连铸可视化说明书
《年产432万吨连铸车间》设计说明书

内蒙古科技大学本科生毕业设计说明书(毕业设计)题目:设计年产量为432万吨合格连铸坯的连铸车间学生姓名:李震宇学号:0976102508专业:冶金工程班级:冶2011-5班指导教师:彭军副教授摘要本设计为年产量432万吨合格连铸坯的连铸车间,主要对连铸生产的工艺流程、车间组成和工艺布置进行设计,并对连铸机的几个主要工艺设备:钢包,中间包及其运载设备,结晶器及其振荡器,拉矫和引锭装置,切割装置进行了设计计算。
设计中对板坯连铸车间做了合理的布局。
并绘制了车间平面图和连铸机纵剖图。
为了提高连铸机生产率和提高产品质量,在设计中采用了一些新技术,新工艺和新设备。
设计中采用了直弧型连铸机,大容量和深熔池的中间包,电磁搅拌技术等。
本设计有2座210吨桶球型氧气顶吹转炉,转炉作业率85%,采用2吹2的吹炼制度。
冶炼时间需要38分钟。
车间设有2座RH炉,2座LF炉和2套板坯连铸机,预计年生产能力为432万吨良坯钢。
关键词:板坯连铸车间二次精炼炼钢AbstractThis paper is about the process design of the slab continuous casting plant of 4.32 million tons per year, it is mainly introduced the production process ,plant composition and the technological arrangement of the slab continuous casting plant. Also introduced and made the calculation about the important process and equipments of the slab caster: ladle and their delivery devices,tundish and their delivery devices, crystallizer and vibration device, straightening devices and dummy, cutting device.For improving the productivity of the continuous casting mill and product quality, some new technologies, and advanced equipment are taken.The straighten-arc casting mill, tundish with big capacity and deep pit, ,leaking prediction of the crystalizer, electromagetic stirring are selected, to make sure that the producing plan are scientific, adapting the demand of the present social development.There are two 210t silo-shape oxygen top-blown convertons both working with 85% operation rate.Two RH refining,two LF refining and two set of continous casing equipment , which are expected annual production capacity of 4.32 million tons steel billet.Key words: the slab continuous casting plant secondary refining continuous casting目录摘要.......................................................................................................................................... 第一章文献综述 . 01.1 连铸技术的发展概况 01.2 连铸技术发展趋势 (2)1.3 我国连铸技术发展 (4)1.4 国内连铸面临的问题 (5)1.5 连铸机总体设计的前提条件 (6)1.6 板坯连铸机主要技术特点 (6)第二章设计方案的确定和论证 (11)2.1 产品大纲的制定 (11)2.1.1 产品大纲制定的依据 (11)2.1.2 产品大纲 (12)2.1.3 各钢种的成分和生产工艺 (12)2.2 金属料流程图 (14)2.3 方案的选择与论证 (15)2.3.1 转炉容量与座数的确定 (15)2.3.2 钢包容量与尺寸的确定 (16)2.3.3 连铸方法的选择与论证 (20)第三章车间主体设备的设计 (27)3.1 连铸机的设计 (27)3.1.1 钢包允许的最大浇注时间 (27)3.1.2 铸坯断面的选择 (27)3.1.3 拉坯速度的确定 (28)3.1.4 冶金长度的计算 (29)3.1.5 连铸机弧形半径的计算 (30)3.1.6 连铸机的流数 (32)3.1.7 连铸机生产能力的确定 (32)3.2 连铸机的主要设备设计 (35)3.2.1 中间包的设计 (35)3.2.2 结晶器的主要设计参数 (39)3.2.3 二次冷却系统的设计 (41)3.2.4 喷水冷却系统 (42)3.2.5 喷嘴的选择与布置 (44)3.2.6 夹辊辊径、辊距及其布置 (44)3.2.7 拉坯矫直装置 (45)3.2.8 引锭装置 (46)3.2.9 铸坯的切割装置 (48)3.2.10 连铸机高度 (51)3.2.11 连铸机长度 (51)第四章车间主厂房的设计 (53)4.1 主厂房布置形式的选择与分析: (53)4.1.1 总体平面布置 (53)4.1.2 车间的工艺布置 (53)4.1.3 运输 (53)4.2 加料跨供应系统的选择 (53)4.2.1 转炉用铁水的供应 (53)4.3 连铸跨的布置 (56)4.3.1 浇注跨的标高、跨度 (56)参考文献 (58)第一章文献综述1.1 连铸技术的发展概况连续铸钢是钢铁冶金领域内发展最快、最受重视和最为成功的技术之一,其原因在于连铸技术具有显著的技术经济优越性,是钢铁生产流程中结构优化的重要环节。
数据可视化技术在炼钢一连铸生产调度中的应用

马军文 1 , 熊龙权 , 姚德 明 1 , 章祝雄 t , 杨桂 生 2
( 1 . 武钢集 团昆明钢铁股份有 限公 司, 云 南昆明 6 5 0 3 0 2 ; 2 . 昆明冶金高等专科学校 , 云南 昆明 6 5 0 0 3 3 )
摘
法按照原来计划进行操作 的时候 , 一定要及 时调整生产时 间与 处理设备的炉 次, 以此来确保生产过程的顺利、 流畅 。在生产过 程中, 一定要对钢 生产与物流进行 合理 的安排与组织计划 。相 关生产企业可 以利用调度软件完成 以下任务 : 在 计划编制生产
合同的时候, 可 以选择更好 的物流路径 , 进而缩短加工 时间; 找 出系统中存在的不足, 有利于缩短 生产 周期 与提 高设备的使用 效率 ; 可 以对 突发事件进 行相应 的模 拟, 进而达到 防患于未然 的 目的 。
围图、 瀑布 图等专业性 的图表形式 。除此之外 , 用户还可以利用 该软件强大 的 自定义 功能, 自行创建一些需要 的图表形 式, 比 如; 股票趋 势图、 财务 图表 、 销售 图表 等。并且该软件还支持 数 据 的高级分析与处理 , 利用软件 内设 的公式对 数据进行相应 的 计 算, 过 滤数 据点 , 处 理一些空数据或者丢失数据 , 进而分组 数 据 点, 只要用 户利用相关 的数行代码就可 以在短时间 内完成 大 量 数据 的分析与处理 。在运用 该软件进行 图表制作 的时候 , 可 以具有一 定的视觉 效果 , 不仅提供 了相应 的三维 效果 , 还可 以
生产调度 中数据可视化技术 的应用体现在以下三个方面: ( 1 ) 计划编制 。 计划编制主要就是完成调度计划 的制定 ,同时将炼 钢一 连 铸 的生产调度利用甘特 图表 达出来。一般 情况下, 甘特 图的横 坐标 都是 时间, 纵坐 标是加工 设备, 充分显示 出加工器件在 每 道工序加工设备上 的实 际安排状态 。计划编制主要就是 由制定 调度计划与绘制甘特 图这两部分共 同构成 , 制定调度计划 可以
4#连铸L2系统使用手册

4#连铸L2系统使用手册一. 操作指导操作工简单需要了解操作的两个模块为:班次登录和炉次计划操作,具体操作方式如下:1.班次登录双击开启系统,会弹出登录界面如图1-1所示。
操作工在以下两个输入框中选择班次和输入班次的密码,目前所有班次的密码统一为“sa”。
图1-1 班次登陆界面请选择班次:点击下拉菜单,在里面选择操作系统的班次。
请输入密码:输入班次密码。
(初始都为“sa”,如果更改,需要找维护人员,对应的表ccm_user_mb)点击“确认”按钮,即可正常进入L2系统。
如下图1-2所示。
图1-2 进入系统后界面注意:每个班次在接班的时候必须以自己的班次号登陆。
方法为点击“换班”按钮,弹出界面如图1-1所示。
2. 计划操作点击下排的“生产计划”,进入计划模块。
在此模块操作工只需要进行三项操作:“炉次添加、修改、删除”→“有无切和倍尺的选择”→“开浇通报”。
图2-1 炉次计划界面图2-2 炉次计划添加界面计划执行情况一览,如图2-1所示:“蓝色”:表示已经浇注完的计划。
“红色”:表示正在浇注的计划。
“黑色”:表示还未执行的计划。
计划模块功能如下(操作工可进行的操作):1〉炉次增加、修改、删除:增加炉次计划:点击“增加炉次”按钮,弹出炉次计划添加画面,填写要加入的炉次信息,默认值为右边选中项的值,点击“确认”保存该炉次计划信息。
如图2-2所示。
修改炉次计划:双击炉次计划表中要修改的炉次计划(只有未浇注的炉次计划才能修改,已浇或正在浇的炉次不能修改),弹出炉次计划修改画面,点击“确认”保存该炉次计划信息。
删除炉次计划:选中要删除的炉次计划,点击“炉次删除”按钮,删除相应计划(已浇或正在浇的炉次不能删除)。
说明:炉次计划所需数据有,浇次号(编码:S+09两位年号+0910四位年内浇次数),计划炉次号(与实际炉次号相同),实际炉次号(编码:09两位年号+4一位转炉号+00930五位年内转炉炉数号,如果是回炉在原来炉号后面加上字母’A’,以此类推),转炉号(4一位),浇次内序号,浇次总炉数,钢种号(五位),浇注规格(如1700*210),切割长度,这些为必填信息。
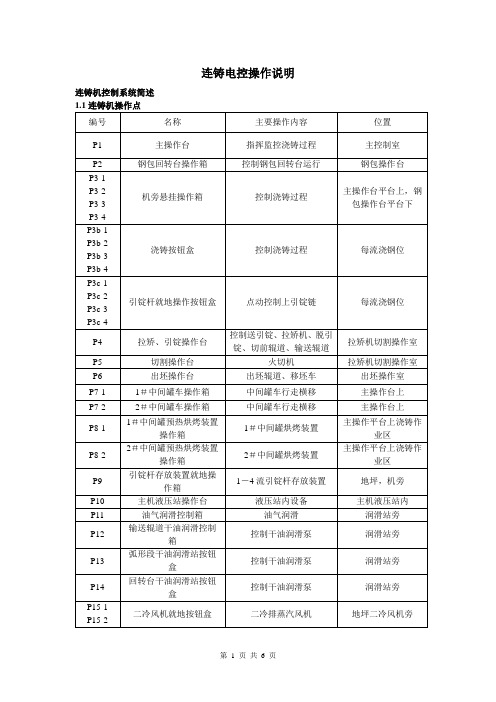
连铸电控操作说明

一台R8m六机六流方矩坯连铸机电控操作说明唐山市渤海冶金设备有限公司目录一、概述二、各部分功用简述2.1工控机操作台 (4)2.2主操作台 (4)2.3拉矫操作台 (5)2.4切割操作台 (7)2.5出坯操作台 (8)2.6结晶器操作箱 (9)2.7大包操作箱 (10)2.8中包操作箱 (11)2.9液压站操作箱 (11)三、具体操作步骤3.1送引锭前的准备过程 (11)3.2送引锭过程 (12)3.3浇铸前的准备工作 (12)3.4拉坯过程 (12)3.5切割过程 (13)3.6输送和转移过程 (13)3.7尾坯处理过程 (14)四、上位机的操作五、系统说明5.1振动电机 (16)5.2结晶器水 (16)5.3二冷水 (16)5.4设备冷却水 (16)一、概述连铸的电气设备全部采用西门子S7-300系列CPU314控制,六流铸机及公用设备各有一台PLC控制,各流及公用设备之间的通讯通过MPI网取得通讯连接。
大包车、中间罐车、结晶器振动装置、拉矫机、引锭存放夹送辊和切前辊道以及切割枪返回等全部采用西门子440交流变频器调速。
本系统电气设备包括:一个电源供电的进线电源柜(NAB);两个公用设备控制柜(N0-1,N0-2);六个铸流设备控制柜(N1,N2,N3,N4,N5,N6);一个公用PLC控制柜(PLC0)六个铸流PLC控制柜(PLC1,PLC2,PLC3,PLC4,PLC5,PLC6);一个装在主控室的工控机操作台(P0);两个装在主控室的主控操作台(P1-1,P1-2);两个装在二操室内的拉矫操作台(P2-1,P2-2);两个装在二操室内的切割台(P3-1,P3-2);一个装在三操室内的出坯操作台(P4);六个结晶器操作箱(P5-1,P5-2,P5-3, P5-4,P5-5, P5-6);一个装在大包操作平台上的大包操作箱(P6);两个装在浇铸平台上的中包操作箱(P7,P8);一个装在液压站室的就地液压站操作箱(P9);两个装在抽蒸汽风机机旁的风机就地操作箱(P10.P11)两个装在浇铸平台上的中包烘烤操作箱(B1,B2);二.各部分功用简述2.1工控机操作台工控机操作台P0位于浇铸平台上的主操作室内,该台上放置工控机和显示器,配有键盘及鼠标,可通过上位机画面对连铸生产过程进行监控和控制。
经典文档5机5流连铸机机械设备说明书

江西萍钢实业股份有限公司九江分公司R8m 五机五流方坯连铸机机械设备说明书库号: R290C0502中冶连铸技术工程股份有限公司工程二部二零一一年六月江西萍钢实业股份有限公司九江分公司R8m 五机五流方坯连铸机机械设备说明书库号: R290C0502编制:审核:中冶连铸技术工程股份有限公司工程二部二零一一年六月目录1. 前言2. 机械设备制造及安装验收标准3. 连铸机基准线和基准点4. 机械设备说明4.1 钢结构4.2 钢包回转台4.3 钢包加盖装置4.4 中间罐及盖4.5 中间罐车组4.6 结晶器、液面检测4.7 结晶器振动装置4.8 喷淋集管4.9 导向段4.10 拉矫机4.11 引锭杆4.12 引锭杆存放装置4.13 自动火焰切割机4.14 切前辊道4.15 运输辊道4.16 出坯辊道4.17 移坯车和移坏车轨道梁4.18 翻转冷床及收集台架4.19 滑道4.20 过渡滑道和拨钢机4.21 过渡辊道4.22 十字旋转台4.23 热送辊道4.24 中间罐烘烤与干燥装置4.25 二冷抽蒸气系统4.26 润滑系统4.27 液压系统5. 连铸机弧段设备的定位6. 连铸机整机的试运行7. 连铸机的维护要点1. 前言1.1 本说明书是江西萍钢股份有限公司九江分公司R8m方坯连铸机设计文件不可分割的一部分, 与设计图纸具有同等效力。
未经中冶连铸技术工程股份有限公司许可,任何单位或个人不得擅自转让, 复制或扩散。
1.2 连铸机主要技术性能1.2.1 连铸机技术参数铸机半径:R8m流间距×流数:1250 ×5冶金长度: ~24m(留)铸坯断面尺寸: 170 ×170,150X150预定尺长度: 9 m钢包容量: 55t序号铸坯断面配合拉速设计拉速1 150×150 2.72 m/min 2.2~3.0 m/min2 170×170 2.12 m/min 1.8~2.4 m/min铸机年产量:94.3 万t/a1.2.2 浇铸钢种:碳素结构钢、优质碳素结构钢、低合金结构钢等,1.3 连铸机设备组成该铸机由钢包回转台、钢包盖升降装置、中间罐、中间罐车、结晶器、结晶器电磁搅拌、结晶器振动装置、二次冷却及铸坯支撑导向段、拉矫机、刚性引锭杆、引锭杆存放装置、切前辊道、火切机、摄像定尺装置、运输辊道、出坯辊道、移坯车、翻转冷床和收集台架、过渡滑道、滑道、分钢机、过渡辊道、十字选转台、热送辊道、二冷室抽蒸汽系统、结晶器电磁搅拌系统、结晶器液面检测系统、钢结构以及冷却水、液压、润滑等公用系统组成.(1) 连铸机单体设备各部件的制作,应严格遵照施工图纸中有关尺寸、技术要求及设计说明,并应符合下列通用技术条件:JB/T5000.9-1998 切削加工件通用技术要求JB/TQ5000.3-1998 焊接件通用技术要求JB/T5000.5-1998 铸件通用技术要求JB/T5000.8-1998 锻件通用技术要求JB/T5000.10-1998 装配通用技术要求JB/T5000.12-1998 涂装通用技术要求YB3212-80 热处理通用技术要求YB3213-80 铸件机械加工余量与公差YB3217-82冶金机械加工产品防锈技术条件GB7231-87工业管路的基本识别色和识别符号(2) 连铸机设备的安装及验收除应遵守设备施工图及有关设计文件的要求外,还应遵守下列规范:YBJ201 -83冶金机械设备安装工程施工及验收规范(通用规定)YBJ202 -83冶金机械设备安装工程施工及验收规范(炼钢设备)YBJ207-85冶金机械设备安装工程施工及验收规范(液压、气动和润滑系统)3. 连铸机基准线和基准点3.1 设备安装前必须定出下列纵、横基准线,并设置永久中心标板。
连铸可视化说明书PPT课件

77336723料位计配电+器 7384配电器切断阀 78339056无纸记热录电仪+阻
保温24定7#炉测子空厚温气4仪度调5节反馈 27 3
保温15定2#炉测子空厚温气1仪度0调6节控制
5 1559
风机房、循环水站、一混二混、一烧 6 16260
7 16271 8 16282
主体、转炉泥。 9 16593
DP:5
频器
频器
频器
频器
1流马达柜
液压站
ET200S 7
DP:2
结晶器电搅
ET200S DP:5
DCD:台下
ET200M
4流电搅变 DP:8
公用马达柜
ET200S DP:6
频器 显示屏 DP:9
3流电搅变 频器 1流/2流/3流/4流
DP:11/12/13/14
末端电搅
大包回转台/
2流电搅变 频器 DP:10/12/13/14/15/16
执行器+ 二点混22火加#1定风蒸水子箱汽流温压调量度力节反1 反馈馈信号
风机房
9 8397热电阻调节+阀 1#2环煤冷气机总2出管口压压力力
18 35
99330189差压变压送力器+变送2冷点#器4环却火冷器炉机进煤3出水气口流压压量力力
19 9420配电器
+
2电机进水流量
35 9431流量开关
16 9442
转炉泥
差压配变电+送器器1引机风#风火尾2机9箱空除入压气尘口力压出温7力口度压力
23 24
77221278调节器差压+变送点火器41定空#测子气厚温调1仪度节3控制
电 阀动热调电++节阻碟2炉#一风1膛混箱压加压力水力压21力
连铸多媒体教学软件使用说明书
连续铸钢多媒体教学软件使用说明书一、安装说明该软件可在中文windows 98、windows 2000及windows XP操作系统下运行,计算机显示器的分辨率设为800X600,安装目录所在的硬盘自由空间大于1.5G。
A、服务器上的软件安装1、运行光盘的“网络狗驱动程序”目录下的Setup.exe进行网络狗驱动程序的安装。
2、插入USB网络狗。
3、运行光盘1的“网络狗服务程序”目录下的setup.exe进行网络狗服务程序的安装。
当出现对话框“请选择对应网络狗硬件的安装配置文件!”时,请选择光盘根目录中的“NDogInst.Cfg”文件后单击该对话框的“打开”按钮。
(注意:服务程序在Win9x操作系统下有可能会和一些杀毒软件的某些版本有冲突,例如“金山毒霸”,建议修改金山毒霸的程序启动时查毒的方式为其它一些方式,即可避免冲突。
)4、运行光盘1根目录下的“LzMdb.exe”,在出现界面的“安装到(T)”下面的输入框中输入目标文件夹(即硬盘上存放“Lz.mdb”等连续铸钢网络数据库的目录)后,单击下面的按钮“安装”以进行连续铸钢网络数据库的安装,安装好后把该目标文件夹设置为共享。
B、客户端上的软件安装1、运行光盘的“网络狗驱动程序”目录下的Setup.exe进行网络狗驱动程序的安装。
2、运行光盘1中的LzSetup1目录下的SETUP.EXE以安装连续铸钢多媒体教学软件程序。
3、通过“网上邻居”把服务器上存放“Lz.mdb”等连续铸钢网络数据库的目录映射为网络驱动器(如Z),修改执行文件“lz.exe”所在目录的mdbpath.txt,使其内容指向网络驱动器(例如z:\)。
C、如果服务器上也要运行“连续铸钢多媒体教学软件”,则安装步骤同“B、客户端上的软件安装”一样。
二、功能简介本连铸多媒体软件具有以下主要功能:1.连铸主要设备功能介绍在背景音乐下学员可以在计算机显示屏前观看连铸主要设备的动画和功能介绍。
连铸电控操作说明书
连铸电控操作说明连铸机控制系统简述1.2 钢包回转台控制钢包回转台正常驱动采用一台电机,变频调速。
事故驱动采用液压马达。
钢包回转台在P2操作箱上进行控制,主要控制内容有:“反转”“停”“正传”选择开关;“慢速反转”“慢速正传”带点动按钮;“事故回转”按钮。
1.3 大包加盖装置控制大包加盖装置共有两套。
分别采用电液推杆驱动。
1#加盖装置和2#加盖装置分别在P2上进行控制。
控制内容有:“加盖”“开盖”带灯按钮,“停”按钮;“升”“降”带灯按钮。
1.4 中间罐车控制中间罐车驱动采用二台变频调速电机。
中间罐车主要在P7操作箱上进行控制,主要控制内容有:中间罐车行走“左行”“停”“右行”选择开关;“点动”“点退”点动按钮。
中间罐车点动主要用于在浇注位水口对中。
中间罐升降“上升”“停”“下降”选择开关;“水平调整”带灯按钮。
中间罐横移“前移”“后移”带灯按钮。
1.5 二冷室排汽风机控制二冷室排汽风机共有两套。
各由一台电机驱动。
二冷室排汽风机主要在主控室PC工作站和P15操作箱上进行控制,在P15操作箱上可以选择操作地点。
控制项目有:风机“开”“停”按钮。
风机“就地”“远程”选择开关。
1.6 二冷水喷淋系统控制二冷水系统主要有以下检测、控制设备组成:总管压力检测;总管温度检测;每流支管气动切断阀;每流O段流量检测和电动调节阀调节,每流Ⅰ段流量检测和电动调节阀调节,每流Ⅱ段流量检测和电动调节阀调节,每流Ⅲ段流量检测和电动调节阀调节。
二冷水设二种工作方式选择:自动-手动。
自动方式下随“浇铸”、“停浇”按钮一起启动、停止,手动控制有开-关控制,在P3箱上操作。
二冷水调节系统的控制:二冷水调节系统的控制在主控室PC操作站上进行,通过计算机画面可以选择二冷水调节方式:自动方式-半自动方式-手动方式。
流量设定、阀门开度设定均可通过计算机画面进行。
(1)控制原则二冷水各段独立自成系统。
在浇铸前操作工根据浇铸的铸坯断面及钢种选定冷却组别,计算机自动调用配水模型进行生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主控台 1流末端电 ET200M DP:6 搅变频器
火切பைடு நூலகம்制台
ET200M DP:7
1流/2流/3流/4流 DP:21/22/23/24
出坯控制台
ET200M DP:8
75 31 76 32 77 33 78 34 79 35 80 36 89 37 90 38 91 39
1 49 9 5 2 50 10 6
27 转 23 71 调节器 + 定子温度3 41#测厚仪 点火空气调节控制 1 差压变送器 炉 24 72 28 + 泥 4 D1-9XT73 楔形流量计 29 1 4 隔离器保温炉煤气调节反馈 2#测厚仪 + 2 74 30 定子温度4
ET200S DP:3
结晶器电搅
公用马达柜
ET200S DP:6
4流电搅变 频器 显示屏 DP:9
大包回转台/ 1#中间罐车/ 2#中间罐车/ 中间罐车升降/ 移坯车
3流电搅变 1流/2流/3流/4流 DP:11/12/13/14 频器
末端电搅
2流电搅变 DP:10/12/13/14/15/16 振动台/ 频器 拉矫机上辊/
V型锥
1
+
+ +
+
+ +
92 40
93 41 94 42 95 43 96 44 97
+ 质量流量计 +
风机入口压力 2 4#环冷机出口压力 保温炉煤气压力
98
99
5#环冷机出口压力
+
标准化设备点检
1.设备点检标准
一、点检前准备: 一、点检前准备: 一、点检前准备: 一、点检前准备: 早会 点巡检(日、定、年修及故障处理) 1、点检前对设备所处环境进行危害辨识,制定措施,穿戴好劳保用品。 • 1、点检前对设备所处环境进行危害辨识,制定措施,穿戴好劳保用品。 • 2.点检计划 • 1、点检前对设备所处环境进行危害辨识,制定措施,穿戴好劳保用品。 • 1、点检前对设备所处环境进行危害辨识,制定措施,穿戴好劳保用品。 • 2、确定点检部位,熟练掌握变送器的型号、安装方法和故障处理。 •• 1、点检前对设备所处环境进行危害辨识,制定措施,穿戴好劳保用品。 查看仪表参数是 2、确定点检部位,熟练掌握变送器的型号、安装方法和故障处理。 外表查看接线是 查看画面参数是 • 2、确定点检部位,熟练掌握变送器的型号、安装方法和故障处理。 • 2、确定点检部位,熟练掌握变送器的型号、安装方法和故障处理。 外表查看接线是 • 2、确定点检部位,熟练掌握变送器的型号、安装方法和故障处理。 3、工具准备齐全。 否正常,询问操 0.5h 0.5h 0.5 2.5h •• 3、工具准备齐全。 2.5h 否牢固,清洁仪 否正常,询问操 1.5 否牢固,清洁仪 • 3、工具准备齐全。 查看画面参数是 h •当日工作安 · 3.设备点检指导书 表卫生 · 作人员各项数据 3、工具准备齐全。 二、热电阻(偶)点检标准内容 按点检计划实施点 收集设备状 h ·作人员各项数据 点检软件台帐记 查看画面参数是 3、工具准备齐全。 二、盘柜点检标准内容: • 1、外观: 表卫生 否正常,询问操 其 有无异常二烧南路 休息室 二、电磁流量计点检标准内容: •排和安全交 二、执行器点检标准内容: 铁路天桥 一烧一混 录 一烧北路 检 态 午 否正常,询问操 有无异常 • 1、外观: 作人员各项数据 它 1、外观 二、变送器点检标准内容: •底热电阻(偶)表面干净卫生,铭牌、标示牌字迹清楚无灰尘,一次元件无弯曲变形,法 • 1、外观 · 了解生产操作情况 · 配料除尘 信息交流 餐 · 作人员各项数据 自主管理活动 • • 兰表面光滑无污浊、法兰之间垫片无外漏、法兰之间的螺杆螺帽无丢失,金属软管表面 盘柜表面干净,门开关自如无卡塞。盘柜内部无灰尘,接线整齐有序,安全栅 4.点检员日常工作安排 · 故障处理 · 有无异常 与点检业务有关 有无异常 • 电磁流量计表面干净,屏幕清楚。名牌、标牌字迹清晰,流量计流向正确,法 • 1、外观 执行器表面干净无裂痕,螺丝牢固大小盖子无松动,密封性好。开关度显示清 、配电器、隔离器、温变、空气开关安装牢固,线槽用盖板盖好,槽外无零乱 无灰尘、无破损,胶布无漏角、无脱落。 整粒除尘 风机房操作室 1#主风机 的工作 兰紧固不漏水。流量计接地良好,转换器螺丝拧紧密封性好,金属软管连接固 楚,铭牌、标牌字迹清楚,连杆曲柄牢固、翻版销子紧固。油脂充足,执行器 线头。线头套有号码筒,端子排、端子号、空气开关标示清楚。联锁点必须挂 • 变送器表面无灰尘,屏幕显示清晰,镜片干净没有污垢。安装牢固无倾斜,正 • 2、接线 主控室 休息室 二混 定,表面干净无破损,流量计内部无异常响声。 无异常声音,金属软管干净无破损。合格证有效,手柄无卡塞、摇把无松动。 主控室 负导压管光滑无砂眼,各阀无生锈无腐蚀,铭牌、标志牌字迹清楚、干净,金 联锁牌,牌子字迹清楚。屏蔽接地线整洁,各测量点信息齐全。 • 休息室 接线柱连线牢固整齐美观,线头无氧化、信号传输强,没有裸露在外的线,未进一次元 5. 点检路线 一烧西路 主控室 风机房 一烧中路 主控室 休息室 •一烧二混 2、接线 • 属软管连接牢固表面没有破损,放置变送器的仪表箱表面干净无生锈。 件多余的线用软管套好。 • 2、接线 2、接线: 查看画面参数是否正 一混 外表查看接线是 2#主风机 休息室 • 所有接线紧固,无裸露电线在外。各电线必须套上号码筒,号码筒上写全信息 • 所有接线端子紧固,没有裸露在外的电线。线头无氧化,信号传输强,执行器 • 3、接口 •• 2、接线 常,询问操作人员各 否牢固,清洁仪 所有接线必须牢固无松动,无裸露线头在外。线路走向整齐有序、无交叉、无 烧结机 进线口处没有多余在外的电缆。 • 。多余电缆用软管套好,不得暴露在外。 法兰之间的螺杆螺帽连接牢固没有松动,接线盖处密封性好,放水性能强。M16(27)接 项数据有无异常,清 机尾除尘 表卫生 打结,所有电线无破皮。盘柜下面电缆要用扎带固定,拨皮处要用胶布占好。 6. 监控画面 • 变送器接线牢固无裸露,多余电缆要用金属软管套好,多余电缆不应太长,套 外表查看接线是 水分仪清洁探头, 头处拧紧没有松动,金属软管前后连接处密封性强。 • 3、接口 • 管要美观,连接处要用胶布占好。 3、接口 洁仪表卫生 • 3、接口: 否牢固,清洁仪 整理仪表卫生 金属软管两端连接固定,法兰之间用螺杆螺帽拧紧不漏水 三、点检方法: 清扫清洁仪表卫 • 软管接口紧固,执行器螺丝拧紧,连接翻版处牢固。 • 进盘柜的所有电缆在盘柜接口上下必须正好扎进。 表卫生 •• 成品仓 机头除尘 与各部门做好沟通协调 • 3、接口 目视、手摸、仪器休息室 生,紧固螺丝, 循环水站 三、点检方法: 三、点检方法: 7. 盘柜信息 三、点检方法: 查看仪表接线是 • 变送器密封性好、防水性能强,连接头上有生胶带并且有垫片,所有阀以及泄 • 目视、手摸、耳听、仪器 • 目视、手摸、耳听、仪器
• 一烧坐落于风景秀丽的湘江畔上,整 2 红外水分仪 个厂区道路宽敞干净、绿化怡人,年 43#测厚仪 执行器 保温炉煤气调节控制 4 配电器 27 定子温度5 料位计 产烧结矿410万吨。现有计控设备共 保温炉空气调节反馈 4#测厚仪 3 切断阀 27 配电器 5#测厚仪 无纸记录仪 保温炉空气调节控制 10 热电阻 12 385台。仪表分布在成品仓、除尘站、 定子温度6 2 热电阻 2 调节阀 1#环冷机出口压力 煤气总管压力 风机房、循环水站、一混二混、一烧 4 差压变送器 冷却器进水流量 3 压力变送器 2#环冷机出口压力 点火炉煤气压力 2 配电器 电机进水流量 主体、转炉泥。 3#环冷机出口压力 点火炉空气压力 22 流量开关
8 4 除尘站48
差压变送器
+
7
一混二混
29 差压变送器机尾除尘出口压力 引火空气压力 配电器 1#风箱压力7 风机入口温度 电动调节碟 1 + 3 51 11 7 热电阻 2#风箱压力21 炉膛压力 一混加水压力 阀 10 52 + 12 8 11 53 3 + 2 循环水站 隔离器 差压变送器 电机驱动轴温 13 9 12 一混加水流量反馈信号 煤气流量 12 10 4 3#风箱压力 14 54 1 超声波液位计 一 301YP 1 301YP13 11 红外线 + 5 15 成 烧 55 电机非驱动轴温 点火空气量 二混加水压力 1456 16 电磁流量计 品 6 10 主 12 流量开关 4#风箱压力2 + 1557 17 仓 7 体 13 点火煤气量 35 配电器 二混加水流量反馈信号 5 配电器 5#—7#风箱压力 D1-8XT 414 8 18 58 5 9 风机非驱动轴温 + 19 59 15 3 切断阀 1 闪光报警器 9#—11#风箱压力 保温炉空气量 二混蒸汽量 6 18 20 60 16 53 热电偶 + 7 35 5 数字显示仪 21 61 17 风 14#—16#风箱压力 二混蒸汽压力 保温炉煤气量 8 风机驱动轴温 22 62 18 25 热电阻 机 19 2 压力变送器 + 9 35 53 63 19 4 调节阀 一混加水流量控制信号 房 16 19#—21#风箱压力 保温炉蒸汽量 16 20 54 64 2 液位传感器 + 17 21 15 定子温度1 1 执行器 55 65 二混加水流量反馈信号 点火蒸汽调节反馈 22#风箱压力 18 22 56 66
计控设备配置
台下火切室 主控室
公用PLC柜
公用马达 控制柜
交 换 机
大屏幕显 示
公用:193.193.0.170 1流:193.193.0.171 2流:193.193.0.172 3流:193.193.0.173 4流:193.193.0.174 电搅:193.193.0.231
旋流井:193.193.0.100 1流塞棒:193.193.0.221 2流塞棒:193.193.0.222 3流塞棒:193.193.0.223 4流塞棒:193.193.0.224 旋流井