GQS01-QSB中文版-风险降低
00-QSB-Plus-中文版20140407S10

所有供应商都应有一个控制工厂过程变更的程序:
• 所有的变更都需要客户审核和批准 • 变更应使用文件化的工厂过程变更申请表。
• 此程序应涵盖计划好的和紧急的变更。
• 每个月要提前通知客户/SQE相关的下个月的变更(EWO和BTAB)
• 针对一切产品/过程/供应商的变更,需要执行有效的分析。此分析应该考虑成本,技 术,性能,质量,时间结点,产能。
JOB INSTRUCTIONS (SWC/SOS/STS/JES) STANDARDIZED WORK VIDEO GAGE/TOOL CHG/COMP. FREQ.
VISUAL CONTROLS
SOFTWARE INSTALLARAMETERS/CHEMICALS COOLANTS/FILTRATION
CORRESPONDING GMPT CMP TRACKING NUMBER
Rev. Date: 10/5/07
PLANT PROCESS CHANGE REQUEST PPCR NO.
SECTION 3: DETERMINE WHICH FUNCTIONAL GROUPS NEED TO RESPOND TO THIS CHANGE
(ALL SHADED AREAS MUST BE COMPLETED)
CONTACT: EXT. 5-5391
SECTION 1: BACKGROUND INFORMATION PART NAME(S) IMPACTED
MODEL YEAR AND APPLICATION
EMERGENCY PPCR? Manufacturing Process Bypassed?
变更管 理2
风险分析适用于所有的产品/过程要求
QSB风险降低
探测轴承的
型号
What Can Go Wrong?
How does it affect customer?
(AIAG PFMEA 手册)
How often does this cause happen?
安装新的激 NA 光台
How likely are we to notice if this happens?
government regulation without warning.
Very high severity ranking when a potential failure mode affects Or may endanger operator (machine or assembly) with 9 safe vehicle operation and/or involves noncompliance with warning.
编号不正确 措施
核
6
126
RECOMMENDED
RESPONSIBILI TY & TARGET
ACTION RESULTS S OD R
ACTION(S) COMPLETION ACTIONS E C E P
DATE
TAKEN V C T N
用传感器来 Shad, B. ##### 7 7 4 146
(Customer Effect)
Criteria: Severity of Effect This ranking results when a potential failure mode
results in a final customer and/or a manufacturing/assembly plant defect. The final customer should always be considered first. If both
副本副本QSB的SOS JES 防错、变更及风险降低的版本号 编号草案

检具JES
产品图号-JJ00-J-01
2.5
返工返修JES
产品图号-FX-J-01
5301441-FX-J-01
1、FX:返工返修 2、J:JES 3、01:版本号(第1版) 1、YZ:验证岗位 2、J:JES 3、01:版本号(第1版)
2.6
验证岗位JES
产品图号-YZ-J-01
5301441-YZ-J00
BG-FG-12-001
5.1 5 风险降低 5.2
主动风险降低
产品图号-ZD-01
5301441-ZD-01
被动风险降低
BD00-01
BD01-01
编制:
审核:
单一产品
产品图号-FC-01
5301441-FC-01
4.1
水泵
BG-S-年-000
BG-S-12-001
4.2 4 变更管理 4.3 4.4
排气歧管 支架 飞轮壳
BG-P-年-000 BG-Z-年-000 BG-FK-年-000
BG-P-12-001 BG-Z-12-001 BG-FK-12-001
3.1 3 防错装置验证 3.2
共线产品
GX-FC-01
GX-FC-01
1、GX:共线产品 2、FC:防错装置验证 3、01:版本号(第1版) 1、FC:防错装置验证 2、01:版本号(第1版) 1、BG:变更管理 2、S:水泵 3、12:年 4、001:编号 1、BG:变更管理 2、P:排气歧管 3、12:年 4、001:编号 1、BG:变更管理 2、Z:支架 3、12:年 4、001:编号 1、BG:变更管理 2、FK:飞轮壳 3、12:年 4、001:编号 1、BG:变更管理 2、FG:阀盖 3、12:年 4、001:编号 1、ZD:主动风险降低 2、01:版本号(第1版) 1、BD00:被动风险降低编号 2、01:版本号(第1版) 批准:
QSBPlus中文版S
• 外部问题: – 客户关注的问题(PRR’s,客户抱怨,客户电话,售后问题等) – 供应商关注的问题 (如需要,应在开会前通知供应商)
• 内部问题: – 验证岗位发现的问题 – 过程分层审核发现的问题 – 停线和拆卸问题 – 其他的内部质量问题(源自码头审核, 产品遏制行动等) – 防错装置失效
. 每日快速响应会议对每个问题指定问题负责人。会议后问 题负责人利用问题解决过程来纠正和预防问题再发生。
在快速反应板上跟踪问题。问题负责人需要在快速反应会 议上定期更新。
问题负责人负责完成所有退出标准包括经验教训。问题解 决结果的沟通。快速反应跟踪板显示退出标准是绿色的。
7
快速反应
(案例)
8
快速反应
所有的重大质量问题在快速反应板上跟踪。
9
快速反应
问题识别 :
• 制造问题 – 生产计划VS 生产数量: • 重大偏差会影响到客户发运
• 健康和安全问题: – 所有安全相关事件: • 事故 • 侥幸逃脱的问题
不需要在快速反应板上跟踪生产制造和健康安全相关问题,但需要措施和 跟踪。
10
快速反应
会议模式
要设定每个退出标准的时间,以便标 出每项的状态
问题解决过程中的每一个关键步骤都 要建立退出标准。
典型的退出标准
(Example)
EXIT CRITERIA
Target Timing, Status, & Date Green
24 H 7 D
14 D
34 D
35 D
40 D
Containment - Breakpoint Root Cause Identified Corrective Action Implemented Error Proof/Detection Layered Process Audits Corrective Action Validated PFMEA / CP Updated Standard Work Operator Instructions Lessons Learned (Institutionalized)
QSB Audit 翻译版
流程卡。-- 对所有团队领导有标准化的培训。
有没有使用一个快速反应系统来对付重大 的内部和外部质量事故?
1.领导的每日例会,2.突出质量把关重 点,3. 前一天的工作总结。4.跨部门, 跨等级的与会者。
1.每日例会的证明,2.关于重大质量问题的会议记录,3. 各负责人在会议前预先在议程上加上的重要问题。4.车间 里“快速反应跟踪板”。5.“快速反应跟踪板”包括事 件,负责人,日期,标准和现状。(R/Y/G)。车间现场: 6.与质量部门领导察看“快速反应板”7.质量标准要与现 状相符。最好的证明是:--每一班次后都召开会议,--操 作人员参与会议, --“解决问题”的文件置于操作现场。
的状况(发现/排除问题,纠正,防止)。3)发现问题根
2,对
源的文件, (寻根问题法,5 why, 鱼骨图, 愿因&后果 图等。4)更新PFMEA和控制计划, 要反映如何防止根源问
题的发生。5)多部门合作的证据。 车间现场:6. 团队领
导以及操作人员在“解决问题”中的作用,角色。--最好
的证明是:由车间团队领导(工程人员除外)填写的工作
通过标准, 跟踪某一质量事故的“快速反应板”
“快速反应要联系到车间评审,
车间现场:过往或现在的“快速反应”事件的--车间评
C.A.R.E, 经验教训,标准化作业等指导 审, 最后检验, C.A.R.E或工序完成的报告。--标准化作
书。
业指导书。 --经验教训
将质量把关的信息正确传递给员工。 2. 车间现场:1. 质量Q或其他。2. 将质量Q 与”快速反应跟
记录新增员工在就近3个月所接受的培训 的培训记录。 记录管理的结果和信息传递的系统 针对经验教训系统的其他分层工序评审
新增员工培训的文件,计划,跟踪表等
(完整版)GQS05-QSB中文版-验证岗位解析

• 验证岗位应由“下游”数据来验证。
FR&PS NCM VS LPA EPV WPO SWI (SOS)
QSB WORKSHOP REV. 111406
5
OI (JES) SOT(JIT)
Risk Reduct
(例)
缺陷流出验证岗位 ➢顾客 PR&R 抱怨 ➢顾客夜班口头抱怨。 ➢Q-终检l/GP-12/CS-1/CS-2 ➢一次合格率 FTQ & 废品趋势图 (随时间)
问题解决 – 驱动在过程中解 决问题 - 制造质量
➢每周问题解决会议 ➢根据柏拉图分析,选择新问 题
➢每个参加人都必须在信息板 上签字
FR&PS NCM VS LPA EPV WPO SWI (SOS)
验证岗位(VS)描述
• 验证岗位是一个使我们集中注意制造质量的过程。
• 操作员用标准化作业指导书检查零件并为小组成员提供反馈。 • 用趋势图跟踪不合格件
• 确认验证岗位是否有效工作。 • 由专职操作员进行操作。
• 通过检测和立即解决问题,防止质量不符件流出验证岗位。 • 对识别出的不合格品采取整改行动。
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
验证岗位信息板
FR&PS NCM VS LPA EPV WPO SWI (SOS)
QSB WORKSHOP REV. 111406
7
OI (JES) SOT(JIT)
Contam
SCM
General Motors Corporation. All rights reserved.
00_QSB Plus 中文版20140407S8
• SPC或者数据收集
• 常规维护 • 预防或预见性维护
177
异物控制
沉淀物
定义:对产品功能有害的微小颗粒材料,异物微粒的例子包含:棉绒,灰尘,沙 粒,塑料,机加工碎屑等。
• 受异物伤害的产品,例如: – 发动机 – 变速箱 – 刹车系统 – 操纵机构 – 燃料系统 – 空调压缩机等 • 组织必须: • 明确所有可能被异物影响的区域和工序; • 明确跟异物有关的失效模式并把它们纳入PFMEA • 建立恰当的流程和控制 • 在适当的位置放置作业指导书并进行常规维护。
181
异物控制
洁净间
如果洁净间是整个制作过程要求的一部分,那下列所设立的要求将认为是最佳的 实践: • 限制员工进入洁净间的权限,以限制(产品)暴露在异物下的机会 • 强制规定穿着洁净间防护服(例如. 发罩, 鞋套, 无绒的实验室服、抹布、手 套, 等.) • 利用正气压阻止外界空气/异物进入洁净间. • 在洁净间的入口/出口使用风淋 • 使用黏性的胶垫去除鞋底的异物 • 依据标准监控大气的空气质量 • 在进入有要求的区域前佩戴防静电设备(ESD)并验证其有效性。(例如. 接地 线, 手腕带) • 在过程中控制有害化学物质(例如. 清洁剂, 洗涤液,芳香剂, 喷雾剂等)
• 对于异物控制建立文件化的预防性维护程序
• 车间管理层必须评价异物数据并做出相应的纠正措施.
189
异物控制
如何会出现问题
• 缺乏标明产生异物的关键过程的分布图及相应的控制方法
• 与异物有关的影响及潜在失效原因未加入PFMEA. • 异物控制要求未写入过程控制计划
• 异物相关的问题未得到适当地升级传递
沉淀物控制结果和降低计划
确认问题
降低计划的结果
QSB模块推广指导完全手册
QSB模块推广指导完全手册QSB模块是一种用于解决问题的工具,通过帮助用户分析问题、制定解决方案和实施改进措施,可以提高工作效率和解决问题的准确性。
本文将为您提供QSB模块的推广指导完全手册,以帮助您充分了解和使用这一工具。
第一部分:概述1.1 QSB模块是什么介绍QSB模块的定义和功能,强调其重要性和优势。
1.2 QSB模块的适用范围详细介绍QSB模块可以解决的问题类型和适用于的领域,包括生产制造、售后服务、质量管理等。
1.3 QSB模块的基本原理解释QSB模块的工作原理,包括问题识别、数据收集、先进分析方法的运用和改进方案的制定。
第二部分:推广前的准备2.1 培训需求分析为了帮助用户更好地理解和使用QSB模块,需要分析用户的培训需求,包括技术储备、问题分析能力等等。
2.2 建立用户研讨会组织用户研讨会,介绍QSB模块的基本概念和操作方法,引导用户对模块的认知和认同。
2.3 选择具有代表性的案例通过选择代表性的问题案例,向用户展示QSB模块的应用效果,激发用户的兴趣和热情。
第三部分:推广方法与技巧3.1 宣传材料的制作制作宣传册、海报等宣传材料,详细介绍QSB模块的优势和应用效果,以吸引用户的注意力。
3.2 社交媒体推广通过社交媒体平台,发布QSB模块的相关信息和案例分享,吸引潜在用户的关注和参与。
3.3 建立用户交流平台创建用户交流平台,如在线论坛或微信群,方便用户之间的交流和互助,增加用户粘性。
第四部分:实施与检验4.1 实施培训计划根据培训需求分析结果,制定详细的培训计划,包括培训内容、目标、方法和评估标准等。
4.2 培训教材的制作制作培训教材,包括PPT、操作手册和案例分析等,确保培训内容的系统性和易学性。
4.3 培训评估和反馈通过培训评估问卷和用户反馈,了解培训效果和用户满意度,及时调整和改进培训内容和方法。
第五部分:问题解答与支持5.1 问题解答热线设置问题解答热线,为用户提供实时的技术支持和问题解答,协助用户在使用过程中遇到的困难和障碍。
QSB-快速反应

1. QSB工具的实施和运用没有真正关注客户抱怨的质量问题 2. 部分供应商没有真正理解QSB的实质和含义 3. QSB十大战略导入后没有实施有效的跟踪评审 4. 供应商管理层的支持没有体现在具体的行动上,如定期评审 5. 供应链管理薄弱,没有将QSB导入对分供方管理计划中 6. 在QSB实施过程中存在疑惑,但缺乏和SQE、SDE交流
PFMEA • 一个确定和消除过程相关故障模式的结构化流 程
主动式 • 减低潜在质量故障风险
被动式 • 对发生过的质量故障防错
风险降低 (RPN)
过程故障模式和后果分析 (PFMEA)
PFMEA是一项针对每个过程步骤的分析技术,它可以确定: • 过程不符合要求的可能原因 • 对内部和外部客户的影响(严重度) • 故障将会/可能发生的频率(发生频率) • 当前控制措施的效果(预防与检测度) • 原因和后果的评级(风险顺序数)
SPLIT BAR BY DEPT.
9– CONTAMINATION CONTROL 异物控制
10– SUPPLY CHAIN MANAGEMENT 供应链管理
SGM 对QSB工作的推进情况介绍
SGM QSB工作阶段性小结
1. 完成了所有上述供应商的QSB启动和推进研讨会 2. 供应商大部分都已经开始导入QSB十大战略 3. 芜湖西门子、交运、东风汤姆森、上海森太克等质量表现进步明显
红色 = 不合格产品 黄色 = 可疑产品 绿色 = 合格产品
• 隔离区域应该清楚地区分,并最好在地上标出
• 例子包括废品箱、容器、返工工作台、Spill遏 制区、不合格材料存放区
遏制和重新安排
• 使用和填写遏制工作表,以便:
-提供一种系统的方式来遏制所有的可疑产品 -标识所有需检查不合格产品的区域
GQS01QSB中文版风险降低解析课件

Or may endanger operator (machine or assembly) with warning.
Or 100% of product may have to be scrapped, or vehicle/item repaired in repair department with a repair time greater than one hour. Or product may have to be sorted and a portion (less than 100%) scrapped, or vehicle/item repaired in repair department with a repair time between a halfhour and an hour. Or a portion (less than 100%) of the product may have to be scrapped with no sorting, or a vehicle/item repaired in repair department with a repair time less than a half-hour. Or 100% of product may have to be reworked, or vehicle/item repaired off-line but does not go to repair department. Or the product may have to be sorted, with no scrap, and a portion (less than 100%) reworked. Or a portion (less than 100%) of the product may have to be reworked, with no scrap, on-line but out-ofstation. Or a portion (less than 100%) of the product may have to be reworked with no scrap, on-line but in-station.
BIQS演变
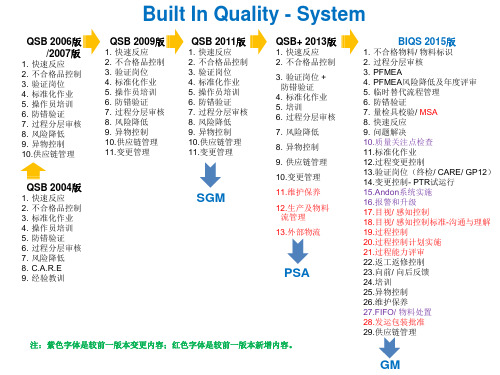
QSB 2011版
1. 快速反应 2. 不合格品控制 3. 验证岗位 4. 标准化作业 5. 操作员培训 6. 防错验证 7. 过程分层审核 8. 风险降低 9. 异物控制 10.供应链管理 11.变更管理
QSB+ 2013版
1. 快速反应 2. 不合格品控制 3. 验证岗位 + 防错验证 4. 标准化作业 5. 培训 6. 过程分层审核 7. 风险降低 8. 异物控制 9. 供应链管理 10.变更管理
BIQS 2015版
1. 不合格物料/ 物料标识 2. 过程分层审核 3. PFMEA 4. PFMEA风险降低及年度评审 5. 临时替代流程管理 6. 防错验证 7. 量检具校验/ MSA 8. 快速反应 9. 问题解决 10.质量关注点检查 11.标准化作业 12.过程变更控制 13.验证岗位(终检/ CARE/ GP12) 14.变更控制- PTR试运行 15.Andon系统实施 16.报警和升级 17.目视/ 感知控制 18.目视/ 感知控制标准-沟通与理解 19.过程控制 20.过程控制计划实施 21.过程能力评审 22.返工返修控制 23.向前/ 向后反馈 24.培训 25.异物控制 26.维护保养 27.FIFO/ 物料处置 28.发运包装批准 29.供应链管理
GM
QSB 2004版
1. 2. 3. 4. 5. 6. 7. 8. 9. 快速反应 不合格品控制 标准化作业 操作员培训 防错验证 过程分层审核 风险降低 C.A.R.E 经验教训
SGM
11.维护保养 12.生产及物料 流管理 13.外部物流
PSA
注:紫色字体是较前一版本变更内容;红色字体是较前一版本新增内容。
Built In Quality - System
刘小明-QSB质量系统基础
课程收益
◆目前通用的当前供应商必须要通过 QSB 审核(强制的) 。 ◆了解通用汽车的生产体系和要求。 ◆了解世界级汽车制造企业和供应商的管理和运行模式。 ◆供应商对理论学习的需求。 ◆供应商的持续改进的需求。 ◆供应商现状及问题和差距。 ◆供应商和客户的双重受益。
课程对象
参与公司生产管理的人员,APQP 小组和质量负责人员。
课程形式
知识讲解、案例分析讨论、角色演练、小组讨论、互动交流、游戏感悟、头脑风暴、强调学员参与。
培训时长
一天至两天(6 至 12 小时)
课程大纲 一、QSB 介绍 二、快速响应程序(Fast Response Process)
1、快速反应介绍 2、快速反应程序准备 3、快速反应程序会议准备 4、快速反应程序跟踪
二、不合格产品的控制
1、停止灯控制 2、隔离区 3、遏制表单
三、标准化操作
1、标准化表单 2、标准化操作优点 3、标准化操作列表
四、标准化培训
1、培训记录 2、培训要求 3、培训灵活单
五、风险(RPN)降低
1、定义 2、实效模式分析 (FMEA) 3、风险(RPN)降低跟踪 4、现场风险管理
六、防错检验
1、定义 2、防错校验流程 3、防错校验清单
七、分层审核
1、分层审核定义 2、分层审核检查清单 3、分层审核结构
八、C.A.R.E.——客户接收审核和评估
1、C.A.R.E.定义 2、客户满意项目确定 3、100%检验 4、不合格品处理
九、经验教训
1、经验总结 2、经验矩阵来自非常感谢您关注刘小明老师的课程!
QSB 质量系统基础
课程背景
◆质量体系基础(QSB)是通用汽车对供应商的综合质量要求,对供应商的提供包含旨在改进产品质量的 9 条策略 和工具的培训,包括:快速响应、不合格产品的控 制、标准化操作、标准化培训、风险(RPN)降低 、防错检 验、分层审核、C.A.R.E. –客户接收审核和评估、经验教训。 ◆质量体系基础的成功实施可以提高利润、降低低劣质量的成本、并增加商业机会。质量体系基础是 GM 支持与开 发的培训计划, 成为北美受控发货(CS2)任务的退出策略。
GQS02QSB中文版标准化作业
当机器设备处于超负荷状态时:
– 我们冒着很大的风险,可能发生安全事故,设备停机和质量缺陷。
当人员处于超负荷状态时:
– 人员或团队的安全存在风险。 – 操作人员极有可能变得非常疲劳。 – 操作人员很难注意操作细节。增加了缺陷发生的频次,并可能导致 严重质量问题。
主要原因:无分级的发货排序;没有
拉动系统;太多的物料存储区域。
PC
I
O
TYPES
OF
WASTE
W
M
M
过度加工
定 义:做客户认为没有增加产
品价值的事情。
表 现: 当使用定扭矩扳手时,一次拧
紧已足以满足质量要求,却进行二次拧紧; 擦拭罩盖的内侧等。
主要原因:缺乏标准;没有或无效的工作
流程。
消除浪费
抽象思维
2’45
5’20’’
4’25’’
操作员 A
操作员 B
操作员 C
1”
必须消除工作量之间的不均衡。为了有效的平衡生产线,作业人员的节
拍时间必须和客户节拍时间相匹配。一个作业人员的节拍时间应当接近
或等于其他作业员的节拍时间---换句话说,节拍时间是平衡的。如果一 个班组的操作时间是不同的,那么所有的人都不得不等待直到“最慢”的 操作完成。在这种情况下,不均衡会导致“等待”的浪费发生。
W
M
M
物料移动
定 义:不为生产所需的,不必
要的运输、储存或重新安排整理物 品、物料、机器设备等。
表 现: 移动或重新安排整理物
料;临时的物料存储区等。
主要原因: 单批生产量过大;缺乏
现场5S管理等。
BIQS 审核表要求中文翻译

Layered Audit is an effective tool to confirm the processes are operating at standard, and enhance continuous improvement. Leadership utilizes an audit process by going and seeing on the shop floor to check process compliance, employee behavior and knowledge. Leadership uses Layered Audit as an opportunity for coaching. Recognition is used to reinforce the right behaviors. Ask Leadership how Layered Audit works in the organization, who is involved in the layered audit process, what is the frequency of layered audits. Is the layered audit sheet content relevant for the user (have each principle calibrator review respective part of the audit sheet)? Layered audit questions are reviewed from time to time to focus on the plant weaknesses. Check that all findings are recorded on the audit sheet and those not solved within the shift are transferred to countermeasure sheets. 分层审核是确认过程符合标准化、并强化持续改善的有效工具。 领导层利用审核过程,通过走访车间的形式检查过程的符合性、员工操作和认知。领导层利用 分层审核作为指导的机会。 通过强化员工意识,促进标准化操作。 询问领导层组织内的分层审核运作流程、分层审核参与的人员以及分层审核频度。分层审核清 单的内容是否适用于使用者(让分层审核的检查人员参与评审清单中各自负责检查部分的内容 适宜性)?时不时地对分层审核发现的问题进行评审以关注工厂的薄弱点。 检查所有分层审核发现的问题都已记录在审核清单内,当班没办法解决的问题转记到纠正措施 清单中。 0
QSB中英文

The Fast Response meeting: 快速反应会议:
-Shall be held daily to review the significant Quality concerns gathered by Quality. Meetings are held daily at minimum, some organizations may hold meetings every shift. 必须每天召开, 审核由质量部收集的重大质量问题. 该会议最少每天一次, 有些公司每班一次 -Is a communications meeting, not a problem solving meeting. It can be a 10 - 20 minute stand up meeting held on the shop floor or in a production conference room. 它是一个沟通 会议, 不是问题解决会议. 该会议可以是10-20分钟在生产现场召开的会议 - Is a manufacturing review meeting owned by manufacturing and supported by Quality, Engineering, Maintenance, etc…它是生产总结回顾会议, 应由生产部负责召开, 质量部、工程部、 设备维修部等给予支持.
4
FAST RESPONSE 快速反应
• Fast Response is a system that: 快速反应是这样一个系统 - standardizes reaction to significant External/Internal Quality failures.标准化的 应对重大的内/外部质量问题的反应流程 -promotes communication and discipline through daily meetings -通过例会加强交流和加强纪律. - utilizes a visual method of displaying important information. 用可视化的方法展现重要问题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
November 2006 Revision 2006年11月版
This presentation was developed by General Motors Corporation Worldwide Purchasing. All rights reserved. No part of this material may be reproduced in any form, or by any method, for any purpose, without written permission of General Motors Worldwide Purchasing.
Effect Hazardous without warning Hazardous with warning Very High
Ranking 10
9
8
High
Vehicle/item operable but at a reduced level of performance. Customer very dissatisfied.
FR&PS NCM VS LPA EPV WPO SWI (SOS) OI (JES) SOT(JIT) Risk Reduct Contam SCM
QSB WORKSHOP REV. 111406
1
General Motors Corporation. All rights reserved.
降低风险的程序
(AIAG PFMEA Third Edition)
FR&PS NCM VS LPA EPV WPO SWI (SOS) OI (JES) SOT(JIT)
Risk Reduct
Contam
SCM
QSB WORKSHOP REV. 111406
5
General Motors Corporation. All rights reserved.
7
Moderate
Vehicle/item operable but Comfort/Convenience inoperable. Customer Dissatisfied.
item(s)
6
Low
Vehicle/Item operable but Comfort/Convenience item(s) operable but at a reduced level of performance. Fit and Finish/Squeak and Rattle item does not conform. Defect noticed by most customers (greater than 75%). Fit and Finish/Squeak and Rattle item does not conform. Defect noticed by 50% of customers. Fit and Finish/Squeak and Rattle item does not conform. Defect noticed by discriminating customers (less than 25%. No discernible effect.
过程失效模式及效果分析
定 义
• 是一个格式化程序,用以识别和消除潜在失效模式
• 是一个识别每一个过程步骤的分析技术 – 过程可能达不到要求的情形 – 对内部/外部顾客的影响 (严重度) – 失效可能发生的频率 (发生频度) – 当前控制的效果 (预防和可探测度) – 原因和结果的等级 (风险顺序数)
FR&PS
NCM
VSLPAEFra bibliotekVWPO
SWI (SOS)
OI (JES)
SOT(JIT)
Risk Reduct
Contam
SCM
QSB WORKSHOP REV. 111406
3
General Motors Corporation. All rights reserved.
严重度分级
Criteria: Severity of Effect This ranking results when a potential failure mode results in a final customer and/or a manufacturing/assembly plant defect. The final customer should always be considered first. If both occur, use the higher of the two severities. (Customer Effect) Very high severity ranking when a potential failure mode affects safe vehicle operation and/or involves noncompliance with government regulation without warning. Very high severity ranking when a potential failure mode affects safe vehicle operation and/or involves noncompliance with government regulation with warning. Vehicle/item inoperable (loss of primary function). Criteria: Severity of Effect This ranking results when a potential failure mode results in a final customer and/or a manufacturing/assembly plant defect. The final customer should always be considered first. If both occur, use the higher of the two severities. (Manufacturing/Assembly Effect) Or may endanger operator (machine or assembly) without warning. Or may endanger operator (machine or assembly) with warning. Or 100% of product may have to be scrapped, or vehicle/item repaired in repair department with a repair time greater than one hour. Or product may have to be sorted and a portion (less than 100%) scrapped, or vehicle/item repaired in repair department with a repair time between a halfhour and an hour. Or a portion (less than 100%) of the product may have to be scrapped with no sorting, or a vehicle/item repaired in repair department with a repair time less than a half-hour. Or 100% of product may have to be reworked, or vehicle/item repaired off-line but does not go to repair department. Or the product may have to be sorted, with no scrap, and a portion (less than 100%) reworked. Or a portion (less than 100%) of the product may have to be reworked, with no scrap, on-line but out-ofstation. Or a portion (less than 100%) of the product may have to be reworked with no scrap, on-line but in-station. Or slight inconvenience to operation or operator, or no effect.
5
Very Low Minor
4 3
Very Minor None
2 1
(AIAG PFMEA Third Edition)
FR&PS NCM VS LPA EPV WPO SWI (SOS) OI (JES) SOT(JIT) Risk Reduct Contam SCM
QSB WORKSHOP REV. 111406
4
General Motors Corporation. All rights reserved.
发生频度分级
Probability Likely Failure Rates PpK Ranking
< 0.55 > 0.55 > 0.78 > 0.86 > 0.94 > 1.00 > 1.10 > 1.20 > 1.30 > 1.67 10 9 8 7 6 5 4 3 2 1
探测度分级
Detection Criteria Absolute certainty of non-detection. Controls will probably not detect. Controls have poor chance of detection. Controls have poor chance of detection. Controls may detect. Controls may detect. X Controls have a Moderately 4 good chance to High detect. Controls have a 3 High good chance to detect. 2 1 Very High Certain Controls almost certain to detect. Controls certain to detect. X