with voltages from 12-48 VDC and two peripheral outputs providing a 12 VDC fan supply and a 5 VDC standby supply which can be utilitsed with the signals and control features of the unit to provide detection of loss of AC input and remote on/off control.Multiple units can used in parallel via the current share facility, providing higher power solutions. Inherently low earth leakage current, and conducted EMC compliance to Class B also simplify higher power system design.Packaged in a compact 8” (203 mm) x 4” (102 mm) x 2.6” (65 mm) and carrying IEC60950 family safety approvals, the SHP650 has a load dependant variable speed fan is fully protected with overtemperature shutdown and provides full power from -20 ºC to 50 ºC and 50% power at +70 ºC. Models and RatingsEnd Fan Models (-EF)1. U Channel models require a minimum of 5.5 m/s airflow from the system for coolingInput Voltage (VAC)Output CharacteristicsOutput Overload CharacteristicFigure 2Typical V1 Overload Characteristic (SHP650PS12 shown)Unit enters hiccup modeEfficiency vs LoadSignals & ControlSHP650PS12Figure 3SHP650PS48Figure 4Figure 5Figure 6AC OK/Power FailRemote On/Off (Inhibit)Signals & ControlINHIBIT HIINHIBIT LOWSignal High: Power Supply OFFLow or Floating: Power Supply ONSignal High: Power Supply ONLow or Floating: Power Supply OFFSignals - Parallel Load & Current Share Connection ExampleSHP650PSXX (1)SHP650PSXX (2)SHP650PSXX (3)Figure 7Figure 8Parallel AC OK Connection Parallel Remote Inhibit ConnectionFigure 9PSU 1PSU 2PSU 8Please see figure 6.Fan Speed ControlFigure 11100Ambient Temperature (ºC)O u t p u t L o a d (%)050F a n S p e e d (%)100255075100Output Power (%)Electromagnetic Compatibility - EmissionsSafety Agency ApprovalsMechanical Details - End Fan (Suffix -EF)Standard Terminal Block, M4 Screw, 6 Pins, 9.5 mm Center Notes:1. Dimensions shown in inches (mm).2. Weight: 2.8 lb (1.25 kg).3. J3 Mating plug: JST part no. PHDR-10VS, contact: 26-22 AWG JST part no. SPHD-001T-P0.5.Notes:1. Dimensions shown in inches (mm).2. Weight: 2.6 lb (1.2 kg).3. J3 Mating plug: JST part no. PHDR-10VS, contact: 26-22 AWG JST part no.SPHD-001T-P0.5.Standard Terminal Block, M4 Screw, 6 Pins, 9.5 mm CenterStandard Terminal Block, M3.5 Screw 3, Pins 9.5 mm CenterNotes:1. Dimensions shown in inches (mm).2. Weight: 2.4 lb (1.1 kg).3. Requires system airflow, see thermal considerations.4. J3 Mating plug: JST part no. PHR-2, contact: JST part no.SPH-002T -P0.5S.5. J3 Mating plug: JST part no. PHDR-10VS, contact: 26-22AWG JST part no. SPHD-001T -P0.5.Standard Terminal BlockStandard Terminal Block, M4 Screw 6 Pins 9.5 mm CenterThermal Considerations (U Channel)In order to ensure reliable operation in the end use application the recommended component temperatures listed should not be exceeded.Higher temperatures up to the maximum stated can be used but product lifetime may be reduced.SHP1000 Series•1200 W High Line Output Power•Rugged Industrial Construction•Variable Speed Fan for Noise Reduction•-40 °C to +70 °C Operation• 5 V Standby•AC OK, Remote On/Off and Active Current Share•Screw Terminals• 3 Year WarrantyT heSHP1000AC-DCpowersupplyprovidesupto1200Wofoutputpowerinacompactruggedmechanicalpackage,suitablefora rangeofindustrialapplications.Theunitcomprisesofamainoutputwithvoltagesfrom12-48VDCanda5VDCstandbysupplywhichcanbeutilitsedwiththe signalsandcontrolfeaturesoftheunittoprovidedetectionoflossofACinputandremoteon/offcontrol.Multipleunitscanbeusedinparallelviathecurrentsharefacility,providinghigherpowersolutions.Inherentlylowearthleakage current,andconductedEMCcompliancetoClassBalsosimplifyhigherpowersystemdesign.Packagedinacompact9.5”(241mm)x5.9”(150mm)x2.4”(61mm)andcarryingIEC60950familysafetyapprovals,theSHP1000 hasaloaddependantvariablespeedfanisfullyprotectedwithovertemperatureshutdownandprovides-40ºCstartupwithfull powerfrom-20ºCto50ºCand50%powerat+70ºC. Models and RatingsInput Voltage (VAC)Output CharacteristicsOutput Overload CharacteristicFigure 2Typical V1 Overload Characteristic (SHP1000PS12 shown)024********Output Current (A)O u t p u t V o l t a g e (V )Unit enters hiccup modeEfficiency vs LoadSignals & ControlSHP1000PS12Figure 3SHP1000PS48Figure 4Figure 5AC OK/Power FailRemote On/Off (Inhibit)Signals & ControlINHIBIT HIINHIBIT LOWSignal High: Power Supply OFFLow or Floating: Power Supply ONSignal High: Power Supply ONLow or Floating: Power Supply OFFSignals - Parallel Load & Current Share Connection ExampleSHP1000PSXX (1)SHP1000PSXX (2)SHP1000PSXX (3)Figure 7Figure 8Parallel AC OK Connection Parallel Remote Inhibit ConnectionFigure 9PSU 1PSU 2PSU 8Please see figure 6.Ambient Temperature (ºC)O u t p u t L o a d (%)Output Power (%)Electromagnetic Compatibility - EmissionsSafety Agency ApprovalsMechanical DetailsV1 AdjustmentOutput On, LED Notes:1. Dimensions shown in inches (mm).2. Weight: 2.8 lb (1.25 kg).3. J3 Mating plug: JST part no. PHDR-10VS, contact: 26-22 AWG JST part no.SPHD-001T -P0.5.。
POWERTEC 350C PRO、355C PRO 和 425C PRO 的零件说明书

IM302209/2016REV04POWERTEC350C PRO, 355C PRO & 425C PRO Spare Parts (1)Figure A: Machine Assembly (1)Figure B: Machine Assembly (3)Figure C: Machine Assembly (5)Figure D: Machine Assembly (5)Figure E: Wire Drive Assembly (6)Miscellaneous Items (not shown in figure A, B, C, D, E) (6)Electrical Schematic (7)WEEE (9)Lincoln Electric Bester Sp. z o.o.ul. Jana III Sobieskiego 19A, 58-263 Bielawa, Polandwww.lincolnelectric.euSpare PartsSP50227 / SP50228 / SP50229 REV0312/05Figure A: Machine AssemblyItem Description Part Number QTY 1 2 3 4 5 6 71 BASE R-1019-150-1/08R 1 ●●●2 FRONTWHEELS 1029-660-127R 2 ●●●3 SHELF R-3019-026-1/08R 1 - - ●WHEELS 1029-660-250R 2 ●●●4 REAR5 SHELF R-3019-042-1/08R 1 ●●-T1 R-4034-058-1R 1 ●- -6 TRANSFORMERT1 R-4034-069-1R 1 - ●- TRANSFORMERT1 R-4034-068-1R 1 - - ● TRANSFORMERS1 1115-260-167R 1 ●- -7 SWITCHS1 1115-260-074R 1 - ●● SWITCH8 SWITCHS2 1115-260-166R 1 ●- -S2 1115-260-073R 1 - ●● SWITCH9 BRACKET R-1019-176-2/08R 1 ●●●10 BRACKET R-1019-176-1/08R 1 ●●●11 CHOKEL1 R-4034-091-1R 1 ●●●THERMAL SENSOR 140°C1115-769-013R 1●●●THERMAL SENSOR 65°C 1115-769-063R 1 ●●●12 RESISTOR R1, R2 R-2013-035-2R 2 ●●●13 RECTIFIERV1 R-0010-240-1R 1 ●- - RECTIFIERV1 R-0010-241-1R 1 - ●- RECTIFIERV1 R-0010-242-1R 1 - - ●THERMAL SENSOR 80°C1115-769-003R 1●●●THERMAL SENSOR 115°C1115-769-004R 1●●●14 BRACKET R-1019-175-1/08R 1 ●●●15 PARTITION R-3019-135-1/08R 1 ●●●16 FAN R-8040-055-3R 1 ●●●17 REARPANEL R-3019-137-1/08R 1 ●●●18 BRACKET R-1019-153-1/08R 1 ●●●19 SHELF R-3019-128-1/08R 1 ●●●20 STICKER 2719-107-732R 1 ●●●21 RUBBER CABLE BUSH 1373-182-004R 4●●●22 RUBBER CABLE BUSH 1373-182-002R 4●●●23 CONDUCTOR RAIL D-2218-186-1R 1●●●24 SHUNT 0941-712-026R 1●●●25 DIVIDER R-3019-136-1/08R 1 ●●●26 BRACKET R-1019-159-1/08R 1 ●●●27 REEL HUB STANDARD 0744-000-192R 1●●●28 PLASICNUT B11035-1 1 ●●●29 STICKER(PLUS) R-0010-281-1/R 1 ●●●30 STICKER(MINUS) R-0010-281-2/R 1 ●●●31 TERMINAL BLOCK OF CHANGINGPOLARITY X17 K14077-1 1●●●32 STICKER R-0010-275-1R 1 ●●●33 KNOBS 9ET13639-3R 1 ●●●34 SHIELD R-1019-158-1R 1 ●●●35 SHIELD R-1019-187-1/08R 1 ●●●36 SHIELD R-1019-186-1/08R 1 ●●●37 STICKER R-0010-219-1R 1 ●●●Figure B: Machine AssemblyItem Description Part Number QTY 1 2 3 4 5 6 7 PANEL R-3019-139-1/08R 1 ● - -38 FRONTFRONTPANEL R-3019-139-2/08R 1 - ●●39 SOCKETS X2, X3 C-2986-001-2R 2 ●● -SOCKETS X2, X3 C-2986-001-3R 2 - - ●40 COVER R-1019-155-1/02R 1 ●●●41 STICKER R-0010-211-1R 1 ● - -STICKER R-0010-212-1R 1 - ● -STICKER R-0010-214-1R 1 - - ●42 QUICK CONNECT COUPLING D-1901-074-1R 2 - - ●SLEEVE 1361-599-708R 1 ●●●43 EURO44 STICKER R-0010-244-1R 1 ● - -STICKER R-0010-217-1R 1 - ●●45 KNOB 9ET10491R 1 ●●●46 PC BPARD US67-2 C-3731-400-2R 1 ●●●47 PC BOARD PD-5 0918-432-073R 1 ●●●S3 1115-270-019R 1 ●●●48 SWITCH49 BLACK FLAME SHIELD 1115-299-073R 1 ●●●H1 0917-421-024R 1 ●●●50 LAMPS6 1115-280-004R 1 ●●●51 SWITCH52 SWITCHS7 1115-280-005r 1 ●●●53 POTENTIOMETER R11,R12, R13 1158-113-304R 3 ●●●54 RIGHT SIDE PANEL R-3019-140-1/02R 1 ●●●55 HINGLES D-3574-007-1/33R 2 ●●●56 RIGHT SIDE PANEL R-1019-184-1R 1 ●●●57 LOCK 0654-610-004R 2 ●●●Figure D: Machine AssemblyItem Description Part Number QTY 1 2 3 4 5 6 794 EURO SOCKET X1 C-2985-006-1R 1 ●●●95 OUTLET GUIDE D-1829-066-4R 1 ●●●96 WIRE FIDER COMPLETE 0744-000-241R 1●●●●●●97 MOTOR M2 1111-722-047R 198 WOODROF KEY 0646-231-102R 1●●●●●●99 SLEEVE 1361-599-720R 4100 SLEEVE D-1869-033-3R 2 ●●●Figure E: Wire Drive AssemblyItem Description Part Number QTY 1 2 3 4 5 6 7 COMPLETE 0744-000-241R 1 ●●●FIDERWIREPLATE 0646-233-002R 1 ●●●101 FEED102 FIXING ARM COMPL. 0646-233-015R 2 ●●●GUIDE 0646-233-025R 1 ●●●103 INLET104 AXIS PRESSURE ARM 0646-233-003R 2 ●●●105 SPRING PRESSURE ARM 0646-233-013R 2 ●●●106 LEFT PRESSURE ARM COMPLETE 0646-233-007R 1 ●●●107 RIGHT PRESSURE ARM COMPLETE 0646-233-005R 1 ●●●GUIDE 0646-233-023R 1 ●●●108 INTERMEDIATE109 AXES OF DRIVE ROLL 0646-233-020R 2 ●●●110 GEAR WHEELS ROOL 0646-231-090R 2 ●●●111 GEAR WHEEL MOTOR 0646-233-028R 1 ●●●112 COVER 0646-233-027R 1 ●●●CAP 0646-233-022R 2 ●●●113 FIXINGMiscellaneous Items (not shown in figure A, B, C, D, E)Item Description Part Number QTY 1 2 3 4 5 6 7●●●1114 WIRING HARNESS A (PRIMARY) R-5041-142-1R●●●1115 WIRING HARNESS B (PRIMARY) R-5041-143-1R●-116 WIRING HARNESS OF COOLER R-5041-144-1R1-●●●117 WIRING HARNESS (SECONDARY) R-5041-146-1R 1118 WIRING OF SYNERGIC R-5041-147-1R 1 ●●●119 WIRING HARNESS (PROMARY) R-5041-152-1R 1 ●●-120 WIRING HARNESS (PROMARY) R-5041-152-2R 1 - - ●121 WIRING HARNESS (SECONDARY) R-5041-153-1R 1 ●●●Electrical SchematicFILTER 51 XSWITCHES 7, 8, 42,57, 59,60, 61X XCONTACTOR 56 X X X BLACKFLAMESHIELD 43 X KNOBS 29,40 XGAS SOLENOID 53 X X XWIRE FEEDER 33 X X X TERMINAL BLOCK 47, 48, 58 X X POWER LEAD 75 X X X WORK LEAD 80 XHOLE PLUG 73, 74 XRUBBER CABLE BUSH 20, 21 XCABLERELIEF 67,68 X CONDUCTORRAIL 22,23 XLAMP 41 X XQUICK CONNECT COUPLING 38,79 XGASCONNECTOR 72 XCAPACITOR 50 X THERMALFUSE 76 X X X。
CP350功率表说明书
壹.前言CP-300系列是智慧型多功能功率表,采用微处理控制,辅以软体校正方式达到CLOSE CASE校验境界,有校正容易,维修方便的优点,拥有7种量测功能、4组显示视窗,一组RS-232界面,7种量测功能分是V、A、Hz、W、PF、VA、VAR。
而V、A、Hz各以一组视窗显示,余W、PF、VA、VAR则共用一视窗。
V、A各有3档,瓦特则多至9档。
具有手动及自动换档功能,频率表采用全自动换档,V,A,Hz频宽高达100KHz,非常适合于高频率电源测试。
RS-232界面为标准配备,可搭配在ATE上使用。
CP-300系列智慧型功率表有下列机种:1-1附件︰选购配备︰1-2参.规格特性Basic specificationLine measure :Single phase, two conductor (1Ø2ω)Values measured :Voltage, current, Active power, Power factor,reactive power, apparent power, frequency.Measurement ranges :Voltage, current and active power see separatetable of ranges and resolutionFrequency:10Hz~100KHzOperating principle :Voltage and current:True RMSPower:Analog multiplier circuit.Range selection :Auto or manual (remote via RS-232)Sampling rate :3.3 times/secInput impedance :Voltage:approx 1MΩCurrent:approx 10mΩ(CP-310, CP-320A)approx 5mΩ(CP-350) Maximum allowable input :Voltage:650VrmsCurrent:20A RMS 50A peak(CP-310, CP-320A)50A RMS 125A peak (CP-350) Maximum common mode:Voltage and current input terminals:600Vrms voltageCrest factor :3Input method :Voltage:resistance dividerCurrent:shuntInput terminals :Large binding posts.Effective input range :5% to 100% of the set range.Temperature Coefficient :Less than ±0.05% f.s/℃Averaging function :Displays computed average (fix 3 measured).Computing FunctionComputing Range :VA, VAR:Voltage and current rangePF :Zero to unity leading or lagging.Computing Accuracy :VA, VAR:±0.05% of rated valuePF :±0.0013-1Frequency measurement functionOperating principle:Reciprocal counting method.Measurement range:5% to 100% set range (10Hz~100KHz)Auto Range:450Hz/10KHz/100KHzAccuracy:±1 DGT of the rangeMeasurement cycle:3.3 times/secDisplay Range:10.00Hz~99999Hz (5 digits)InterfaceRS-232:Baud Rate :1200,2400,9600 bpsTransmission system:Start-stop synchronization. 8 bit ,1 stop bit ,none parity Accuracy (at 23℃±5℃, power factor 1, warm-up time at least 30 minutes) Power Range and Resolution3-2※规格若有变更恕不另行通知3-3(12)电流显示器:测量电流显示,最大显示值为20.00A。
CT-350说明书
Hipot Calibratio
C A
(9)
C64 A64
D01
B01
D B
D64 B64
(12)
(11)
(10)
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12)
LCD 液晶显示器 S1~S6 操作辅助键(SoftKey) PASS & FAIL & HIPOT LED 控制按键(EditKey)群组 量测键[TEST] 量测快速键群组 系统重置(Reset)键 系统按键(SysKey)群组 32PIN 治具接头,图标为 128Pin,共有 4 槽接头 点位搜寻接头 高压校正输出接头 电源切换开关
CT-350/355
1
目录
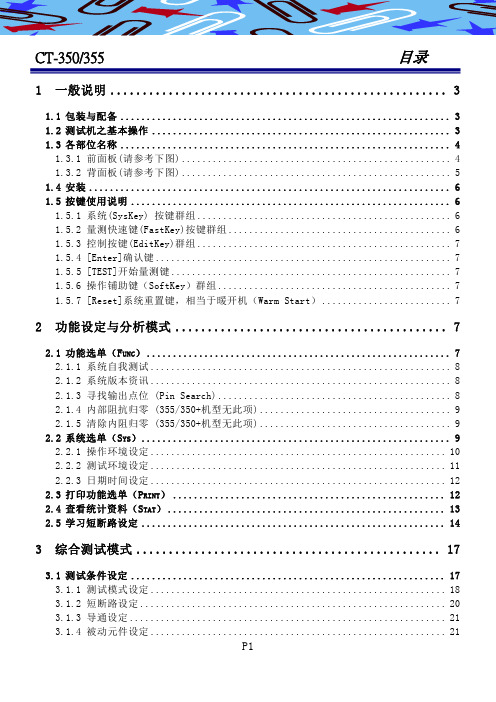
一般说明 .................................................... 3
1.1 包装与配备 ............................................................... 3 1.2 测试机之基本操作 ......................................................... 3 1.3 各部位名称 ............................................................... 4 1.3.1 前面板(请参考下图) .................................................... 4 1.3.2 背面板(请参考下图) .................................................... 5 1.4 安装 ..................................................................... 6 1.5 按键使用说明 ............................................................. 6 1.5.1 系统(SysKey) 按键群组 ................................................. 6 1.5.2 量测快速键(FastKey)按键群组 ........................................... 6 1.5.3 控制按键(EditKey)群组 ................................................. 7 1.5.4 [Enter]确认键 ......................................................... 7 1.5.5 [TEST]开始量测键 ...................................................... 7 1.5.6 操作铺助键(SoftKey)群组 ............................................. 7 1.5.7 [Reset]系统重置键,相当于暖开机(Warm Start) ......................... 7
power mig 350mp 操作手册说明书
POWER MIG ®350MPOPERATOR ʼS MANUALIM859May, 2012Safety Depends on YouLincoln arc welding and cutting equipment is designed and built with safety in mind. However,your overall safety can be increased by proper installation ... and thoughtful operation on your part. DO NOT INSTALL,OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READ-ING THIS MANUAL AND THE SAFETY PRECAUTIONS CON-TAINED THROUGHOUT.And,most importantly, think before you act and be careful.For use with machine Code Numbers: 11147Copyright © Lincoln Global Inc.This manual covers equipment which is nolonger in production by The Lincoln Electric Co. Speci cations and availability of optional features may have changed.vvRead this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:TECHNICAL SPECIFICATIONS – POWER MIG®350MP®350MPGUN HANDLESET SCREWSET SCREW INSULATION TUBEFEEDR END CABLE HANDLECLAMPING SCREWGUN TUBE9/16 (14.3mm)GAS DIFFUSERNOZZLE INSULATION GAS NOZZLEMOLDED GAS PLUGLINER ASSEMBLY (LINER BUSHING TO BE SEATED TIGHT AGIANST BRASS CABLE CONNECTOR)BRASS CABLE CONNECTORLINER TRIM LENGTHFIGURE A.3FIGURE A.45. MULTI-PROCESS PANEL - This panel enables selection of weld modes as well as adjustment of certain weld parameters within each weld mode.The eight discrete LED ʼs are used to identify which selec-tion will be shown on the display. The possible selections are:• Weld Mode (Process selection choices)• Preflow / Postflow • Run-In • Start • Arc Control • Crater • Burnback • SpotOnly one LED will be illuminated at any time. The Weld Mode attribute will always be a valid selection (the other attributes may not be available in all processes).5A. SELECT Toggle Switch• This switch toggles through the 8 selections detailed above the switch.• A red LED is located next to each possible selection and is illuminated when that choice can be changed.5B. Display Meter• This meter displays the active weld mode (a set of weld parameters that have been determined to pro-vide the recommended results for a particular welding process) when the “Weld Mode” LED is illuminated or when any one of the other seven LED ʼs is illuminated the meter indicates what value that welding parame-ter has been set to.5C. SET Toggle Switch• This switch adjusts (up or down) the value shown on the display meter. When the WELD MODE LED is illu-minated, this switch is changing the weld mode of the machine. The most commonly used modes are dis-played in the chart on the right half of the Multi-Process Panel.If the LED next to a weld parameter (Preflow/Postflow,Run-In, Start, etc.) is illuminated, the SET switch will adjust the setting of that specific weld parameter. The setting is shown on the display meter.6. ON/OFF POWER SWITCH}Choice of weld parameters that can be plete descriptions of each parameter are found later in this section.2. VOLT / TRIM METER -This meter displays either the voltage or trim value depending on the status of the machine. Located below the display is the text "Volts" and "Trim." An LED light is illuminated to the left of one of these in order to indicate the units of the value displayed in the meter.CV Processes• Prior to GMAW and FCAW operation, the meter displays the desired preset Voltage value.• Prior to synergic GMAW-P and GMAW-PP oper-ation, the meter displays the desired preset Trim value. Trim adjusts the synergic default voltage as a percentage of that voltage. A trim value of 1is the default and results in the recommended voltage setting for a given wire feed speed.Adjusting trim to a value of .95, adjusts the volt-age to 95% of the recommended voltage.• During Welding, the meter displays actual aver-age volts.• After welding, the meter holds the actual voltage value for 5 seconds. During this time , the display is blinking to indicate that the machine is in the "Hold" period. Output adjustment while in the "Hold" period results in the "prior to operation"characteristics stated above.• After the 5 second "Hold" period, the meter dis-plays the set Voltage (GMAW, FCAW) or Trim (GMAW-P) value.CC Processes• The meter displays the status of the output.• When output is enabled, the meter will display "ON."• When there is no output, the meter will display "OFF."3. OUTPUT CONTROLS - The POWER MIG ®350MP has 2encoder knobs to adjust weld parameters.• Each encoder changes the displayed value of the meter located directly above that encoder.• In CC-GTAW modes, the left encoder sets the maxi-mum welding current. Full depression of a foot or hand amptrol results in the preset level of current.• In CC-Stick and CC-GTAW, the right encoder activates and de-activates the output. Turning the encoder clock-wise enables the output if not using a remote trigger device. To de-energize the output, turn the encoder counter-clockwise. The display above will indicate the "ON" or "OFF" status of the output.4. THERMAL - This status light illuminates when the power source has been driven into thermal overload.5. Loosen the socket head cap screw that holds the connector bar against the gun bushing.Important: Do not attempt to completely remove the socket head cap screw.6. Remove the outer wire guide, and push the gun bushing out of the wire drive. Because of the pre-cision fit, light tapping may be required to remove the gun bushing.7. Disconnect the shielding gas hose from the gun bushing, if required.8. Connect the shielding gas hose to the new gun bushing, if required.9. Rotate the gun bushing until the thumb screw hole aligns with the thumb screw hole in the feed plate.Slide the gun receiver bushing into the wire drive and verify the thumb screw holes are aligned.10. Tighten the socket head cap screw.11. Insert the welding gun into the gun bushing andtighten the thumb screw.AVOIDING WIRE FEEDING PROBLEMSWire feeding problems can be avoided by observing the following gun handling procedures:a.Do not kink or pull cable around sharp corners.b.Keep the gun cable as straight as possible when welding or loading electrode through cable.c.Do not allow dolly wheels or trucks to run over cables.d.Keep cable clean by following maintenance instruc-tions.e only clean, rust-free electrode. Lincoln elec-trodes have proper surface lubrication.f.Replace the contact tip when the arc starts to become unstable or the contact tip end is fused or deformed.g.Keep wire reel spindle brake tension to the mini-mum required to prevent excess reel over-travel which may cause wire “loop-offs” from the coil.e proper drive rolls and wire drive/idle roll pres-sure for wire size and type being used.SPECIAL WELDING PROCESSES AVAILABLE ON THE POWER MIG ®350MPPULSE WELDING (GMAW-P)The pulsed-arc process is, by definition, a spray trans-fer process wherein spray transfer occurs in pulses at regularly spaced intervals. In the time between pulses,the welding current is reduced and no metal transfer occurs.Pulsed-arc transfer is obtained by operating a power source between low and high current levels. The high current level or “pulse” forces an electrode drop to the workpiece. The low current level or “background”maintains the arc between pulses. (See Figure B.5).Pulsed MIG is an advanced form of welding that takes the best of all the other forms of transfer while minimiz-ing or eliminating their disadvantages. Unlike short cir-cuit, pulsed MIG does not create spatter or run the risk of cold lapping. The welding positions in pulsed MIG are not limited as they are with globular or spray and its wire use is definitely more efficient. Unlike the spray arc process, pulsing offers controlled heat input that allows better welding on thin materials, lower wire feed speeds and leads to less distortion and improved overall quality and appearance. This is especially important with stain-less, nickel and other alloys that are sensitive to heat input.In GMAW-P mode,arc control adjusts the background current and frequency of the wave. When arc control goes up, the frequency increases thus increasing the droplet transfer rate.POWER MODE™The Power Mode™ process was developed by Lincoln to maintain a stable and smooth arc at low procedure settings which are needed to weld thin metal without pop-outs or burning-through. For Aluminum welding, it provides excellent control and the ability to maintain constant arc length. This results in improved welding performance in two primary types of applications.• Short Arc MIG at low procedure settings.• Aluminum MIG welding.Power Mode™ is a method of high speed regulation of the output power whenever an arc is established. It provides a fast response to changes in the arc. The higher the Power Mode™ Setting, the longer the arc. If a welding procedure is not established, the best way to determine the Power Mode™ Setting is by experi-mentation until the desired output result is estab-lished.In the Power Mode™ two variables need to be set:• Wire Feed Speed• Power Mode TrimSetting up a Power Mode™ procedure is similar to setting a CV MIG procedure. Select a shielding gas appropriate for a short arc process.• For steel, use 75/25 Ar/CO2shield gas.• For Stainless, select a Helium blend Tri-Mix.• For Aluminum, use 100% Ar.Start by setting the wire feed speed based upon mate-rial thickness and appropriate travel speed. Then adjust the Volts/Trim knob as follows:• For steel, listen for the traditional “frying egg”sound of a good short-arc MIG procedure to know you have the process set correctly.• For aluminum, simply adjust the Volts/Trim knob until the desired arc length is obtained.Note the Volts/Trim display is simply a relative number and DOES NOT correspond to voltage.TIG WELDING:The basic sequence of operation.1. Use SET toggle to select GTAW (Mode 03)2. Adjust desired amperage using WFS/AMPS CON-TROL. If using an optional foot or hand Amptrol to control current this setting will be maximum when the Amptrol is fully depressed or extended.3. Energize output with either a remote trigger deviceplugged into the remote connector, or rotate VOLTS/TRIM CONTROL clockwise.4. Touch tungsten to work piece and lift off to establish the arc.5. START can be set by using the SELECT toggle. Use the WFS/AMPS Control to set the respective start current.a.Choose the correct size contact tip for the elec-trode being used (wire size is stenciled on the side of the contact tip) and screw it snugly into the gas diffuser.b.Be sure the nozzle insulator is fully screwed ontothe gun tube and does not block the gas holes in the diffuser. (NOTE: Insulator is not required when using the optional fixed gas nozzles.)c.Slip the appropriate gas nozzle onto the nozzleinsulator. Adjustable gas nozzles are available witha .62” (15.9 mm) or .50” (12.7 mm) I.D., and in bothstandard (flush) and recessed design. The proper nozzle should be selected based on the welding application. Different length fixed nozzles are also available to fit 350MP and 400 amp gun tubes to allow either spray or short-circuiting transfer weld-ing.Choose the gas nozzle as appropriate for the GMAW process to be used. Typically, the contact tip end should be flush to .12” (3.1 mm) extended for the short-circuiting transfer process and .12”(3.1 mm) recessed for spray transfer. For theOutershield (FCAW) process, 1/8” (3 mm) recess is recommended.GUN TUBES AND NOZZLESa.Replace worn contact tips as required.b.Remove spatter from inside of gas nozzle and fromtip after each 10 minutes of arc time or as required. GUN CABLE CLEANINGTo help prevent feeding problems, clean cable liner after using approximately 350MP pounds (136 kg) of electrode. Remove the cable from the wire feeder and lay it out straight on the floor. Remove the contact tip from the gun. Using an air hose and only partial pres-sure, gently blow out the cable liner from the gas dif-fuser end.GUN HANDLESET SCREWSET SCREW INSULATION TUBEFEEDR END CABLE HANDLECLAMPING SCREWGUN TUBE9/16 (14.3mm)GAS DIFFUSERNOZZLE INSULATION GAS NOZZLEMOLDED GAS PLUGLINER ASSEMBLY (LINER BUSHING TO BE SEATED TIGHT AGIANST BRASS CABLE CONNECTOR)BRASS CABLE CONNECTORLINER TRIM LENGTHFIGURE D.1This Troubleshooting Guide is provided to help youlocate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptomsthat the machine may exhibit. Find the listing thatbest describes the symptom that the machine isexhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” lists the obvious external possibilities that may contributeto the machine symptom. Step 3.RECOMMENDED COURSE OF ACTION This column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.Service and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________PUSH PULL WIRE FEEDING PROBLEMSSTALL FACTOR- an adjustment on the POWER MIG®350MP that allows the welder to adjust the maximum amount of power going to the rear drive motor. The purpose is to send only enough power to the rear drive motor to pull the wire off the spool and get the wire up the torch liner.STALL FACTOR NUMBER ADJUSTMENT1. Turn the POWER MIG®350MP off.2. Hold the Push-Pull Torch trigger in and turn the power back on. Continue to hold the trigger in while machinepowers up.3. Once the machine displays "SF" in the left display and a number 5 to 35 in the right display the trigger can bereleased.4. Use the volts / trim knob to adjust the Stall Factor Number.5. Once the Stall Factor Number is adjusted push the select switch up.6. The display should scroll the word “SAVEd” if the number was changed. The display will scroll "no CHANGE" ifthe SF number was not changed.7. The machine should automatically switch back to normal operation after it is done saving the SF number. POWER MIG®350MP“CLEAR ALL” PROCEDURE1. Hold “select” switch up while powering up machine.2. Release “select” switch when displays show “Press Pin”.3. Turn the right “encoder knob” until displays show “Clr All”.4. Toggle the “select” switch up and release.5. Machine will reset itself.JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.。
CPVM-350使用说明书
使用说明书 CPVM350使用说明书编号CPVM-350 P30014目 录① 安全注意事项 (1)② 敬请遵守的安全事项 (2)③ 使用时的注意事项 (6)④ 标准配置及附件 (7)⑤ 各部位名称 (9)⑥ 必需的电源设备 (10)⑦ 搬运与设置 (11)⑧ 连接与安全接地 (13)⑨ 焊接准备 (16)⑩ 操作方法 (22)⑪ 功能 (46)⑫ 维护保养及故障修理 (53)⑬ 零部件一览表 (60)⑭ 规格 (62)⑮ 关于售后服务 (66)①安全注意事项● 请在认真阅读本使用说明书后正确使用。
● 为使您能安全使用机器,并防止您及他人遭受伤害,请遵守本使用说明书中所列注意事项。
● 虽然本焊机在设计、制造中充分考虑了安全性,但为避免发生重大人身事故,使用时请遵守本说明书中的注意事项。
若使用时不遵守本说明书中的注意事项,可能会导致重大人身事故的发生。
● 错误操作焊机会引发伤害、事故。
本使用说明书将错误操作引发的危害分为三个等级,分别用注意标识符和警告用语予以警告。
在电焊机中的标识符及警告用语与此说明书中的含义相同。
·注意标识符表示一般情况。
·上述重大人身事故是指包括失明、外伤、烫伤(高温、低温)、触电、骨折、中毒等会留下后遗症或者需长期住院治疗的伤害。
中度伤害和轻伤是指不必长期住院或者长期去医院治疗的外伤、烫伤、触电等。
物质损害指财产的破坏和由机器伤害引发的重大损失。
另外,在使用机器时,“必须的操作”、“禁止的操作”由下列标识符及警告用语表示。
·标识符针对一般情况。
② 敬请遵守的安全事项危险为避免发生重大人身事故,请遵守以下注意事项。
● 焊接机在设计、制造中充分考虑了安全性,但为了避免发生事故,使用时请遵守说明书中所列注意事项。
● 关于输入侧动力电源施工、设置场所的选择、高压气体的使用保管以及管道施工、焊接后工件的保管和废弃物的处理,请按照相关法规或贵公司的标准执行。
CPXDS-350,500使用说明书
牡丹江欧地希焊接机有限公司使用说明书/MAG焊接机 微电脑数字控制C02X D 5 0 0 SX D 3 5 0 S目 录1. 安全注意事项 (1)2. 敬请遵守的安全事项 (2)3. 使用注意事项 (5)4. 标准配置及附件 (6)5. 各部位名称及功能 (7)6. 必需的电源设备 (9)7. 搬运与设置 (10)8. 连接与安全接地 (11)9. 焊接准备 (15)10. 焊接操作 (17)11. 功能 (27)12. 维护保养及故障修理 (30)13. 零部件一览表 (40)14. 规格 (42)15. 关于售后服务 (45)No.C0180/C01811. 安全注意事项● 请在认真阅读本使用说明书后,正确使用。
● 本使用说明书所列注意事项,是为使您能安全使用机器、并使您及他人免受伤害。
● 本焊机设计、制造,虽然充分考虑了安全性,但在使用时,为避免发生重大人身事故,故务请遵守本使用说明书中所列注意事项。
● 错误操作焊机会引发不同等级的伤害、事故。
本使用说明书将危害等级分为3级,用注意标识符及警告用语予以警告,此标识符及警告用语在电焊机中亦表示相同的意思。
·注意标识符表示一般情况。
·上述重大人身事故是指失明、外伤、烫伤(高温、低温)、触电、骨折、中毒等,会遗留后遗症及须长期去医院进行治疗的伤害或死亡。
中度伤害及轻伤,指不必长期住院或长期去医院进行治疗的外伤、烫伤、触电等。
物质损失指涉及财产损失及机器损坏而引发的扩大损失。
No.C0180/C01812.敬请遵守的安全事项No.C0180/C0181 2.敬请遵守的安全事项(续)No.C0180/C01812.敬请遵守的安全事项(续)No.C0180/C01813. 使用注意事项●本焊机的额定负载持续率为XD500S: 500A 60% XD350S: 350A 50%●因焊枪等其他机器亦限制负载持续率,在一起配套使 用时请按其中额定负载持续率最低的为基准使用。
千野温控器cp350中文说明书
千野温控器cp350中文说明书一、主要功能1.温度调节:CP350可以根据设定的温度范围自动调节室内温度,提供舒适的居住环境。
2.温度监测:它能准确测量室内温度,并将其显示在大屏幕上,方便用户实时了解当前温度情况。
3.时间设置:用户可以根据需求设置每天的温度变化曲线,实现自动化的温度调节。
4.节能模式:CP350可以根据用户设定的时间段,自动调整温度,以节约能源和降低电费。
5.报警功能:当温度超出设定范围时,CP350会发出警报提醒用户及时处理。
二、操作界面CP350的操作界面友好简洁,配有大屏幕显示,方便用户进行设定和监控。
它使用中文显示,让用户更容易理解和操作。
1.设定温度:用户可以通过触摸屏上的按钮进行设定,只需单击上下箭头,即可调整温度设定值。
2.设定时间:用户可以根据自己的需求设定每天的温度变化曲线,以满足各种需求。
3.报警设置:用户可自行设定温度超出预设范围时的报警方式,例如声音、闪烁等,确保用户不会忽略报警信息。
三、性能优势1.高精度:CP350采用先进的传感器技术,能够准确测量室内温度并实时反馈。
2.全自动化:用户只需设置温度范围和时间,CP350将自动调节温度,无需人工干预。
3.节能环保:CP350可根据时间段自动降低温度,达到节约能源和降低电费的目的。
4.高可靠性:CP350采用高品质的元器件和稳定的电路设计,确保长时间稳定运行。
5.多样化安装:它可轻松安装在墙壁上,与室内装饰完美融合。
总结:千野温控器CP350以其多种功能和用户友好的操作界面受到广泛的认可。
它可实现精确温度调节,节省能源,提供舒适的室内环境。
无论是家庭还是商业建筑,CP350都是一款值得信赖的温度控制设备。
Lincoln Electric XMT 350 CC CV 多过程焊接机说明书

Issued Nov. 2019 • Index No. DC/18.93Power source is warranted for three years, parts and labor. Original main power rectifier parts are warranted for five years.XMT 350 CC/CV shownXMT ®Multiprocess WeldingPower SourcePortability and excellent arc performance make the XMT family the most popular in the industry.With multiprocess capabilities and features like Auto-Line, the XMT 350 is portable and versatile for applications from jobsites to the factory floor.Input power managementfor portabilityLightweight and portableCONVENIENTHANDLESLESS SPACEBest multiprocesscapabilitiesBETTERWELDSWITH LESSREWORKWestermans International Ltd Unit 4 Midland Distribution CentreMarkfield Road, GrobyLeicester, LE6 0FS********************** Tel:+44(0)116 26969412Choosing the Correct XMT ®350XMT 350 CC/CVFlexibility and simplicity make this the most popular model. It has the core multiprocess capabilities along with the flexibility of a 14-pin for spool guns, feeders, and remote controls.XMT 350 MPaBuilt-in pulse programs for manufacturing and fabrication applications that havebenefits for standard steels, high-strength steels and aluminum.MOST POPULAR!3XMT ®350 Series FeaturesVersatility For portability and reliability, Auto-Line allows for any input voltage hookup(208–575 V, single- or three-phase) with no manual linking, providing convenience in any job setting. Ideal solution for dirty or unreliable input power.14-pin receptacle has the flexibility to remote controls.Optional 115-volt auxiliary power provides 10 amps of circuit-breaker-protected power for coolant systems, etc.Optional Welding Intelligence ™ system. XMT CC/CV and MPa models areInsight-capable to monitor weld voltage, amperage, and arc-time and percentage.Multiprocess weld qualityHigh-quality performance in all welding processes.Adaptive Hot Start ™ makes starting stick electrodes easy without creating an inclusion.Infinite arc control available in the stick and wire modes for easier fine tuning of tough-to-weld materials and out-of-position applications.Lift-Arc ™ provides arc starting thatminimizes contamination of the electrode and without the use of high-frequency.ReliabilityWind Tunnel Technology.™Internal air flow that protects electrical components and PC boards from dirt, dust and debris… greatly improving reliability.Fan-On-Demand ™ cooling system operates only when needed, reducing noise, energy use and the amount of contaminants pulled through machine.Lightweight aerospace-grade aluminum case offers protection with the benefit of reduced weight.Dinse-style weld disconnects provide high-quality weld cable connections.Note: Two Dinse-style connectors are supplied with each Dinse machine.Welder friendly control panelProcess selector switch reduces the number of control setup combi n ations without reducing any features. Large, dual digital meters are easy to view and are presettable to ease setting weld output.Ultra-tough, polycarbonate-blended cover protects front controls from damage.Primary voltage display shows what primary voltage the power source is linked for without removing the side panels. Saves time and assures you that the power source has been correctly linked for available input voltage. Auto Remote Sense ™ enables unit to automatically use remote control if connected to remote control receptacle.PortabilityJobsite mobility is made easy with a small, compact design and Auto-Line technology.XMT 350 CC/CV panel shown4Additional XMT ®350 MPa FeaturesAdditional features when using a 70 Series MPa Plus feeder or XR-AlumaFeed ® feeder.Synergic pulsed MIG. As you increase/ decrease the wire feed speed, the pulse parameters increase/decrease, matching the right amount of power output to match the wire speed, eliminating the need to make additional adjustments. Profile Pulse ™ provides TIG appearance with MIG simplicityand productivity. Achieve “stacked dimes” without gun manipulation. Profile Pulse frequency can be changed to increase or decrease the spacing between the ripple pattern to achieve the desired weld appearance.Added capabilities with Insight Core.™ When using an MPa Plus feeder, wire deposition is added to the Insight Core capabilities.Advanced arc control enables an improved pulse welding arc. The operator has more control over puddle and bead characteristics using SharpArc.. In addition, the unit provides a more robust and stable arc at very low arc length, reducing heat input, and providing the ability to weld on a wider range of material thickness.SharpArc ® controls the arc in pulsed MIG mode andgives total control over the arc cone shape, puddlefluidity and bead profile. If a gas is used other than what is listed in the chart above, SharpArc can beadjusted to help customize your arc to the gas beingused. Lower SharpArcsettings widen the arc cone, increase puddle fluidity and flattens the weld bead. Built-in pulsed MIG programs provide reduced heat affected zone, weld in all positions, great for thick-to-thin metal, good gap filling ability and faster travel speeds and deposition. See the table below for the wide range of pulsed MIG (GMAW-P) welding applications the XMT MPa models can handle.Low Setting High Setting Setup indicator lights •Arc control indicator •Wire type indicator •Gas type indicator •Setup buttonBuilt-in pulse programs for manufacturing and fabrication applications that have benefits for standard steels, high-strength steels and aluminum.Certified by Canadian Standards Association to both the Canadian and U.S. Standards.Performance Data5MIGRunner ™ Cart195445 For single feedersSmall footprint and easily maneuverable, with dual-cylinder rack low enough that you do not have to lift bottles. Durable ergonomic handles are designed for comfort.Note: Not compatible with dual wire feeders.Running Gear Cylinder Rack 300408 For single or dual feedersHolds two large gas cylinders and has gun cable hangers and a consumable drawer in front. A convenient handle allows the cart to be pulled easily through doorways. Power source and single or dual feeders can be mounted to cart and secured.Industrial MIG 4/0 Kit with Dinse Connectors 300405 For single feeders 300956 For dual feedersConsists of flowmeter regulator with 10-foot (3 m) gas hose, 10-foot (3 m) 4/0 feeder weld cable, and 15-foot (4.6 m) work cable with 600-amp C-clamp. Dual kit comes with two flowmeter regulators and gas hoses.Remote ControlsWireless Remote Foot Control 300429 For remote current and contactor control. Receiver plugs directly into the 14-pin receptacle of Miller machine.90-foot (27.4 m) operating range.Wireless RemoteHand Control 300430 For remote current and contactor control. Receiver plugs directly into the 14-pin receptacle of Miller machine.300-foot (91.4 m) operating range.RFCS-14 HD Foot Control 194744 Maximum flexibility is accom p lished with a reconfigurable cord that can exit the front, backor either side of the pedal. Foot pedal provides remote current and contactor control. Includes 20-foot (6 m) cord and 14-pin plug.RHC-14 Hand Control 24221102020-foot (6 m) cord 242211100100-foot (30.5 m) cord Miniature hand control for remote current andcontactor control. Dimensions: 4 x 4 x 3.25 inches (102 x 102 x 82 mm). Includes cord and 14-pin plug.RCC-14 Remote Contactor and Current Control 151086East/west rotary-motion fingertip control attaches to TIG torch using two hook-and-loop fasteners. Includes 26.5-foot (8 m) cord and 14-pin plug.RCCS-14 Remote Contactor and Current Control 043688North/south rotary-motion fingertip control attaches to TIG torch using two hook-and-loop fasteners. Includes 26.5-foot (8 m) cord and 14-pin plug.Extension Cables for Remote Controls and 24 VAC Wire Feeders 242208025 25 ft. (7.6 m) 242208050 50 ft. (15 m) 242208080 80 ft. (24.3 m)14-pin plug to 14-pin socket. Not for use with XR-AlumaFeed ® or 70 Series MPa feeder.Cable Connectors and AdaptersNote: XMT 350 power sources are equipped with Dinse-style connectors for secondary connections.Dinse-Style Connectors042418 Accepts #4 to #1/0 AWG cable 042533 Accepts #1/0 to #2/0 AWG cable Kits include one Dinse-style male plug which attaches to the work and/or weld cables and plugs into the Dinse-style receptacles on the power source.Extension Kit for Dinse-Style Cable Connectors 042419 Accepts #4 to #1/0 AWG cable. Used to adapt or extend weld and/or work cables. Kit includes one male Dinse-style plug and one in-line female Dinse-style receptacle. Extensions for Dinse-Style Cable Connectors 134460 Male Dinse-style plug136600 Female Dinse-style receptacle Used to adapt or extend weld and/or work cables. Accepts #1/0 to #2/0 AWG cable. Dinse/Tweco ® Adapter 042465 Dinse/Cam-Lok Adapter 042466One-piece adapter with Dinse-style male plug (to power source) on one end and Tweco or Cam-Lok female receptacle (for weld cableconnection) on other end.6Genuine Miller ®AccessoriesMIG kit 300405 shown.Wire Feeders/GunsArcReach ® SuitCase ® 8951726 With Bernard ® BTB Gun 300 A 951728 With Bernard ® Dura-Flux ™ gun ArcReach ® SuitCase ® 12951729 With Bernard ® BTB Gun 300 A 951731 With Bernard ® Dura-Flux ™ gunPortable feeder designed to run off of arc voltage. When paired with an ArcReach power source, provides remote control of the power source without a control cord — saving time and money. See literature M/6.55.SuitCase ® 12RC 951580Lightweight, portable wire feeder for a variety of wires up to .062 inch. Holds up to a 12-inch (12RC) spool of wire. Includes remote voltage control, drive roll kit and Bernard ® BTB Gun 300 A. See literature M/6.5.XR ™-S Control 300601Controls offer unsurpassed performance and reliability for feeding aluminum and other difficult-to-feed wire types. Models include .035-inch and factory-installed 3/64-inch drive rolls. See literature M/1.7.XR-AlumaFeed ® 300509Advanced push-pull wire feeder designed for high-volume, high-production aluminum MIG welding where quality and consistency is a high priority. See literature DC/34.0.70 SeriesS-74S 951196 S-74D 951198Features Posifeed ™ wire drive assembly and handles a variety of wires up to 1/8 inch. Includes Bernard ® BTB Gun 400 A. Dual-wire models also available. See literature M/3.0.70 Series MPa Plus S-74 MPa Plus 951291 D-74 MPa Plus 951292Same features as traditional 70 Series plus more. Handles a variety of wires up to 5/64 inch. Includes Bernard ® BTB Gun 400 A. Works synergically with MPa power sources. See literature M/3.0. Extension Cables247831025 25 ft. (7.6 m) 247831050 50 ft. (15.2 m) 247831080 80 ft. (24.4 m)Eleven conductors to support contactor control and remote voltage control on all Miller ®electronic CV 14-pin power sources. Additional functions supported when using MPa power sources include synergic pulsed MIG, remote process select and side select capabilities.Spoolmatic ® 30A 130831WC-24 (137549) required for use with 14-pin receptacles, order separately. A one-pound, air-cooled spool gun that extends the weld process range by adding a handy portable system for small wire MIG. Rated 200 amps at 100% duty cycle. Includes 30-foot (9.1 m) cable assembly.WC-24 Weld Control 137549Required to useSpoolmatic 30A spool gun. Designed for use with Miller CV power sources with 14-pin receptacles and supplying 24 VAC.Welding Intelligence ™Insight Core ™ 14-pin Module 301072 Easy-to-install module brings Insight Corecapabilities to your existing fleet. This simplified, Internet-based weld data solution collects,transmits and presents actionable information to any Web-connected device. Insight Core can help you increase productivity, improve weldquality and manage costs.7Genuine Miller ®Accessories (Continued)Ordering Information Most popular modelsDate:Total Quoted Price:Westermans International LtdUnit 4 Midland Distribution CentreMarkfield Road, GrobyLeicester, LE6 0FS*******************************************:+44(0)1162696941。
快讯 CP350 说明书

M IL IT AR Y S T A N DA RDN OWT ES T E DW I T HCP350EM32C EM22C EM45CB35CWC350/CS35AT33 VL/UL/UM/PM (由下至上)CP350 系列超袖珍型專業手持對講機,設計優良,線條美觀時尚, 是一款具有全新概念, 性價比極高, 充份提高無線通訊技術潛能之超袖珍型專業手持對講機, 其設計以人為本, 圉繞人體工程學的流線型優美外觀, 充份體現了歐州最時尚的設計理念 CP350為鐵路, 司法, 水電, 建筑, 保安, 酒店及餐飲業等帶來了物超所值的理想實用通訊新產品。
結構堅固, 可靠耐用採用聚碳酸酯機殼, 結構堅固, 可靠耐用, 符合嚴格的軍標 MIL-STD810, 適合在任何工作環境使用.操作簡單,大屏幕LCD顯示由於本機按鍵少,所以操作非常簡單而且使用方便,同時,本機還具有一套簡單適用的菜單功能系統,再加上大屏幕LCD的設計,菜單上的各種功能狀態都清晰地顯示在屏幕上,一目了然。
例如有電池電量顯示、發射和接收場強顯示、聲控發射顯示、啞音頻 、2音、5音各種通信信令顯示、掃描和優先掃描顯示等, 方便用戶使用。
信道存儲和電腦編程本機可存儲最多128個信道,而且有16個不同的工作區域存儲不同的信道。
本機可用電腦編程,通過計算機編程線:PC33設置不同的信道和功能參數,寫頻軟件PS350可在網站:免費下載。
一般規格CP350V CP350U1CP350U325 kHz 3.7 VDC ± 2.5ppm ( -30℃ ~ +60℃ )38dB 3%+3, -3 dB from 6 dB per Octave de-emphasis characteristic from 300~3000Hz靈敏度(12dB SINAD)0.2 uV ( -120 dBm)0.158 uV ( -123 dBm)70dB 0.8 W, 8ΩFM 65dB 65dB 60dB60dB2W2W 60dB60dB16組128個( 高 x 闊 x 深 )97 x 49 x 25mm重量 (連電池 )152g136-174 MHz400-430 MHz 440-470 MHz獨身工作者安全操作模式獨身工作者安全操作模式,可在特定時間內發射緊急求援聲響。
3504_欧陆表操作
无事件输出 事件输出有效
Lev1
Prg.TimeLeft 程序剩余时间
时:分:秒
Lev 1
3.1.2
操作
选择并运行一个程序
您将看到的显示 说明
1. 在任何显示状态下, 按 键直到出现右 图这样的用户程序显 示
2. 按 键使 ‘Program’后出现光 标 3. 按 或 键 选择要运行的程序号
4. 按 键
参数名 Program Segment
参数描述 程序号 (或程序名) 段号只有在程序运 行时出现
取值范围 1 到最大的程序数 1 到最大的段号 时:分:秒
缺省值 1 1 只读
可能的访问等级 Lev 1 程序复位 时可修改 Lev 1 Lev 1
Seg Time 段剩余时间 Left 只有在程序运行时 出现 Status 程序状态
SP Rate
Tune (1) PB (1)
设置设定值的变 化速率
启动自整定 设置比例带 Off / On 0 到 99999 Off
Lev 1 alterable in Lev 2
Ti (1) Td (1) R2G (1) CBH (1)
设置积分时 间 设置微分时 间 设置相对冷 却增益 设置上过冲 抑制值
PROG
RUN/HOLD (该键可以被禁 止)
按此键选择常用程序参数
•按一次启动一个程序, ‘RUN’ 灯亮 • 再次按暂停程序。 ‘HLD’ 灯亮 • 持续按住2秒以上将程序复位(退出) 在程序结束时 ‘RUN’ 灯闪烁 在holdback(暂停等待)期间 ‘HLD’ 灯闪烁
换页键。按此键选择新的菜单
Off到99999 Off到99999 0.1到10.0 Au to-99999
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
壹.前言
CP-300系列是智慧型多功能功率表,采用微处理控制,辅以软体校正方式达到CLOSE CASE校验境界,有校正容易,维修方便的优点,拥有7种量测功能、4组显示视窗,一组RS-232界面,7种量测功能分是V、
A、Hz、W、PF、VA、VAR。
而V、A、Hz各以一组视窗显示,余W、
PF、VA、VAR则共用一视窗。
V、A各有3档,瓦特则多至9档。
具有手动及自动换档功能,频率表采用全自动换档,V,A,Hz频宽高达100KHz,非常适合于高频率电源测试。
RS-232界面为标准配备,可搭配在ATE上使用。
CP-300系列智慧型功率表有下列机种:
1-1
附件︰
选购配备︰
1-2
参.规格特性
Basic specification
Line measure :Single phase, two conductor (1Ø2ω)
Values measured :Voltage, current, Active power, Power factor,
reactive power, apparent power, frequency.
Measurement ranges :Voltage, current and active power see separate
table of ranges and resolution
Frequency:10Hz~100KHz
Operating principle :Voltage and current:True RMS
Power:Analog multiplier circuit.
Range selection :Auto or manual (remote via RS-232)
Sampling rate :3.3 times/sec
Input impedance :Voltage:approx 1MΩ
Current:approx 10mΩ(CP-310, CP-320A)
approx 5mΩ(CP-350) Maximum allowable input :Voltage:650Vrms
Current:20A RMS 50A peak(CP-310, CP-320A)
50A RMS 125A peak (CP-350) Maximum common mode
:Voltage and current input terminals:600Vrms voltage
Crest factor :3
Input method :Voltage:resistance divider
Current:shunt
Input terminals :Large binding posts.
Effective input range :5% to 100% of the set range.
Temperature Coefficient :Less than ±0.05% f.s/℃
Averaging function :Displays computed average (fix 3 measured).
Computing Function
Computing Range :VA, VAR:Voltage and current range
PF :Zero to unity leading or lagging.
Computing Accuracy :VA, VAR:±0.05% of rated value
PF :±0.001
3-1
Frequency measurement function
Operating principle:Reciprocal counting method.
Measurement range:5% to 100% set range (10Hz~100KHz)
Auto Range:450Hz/10KHz/100KHz
Accuracy:±1 DGT of the range
Measurement cycle:3.3 times/sec
Display Range:10.00Hz~99999Hz (5 digits)
Interface
RS-232:
Baud Rate :1200,2400,9600 bps
Transmission system:Start-stop synchronization. 8 bit ,1 stop bit ,none parity Accuracy (at 23℃±5℃, power factor 1, warm-up time at least 30 minutes) Power Range and Resolution
3-2
※规格若有变更恕不另行通知
3-3
(12)电流显示器:测量电流显示,最大显示值为20.00A。
(50.00A CP-350 only)
(13)功能指示灯:计有四个指示灯,分别是瓦特、功率因数、
视在功率、无效功率,灯亮时即指示目前显
示器是显示该项目之值。
(CP-310 WATT ONLY)
(14)功能显示器:提供显示瓦特值(有效功率)、功率因素、
视在功率值、无效功率值。
(15)状态显示区: [1] AUTO:灯亮表示目前是在自动换档状
态。
[2] AVG :灯亮表示目前的读值为平均值状
态。
(CP-310 无此功能)
[3] SHIFT:灯亮表示目前键盘是在次功能区
亦即蓝色功能。
[4] REM :灯亮表示目前已进入遥控状态。
[5] ERR :灯亮表示遥控命令错误。
(16)频率显示器:测量频率显示,最大显示数字99999Hz
(FIG 4-1) CP-310 面板
PLFIG01.PCB
(FIG 4-2) CP-320A 面板
UPPLFG01.PCB
(FIG 4-3) CP-350 面板PL50FG01.PCB
(FIG 5-1)
柒.RS-232 使用说明
7.1 概要
CP-310、CP-320A、CP-350 系列POWER METER均具有RS-232界面能力,档位及功能均可由R2-232界面来控制。
连线状态,均可由面板之REM及ERR灯指示,REM灯亮,表示连线正确,ERR灯亮表示连线错误。
7-1
7.4 资料输出格式
可分为各别电压,电流,功率输出格式如下表一,频率输出格式如下表二,及电压,电流,功率,频率一起输出格式如下表三。
7-2
7.5 RS-232 操作说明
1.BAUD RATE 设定︰
先按面板上‘SHIFT’ 键至SHIFT 灯亮,然后按BAUD RATE (←→)方向键,则上次设定值将显示于显示器,若继续按BAUD RATE (←→)方向键,则显示器会循环显示9600,2400,1200,然后按ENTER键确认。
2.指令使用说明︰
于多重指令间须以“;” 或空格为分界号,指令字串须以(LF)或(CR)为结束字元。
使用范例如下︰
7-3
附录壹:外接CT、PT配线图(FIG A1-1) Current Transformer Connections
(FIG A1-2) Potential Transformer Connections
附录贰:加载使用范例。