变频器在转炉倾动抱闸控制系统中的应用
西门子S120变频器在转炉中的应用
西门子S120变频器在转炉中的应用桂立波① 徐慧明(广东省阳春新钢铁有限责公司炼钢厂 广东阳春529600)摘 要 采用西门子新一代变频器S120为核心来升级转炉倾动主从控制系统,通过组建新的控制方式来提高转炉控制的精度和平稳性。
系统中采用一台西门子CU320-2控制单元控制4台西门子功率单元,控制单元与功率单元通过CLIQ连接,功率单元与plc通过profibus dp连接。
实现通过一台西门子CU320-2控制单元控制4台西门子功率单元的主从控制方式实现多轴控制,极大的提高了机械传动的同步性,消除了同步差异性引起的变频报故带来的生产风险因子。
通过我们公司的实践表明采用一台控制单元实现多轴同步控制与老一代一对一通控制方式比对,无论是从控制方式、结构设计都优于前者。
关键词 变频器 转炉 倾动系统 主从控制中图法分类号 TF3 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 027ApplicationofSiemensS120FrequencyConverterinConverteGuiLibo XuHuiming(SteelmakingPlant,GuangdongYangchunNewSteelCo.,Ltd.,Yangchun529600)ABSTRACT ThenewgenerationofSiemensinverterS120isadoptedtoupgradetheconvertertiltingmaster slavecontrolsystem,andtheprecisionandstabilityofconvertercontrolareimprovedbyestablishinganewcontrolmode.Inthesystem,aSiemensCU320 2controlunitisusedtocontrol4Siemenspowerunits.ThecontrolunitandpowerunitareconnectedthroughCLIQ,andthepowerunitandplcareconnectedthroughprofibus dp.Themulti axiscontrolisrealizedthroughthemaster slavecontrolmodeofcontrollingfourSiemenspowerunitsbyoneSiemensCU320 2controlunit,whichgreatlyimprovesthesynchronizationofmechanicaltransmissionandeliminatestheproductionriskfactorscausedbyfrequencyconversionalarmcausedbysynchronizationdifference.Thepracticeofourcompanyshowsthatthemulti axissynchronouscontrolusingonecontrolunitissuperiortotheoldgenerationone to onecontrolmode,bothintermsofcontrolmodeandstructuredesign,anditisworthpopularizingandadopting.KEYWORDS Frequencyconverter Converter Tiltingsystem Master slavecontrol1 前言西门子官方公布西门子6SE70系列变频器于2011年10月宣布全部停产,新一代的西门子S120变频器作为迭代产品已成为电气传动领域的主力军。
Varispeed G7变频器在转炉倾动系统中的应用

[] 傅 丰礼 , 孝镐.异 步电动机设计手册E ] 1 唐 Z .机
械 工业 出版社 , 0 2 1 2 0 .
[ ] 赵 家礼 . 2 电机 修 理 技 师 手 册 [ ] 机 械 工 业 出版 Z.
社 ,0 3 1 2 0 .
按 () 2 式求得 :
I 一4 . ~4 . A,oi 3 . 5 ~ 2 . 2 , 。 3 5 0 5 I/ N 0 8 8 7 % 两
一 3 0 I = 1 1 ,C SP 8 v, N 4A O( N= 0 8 K I 6 5 K 1 6 . 7, 一 . , 一 . ,
机 , 出 了原 因 : 是 铁 芯老 化 ; 找 一 二是 因 电机 运转 时 间
较 长 , 砂 磨损 铁 芯 表面 , 铁 芯表 面遭 受 磨 损 , 隙 风 使 气
增大 。 参考 文献
经大修后实测空载电流 I=5.A, 。 o 28 即 / 一 i
3 .5 , 74 % 试确 定该 电机 空 载 电流是 否合 格 。
同理 , ( ) 按 1 式求得 :
I 一4 . 0 7 I/N 9 5 ; o 1 6 0 A,oi 一2 . 0/ 9 6
机, 原采 用接 触 一继 电方 式 控制 , 过 L 通 K一8 0 5型 /.
作 的机 械持 续性 较差 , 调速 范 围受 限制 , 由于工 作 电 且
压高 , 控制 系统相对可靠性和 稳定性 较差 , 障率极 故
高 , 重制 约 了生产 的连 续进行 。 严 为获 得较好 的动 态加
( te - m et g P a to h n i w n a g S e lCo L n e h n i0 1 0 Ch n ) Sel li ln fS a x n Ne Li g n t e ., i f n S a x 4 0 0, ia
变频器在转炉倾动中的设计与应用
变频器在转炉倾动中的设计与应用周芝峰上海电机学院摘要:针对转炉倾动机构负载的控制特点,重点介绍了DTC变频器控制系统的设计、选型及参数配置,并就采用PLC和编码器实现准确位置控制的原理和方法做了分析。
关键词:转炉变频器位置控制Application and Design of Technology in Tilting FurnaceZhou ZhifengAbstract: countered the characteristic of tilting furnace, The paper introduces the design and selection and parameter configuration. But also, will analysis the used PLC and encoder for principle of position control.Keywords: tilting furnace inverter position control1 引言转炉的倾动和氧枪控制是转炉系统控制的核心,是关系产品质量和生产安全的关键环节,某公司第二炼钢厂的30 t转炉倾动装置,由4台电机驱动,低速轴刚性连接。
在此之前,由于大转矩启动、大调速范围运行的要求,转炉倾动系统是采用直流电机驱动,控制系统采用了逻辑无环流直流调速系统。
该设备是20世纪90年代初期产品,故障率较高。
另外,炉体倾动的角度控制也没能很好的解决,时常由于机械式主令的触头松动错位而造成事故;如超过角度极限时会造成“倒钢”,有时停车不到位,钢水不能进钢包,造成“跑钢”等等。
此次改造,在主体结构不变的前提下,拟将炉容增大至33 t,经用户同意,我们把直流传动改为交流电机变频驱动,改造后控制系统可以做到大力矩启动,平稳加速、平滑变速。
采用PLC 控制,减少了有接点系统带来的故障。
用旋转编码器作为位置检测元件,配合高速计数器,进行定位控制,开辟了一个定位控制的新途径。
ABB变频器现场总线控制方式在转炉倾动系统的应用
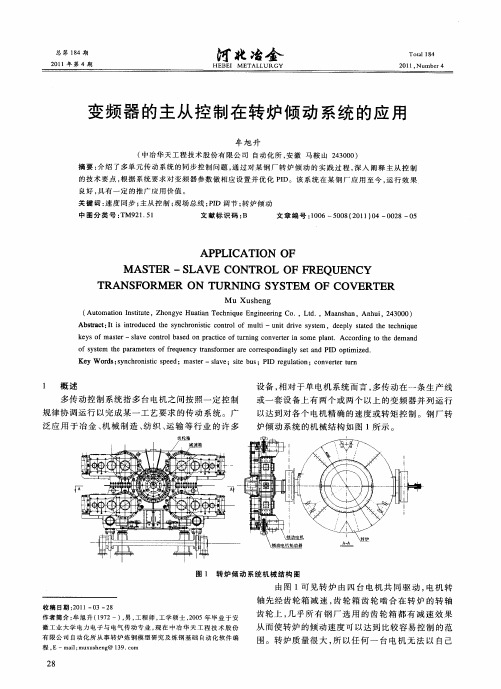
ABB变频器现场总线控制方式在转炉倾动系统的应用作者:王西庆来源:《硅谷》2014年第12期摘要主要介绍ABB变频器在转炉倾动系统上的应用,着重分析现场总线控制方式的组成和控制方法,现场总线控制方式在第二炼钢厂转炉倾动的控制系统中起到了良好的效果。
关键词ABB变频器;现场总线;控制方式中图分类号:TM921 文献标识码:A 文章编号:1671-7597(2014)12-0116-01日照钢铁有4座120T转炉,5#6#转炉倾动控制采用主从式控制方式,7#8#转炉倾动控制采用现场总线控制方式,在现场的应用中都满足了倾动使用的要求。
四台一次减速机若不同步传动势必造成一、二次减速机齿轮打齿,造成设备损坏和停炉检修,所以转炉倾动电机的同步运行是倾动控制中的重要课题,现场总线式控制方式在控制调速和维护上体现出很大的优势。
1系统组成日钢120T转炉炉壳为全焊接式固定炉底结构,转炉托圈为焊接箱型结构,其内通循环水冷却。
倾动装置采用全悬挂扭力杆平衡形式。
由以下几部分组成:驱动电机、一次减速机、二次减速机、扭力杆平衡装置和润滑装置等。
转炉倾动系统采用全正力矩方式,即转炉倾动到任一角度时都保证是正力矩,确保转炉在360度回转过程中都是正力矩,事故断电时转炉能够以自身重力自动返回垂直位置,从而避免翻炉泼钢事故的发生。
现场使用4台132 kW变频电机通过4台一次减速机同步转动带动一台二次减速机实现倾动,采用4台ABB公司生产的ACS800-04-0400-3变频器驱动。
转炉倾动速度为0.1~1.0~1.3r/min。
2硬件设计120T转炉倾动装置驱动电机,国内外以往一直采用直流电动机,随着交流变频控制技术的发展,交流传动系统得到了广泛应用,并逐步取代直流传动控制系统。
4台YTSZ355M1-10 132 kW变频电机由4台有较强过载能力的ACS800变频器驱动,主回路采用一对一的结构,以便提高系统的可靠性和灵活性。
变频器通过Profibus-DP总线链接在S7-400PLC上。
6SE70变频器主从控制在转炉倾动中的应用
6SE70变频器主从控制在转炉倾动中的应用摘要:简要介绍了萍乡方大钢铁有限公司炼钢一厂4#转炉倾动设备及倾动控制系统的构成,分析了如何应用西门子PLC S7-400和西门子6ES70系列变频器构成PROFIBUS-DP现场总线控制系统,并且详细介绍了应用SIMOLINK网络实现4台倾动变频器主从控制的方法及变频器参数的设置。
关键词:转炉倾动;SIMOLINK主从控制;6SE70变频器参数设置1.转炉倾动控制系统的构成萍乡方大钢铁有限公司炼钢一厂4#转炉倾动电气控制系统选用4套西门子矢量控制变频器(型号:6SE7031 5EF60 ),倾动主回路结构组成为4台一对一电动机组,每一台电动机都配置有相应的变频器。
转炉倾动控制系统配置带编码器速度反馈,利用Pro-DP网络以及PLC实现通讯,利用抱闸制动,在低频状态下也能够拥有较大的启动力矩,同时还能够实现力矩电流平衡等其他功能,其配置有UPS为控制电源供电,下图1为该系统的主要结构图:图 1 转炉倾动控制系统结构2.变频器主从控制原理变频器和电动机设计为一拖一的控制方式,而各个变频器都是设计为主从控制,PLC主站利用Pro-DP总线对变频器主机实现控制,变频器主机利用SIMOlink 光纤实现对从机的控制。
在SIMOlink网中,各个变频装置具备自身稳定运行的能力,因此它们可以说是发送器与接收器的结合体,倾动系统内部的4台变频设备所组成的环网中,仅仅设计了某一个站点拥有发送能力,而其他站点则仅仅具备接收能力。
各个传动系统依靠SLB板来接收传动系数,之后再利用传动系统的数据发送功能将这些设定值发送到另一传动系统之中,这样一来就能够直接完成转矩电流给定值的直接传输,还可以同时做到其他数据值的传输。
因此在该系统之中设计1个主站和3个从站。
转炉本体PLC利用Pro-DP网对主站速度进行定义,另外主站接收之后会自动生成一个给定值并发送到从站装置中,这一给定值通常包括了位置、速度以及加速度。
西门子6SE70变频器在钢厂转炉倾动
西门子6SE70变频器在钢厂转炉倾动、氧枪升降控制电机上的应用收藏此信息打印该信息添加:山东韦尔世纪工业控制技术有限公司孟祥武来源:未知1 引言淄博宏达炼钢公司是一家中小型钢铁公司,为扩大生产规模,计划新增120t转炉一台。
在听取厂方介绍的早期4台20t的炉子,用的是直流调速。
现在不仅维护费用高,而且经常出故障。
2002年安装的3台80t的炉子采用交流变频调速,调速信号来自于主操作台上的电位器,运行时转炉转动快慢难以达到理想的控制要求,低频时干扰明显,而且出现过几次转炉炉体遛车,钢水外溅事故。
对于炼钢工艺的特别要求,转炉和氧枪都是重、满载启动运行,及运行平稳性、较高的停车定位精确度。
此设计选用6se70系列的变频器,通过变频器内部软件调试技术解决速度不稳、遛车及提升困难等诸多问题。
选用的西门子变频器型号为:转炉倾动控制:由一台6se7037-0ek60(400kw)的变频器同时控制4台55kw并联运行的电机,氧枪升降控制:由一台6se7031-8ef60(90kw)的变频器控制一台55kw的电机系统运行控制和连锁通过上位机西门子plc来实现。
2 转炉倾动和氧枪升降的变频调速控制系统2.1 转炉倾动的变频调速控制系统基于钢厂工艺及厂家考虑成本的要求,倾动的控制采用的是1拖4控制方式(即一台变频器拖动四台电机并联运行)。
由于厂内大批量使用变频器控制电机,为了消除变频器运行时对电网谐波干扰,又可防止电网突变对变频器输入侧的冲击,同时保护整流模块,因此在变频器输入侧配有半导体高速熔断器和输入电抗器。
同时为了更好地抑制变频器输出侧对外围设备的干扰,提高变频器的带载能力,在变频器的输出侧配有输出电抗器。
转炉倾动主回路图如图1所示。
图1转炉倾动主回路图2.2 氧枪升降的变频调速控制系统氧枪升降的变频调速系统,氧枪升降是典型的位能性负载,按照炼钢工艺的要求,氧枪在升降过程中要实现由慢速到快速和由快速到慢速的转换,检测点不仅多而且定位必须准确,否则直接影响到炼钢质量和氧枪的损坏。
6SE70变频器主从控制在转炉倾动中的应用
6SE70变频器主从控制在转炉倾动中的应用摘要:机械设备中对变频器的使用非常多。
变频器通过对交流电动机电源频率的控制实现对相关设备的控制以达到节能和协同工作的目的。
目前在钢铁行业变频器的使用也十分广泛。
通过变频器的控制可以更好的实现相关设备的协同工作。
本文简单介绍6SE70变频器在某钢厂的设备中的应用。
关键词:6SE70变频器;主从控制;转炉倾动;应用引言:目前在钢厂的转炉倾动的控制系统中普遍应用了6SE70变频器。
通过变频器更加精确的控制相应的电动机。
通过变频器以及相应的控制系统的协同作用,使得电动机实现力矩电流平衡等功能。
这样可以更好的实现对设备的精确控制,从而提升转炉生产的效率。
控制原理在通常情况下,变频器与相应的电动机一一对应。
在很多工业设备中,都存在多个电机和多个变频器,这样就要针对实际的工作需要,将多个变频器设置为主从控制系统,这样才能使机械设备协调一致[1]。
控制系统主机通过总线对变频器实现控制,变频器通过光纤实现对从机的相应控制,这样形成一个完整的控制系统,从而实现对整个设备的精确控制,使每一个电动机可以协同工作,达到与主机协调一致的目的。
在整个控制系统中,每一个变频器都可以实现稳定运行,主变频器通过光纤将相应的数据参数传递给从变频器,这样实现主从变频器之间的协调工作。
图一为西门子生产的6SE70变频器,这种变频器是在工业领域使用非常多的一种变频器。
图一西门子6SE70变频器通信方式将多个变频器设置成主从控制结构,可以实现多个变频器直接的协调工作,避免出现因变频器之间工作不协调而发生故障。
为了保证变频器之间能够协调工作,就需要主从变频器之间的通讯尽可能的快速,准确。
因此在变频器之间采用了光纤的方式进行指令,参数的传递。
通过光信号传输可以有效保障其传输速度和准确性,避免干扰和延迟。
在每个变频器之上装配一个通讯板卡,通过通讯板卡实现控制命令的传递。
系统构成钢厂的转炉倾动设备需要多台电动机才能够完成工作,因此这就需要多个变频器对相应的电动机进行控制。
120t转炉倾动装置交流变频调速系统开发与应用
120t转炉倾动装置交流变频调速系统开发与应用摘要:本文介绍了交流调速系统在转炉倾动装置中的应用及注意事项,阐述了控制方案和有关同步、预励磁、装置通讯的实现方法。关键词:转炉交流调速系统直接转矩控制 PLC DeviceNET Abstract: This article introduced that the application and attentions of the AC speed control system in the converter tilting device. It analyzed theelectrical drive control solution and the realization method of speedsynchronization、pre-excitation、communication between the devices. Keywords: converter AC speed control system Direct Torque Control PLC Device NET1概述随着交流变频控制技术的不断发展,交流传动系统得到了广泛应用,并逐步取代直流传动系统。特别是在120t转炉倾动装置传动系统中,该级别转炉的倾动装置,国内外一直采用直流电动机传动控制系统。济钢120t转炉倾动装置首次采用交流变频传动系统并取得成功。为120t及以上级别转炉倾动传动交流化提供了宝贵经验。为提高炼钢自动化水平,降低生产维护成本奠定了基础。2 转炉倾动工艺设备概况2.1 工艺设备结构120t转炉炉壳为全焊接式固定炉底结构,转炉托圈为焊接箱形结构,其内通循环水冷却,转炉炉壳与托圈的连接,采用三点支承方式,此结构既能有效地在360º范围内支承炉壳又可适应炉壳的热膨胀。倾动装置采用全悬挂扭力杆平衡型式。由以下几部分组成:驱动电动机、一次减速机、二次减速机、扭力杆平衡装置和润滑装置等。扭力杆平衡装置是平衡转炉倾动时引起悬挂减速机(二次减速机)壳体旋转的旋转力矩平衡装置,通过扭力杆扭转来吸收扭矩并将扭矩转化为垂直的拉力和压力,通过扭力杆轴的固定轴承座和浮动轴承座传递到基础上,由于拉力和压力使扭力杆形成相反的扭矩,从而导致产生了吸收倾动力矩的效果。转炉倾动采用全正力矩方式,即转炉倾动到任一角度时都保证是正力矩,确保转炉在360º回转过程中都是正力矩,事故断电时,转炉能够以自身重力自动返回垂直位置,从而排除翻炉泼钢事故的发生。转炉倾动驱动系统主要工艺设备参数:转炉容量:125t 最大:135t最大倾动力矩:300T.m转炉折算到电动机轴上的最大转动惯量:675kg.m2机械齿轮速比:523额定转矩:1700N.m最大力矩倍数:Mcr/Me = 2.9倾动速度: 0.13—1.3 r/min倾动角度: 0—360˚加速时间:4S变频电动机:4台 132KW YZP355S-8 AC380V 735r/min电动机冷却方式:强迫风冷倾动电动机附编码器: 1024P/R DC24V倾动位置接近开关:4个倾动装置制动器:YTD-2000/60制动器电动机:4台0.55KW AC380V转炉托圈耳轴端部编码器: 3600P/R DC24V2.2工艺控制要求120t转炉倾动机械设备采用4台交流变频电动机驱动,4台电动机采用4点啮合全悬挂形式,通过扭力杆装置进行力矩平衡。转炉倾动控制系统的基本要求为:(1)4台电动机同步启动、制动及同步运行,根据要求转炉可以在0.13~1.3r/min之间进行倾动速度调节,转炉可以做±360°旋转。转炉倾动时4台电动机负载应相同。(2)当一台电动机发生故障,而转炉正处于吹炼状态,则剩余3台电动机降速运行维持该炉钢炼完,此时转炉速度控制在0.14~0.8r/min。(3)当转炉正在出钢、出渣时,交流电源系统发生停电故障,此时利用UPS电源将4台制动器打开,转炉依靠自重复位, 转炉处于安全位置。(4)当转炉出现塌炉等事故时,倾动机械的机电设备能短时过载,转炉以0.13r/min速度旋转,倾动转炉倒出炉内装盛物,然后进行事故处理。(5)转炉为全正力矩设计,即在整个工作倾动角度内由0°~士180°方向倾动均为正力矩。(6)电力系统应能记忆炼上一炉钢时,转炉转动0~180°的电动机参数,如电压、电流转矩等,本炉次转炉冶炼时,应将电动机当前参数与上一炉钢转炉转动时的电动机参数进行对比,如果误差超过10%则报警,操作工人应立即检查设备是否故障。(7)为防止电动机突然启动对设备的冲击,转炉开始倾动时电动机转速应从零开始逐渐加速,从零到正常速度的加速时间是4S。(8)由于制动器制动力矩较大,为了防止制动时对设备的冲击,转炉制动时应先通过能耗制动将电动机减速,当转炉倾动速度接近零时,制动器失电制动,制动时间为4S。(9)在现场操作台和CRT上设置故障报警灯,显示转炉稀油润滑系统是否正常,稀油站的故障信号包括油位低、油压低及油温高,三种故障信号合成一个"给油异常"信号,当此信号灯亮时,操作工人应立即检查及排除稀油站故障。(10)转炉在零位时如果电动机的驱动力矩大于700Nm,则报警,操作工人应及时检查制动器是否出现故障。(11)如果电动机最大驱动力矩大于1800Nm10秒以上则报警,此时表示电动机超负荷工作,检查机械系统,有故障立即排除。(12)转炉正常操作时,电动机驱动力矩不得大于2290Nm。(13)转炉倾动时必需选择3台以上电动机工作才能操作,如果选择2台及以下时则报警。转炉冶炼工艺过程转动角度及速度控制范围要求见表13 电气传动控制系统方案3.1交、直流电动机传动控制方案的技术性能比较120t转炉倾动装置驱动电动机,国内外以往一直采用直流电动机,随着交流变频控制技术的发展,交流传动系统得到了广泛应用,并逐步取代直流传动控制系统。在济钢120t转炉倾动系统设计阶段,我们对两种方案进行了详细的技术调查及性能比较。1)交、直流电动机传动控制方案的技术性能比较,见表2表2:交、直流电动机传动控制方案的技术性能比较表2) 交、直流电动机机械特性比较,见图1N)Mjmin Mjmax直流电动机机械特性N-M曲线交流电动机机械特性N-M曲线图1: 交、直流电动机机械特性N-M曲线通过以上技术性能和电动机机械特性比较,采用交流电动机传动,电动机及变频装置的选择应注意以下两点:1)交流电动机➢电动机功率应足够大,Pe-ac≥1.2Pe-dcPe-ac: 交流电动机额定功率Pe-dc: 直流电动机额定功率➢电动机过力矩能力应足够大,Mmax=0.75Mcr≥1.2Mjmax,应选择Mcr=2.8~3.0Mn的电动机,以避开上图所示的转速颠覆区。➢电动机型式:变频,带强迫冷却风机2) 变频传动装置➢应采用矢量变换型并具有低频力矩补偿功能的变频传动装置。➢变频传动装置应具有电动机励磁预置特殊功能➢变频传动装置应具有足够大的过载能力,满足Ivfmax≥2Ide,1min 。➢变频传动装置制动方式:为适应转炉工作区间内力矩波动大的状况,实现均匀加减速,克服机械设备的扭力振动,提高转炉停车的稳定性,理论上采用回馈制动方式较理想,但考虑到变频装置回馈制动单元长期频繁运行,易发生逆变颠覆,造成系统停机。因此,为保证系统可靠、稳定运行,采用传统的能耗制动方式。3.2交流电动机的力矩校验济钢120t转炉倾动装置驱动电动机技术数据如下:电动机型号:YZP355S-8电动机功率:132Kw额定转速:735 r/min额定电压/电流:380V/270A额定转矩:1700Nm最大力矩倍数:Mcr/Me=3.0冷却方式:强迫风冷1)力矩校验基本计算➢电动机额定转矩:1700Nm➢折算到电机轴上总负载力矩:Miz=260*103/551/0.92=5130(Nm)单电机轴上负载力矩:4台工作:Mi4=5130/4=1283(Nm)3台工作:Mi4=5130/3=1710(Nm)➢折算到电机轴上总加速力矩:Mjz=657*735/375/4=3220(Nm)单电机轴上加速力矩:4台工作:Mj4=3220/4=805(Nm)3台工作:Mi4=3220/3=1073(Nm)2)校验计算结果表3:校验计算结果注:表中的计算是以电动机的额定力矩Me为基准。该型号电动机的正常过载能力(S3)为200%Me,60S;非常过载能力为220%Me,15S。表中最大动态力矩系数1.1,是考虑到电动机负载的不平衡性而确定的。塌炉力矩系数2.5,是根据工艺给出的估算值。3.3 电气传动控制系统方案根据以上的分析计算及工艺控制要求,济钢120t转炉倾动装置电气传动控制系统选用4套罗克韦尔公司的直接转矩控制变频装置(型号:1336E-BP300-L8E-GM6;功率:224kW),倾动主回路采用4台电动机一对一的结构,即4套变频装置控制4台电动机,以便提高系统的可靠性和灵活性。该系统带编码器速度反馈;通过设备网(DeviceNet)与PLC通讯;具有两倍的过载能力,1分钟的条件;采用能耗制动方式;具有低频力矩补偿功能,电动机励磁预置功能和力矩电流平衡等功能,控制电源采用UPS供电,能够满足倾动设备的力矩控制要求。见图2:倾动装置控制系统结构图4 关键技术的应用1) 根据转炉工作特点,4台电动机必须同步启动、制动及同步运行。如何实现这一要求,是该系统的关键。该方案中,4套变频器对应4台电动机, 正常情况下采用一主三从的控制方式,通过通讯方式调节一个速度环一个电流环来控制4台电动机同步启动、制动及同步运行。以1#变频器为主为例,系统调节原理图如下:图3: 通讯方式系统调节原理通讯故障情况下,采用1#变频器为主的控制方式,通过模拟量信号调节一个速度环四个电流环来控制4台电动机同步启动、制动及同步运行。示意图如下:图4: 通讯故障方式系统调节原理2)如何实现电动机励磁预置,满足倾动设备满转矩启动要求本方案通过设备网(DeviceNet)的通讯方式改变变频器参数值,满足主从选择和电动机励磁预置功能。通过主令发出预励磁指令,信号传到PLC中,再通过设备网(DeviceNet)的通讯方式向4台变频器发出‘电机预励磁’信号, 电机励磁迅速建立,实现零转速满转矩启动,满足了倾动设备满转矩启动要求。另外,通过CRT操作画面选择几号变频器为主,然后通过设备网(DeviceNet)向1台变频器发‘本机为主’信号。3)如果1台电动机或变频器故障,允许3台电动机正常工作通过切除故障电动机或变频器主回路电源,使故障电机完全处于被拖动的机械负载状态。因为控制回路采取了4台抱闸同时动作的控制方式,不会使电动机运行受阻。如果是主变频器或电机故障,需要重新选择另一台变频器为主。4)施耐德Quantum PLC 与DeviceNet通讯问题由于转炉自动化控制系统采用了施耐德Quantum PLC,而该传动控制系统为美国A-B公司变频装置,其通讯方式为DeviceNet网络协议。因此,解决两者之间通讯问题成为系统实现自动的关键。本方案在施耐德Quantum PLC中采用DeviceNet Scanner模块140SAC-QDNET-010,配置A-B公司DeviceNet网络通讯组态软件9357-DNETL3,9355-W ABENE,成功解决了Quantum PLC与A-B公司DeviceNet之间通讯。实现了转炉倾动系统网络自动控制。5结束语120t转炉倾动装置交流变频传动系统,自2003年3月投入运行至今,系统稳定可靠,其控制功能完全满足了转炉倾动工艺需求。这一技术的成功应用,标志着整个转炉系统传动实现了全交流化。在该级别转炉系统中,该技术的应用在国内甚至国际上尚属首例,是交流传动应用的重大突破。为今后该级别及以上转炉倾动装置的设计及应用,积累了宝贵的经验,具有较强的推广应用价值。。
施耐德变频在转炉控制系统中的应用
50t 转炉控制系统
控制系统包括: 控制系统包括
• • • • • • • • • 转炉本体系统 氧枪控制系统 散状料系统 汽化冷却系统 烟气净化系统 吹氩系统 一次除尘风机 二次除尘系统 煤气回收系统
工艺流程简图
除尘控制
主原料
付原料
铁合金添加
转炉操作
氧枪操作
出钢
精炼及连铸
洗气及煤气回收
2s 内的短时过电流能力是 165%,而非 144%最大瞬态电流 –60秒:150 % 电机额定电流 (典型值) –2秒:165 % of 电机额定电流(典型值)
另外施耐德变频器有自己专用的负荷平衡功能,通过把负荷平修正等参数,转矩偏置加以适当调节, 就可以达到很好的效果,输出频率和电流可以达到高度的一致性。
由于转炉倾动是位势负载,所以机械抱闸的控制也很重要。抱闸开早了或关晚了,转炉 都将出现回位动作从而产生抖动; 开晚了或关早了,转炉电机将有可能过流。由于71具有很好的抱闸逻辑功能,所以使抱 闸要求很好的实现。
在转炉倾动系统开抱闸前,我们必须要求电机能够提供足够 的转矩,让转炉在开抱闸后不至于产生回位动作和抖动,因此,系统开抱闸需要先检测 变频器的输出电流,确认电流达到能够产生足以承担负载转矩的电流的情况下,这时打 开抱闸,倾动系统就能够比较平稳的起动,确保了系统的安全性。 在转炉倾动系统关抱闸时,需要确定系统速度接近零的时候 才可以关抱闸,如果关早了,电机运行遇到阻碍,转矩就会增大,就会出现电流过大的 情形。如果关晚了,转炉在速度已经为零的情况下,没有抱闸的作用,将会由于重力的 作用出现回位动作,这是非常危险的,因此,应该根据实际情况,设定关抱闸的速度判 断值,根据速度来关抱闸。
另外71具有极强的过力矩能力:
转炉倾动控制系统中交流变频技术的应用
转炉倾动控制系统中交流变频技术的应用【摘要】交流变频技术在提高转炉倾动控制系统的精确性、安全性等方面极具优势,结合实例,从交流变频电机和交流变频调速系统两大部分对交流变频技术的应用进行了具体分析。
【关键词】转炉倾动控制系统;交流变频技术;变频电机;变频调速系统引言转炉是一种圆筒形、可倾动的吹氧炼钢容器,炉体多由钢板制成,内部衬有耐火材料,在钢铁冶金行业有着广泛应用。
为取得较好的吹炼效果,转炉倾动系统必须具备极高的稳定性,能够适应负载变化。
另外,对其启动力矩、运行速度等均有着严格要求。
冶金厂和炼钢厂多采用两种技术,一是无环直流传动技术,二是交流变频调速技术。
尤其是后者,近些年来取得了很大突破,控制水平大幅提升,将其用于转炉倾动控制系统,不仅能节约电能,而且在生产安全方面也发挥着重大作用。
1.工程实例莱钢型钢炼钢厂拥有3座120t的转炉,倾动系统采用PLC控制系统,并使用先进的人机界面软件。
通过分散控制、集中管理的模式,在不影响网络通信的基础上,减少了线缆数量,使得系统结构更为简单,对其安全性及稳定性颇为有利。
4台交流变频电机采用的是西门子Master Drives 6ES70系列,功率均为350KW,可驱动转炉正负360°随意转动。
2.交流变频电机在转炉倾动系统中的应用炉体耳轴下部的重量和高度均应符合要求,如此即便系统失控,或抱闸力矩不足,在炉体正力矩的作用下,也可维持炉口始终向上,以降低倒钢风险。
在运行中需将炉体内钢水倒出时,由电机输出正力矩,提供动力驱动转炉;结束后将炉体匀速牵回,并将其势能回馈给系统。
此过程中,转炉倾动的角度和速度极为关键,这就要求加强控制的精确度,否则可能出现安全问题。
另外,转炉倾动时负载较大,所以对传动系统要求较为严格,如电机和变频器的过载能力、低速启动等均应满足要求。
该系统共有4台交流变频电机,与电机之间的力矩平衡通过扭力杆装置来实现,可将倾动时的负载进行平均分配。
变频器在转炉倾动上的应用.doc
转炉设备是炼钢厂的关键生产设备,其炉体外形如图1示。
转炉像一个“挂着的水桶”。
转炉系统主要电力传动设备包括炉体倾动的电力传动设备及氧枪传动的电力控制设备。
下面介绍炉体倾动的电力传动设备。
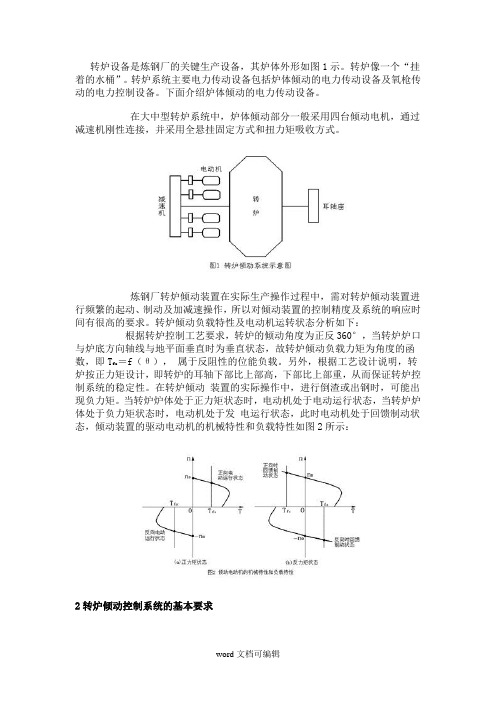
在大中型转炉系统中,炉体倾动部分一般采用四台倾动电机,通过减速机刚性连接,并采用全悬挂固定方式和扭力矩吸收方式。
炼钢厂转炉倾动装置在实际生产操作过程中,需对转炉倾动装置进行频繁的起动、制动及加减速操作,所以对倾动装置的控制精度及系统的响应时间有很高的要求。
转炉倾动负载特性及电动机运转状态分析如下:根据转炉控制工艺要求,转炉的倾动角度为正反360°,当转炉炉口与炉底方向轴线与地平面垂直时为垂直状态,故转炉倾动负载力矩为角度的函数,即T=f(θ),属于反阻性的位能负载。
另外,根据工艺设计说明,转fz炉按正力矩设计,即转炉的耳轴下部比上部高,下部比上部重,从而保证转炉控制系统的稳定性。
在转炉倾动装置的实际操作中,进行倒渣或出钢时,可能出现负力矩。
当转炉炉体处于正力矩状态时,电动机处于电动运行状态,当转炉炉体处于负力矩状态时,电动机处于发电运行状态,此时电动机处于回馈制动状态,倾动装置的驱动电动机的机械特性和负载特性如图2所示:2转炉倾动控制系统的基本要求(1)四台电动机同步启动、制动及同步运行,根据要求转炉可以在0. 2~1.0r/min之间进行倾动速度调节,转炉可以做±360°旋转。
(2)当转炉正在出钢、出渣时,交流电源系统发生停电故障,此时利用UPS电源将4台制动器打开,转炉依靠自重复位, 转炉处于安全位置。
(3)当转炉出现塌炉等事故时,倾动机械的机电设备能短时过载,转炉以0.2r/min速度旋转,倾动转炉倒出炉内装盛物,然后进行事故处理。
(4)转炉为全正力矩设计,即在整个工作倾动角度内由0°~士180°方向倾动均为正力矩。
(5)为防止电动机突然启动对设备的冲击,转炉开始倾动时电动机转速应从零开始逐渐加速,从零到正常速度的加速时间是2s。
变频器的主从控制在转炉倾动系统的应用
,
d e l sae he t c niue e p y t td t e h q
总 第 1 4期 8 21 0 1年 第 4期
河 北 冶全
H EBEI M ETALLU R GY
To a 8 tll 4 2 1 N u b r4 01 , m e
变 频 器 的主 从 控 制在 转 炉 倾 动 系统 的应 用
牟 旭 升
( 中冶 华 天 工 程 技 术 股 份 有 限 公 司 自动 化 所 , 徽 马 鞍 山 2 30 ) 安 4 0 0
摘 要 : 绍 了 多 单 元 传 动 系 统 的 同步 控 制 问题 , 过 对 某 钢 厂 转 炉 倾 动 的 实 践 过 程 , 人 阐 释 主 从 控 制 介 通 深
的 技 术 要 点 , 据 系 统 要 求 对 变 频 器 参 数 做 相 应设 置 并 优 化 PD。 该 系 统 在 某 钢 厂 应 用 至 今 , 行 效 果 根 I 运 良好 , 有 一 定 的 推 广 应 用 价 值 。 具 关 键 词 : 度 同 步 ; 从 控 制 ; 场 总 线 ;I 调 节 ; 炉 倾 动 速 主 现 PD 转
.
1
概 述
设备 , 对于单 电机 系统 而言 , 相 多传 动在 一条 生 产 线
多传 动控 制 系统指 多 台 电机之 间按 照一 定 控制
或一 套设 备上 有 两个 或两 个 以上 的变频 器并 列 运 行
PowerFlex755变频器在转炉倾动系统的应用

制, 单机控制更灵活 , 通过变频器软件 工具进行编程 。 P o we r F l e x 7 5 5 变频器可 以通 过程序 设置跟踪 影响变 频器 冷却风扇 和输 出继 电器 以及 电机和系统轴 承寿命的信息 , 并提
2 控制 系统组成
自动化 系统采用 R o c k we l l P L C, 控制器 采用 1 7 5 6 L 6 2 , 控 制信 号通过 1 7 5 6系列模块 实现 , 变频 器通 过 C o n t r o l Ne t 现场 总线来和系统 进行 通信 , 其典型控制系统图如图 1所示 。
高速 电机控制性 能 , 安 全关断 功能及 多功能集 成应 用 的场合 , 是一个高 能性 的解决方案 。 外部接 口具有多种 网络通讯能 , 且通讯选 件均为 D P I 内置
式 。 内置 通 讯 选 件 包 括 D e v i c e Ne t 、 C o n t r o l Ne t 、 E t h e r Ne t / I P、
来操作 , 倾动角度从 O 。 逐渐变化 到 9 O 。 , 以便 于观察 炉 内情况 和 测温取样 操作 。出钢通 过炉后 台操作 转炉 向炉 后倾动 , 倾动角 度由 O 。 逐渐变化 到一 1 0 1 。 , 使炉 内钢 水倒 入钢包 后 , 手动 操作 转炉向零位( 垂直位置) 倾动并停 止在零位 , 该过程执行 时 间约 5 mi n , 危 险性最 大 , 要 求 安全 性 最高 。倒 渣 由炉前 操 作 来完 成, 在 出钢完 成后 , 快速 摇炉 到一 1 8 0 。 , 以便炉 内渣倒 至渣 罐 。 转炉操作 地点的操作权 限由中控室决定 。 转炉倾 动系统属于重载 , 倾动转矩大 , 定位 精度高 , 控制难 度大 。在倾 动过程 中频率变化大 , 4台电机驱动 同一负 载 , 要求 自动化控 制系统的 同步性 和跟随性 都好 , 故而 联锁 条件较 多 , 同时也比较容 易 出现设备及 人身安 全事 故 。当 1台或者 2台 电机 出现故障停 机 时, 生产 可 以继 续进行 , 当有 3台 电机 出现
S120变频器在转炉系统中的应用分析
S120变频器在转炉系统中的应用分析发布时间:2021-04-29T15:55:44.823Z 来源:《科学与技术》2021年29卷3期作者:汤中敏[导读] 本文主要介绍西门子S120变频器系统在转炉系统中的应用和升级汤中敏萍乡萍钢安源钢铁有限公司江西萍乡337000摘要:本文主要介绍西门子S120变频器系统在转炉系统中的应用和升级改造。
通过分析对比现有数据与历史数据,以及从现场实际观测运行效果来看,倾动系统同步性能提高,控制系统具备了大幅度的提速空间。
关键词:S120变频器;编码器;主从控制1设计方案分析1.1问题分析1#、2#炉倾动系统控制采用以PLC为主机,由PLC发出指令,变频器接收到指令后,同时控制4台电机,然后4台电机的状态信号反馈到PLC,PLC根据模型计算,又将微调控制信号发送给变频器,整个过程是通过硬接线控制一套完整的控制过程需要很长的时间,而且现场的电机力矩变化是瞬时的,控制信号严重滞后,严重影响到了倾动系统的同步性能,不利于倾动系统速度提高,如果提高倾动速度可能存在损坏倾动减速机的风险。
3#炉6SE70变频器氧枪采用转矩宏控制,无速度反馈无矢量控制,当现场氧枪负载突然发生变化时,变频器容易失去控制,操作人员如果不及时发现,容易发生坠枪和滑枪的事故,严重影响生产安全;3#炉倾动系统变频器采用用户宏主从控制模式,同样存在倾动系统变频器出力不均匀、同步性差的问题,倾动减速机易损坏,倾动速度提不上。
1.2方案分析(1)方案一:控制单元选用一个功率单元对应一个控制单元控制方式,主要优点在于每一台变频器系统的控制具有自身的独立性。
假如在今后的使用过程中其中一个控制单元出现了故障,可以通过PLC程序判断直接屏蔽该控制单元故障,对生产可以无任何影响。
但是,其缺陷主要在于控制更加繁琐需要控制单元和单元之间进行数据交换,对控制要求更高,控制的实时性也变减弱。
(2)方案二:控制单元选用一拖多模式。
ATV680变频器控制转炉倾动

ATV680变频器控制转炉倾动摘要:本文主要针对转炉倾动系统的工艺特点介绍了转炉倾动设施运行过程以及ATV680变频器的运行特性,在转炉倾动系统中采用ATV680变频器,实现倾动动作的顺利进行。
该变频器在实际运行过程中实现了动态负荷平衡技术,以解决制动器对传动系统冲击过大的问题,从而使得转炉倾动运行平稳,跟随性良好。
关键词:转炉;倾动;变频器1 工艺过程八钢第二炼钢厂的转炉容量为120吨,采用全悬挂式的四点啮合的结构和扭力杆力矩吸收方式。
它由以下几部分组成:一次减速机、二次减速机、扭力平衡杆装置、润滑装置和驱动电机等。
四台一次减速机由四台交流变频电机拖动,通过扭力平衡杆装置,实现四台电机同步控制,带动转炉旋转。
转炉的倾动角度为正负360度,工艺要求在操作过程中能连续回转360度,而且可以准确的停止在任意的位置上,还必须满足工艺要求的调速要求。
转炉在冶炼期内,主要的倾动过程:1、炉体成+55度左右角度兑铁水。
2、转炉直立进入冶炼状态。
3、炉体成+45度左右角度加入废钢。
4、炉体成0度左右角度取样测温。
5、炉体成-101度左右角度出钢。
这些对角度的要求的操作需要十分的精准,而且每个阶段对操作的时间是有规定及要求的,而且危险性巨大、安全性要求极高的操作。
但是转炉倾动系统属于低速重载设备,如此高的定位要求,会造成倾动的转矩增大,在操作过程中就要求4台电机的同步性和跟随的可靠性。
同时也容易出现设备及人员安全事故。
2 控制系统组成本厂的倾动控制系统配置如下:自动控制系统采用西门子 S7-400PLC一套,控制器采用 S7416-2 DP。
控制信号通过 ET200 M系列模块实现。
变频器通过现场总线来和系统进行通信。
ATV680系列高速调速电机控制变频器4台选择其中一台变频器作为主变频器,作速度控制,其余三台作为从变频器,跟随主变频器的转矩控制。
其典型控制系统图如下:图1:控制系统方案3 ATV680变频器特点ATV680变频器适用于各种高性能领域,特别是需要高速调速电机控制性能,为“高过转矩重载应用产品” ,该产品超宽的电压范围: 380-15%~480+10%;最大允许电网跌落: 50%;超宽的工作环境温度范围:不降容允许温度为50℃,降容可达60℃ ;内置制动单元达160kW ;可使用CI卡或ATV-IMC卡(可编程控制器),实现各种复杂要求的功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变频器在转炉倾动抱闸控制系统中的应用
刘丽伟佟金乔田江
中国三冶集团有限公司电气安装工程公司,辽宁鞍山110019
摘要:文中对凌源钢铁集团有限公司炼钢厂转炉倾动抱闸原有控制系统存在的不足进行了分析,结合现有设备及控制系统的状况,利用变频器自身的参数功能,通过计算机对变频器参数进行优化设置,成功实现了变频器抱闸控制。
关键词:转炉倾动;PLC S7-400;变频器;抱闸控制
中图分类号:TN773文献标识码:A文章编号:
凌源钢铁集团有限公司炼钢厂100吨倾动电气控制系统传动部分采用西门子6SE70系列矢量逆变器。
倾动电动机抱闸控制系统通过西门子S7-400系列PLC程序完成。
西门子6SE70变频器是完整的矢量控制高精度变频调速装置。
该变频器采用最新的矢量控制技术,从而提高了系统的控制精度和响应时间。
S7-400PLC是西门子的新一代可编程序控制器,在功能方面S7-400较S7-300已经有一个很大的提高。
所以功能硬件模块都是总线组合式,I/o 输入输出有交流220V也有直流24V,这在抗干扰方面有了很大的提高,特别是输入延迟功能很容易剔除扰动脉冲波,这种波在大功率变频器应用环境下是经常发生的,这使得S7-400被大量用于冶金转炉倾动控制系统。
1存在问题
转炉准确启停对控制设备的要求非常高,特别是抱闸性能要好。
由于转炉倾动是位势负载,所以机械抱闸的控制非常重要。
而按照原来的控制方式炉体在启停过程中有时会出现抱闸提前或滞后的现象。
抱闸提前动作时,会造成炉体抖动很大使钢水喷出,而且经常引起电动机过流,逆变器故障报警;抱闸滞后动作时,会造成炉体下滑使钢水倒出,甚至出现翻炉现象。
自转炉投产以来上述情况出现过几次,给日常生产及安全造成了极大的影响。
针对以上存在的现象,我公司调试所受企业委托成立项目改造小组,负责解决倾动抱闸的问题。
2改造措施
2.1本系统中,倾动变频调速系统采用西门子公司的6SE70系列产品,每座转炉的倾动调速系统由一套800kW四象限运行的整流/回馈装置、四套160kW逆变器通过公共直流母线一起构成。
整流/回馈单元的容量按两座转炉传动电动机驱动的要求设计;每个倾动传动装置的容量也按两台传动电动机驱动的要求设计;抱闸控制系统可以利用逆变器内部的功能块进行组态,利用变频器自身的参数功能,根据电动机的实际电流及转速最终发出抱闸命令,控制抱闸的动作。
2.2本系统电气传动采用的是四套逆变器控制四台电动机来驱动机械传动,根据逆变器的性能和工艺要求可同时控制四台抱闸的动作。
抱闸开启可利用逆变器内部电流检测功能块,将采集到的电流数据进行A/D转换,然后通过矢量转换和放大限幅运算后送入电流比例调节阀、与或功能块和置复位功能块来实现对抱闸开启的控制;抱闸关闭可利用逆变器内部速度检测功能块,对采集到的速度信号进行放大限幅运算后送入电流比例调节阀、与或功能块和置复位功能块来实行现对抱闸关闭的控制。
2.3为了保证抱闸使用过程中的安全性和可靠性,在四个逆变器外部加装保护控制线路,并在每个逆变柜内设置一个转换开关,分成四个挡位,正常时转换开关打在自身逆变柜控制挡位,当本逆变柜控制或外部出现故障时,转换开关可切换到其他挡位,由其他三个逆变柜进行控制。
2.4在逆变器内部设置了“紧停及逆变器故障”参数,对抱闸进行控制。
当本系统在使用过程中出现意外情况时,外部发出紧停信号,逆变器接收到信号后,控制系统在无任何条件下发出抱闸指令;当逆变器本身及外部机械出现问题,造成逆变器报故障时,逆变器抱闸控制系统也会立即发出抱闸指令。
利用参数设置软件DriveMonitor,通过计算机对变频器参数进行优化设置,结合现场抱闸特性,充分发挥变频器的准确定位性能。
3功能描述
3.1抱闸打开。
当转炉倾动发出运行指令后,逆变器工作,电动机开始启动,逆变器内部电流功能块将采集L1、L3两相的电流,经內部运算处理后,通过矢量控制连接量K0242将电流信号送入控制参数P610,然后通过电流比例调节阀控制参数P611将所设定百分比值送入与或功能块及置复位功能块,最后通过矢量控制连接量B0275将信号送入控制参数P0651,连接控制抱闸输出开关量。
3.2抱闸关闭。
当转炉倾动发出停止指令后,逆变器停止工作,电动机开始慢慢地停止运转。
逆变器内部速度功能块将采集现场编码器的速度信号,通过矢量控制连接量KK0091连接到功能参数P222,然后经过P215设定所允许的转速最大变化值和P216设定平滑度实际值以及P217设定转差失败校正值,之后通过矢量控制连接量KK0148连接到功能参数P615,再经过功能参数P616设定百分比,并且经P617延时后送入或功能块及置复位功能块,最后通过矢量控制连接量B0275将信号送入控制参数P0651,来连接控制抱闸输出的开关量。
3.36SE70调试时的一些重要参数。
精准的转炉倾动抱闸控制离不开6SE70的优化调整,6SE70在调试中常用的参数包括工厂参数设定、基础参数设定和系统参数设定。
4应用效果
该项目改造完成后,经过一年多的连续使用,抱闸提前动作及滞后现象不再发生,效果良好。
改造后的系统在减少生产及设备事故的前提下,减化了电控设备的线路,优化了逆变器內部可控参数,减轻了维护人员的劳动强度,缩短了处理故障的时间,并在电控系统中加大了安全系数,避免重大安全事故的发生。