TE2
卷带包装尺寸图 - 新日本无线株式会社(New JRC)

卷带包装尺寸图卷带包装尺寸图载带包装的规格是以 JIS「电子部件的包装尺寸法(C-0806:表面实装部件) 」为基准的。
各包装的 IC 装入方向、1 卷的数量如下表所示。
载带品一览 PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 8pin Ø 330 16 12 2000 TE1 8pin ← 12 8 ← TE3 DMP 14pin ← 16 12 ← TE1 16pin ← ← ← ← TE1 20pin ← ← ← ← TE1取出方向 TE2 TE4 TE2 TE2 TE2卷带包装尺寸图载带品一览 PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 8pin Ø 330 12 8 3000 TE1 18pin ← 24 12 2000 TE1 SOP 22pin ← ← ← ← TE1 28pin ← ← ← ← TE1 40pin ← 44 16 1000 TE1取出方向 TE2 TE2 TE2 TE2 TE2PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 8pin JEDEC 150 mil Ø 330 12 8 2000 TE1SOP JEDEC 16pin JEDEC 300 mil 20pin JEDEC 300 mil ← ← 24 ← 12 ← 1500 ← TE1 TE124pin JEDEC 300 mil ← ← ← ← TE1取出方向 TE2 TE2 TE2 TE2PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 8pin Ø 330 12 8 2000 TE1 16pinE2 ← ← 12 1500 TE1EMP 20pinE2 ← 24 ← ← TE1 24pinE3 ← ← ← ← TE1取出方向 TE2 TE2 TE2 TE2卷带包装尺寸图载带品一览 PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 8pin Ø 255 12 8 2000 TE1 10pin ← ← ← ← TE1 14pin ← ← ← ← TE1 SSOP 16pin ← ← ← ← TE1 20pin ← ← ← ← TE1 20pinB2 ← ← ← ← TE1取出方向 TE2 TE2 TE2 TE2 TE2 TE2PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 20pinF1 Ø 330 16 12 2000 TE1 24pin ← ← ← ← TE1SSOP 24pinE1 ← ← ← ← TE1 32/44pin ← 24 ← ← TE1MSOP(VSP) 8pin 10pin Ø 255 ← 12 ← 8 ← ← ← TE1 TE1取出方向 TE2 TE2 TE2 TE2 TE2 TE2PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs)MSOP(TVSP) 8pin 10pin Ø 255 ← 12 ← 8 ← 2000 ← TE1 TE1TO-252 3pin Ø 330 16 ← 3000 TE1 5pin DL3: Ø330 ← ← ← TE1 3pin Ø 180 12 ← 1000 TE1SOT-89 5pin ← ← ← ← TE1取出方向 TE2 TE2 TE2 TE2 TE2 TE2卷带包装尺寸图载带品一览 PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 5pin Ø 180 8 4 3000 TE1 SOT-23(MTP) 6pin ← ← ← ← TE1 6pin(6-1) ← ← ← ← TE1 SC-88A 5pin ← ← ← ← TE1 SC-82AB 4pin ← ← ← ← TE1取出方向 TE2 TE2 TE2 TE2 TE2PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 6pin(6-B2) φ180 8 4 3000 TE1FLP 6pin(6-C3) ← ← ← ← TE110pin(10-C1)← 12 ← ← TE3SON 6pin ← 8 ← ← TE320pin-M1 φ300 12 8 ← TE4QFN 28pin-N1 ← ← ← ← TE428pin-P4 ← ← ← ← TE4取出方向 TE2 TE2 TE4 TE4PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 12pin φ255 8 4 4000 TE1 16pin ← ← ← ← TE1FFP 24pin ← 12 8 2000 TE1 32pin ← ← ← ← TE1 14pin-C3 φ180 8 4 3000 TE1 16pin-E4 φ255 12 8 2000 TE1PCSP 20pin-CC φ180 8 4 3000 TE1 20pin-E3 ← 12 8 1500 TE1取出方向 TE2 TE2 TE2 TE2 TE2 TE2 TE2 TE2卷带包装尺寸图载带品一览 PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs) 6pin-D3 φ180 8 4 3000 TE1 8pin-B3 ← ← ← ← TE1 USB 10pin-C3 ← ← ← ← TE1 12pin-E3 ← ← ← ← TE1 24pin φ254 12 8 2000 TE1 BCC 32pin ← ← ← ← TE136pin ← ← ← ← TE1取出方向 TE2 TE2 TE2 TE2 TE2 TE2 TE2PKG 项目 卷径 带宽 间隔 所装个数 (mm) (mm) (mm) (pcs)EQFN14pin-D7 φ180 8 4 3000 TE1 项目 卷径 带宽 间隔 所装个数PKG (mm) (mm) (mm) (pcs)PLCC 28pin-M2 φ330 24 16 750 TE3取出方向 取出方向 TE2卷带包装尺寸图载带包装 (1)载带包装(BCC) BCC24/32/36 (TE1, TE2)BCC24 标识 A B D0 D1 E F P0 P1 P2 T T2 W W1 尺寸 4.30±0.1 4.30±0.1 1.55 1.55+0.1 -0 +0.1 -0取出方向BCC32 尺寸 BCC36 尺寸 4.8±0.1 4.8±0.1 1.55+0.1 -0 +0.2备注内底尺寸P2 P0φ D0T5.35±0.1 5.35±0.1 1.55 1.55+0.1 -0 +0.1 -0E内底尺寸W11.55 -01.75±0.1 5.5±0.1 4.0±0.1 8.0±0.1 2.0±0.1 0.3±0.05 0.9±0.1 12.0±0.3 9.51.75±0.1 5.5±0.1 4.0±0.1 8.0±0.1 2.0±0.1 0.3±0.05 1.0±0.1 12.0±0.3 9.51.75±0.1 5.5±0.1 4.0±0.1 8.0±0.1 2.0±0.1 0.3±0.05 0.9±0.1 12.0±0.3 9.5厚度 0.05 MAX.(24/32) 0.1 MAX.(36)BP1Aφ D1WFT2单位:mm标识 A B C D E W W1尺寸 Ø254±2 Ø100+2 -0W1Ø13±0.2 Ø21±0.8 2±0.5 13.4±0.1 2.9 MAX 单位:mmB AD ECW取出开始时:空白部分有 20 以上个凸点+1周以上的胶带 取出结束时:空白部分有 20 以上个凸点卷带包装尺寸图(2)载带包装(DMP) DMP8 (TE1, TE2)标识 A B D0 D1 E F P0 P1 P2 T T2 W W1 7.1 5.4 1.55±0.05 2.05±0.1 1.75±0.1 7.5±0.1 4.0±0.1 12.0±0.1 2.0±0.1 0.3±0.05 2.3 16.0±0.3 13.5 厚度最大 0.1 单位:mmP1取出方向 备注 内底尺寸 内底尺寸P2 P0ØD 0尺寸TW1 BAF WØD 1ET2W1标识 A B C D E W W1尺寸 Ø330±2 Ø80±1 Ø13±0.2 Ø21±0.8 2±0.5 17.5±0.5 2±0.2 单位:mmD C EW取出开始时:空白部分有 20 以上个凸点+1周以上的胶带 取出结束时:空白部分有 20 以上个凸点BA卷带包装尺寸图DMP8 (TE3, TE4)标识 A B D0 D1 E F P0 P1 P2 T T2 W W1 尺寸 5.4 7.3 1.5+0.1 -0取出方向 备注 内底尺寸 内底尺寸P2 P0Ø D0T1.75±0.1 5.5±0.05W1 B W4.0±0.1 8.0±0.1 2.0±0.05 0.3±0.05 2.3 12.0±0.3 9.5 厚度最大 0.1 单位:mmAFE1.7±0.1Ø D1P1T2W1标识 A B C D E W W1尺寸 Ø330±2 Ø80±1 Ø13±0.2 2±0.5 13.5±0.5 2±0.2 单位:mmBW E取出开始时:空白部分有 20 以上个凸点+1周以上的胶带 取出结束时:空白部分有 20 以上个凸点AØ21±0.8DC卷带包装尺寸图DMP14/16/20(TE1, TE2)标识 A B D0 D1 E F P0 P1 P2 T T2 W W1 尺寸 7.4 10.4 1.5+0.1 -0取出方向 备注 内底尺寸 内底尺寸P2 P0ØD 0T1.7±0.1 1.75±0.1 7.5±0.1 12.0±0.1 2.0±0.1 0.3±0.05 2.3 16.0±0.3 13.5 厚度最大 0.1 单位:mmP1 AØD 1W1 B4.0±0.1F WT2W1 E D C标识 A B C D E W W1尺寸 Ø330±2 Ø80±1 Ø13±0.2 Ø21±0.8 2±0.5 17.5±0.5 2±0.2 单位:mmBWE取出开始时:空白部分有 20 以上个凸点+1周以上的胶带 取出结束时:空白部分有 20 以上个凸点A卷带包装尺寸图(3) 载带包装(EMP) • EMP8(TE1, TE2)EMP8 标识 A B D0 D1 E F P0 P1 P2 T T2 W W1 尺寸 6.6 5.4 1.5 +0.1 -0 1.7±0.1 5.5±0.05 4.0±0.1 8.0±0.1 2.0±0.05 0.3±0.05 2.2 12.0±0.3 9.5 厚度最大 0.1 单位:mmP1 AØD 1取出方向P2 P0ØD 0T备注 内底尺寸 内底尺寸W1 B1.75±0.1F WT2W1 E D C WEMP8 标识 A B C D E W W1 尺寸 Ø330±2 Ø80±1 Ø13±0.2 Ø21±0.8 2±0.5 13.5±0.5 2±0.2 单位: mmB A取出开始时:空白部分有 20 以上个凸点+1周以上的胶带 取出结束时:空白部分有 20 以上个凸点E•EMP16-E2 (TE1, TE2) 取出方向标识尺寸备注 标识 尺寸A Ø330±2B Ø100±1C Ø13D Ø20.2MINE 2±0.5W 16.8 W 12±0.2单位: mmA 10.9 内底尺寸B 10.7 内底尺寸D 0 1.5 D 11.6±0.1E 1.75±0.1F 7.5±0.1P 0 4.0±0.1P 112.0±0.1 P 2 2.0±0.1T 0.3±0.05T 23.0±0.1W 16.0±0.3单位: mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点ØD 0TØD 1P 1AT 2P 0BF EWP 2+0.1-0W 1WBAECD+0.5-0.2+0.6 -0.4•EMP20-E2 (TE1, TE2) 取出方向标识尺寸备注 A 10.9 内底尺寸 B 13.3 内底尺寸D 0 1.5 D 11.55±0.1E 1.75±0.1F 11.5±0.1P 0 4.0±0.1P 112.0±0.1 P 2 2.0±0.1T 0.3±0.05T 23.0±0.1W 24.0±0.3单位: mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点ØD 0TØD 1P 1AT 2P 0BFEWP 2+0.1-0W 1WBAECD标识 尺寸A Ø330±2B Ø100±1C Ø13 +0.5D Ø20.2MIN -0.2E 2±0.5W 24.8 +0.6 W 12±0.2-0.4单位: mm•EMP24-E3 (TE1, TE2) 取出方向标识尺寸备注A 10.9 内底尺寸B 16.0 内底尺寸D 0 1.5 D 11.55±0.1E 1.75±0.1F 11.5±0.1P 0 4.0±0.1 P 112.0±0.1 P 2 2.0±0.1T 0.3±0.05T 23.0±0.1W 24.0±0.3单位: mm标识 尺寸A Ø330±2B Ø100±1C Ø13D Ø20.2MINE 2±0.5W 24.8 W 12±0.2单位: mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点ØD 0TØD 1P 1AT 2P 0BFEWP 2+0.1-0W 1WBAECD+0.5-0.2+0.6 -0.4(4)载带包装(EQFN)EQFN14-D7 (TE1, TE2)取出方向EQFN14-D7标识尺寸 备注 A 1.85±0.05内底尺寸 B 1.85±0.05内底尺寸D 0 1.5 D 10.5±0.1E 1.75±0.1F 3.5±0.05 P 0 4.0±0.1 P 1 4.0±0.1 P 2 2.0±0.05 T 0.25±0.05 T 20.65±0.05 W 8.0±0.2W 15.5厚度最大0.1单位:mm+0.1-0EQFN14-D7标识 尺寸A Ø180 +0. -1.5 Ø60B +1C Ø 13±0.2 -0Ø 21±0.8 D E 2±0.5 W 9+0.3 W 11.2-0单位:mm取出开始时:空白部分有25以上个凸点+1周以上的胶带 取出结束时:空白部分有40以上个凸点(5)载带包装(FFP)标识尺寸A Ø255±1B Ø 80±1C Ø 13±0.3D ≥Ø 20.2E 2±0.5W 9.5±0.3W12±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点B A WW1EC DFFP24-E1/32-G1 (TE1, TE2)取出方向FFP24-E1 FFP32-G1 标识 尺寸 尺寸 备注 A 3.8±0.1 4.8±0.1 内底尺寸B 3.8±0.1 4.8±0.1 内底尺寸D 0 1.5 1.5D 1 1.5 1.5E 1.75±0.1 1.75±0.1F 5.5±0.05 5.5±0.05 P 0 4.0±0.1 4.0±0.1 P 18.0±0.18.0±0.1P 2 2.0±0.05 2.0±0.05 T 0.3±0.05 0.3±0.05 T 2 1.201.20W 12.0±0.3 12.0±0.3 W 19.5 9.5 厚度最大0.1单位:mm标识 尺寸A Ø255±1B Ø 80±1C Ø 13±0.3D ≥Ø 20.2E 2±0.5 W 13.5±0.5 W 12±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点+0.1-0+0.2-0+0.1-0 +0.2 -0BP 0P 2P 1AØD 0TF EWØD 1T W 12BAWW 1ECD(6)载带包装(FLP)FLP6-B2 (TE1, TE2)/10-C1 (TE3, TE4)取出方向FLP6-B2 FLP10-C1标识 尺寸 尺寸 备注 A 2.20 2.8±0.1 内底尺寸 B 2.40 3.4±0.1 内底尺寸D 0 1.55 1.55 D 1 1.05 1.05E 1.75±0.1 1.75±0.1F 3.5±0.1 5.5±0.1 P 0 4.0±0.1 4.0±0.1 P 1 4.0±0.1 4.0±0.1 P 2 2.0±0.1 2.0±0.05 T 0.2±0.05 0.25±0.05T 2 1.3 1.1W 8.0±0.3 12.0±0.3W 15.59.5厚度最大0.1单位:mmBW 1P 0P 2FLP6-B2 FLP10-C1 标识 尺寸尺寸A Ø180 Ø180±3B Ø 60Ø 60±1 C Ø 13±0.2 Ø 13±0.2 D Ø 21±0.8 Ø 21±0.8 E 2±0.5 2±0.5 W 9±0.5 13±0.5 W 11.2±0.21.2±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点+0 -3+1 -0P 1AØD 0TFEWØD 1T 2B AWW 1E CD(7)载带包装(MSOP(VSP/TVSP))*MEET JEDEC MO-187-DA /**MEET JEDEC MO-187-DA / THIN TYPE取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点(8)载带包装(PCSP) PCSP14-C3 (TE1, TE2)标识尺寸备注A 2.8±0.1 内底尺寸B 2.8±0.1 内底尺寸D1.5D11.0E 1.75±0.1F 3.5±0.05P4.0±0.1P14.0±0.1P22.0±0.05T 0.2±0.05T21.20W 8.0±0.2W15.5 厚度最大0.1单位:mm标识尺寸A Ø180B Ø 60CØ 13±0.2D Ø 21±0.8E 2±0.5 W 9W11.2单位:mmBP0P2P1AØD0FEWØD1T2T W1B AWW1ECD取出开始时:空白部分有25以上个凸点+1周以上的胶带取出结束时:空白部分有45以上个凸点取出方向+0.1 -0+0.2 -0+0.5-1.5+1-0+0.3-0PCSP16-E4 (TE1, TE2)标识 尺寸 备注 取出方向A 3.8±0.1 内底尺寸B 3.8±0.1 内底尺寸取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有40以上个凸点BP 0P 2P 1AØD 0FEWØD 1T 2TBAWW 1ECDD 0 1.5+0.1 -0 D 1 1.5 +0.2-0E 1.75±0.1F 5.5±0.05 P 4.0±0.1 0P 8.0±0.1 1P 2.0±0.05 2T 0.3±0.05 T 1.20212.0±0.3 WW 9.5厚度最大0.11单位:mm标识 尺寸Ø255±1 A Ø 80±1 B Ø 13±0.3 C ≥Ø 20.2 D E 2±0.5 W 13.5±0.5 W 2±0.21单位:mm标识 尺寸 备注 A 2.95±0.1 内底尺寸 B 2.95±0.1 内底尺寸D 0 1.5 D 1 1.0E 1.75±0.1F 3.5±0.05 P 0 4.0±0.1 P 1 4.0±0.1 P 2 2.0±0.05 T 0.3±0.05 T 2 1.05 W 8.0±0.2W 15.5厚度最大0.1单位:mm标识 尺寸A Ø180B Ø 60C Ø 13±0.2D Ø 21±0.8E 2±0.5 W 9 W 11.2单位:mmBAWW 1ECD取出开始时:空白部分有25以上个凸点+1周以上的胶带取出结束时:空白部分有40以上个凸点+0.1-0 +0.2-0 +0-1.5+1 -0 +0.3-0标识 尺寸 备注 A 4.80±0.1 内底尺寸 B 4.80±0.1 内底尺寸D 0 1.5 D 1 1.5E 1.75±0.1F 5.5±0.05 P 0 4.0±0.1 P 18.0±0.1 P 2 2.0±0.05 T 0.3±0.05 T 2 1.2±0.1 W 12.0±0.3 W 19.5单位:mm标识 尺寸A Ø180B Ø 60C Ø 13±0.2D Ø 21±0.8E 2±0.5 W 13 W 11.2单位:mmBAWW 1ECD取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点+0.1-0 +0.2-0 +0-1.5+1 -0 +0.3-0(9)载带包装(PLCC)PLCC28-M2 (TE3)取出方向标识 尺寸 备注A 13.0 内底尺寸B 13.0 内底尺寸D 0 1.5D 1 1.55±0.1E 1.75±0.1F 11.5±0.1 P 0 4.0±0.1P 116.0±0.1 P 2 2.0±0.1 T 0.3±0.05 T 2 4.9 W24.0±0.3单位:mm标识 尺寸 A Ø330±2 B Ø100±1 C Ø13 D Ø20.2以上E 2±0.5 W 24±0.5 W 12±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点ØD 0TØD 1P 1AT 2P 0BFEWP 2+0.1-0W 1WBAECD+0.5-0.2(10)载带包装(QFN)QFN20-M1/28-N1/28-P4 (TE4) 取出方向QFN20-M1 QFN28-N1 QFN28-P4标识尺寸尺寸尺寸备注A 4.4±0.1 5.6±0.1 4.9±0.1 内底尺寸B 4.4±0.1 5.6±0.1 4.9±0.1 内底尺寸D1.5±0.1 1.5±0.1 1.5±0.1D11.55±0.05 1.55±0.05 1.55±0.05E 1.75±0.1 1.75±0.1 1.75±0.1F 5.5±0.05 5.5±0.05 5.5±0.05P4.0±0.1 4.0±0.1 4.0±0.1P18.0±0.1 8.0±0.1 8.0±0.1P22.0±0.05 2.0±0.05 2.0±0.05T 0.3±0.05 0.3±0.05 0.3±0.05T21.4±0.1 1.4±0.1 1.4±0.1W 12.0±0.2 12.0±0.2 12.0±0.2W19.5 9.5 9.5 厚度最大0.1单位:mmQFN20-M1 QFN28-N1 QFN28-P4标识尺寸尺寸尺寸A Ø300±2 Ø300±2 Ø300±2B Ø100±1 Ø100±1 Ø100±1C Ø 13±0.2 Ø 13±0.2 Ø 13±0.2D Ø 21±0.8 Ø 21±0.8 Ø 21±0.8E 2±0.5 2±0.5 2±0.5W 13.5±0.5 13.5±0.5 13.5±0.5W12±0.2 2±0.2 2±0.2单位:mmØD0TØD1P1A T2P0BFEWP2W1W1WB AECD取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点(11)载带包装(SC―82AB)SC-82AB (TE1, TE2)标识 尺寸 备注A 2.30±0.1 内底尺寸B 2.40±0.1 内底尺寸D 0 1.55±0.05 D 1 1.05±0.05E 1.75±0.1F 3.50±0.05P 0 4.00±0.1 P 1 4.00±0.1 P 2 2.00±0.05 T 0.25±0.05 T 2 1.10±0.1 W 8.0±0.2W 15.5厚度最大0.1单位:mm取出方向标识 尺寸A Ø180+0,-3B Ø 60±0.1C Ø 13±0.2D Ø 21±0.8E 2±0.5W 9±0.5 W 111.4±1.0单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点BW 1P 0P 2P 1A ØD 0TFEWØD 1T 2BAWW 1E CD(12)载带包装(SC―88A) SC-88A (TE1, TE2)标识 尺寸 备注A 2.30±0.1 内底尺寸B 2.50±0.1 内底尺寸D 0 1.55±0.05 D 1 1.05±0.05E 1.75±0.1F 3.50±0.05P 0 4.00±0.1 P 1 4.00±0.1 P 2 2.00±0.05 T 0.25±0.05 T 2 1.3±0.1 W 8.0±0.2W 15.5厚度最大0.1单位:mm取出方向标识 尺寸A Ø180±0.1B Ø 60±0.1C Ø 13±0.2D Ø 21±0.8E 2±0.5W 9±0.5 W 11.2±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点BW 1P 0P 2P 1A ØD 0TFEWØD 1T 2BAWW 1E CD(13)载带包装(SON)SON6 (TE3, TE4)标识 尺寸 备注 A 1.9±0.1 内底尺寸 B 3.15±0.1 内底尺寸D 0 1.55±0.05 D 1 1.05±0.05E 1.75±0.1F 3.5±0.05P 0 4.0±0.1 P 1 4.0±0.1 P 2 2.0±0.06 T 0.2±0.05 T 2 1.1±0.1 W 8.0±0.2W 15.5单位:mm 标识 尺寸A Ø180B Ø 60C Ø13±0.2 D Ø 21±0.5E 2±0.5 W 9±0.3 W 111.4±0.1单位:mm+0-3 +1 -0 W 1BAWDD EIAJRRM 08BETT 2f D 0f D 1P 1AP 0BF EWP 2W 1取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点取出方向(14)载带包装(SOP)WtBAECDtBAWCDE取出开始时:空白部分有500mm 以上+胶带400mm 以上 取出结束时:空白部分有500mm 以上+胶带400mm 以上SOP40 (TE1, TE2)取出方向标识 尺寸 A 12.4 ØD 0TB 27.2 D 0 1.55 D 1 2.05 E 1.75 F 20.2 P 0 4.0P 116.0P 2 2.0 T 3.96 T 2 3.0W44.0单位:mm标识 尺寸 A Ø330±2 B Ø80±1 C Ø13±0.2 D Ø21±0.8 E 2±0.5 W 45.5±0.5 t2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点tWBAEC DØD 1P 1AT 2P 0BF P 2WERib MarkØ5.08.0(Every 5Pockets)SOP40-K1 (TE1, TE2)ØD 0TØD 1P 1AT 2P 0BF W P 2E(9.00)取出方向标识 尺寸 备注 A 14.7±0.1 内底尺寸 B 26.6±0.1内底尺寸 D 0 1.50 D 1 2.20±0.1 E 1.75±0.1 +0.1-0F 20.20±0.1 P 0 4.00±0.1 P 124.00±0.1P 2 2.00±0.15 T 0.30±0.05 T 2 3.40±0.1 W44.00±0.3单位:mmtWBAECDE I A J -RRM44D标识 尺寸 A Ø330±2 B Ø80±1 Ø13±0.5 C Ø21±0.8 D E 2±0.5 W 45.5±1 t2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点(15)载带包装(SOP JEDEC )SOP8 JEDEC 150 mil (TE1, TE2)取出方向EMP8 EMP14 标识 尺寸 尺寸 备注 A 6.6 6.6 内底尺寸 B 5.4 9.1内底尺寸D 0 1.5 1.5 D 1 1.7±0.11.7±0.1E 1.75±0.1 1.75±0.1F 5.5±0.05 7.5±0.1 P 0 4.0±0.1 4.0±0.1 P 18.0±0.18.0±0.1P 2 2.0±0.05 2.0±0.1 T 0.3±0.05 0.3±0.05 T 2 2.2 2.2 W 12.0±0.3 16.0±0.3W 19.513.5厚度最大0.1单位:mmEMP8 EMP14 标识 尺寸 尺寸 A Ø330±2 Ø330±2 B Ø80±1Ø80±1C Ø13±0.2 Ø13±0.2D Ø21±0.8 Ø21±0.8E 2±0.5 2±0.5 W 13.5±0.5 17.5±0.5W 12±0.22±0.2 单位:mmW 1WBAECDØD 0T取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点+0.1 -0 +0.1-0ØD 1P 1AT 2P 0BF EWP 2W 1SOP16 JEDEC 300 mil(TE1, TE2)取出方向标识 尺寸 备注 标识 尺寸 A Ø330±2 B Ø100±1C Ø13D Ø20.2以上E 2±0.5 W 16.8 W 12±0.2 单位:mmA 10.9 内底尺寸B 10.7 内底尺寸D 0 1.5D 1 1.6±0.1E 1.75±0.1F 7.5±0.1 P 0 4.0±0.1 P 112.0±0.1 P 2 2.0±0.1 T 0.3±0.05 T 2 3.0±0.1 W16.0±0.3单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带取出结束时:空白部分有20以上个凸点W 1WBAECD+0.1 -0 +0.5-0.2ØD 0TØD 1P 1AT 2P 0BF EWP 2+0.6 -04SOP20 JEDEC 300 mil(TE1, TE2)取出方向标识 尺寸 备注 A 10.9 内底尺寸 B 13.3 内底尺寸D 0 1.5D 1 1.55±0.1E 1.75±0.1F 11.5±0.1 P 0 4.0±0.1 P 112.0±0.1 P 2 2.0±0.1 T 0.3±0.05 T 2 3.0±0.1 W24.0±0.3单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点W 1WBAECD标识 尺寸 A Ø330±2 B Ø100±1 C Ø13D Ø20.2以上E 2±0.5 W 24.8 W 12±0.2单位:mm+0.5 -0.2+0.1 -0 ØD 0TØD 1P 1AT 2P 0BFEWP 2+0.6-0.4SOP24 JEDEC 300 mil(TE1, TE2)取出方向标识 尺寸 备注 A 10.9 内底尺寸 B 16.0内底尺寸D 0 1.5 D 1 1.55±0.1E 1.75±0.1F 11.5±0.1 P 0 4.0±0.1P 112.0±0.1 P 2 2.0±0.1 T 0.3±0.05 T 2 3.0±0.1 W24.0±0.3单位:mm 标识 尺寸 A Ø330±2 B Ø100±1 C Ø13D Ø20.2以上E 2±0.5 W 24.8 W 12±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点W 1WBAECD+0.1-0+0.5 -0.2ØD 0TØD 1P 1AT 2P 0BFE WP 2+0.6-0.4(16)载带包装(SOT)SOT89 (TE1, TE2)取出方向标识 尺寸 备注 A 4.9±0.1 内底尺寸 B 4.5±0.1内底尺寸D 0 1.5E 1.5±0.1F 5.65±0.05 P 0 4.0±0.1P 18.0±0.1 P 2 2.0±0.05 T 0.3±0.05 T 2 2.0 W 12.0±0.3 W 19.5厚度最大0.1单位:mm标识 尺寸 A Ø180±1 B Ø60±1 C Ø13±0.2 D Ø21±0.8E 2±0.5 W 13±0.5 W 11.2±0.2 单位:mm取出开始时:空白部分有40mm 以上+胶带500mm 以上 取出结束时:空白部分有40mm 以上ØD 0TP 1AT 2P 0BFEWP 2W 1+0.1-0BAWW 1CE DSOT89 (5pin)(TE1, TE2)取出方向标识 尺寸 备注 A 4.65 内底尺寸 B 4.3 内底尺寸ØD 0TP 1AT 2P 0BF EP 2W 1D 0 1.5E 1.5F 5.65P 0 4.0±0.1P 18.0±0.1P 2 2.0 T 0.3 T 2 2.3以内 W 12.0±0.2 W 19.5厚度最大0.1单位:mm标识 尺寸 A Ø 180+0,-3 B Ø 60+1,-0 C Ø 13±0.2 D 2±0.5 W 13±0.3 W 116.5以内 单位:mm取出开始时:空白部分有40mm 以上+胶带500mm 以上 取出结束时:空白部分有40mm 以上120°BAWW 1CD EIAJ -RRM -12BCNP+0.1 -0W(17)载带包装(SOT-23(MTP))SOT-23(MTP5) (TE1, TE2)取出方向标识 尺寸备注A 3.3±0.1 内底尺寸B 3.2±0.1 内底尺寸D 0 1.55 D 1 1.05E 1.75±0.1F 3.5±0.05 P 0 4.0±0.1 P 1 4.0±0.1 P 2 2.0±0.05 T 0.25±0.05 T 2 1.5 W 8.0±0.3W 15.5厚度最大0.1 单位:mm标识 尺寸A Ø180±1B Ø 60±1C Ø 13±0.2D Ø 21±0.8E 2±0.5 W 9±0.5 W 11.2±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点BW 1P 0P 2P 1AØD 0TF EWØD 1T 2BAWW 1CE DSOT-23-6(MTP6/6-1) (TE1, TE2)取出方向标识 尺寸 备注 A 3.3±0.1 内底尺寸 B 3.2±0.1 内底尺寸D 0 1.55 D 1 1.05E 1.75±0.1F 3.5±0.05 P 0 4.0±0.1 P 1 4.0±0.1 P 2 2.0±0.05 T 0.25±0.05 T 2 1.5 W 8.0±0.3W 15.5厚度最大0.1 单位:mm标识 尺寸A Ø180±1B Ø 60±1C Ø 13±0.2D Ø 21±0.8E 2±0.5 W 9±0.5 W 11.2±0.2单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点BW 1P 0P 2P 1A ØD 0TFEWØD 1T 2BAWW 1CE D(18)载带包装(SSOP)SSOP8/10/14/16/20/20-B2 (TE1, TE2)标识 尺寸 A Ø254±2 B Ø100±1 C Ø13±0.2 D Ø21±0.8 E 2±0.5 W 13.5±0.5 W 12±0.2 单位:mmSSOP8/10 SSOP14/16/20-B2SSOP20 标识 尺寸 尺寸尺寸备注 A 6.7 6.95 6.7 内底尺寸B 3.9 5.4 6.9 内底尺寸D 0 1.55±0.05 1.55±0.051.55±0.05 D 1 1.55±0.1 1.55±0.1 1.55±0.1 E 1.75±0.1 1.75±0.1 1.75±0.1 F 5.5±0.05 5.5±0.05 5.5±0.05 P 0 4.0±0.1 4.0±0.1 4.0±0.1 P 18.0±0.1 8.0±0.1 8.0±0.1 P 22.0±0.05 2.0±0.05 2.0±0.05 T 0.3±0.05 0.3±0.05 0.3±0.05 T 2 2.2 2.2 2.2 W 12.0±0.3 12.0±0.3 12.0±0.3 W 19.59.59.5厚度最大0.1单位:mmØD 0TØD 1P 1AT 2P 0BF EWP 2取出方向W 1W 1B AWCDE取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点取出开始时:空白部分有500mm以上+胶带400mm以上取出结束时:空白部分有400mm以上SSOP24-E1(TE1, TE2)取出方向标识 尺寸 A 8.15 B 8.4 D 0 1.55±0.05D 1 1.55±0.05E 1.75±0.1 F 7.5±0.05P 0 4.0±0.1 P 112.0±0.1 P 2 2.0±0.05 T 0.3±0.05 T 2 2.36W16.0±0.3单位:mm标识 尺寸 A Ø330±2 B Ø80±1 C Ø13±0.2 D Ø21±0.8 E 2±0.5 W 17.5±0.5 W 12±0.2单位:mm取出开始时:空白部分有500mm 以上+胶带400mm 以上取出结束时:空白部分有400mm 以上ØD 0TØD 1P 1AT 2P 0BF EWP 2W1ED CWB AWW1B AWCD EW1ECDBASSOP28(TE1, TE2)取出方向标识 尺寸 A 8.1±0.1 B 10.1±0.1 D 0 1.55±0.05D 1 1.55±0.05E 1.75±0.1F 7.5±0.05 P 0 4.0±0.1 P 112.0±0.1 P 2 2.0±0.05 T 0.3±0.05 T 2 2.26W16.0±0.3单位:mm标识 尺寸 A Ø330±2 B Ø80±1 C Ø13±0.2 D Ø21±0.8 E 2±0.5 W 13.5±0.5 W 12±0.2 单位:mm取出开始时:空白部分有500mm 以上+胶带400mm 以上 取出结束时:空白部分有400mm 以上ØD 0TØD 1P 1AT 2P 0BFEW P 2W 1EDCWBA WBAE CDW 1W 1B AWCD ESSOP32/44 (TE1, TE2)取出方向标识 尺寸 A Ø330±2 B Ø80±1C Ø13±0.5D Ø21±0.8E 2±0.5 W 25.5±1.0 t2单位:mmSSOP32/44 标识 尺寸 备注 A 8.4±0.1 B 11.35±0.1 D 1.50+0.1/-0 0D 2.00+0.1/-0 1E 1.75±0.1 F 11.50±0.1 P 4.00±0.1 0P 12.0±0.1 1P 2.00±0.1 2T 0.30±0.05 T 2.2±0.1 2W 24.00±0.3W 21.0±0.1厚度最大0.11单位:mm取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有20以上个凸点(19)载带包装(TO)TO-252 (DL1) 3pin (TE1, TE2)取出方向标识 尺寸 备注A 6.9±0.1 内底尺寸 ØDTØD 1P 1AT 2P 0BP 2B 10.5±0.1内底尺寸D 0 1.5 D 1 1.5E 1.75±0.1F 7.5±0.1 P 0 4.0±0.1 P 18.0±0.1 P 2 2.0±0.1 T 0.3±0.1 T 2 3.4以内 W 16.0±0.3 W 113.5厚度最大0.1单位:mmF WEW 1+0.1-0 +0.1 -0标识 尺寸 Ø330±2 A Ø80±1 B Ø13±0.5 C E 2 W 17.5±0.5W 2±0.5 1单位:mm取出开始时:空白部分有40mm 以上+胶带150mm 以上 取出结束时:空白部分有40mm 以上TO-252 (DL3) 5pin (TE1, TE2)取出方向标识 尺寸 备注 A 6.9±0.1 内底尺寸 ØD 0TØD 1P 1AT 2P 0BF B 10.5±0.1内底尺寸D 0 1.5 D 1 1.5E 1.75±0.1F 7.5±0.1 P 0 4.0±0.1 P 18.0±0.1P 2 2.0±0.1 T 0.3±0.1 T 2 3.4以内 W 16.0±0.3 W 113.5厚度最大0.1单位:mmEP 2WW 1+0.1-0 +0.1 -0标识 尺寸 Ø330±2 A Ø80±1 B Ø13±0.5 C E 2 W 17.5±0.5 W 2±0.5 1单位:mm取出开始时:空白部分有40mm 以上+胶带150mm 以上 取出结束时:空白部分有40mm 以上(20)载带包装(USB)USB6-D3/8-B3/10-C3/12-E3 (TE1, TE2)标识 尺寸A Ø180B Ø 60C Ø 13±0.2D Ø 21±0.8E 2±0.5 W 9±0.3 W 11.2±0.2单位:mm+0-3 +1-0USB6-D3 USB8-B3 USB10-C3 USB12-E3 标识 尺寸 尺寸 尺寸 尺寸备注A 2.2±0.1 1.9±0.1 2.4±0.1 2.75±0.1内底尺寸B 2.4±0.1 1.9±0.1 1.9±0.1 2.75±0.1内底尺寸D 0 1.5 +0.1 1.5 +0.1 1.5 +0.1 1.5 +0.1 D 1 1.1±0.1 1.1±0.1 1.1±0.1 1.1±0.1E 1.75±0.1 1.75±0.1 1.75±0.1 1.75±0.1F 3.5±0.05 3.5±0.05 3.5±0.05 3.5±0.05P 0 4.0±0.1 4.0±0.1 4.0±0.1 4.0±0.1 P 1 4.0±0.1 4.0±0.1 4.0±0.1 4.0±0.1 P 2 2.0±0.052.0±0.052.0±0.052.0±0.05T 0.25±0.05 0.25±0.050.25±0.05 0.25±0.05 T 2 1.1±0.1 1.1±0.1 1.1±0.1 1.1±0.1 W 8.0±0.2 8.0±0.2 8.0±0.2 8.0±0.2W 15.5±0.15.5±0.15.5±0.15.5±0.1厚度最大69µm单位:mm取出方向BW 1P 0P 2BAWW 1CE DP 1A ØD 0TFEWØD 1T 2取出开始时:空白部分有20以上个凸点+1周以上的胶带 取出结束时:空白部分有40以上个凸点。
玻璃综合计算(计算书)
框支承幕墙玻璃设计计算书工程所在地:上海,地区类型:C ,抗震设防烈度7度,幕墙标高 = 5.2m ,抗震设防类别:标准设防类Ⅰ.设计依据:《建筑结构可靠度设计统一标准》 GB 50068-2001《建筑结构荷载规范》 GB 50009-2012《建筑抗震设计规范》 GB 50011-2010《建筑工程抗震设防分类标准》 GB 50223—2008《混凝土结构设计规范》 GB 50010-2002《钢结构设计规范》 GB 50017-2003《铝合金建筑型材第1部分:基材》 GB/T 5237.1-2008《铝合金建筑型材第2部分:阳极氧化型材》 GB 5237.2-2008《玻璃幕墙工程技术规范》 JGJ 102-2003《建筑幕墙》 JG 3035-1996《玻璃幕墙工程质量检验标准》 JGJ/T 139-2001《平板玻璃》 GB 11614-2009《半钢化玻璃》 GB/T 17841-2008《建筑用安全玻璃第2部分:钢化玻璃》 GB 15763.2-2005《镀膜玻璃第1部分阳光控制镀膜玻璃》GB/T18915.1-2002《镀膜玻璃第2部分低辐射镀膜玻璃》GB/T18915.2-2002《紧固件机械性能螺栓、螺钉和螺柱》 GB 3098.1-2000《紧固件机械性能螺母粗牙螺纹》 GB 3098.2-2000《紧固件机械性能自攻螺钉》 GB 3098.5-2000《紧固件机械性能不锈钢螺栓、螺钉和螺柱》 GB 3098.6-2000《紧固件机械性能不锈钢螺母》 GB 3098.15-2000《建筑结构静力计算手册 (第二版) 》《现代建筑装饰-铝合金玻璃幕墙与玻璃采光顶》《BKCADPM集成系统(BKCADPM2010版)》Ⅱ.基本计算公式:(1).场地类别划分:地面粗糙度可分为A、B、C、D四类:--A类指近海海面和海岛、海岸、湖岸及沙漠地区;--B类指田野、乡村、丛林、丘陵以及房屋比较稀疏的乡镇和城市郊区;--C类指有密集建筑群的城市市区;--D类指有密集建筑群且房屋较高的城市市区。
广数928te2使用说明

广州数控GSK928TE2 数控系统用户手册GSK928TE/GSK928TC车床数控系统使用手册广州数控GSK928TE 数控系统用户手册前言感谢您选用广州数控设备有限公司生产的GSK928TE/GSK928TC数控系统,本说明书提供了使用本系统所需知识及注意事项.操作不当可能引起意外事故.在使用本系统以前,务必仔细阅读本手册!在系统开始使用之前请注意以下事项:连接好系统的急停按钮.由于本系统的急停输入采用常闭触点,如不接好急停按钮或错接为常开触点,系统通电后会产生急停报警而不能正常工作,此不属系统故障.根据刀具的实际安装位置设置好程序参考点,如不设置好参考点就使用回程序参考点功能,则可能发生意外.此版本说明书适用GSK928TE/GSK928TC数控系统V3.20软件,用户使用GSK928TC数控系统V2.13,V2.23,V3.01软件时,请参阅附录3,附录4,附录5.为方便表述,本手册中不区分928TE和928TC,以GSK928TE作为通用名称.- 2 -广州数控GSK928TE 数控系统用户手册用户安全须知在本系统连接使用之前,务必仔细阅读本节安全预防措施.用户必须遵守这些预防措施以确保人身及设备安全.用户操作时还必须遵守由本公司提供的说明书指明的相关安全措施.在完全熟悉本说明书内容后,方可操作本系统.用户还必须遵守由机床厂商提供的说明书中指明的与机床有关的安全预防措施.用户必须在完全熟悉本说明书以及由制造厂商提供的相关说明书的内容后才能操作机床或编制程序来控制机●数控系统安装必须牢固,避免振动.4,接线警告●参与接线或检查的人员都必须具有做此项工作的充分能力;连接电线不可有破损,不可受挤压不可带电打开数控系统机箱.小心●任何一个接线插头上的电压值和极性都必须符合说明书的规定.●在插拨插头或扳动开关前,手应保持干燥.注意●所有接线必须正确,牢固.●数控系统必须可靠接地.5,调试运行小心●运行前,应先检查参数设置是否正确.●参数的修改必须在参数设置允许的范围内.- 4 -广州数控GSK928TE 数控系统用户手册6,使用警告●使用人员必须具备能胜任本项工作的能力.●插入电源前,确保开关在断电的位置上.注意●设备运行时,操作人员不得离开设备.●通电前应确认系统所有接线正确无误.●进行电气设计时,应考虑数控系统的急停开关能在系统发生故障时切断所有电源,不可对数控系统进行频繁的通,断电.小心●在进行电气设计时应避免或减少外界干扰对数控系统的影响7,故障处理警告●参与故障处理的人员必须具备相应的专业知识和工作能力.小心●发生警报后,必须先排除故障后方可重新启动.Ⅲ,编程的相关的安全预防措施1, 坐标系的设定如果没有设置正确的坐标系,尽管指令是正确的,但机床有可能并不按想象的动作运动.这种误动作有可能损坏刀具,机床,工件甚至造成人员伤害.2, G00 快速移动定位当进行G00快速移动的定位时(在起点和终点之间,利用非线性运动进行定位),在编程之前请仔细确认刀具路径的正确性.这种定位为快速移动,如果刀具和工件发生了干涉,有可能损坏刀具,机床,工件甚至造成人员伤害.3, 本使用手册对系统本身所具有的功能进行了完整的叙述包括各种可选功能及系统的最大控制范围.可选功能与系统的控制范围随机床而变化.因此本使用手册中叙述的某些功能对特定机床实际上并不适用如有疑问请查阅机床说明书.4, 数控机床的功能不仅取决于数控系统本身的功能,还取决于机床强电柜,伺服系统,CNC以及操作面板等部分的组合.要详尽说明全部组合的功能,编程和操作非- 5 -广州数控GSK928TE 数控系统用户手册常困难.所以书中未叙述的指令组合请不要使用.如果一定要使用,请仔细验证,确保安全后才能开始工件加工.Ⅳ,机床操作注意事项和警告1, 零件加工前,一定要首先检查机床的正常运行.加工前,一定要通过试车保证机床正确工作.在机床上不装工件和刀具时检查机床的正确运行.2, 操作机床之前,请仔细检查输入的数据.如果使用了不正确的数据,机床可能误动作,有可能引起工件的损坏,机床本身的损坏或造成人员伤害.3, 确保指定的进给速度与想要进行的机床操作相适应.通常,每一台机床都有最大许可的进给速度.合适的进给速度根据不同的操作而变化.请参阅说明书来确定最大的进给速度.如果没有按正确的速度进行操作,机床可能发生误动作,从而引起工件或机床本身的损坏,甚至造成人员伤害.4, 当使用刀具补偿功能时,请仔细检查补偿方向和补偿量.使用不正确的数据操作机床,机床可能误动作.从而有可能引起工件或机床本身的损坏,甚至造成人员伤害.5, 当手动操作机床时,要确认刀具和工件的当前位置并保证正确地指定了运动轴,方向和进给速度.手轮进给时在较大的倍率比如100 下旋转手轮,刀具和工作台会快速移动,可能会产生手轮停止转动,而刀具和工作台不会立即停止的现象.大倍率的手轮移动有可能会造成刀具或机床的损坏甚至造成人员伤害.6, 如需执行手动返回参考点位置,请确认机床安装机床参考点的相关检测元件.如果没有安装机床参考点的相关检测元件就执行手动返回参考点行操作,机床将一直运动不会停止,直到行程限位.机床的误动作有可能造成刀具,机床本身和工件的损坏,甚至造成人员伤害.- 6 -广州数控GSK928TE 数控系统用户手册附录6 GSK928TE数控系统外形广州数控GSK928TE 数控系统用户手册GSK928TE数控系统用户手册操作篇第一章概述GSK 928TE车床数控系统应用高速CPU,超大规模可编程门阵列集成电路芯片构成控制核320×240点阵图形式液晶显示界面.采用国际标准数控语言- ISO代码编写零件程序,真正μ级精度控制,全屏幕编辑,中文操作界面,加工零件图形实时跟踪显示,操作简单直观.可配套步进电机或交流伺服驱动器,通过编程可以完成外圆,端面,切槽,锥度,圆弧,螺纹等加工,具有较高的性能价格比.- 13 -广州数控GSK928TE 数控系统用户手册第二章技术指标2.1 可控制轴数2轴(X,Z轴)2.2 可联动轴数2轴(X,Z轴)2.3 最小设定单位0.001 mm2.4 最小移动单位X轴: 0.0005 mm Z轴:0.001 mm2.5 最大编程尺寸±8000.000 mm2.6 最大移动速度15000 mm/min2.7 切削速度5-6000 mm/min (G98/G99)2.8 加工程序容量24KB2.9 可存储程序数100个2.10 图形液晶显示器320×240点阵2.11 通讯接口标准RS-2322.12 控制刀位数四工位(可扩展至八工位)2.13 补偿刀具补偿,间隙补偿2.14 电子手轮×0.001 ×0.01 ×0.12.15 主轴功能S1,S2,S3,S4四档位直接输出或BCD编码S0~S15输出; 三个自动换档输出及三档0~10V模拟输出; 参数选择1024p/r,1200p/r主轴编码器2.16 G指令23种,包含各种固定/复合循环,Z轴钻孔攻牙2.17 螺纹功能公/英制单头,多头直螺纹,锥螺纹,高速退尾,长度可设定广州数控GSK928TE 数控系统用户手册第三章系统操作面板说明ZZZH/LOFT刀补XXX手动STEPJOGEDIT编辑DRYBLKAUTOPAR自动REWDELESCFIK1单步空运行单段D.R改写L删除退出PNTMSG/UEW4XZ7DGN ENTER诊断INPUT-0回车输入6598GSK 928TE车床数控系统操作面板说明如下:3.1 LCD显示器:数控系统的人-机对话界面.分辨率为320×240点阵.3.2 数字键:输入各类数据(0-9).3.3 地址键:输入零件程序字段地址英文字母.3.4 功能键:根据《数控机床形象化符号》标准,设置了以下形象化符号功能键,按下功能键完成相应功能,各键符号含义如下:快速倍率增加手动方式中增大快速移动速度倍率,自动运行中增大G00指令速度倍率.快速倍率减小手动方式中减小快速移动速度倍率,自动运行中减小G00指令速度倍率.进给倍率增加手动方式中增大进给速度倍率,自动运行中增大G01指令速度倍率.进给倍率减小手动方式中减小进给速度倍率,自动运行中减小G01指令速度倍率.X轴回程序参考点仅手动/自动工作方式下有效.- 15 -X广州数控GSK928TE 数控系统用户手册Z轴回程序参考点仅手动/自动工作方式下有效.X轴回机床参考点仅手动工作方式下有效.(可由P12号参数的MZRO位选择回机床参考点功能有效与否)ZZ轴回机床参考点仅手动工作方式下有效.(可由P12号参数的MZRO位选择回机床参考点功能有效与否)空运行键如在自动工作方式中选择空运行方式.程序运行时,机床坐标轴不移动S, M,T功能无输出,在编辑工作方式中可将光标直接移到本行行号之后的第一个字符.XZ单段/连续在自动工作方式中选择单段/连续的运行方式.选择编辑工作方式选择手动工作方式选择诊断工作方式空运行选择参数工作方式选择刀偏工作方式单段Si选择诊断工作方式3.5 编辑键/状态选择键编辑工作方式中输入方式—- 插入/改写之间相互切换. 编辑工作方式中删除数字,字母,程序段或整个程序.取消当前输入的各类数据或从工作状态退出.ngle刀补OFT编辑EDIT手动诊断DGN参数PAR自动AUTO输入各类数据或选择需要编辑或运行的程序及建立新的用户程序.回车确认.- 16 -广州数控GSK928TE 数控系统用户手册向前翻页:编辑/参数/刀偏工作方式中向前翻一页检索程序或参数,其他工作方式下, 使液晶显示器亮度增大.向后翻页:编辑/参数/刀偏工作方式中向后翻一页检索程序或参数,其他工作方式下, 使液晶显示器亮度减小.光标向上移动:编辑/参数/刀偏工作方式中使光标向上移动一行.光标向下移动:编辑/参数/刀偏工作方式中使光标向下移动一行.光标向左移动:编辑工作方式中使光标向左移动一个字符位置.光标向右移动:编辑工作方式中使光标向右移动一个字符位置.3.6 循环启动及进给保持键自动运行中启动程序运行及运行过程中暂停程序运行.循环启动键自动运行中启动程序,开始自动运行.进给保持键手动或自动运行中电机减速停止,暂停运行.3.7 手动轴控制键手动运行中所选轴向所选方向运动手动运行中,X轴向负方向运动.手动运行中,X轴向正方向运动.手动运行中,Z轴向负方向运动.手动运行中,Z轴向正方向运动.快速/进给键手动运行中进行快速移动速度与进给速度的相互切换.手动步长选择在手动单步/手轮工作方式中选择单步进给或手轮进给的各级步长.X轴手轮选择当配置有电子手轮时,选择X轴的移动由电子手轮控制.(当手轮控制有效时,与轴运动相关的其他控制键无效)- 17 -广州数控GSK928TE 数控系统用户手册Z轴手轮选择当配置有电子手轮时,选择Z轴的移动由电子手轮控制.(当手轮控制有效时,与轴运动相关的其他控制键无效)单步/点动方式手动单步与点动方式切换.3.8 手动换刀及辅助功能键直接选择下一个刀位及控制机床完成各类辅助功能.含义如下:主轴正转主轴按逆时针方向转动.(从电机轴向观察)主轴停止主轴停止运转.主轴反转主轴按顺时针方向运转.(从电机轴向观察)冷却液控制冷却液的开/关切换.主轴换档键对安装有多速主轴电机及控制回路的机床,选择主轴的各档转速(最多16 档).换刀键选择与当前刀号相邻的下一个刀号的刀具.注:以上控制键在手动,自动和诊断方式中无X,Z轴的运动时按键控制有效.在运动过程中仅冷却液控制有效.3.9 复位键系统复位键系统复位时所有轴运动停止.所有辅助功能输出无效,机床停止运行并呈初始上电状态.Z单步3.10 状态指示灯指示数控系统当前所处的工作状态.带有LED指示灯的功能键共15个,当LED指示灯亮时表示相应键所执行的功能有效,LED指示灯灭时,表示相应键所执行的功能无效.- 18 -广州数控GSK928TE 数控系统用户手册第四章系统操作本章详细说明GSK928TE车床数控系统各功能模块的操作及注意事项.在操作机床前,请仔细阅读本章内容.4.1 系统开机及关机GSK928TE车床数控系统上没有系统电源开关.用户应根据机床的实际情况安装数控系统的电源开关,以避免电源冲击对数控系统造成不良影响.数控系统开机,操作如下:1, 首先合上机床总电源开关.2, 按下数控系统电源开关接通电源,数控系统显示初始画面如图1在显示过程中,按住键以外的任意键,将显示本系统使用的软件版本号,松开按键,系统进入当前正常工作方数控系统关机操作如下:1, 按下数控系统电源开关切断电源.2, 断开机床总电源开关.注:如果系统是首次通电,一般应进行如下操作:1, 系统参数区进行初始化操作,具体方法:①928TE初始化同时按住与数字键"9"先放开键稍后再放开数字键"9",系统完成参数初始化.②928TC初始化同时按键及键,先放开键,等待三秒钟再放开键,系统完成参数初始化.此时所有刀偏参数全部为零,机床参数被设置成数控系统内部设定值.详见刀偏及参数说明. 2, 测量X,Z轴的机床反向传动间隙,并将该值分别输入到机床参数P07和P08中,参数输入方法详见参数部份说明.3, 根据机床电气设计及电机方向设置P11的DIRZ及DIRX位.4, 根据机床负载状况反复调节P05,P06,P17~P22等参数使机床运行高效平稳.图1 系统初始显示删除Del删除Del广州数控广州数控GSK928TE 数控系统用户手册4.2 数控系统工作方式的选择GSK928TE 数控系统采用工作方式键直接选择系统各种工作方式.各种工作方式之间可以直接转换,操作简单,方便,直观.- 20 -退出Esc退出Esc退出EscGSK928TE 数控系统上电时动态显示图1所示画面,若无按键操作系统将一直循环显示,直到按以外的任一键,系统进入上一次关电前所处的工作方式,如按住键开机或同时按下及键,先放开键,稍后再放开键则强制系统进入手动工作方式.广州数控GSK928TE 数控系统用户手册4.3 编辑工作方式编辑工作方式即通过系统操作面板手工输入或修改零件程序内容的工作方式.在编辑工作方式中,可以通过键盘新建,选择和删除零件程序,可以对所选择的零件程序的内容进行插入,修改和删除等编辑操作.还可以通过RS232通讯接口与通用个人计算机的串行接口连接,将系统内零件程序传送到外部计算机中或将外部计算机内编辑好的零件程序传送到数控系统中.按工作方式选择键进入编辑工作方式,显示当前程序所存储的全部零件程序的程序名,当前程序所包含的字节数以及系统可用的存储器字节数等,显示画面如图2所示:编辑EDIT编辑工作方式中编辑键的意义及使用(1) 光标上移键每按一次上移键,光标移到上一行程序行号后的第一个字符.按住上移键不放,光标将连续上移,直到第一行程序行或上移键抬起.(2) 光标下移键每按一次下移键,光标移到下一行程序行号后的第一个字符.按住下移键不放,光标将连续下移,直到最后一行程序行或下移键抬起.(3) 光标左移键每按一次左移键,光标向左移动一个字符.按住左移键不放,光标将连续左移,直到程序行的第一个字符或左移键抬起.(4) 光标右移键每按一次右移键,光标向右移动一个字符.按住右移键不放,光标将连续右移,直到程序行的最后一个字符或右移键抬起.注:光标—指示当前可编辑字符位置的提示符号.数控系统的光标有两种形式. A, 在插入状态,光标显示为字符下面一横.广州数控编辑%02 0223%00 %02 %03 %04 %10程序数:05可用长度15750编编辑辑手动自动参数刀偏诊断图2 编辑工作方式- 21 -广州数控GSK928TE 数控系统用户手册B, 在改写状态,光标显示为所指字符,反白高亮显示.两种光标可通过键切换.改写(5) 空运行键光标快速移到行首或本行第一个字段首连续按键.(6) 单步/点动方式光标快速移到本行的最后一个字符后.(7) 插入改写键改写Rew改变编辑输入方式,每按一次插入/改写键,输入方式在插入和改写方式切换一次, 光标显示也作相应改变.插入方式光标为闪烁的一横.改写方式光标为闪烁的高亮方块字符.退出Esc(8) 输入键按一次输入键,输入两位数的程序号,可以进行新程序的建立,选择或删除已存在的程序以及删除全部程序等操作.(9) 向前翻页,检索程序号清单或程序内容时显示前一页的内容.(10) 向后翻页,检索程序号清单或程序内容时显示下一页的内容.输入Rew空运行Dry单步StepInput(11) 双功能定义键.每个键有两个定义.按第一次为第一定义值,即U W I K D R.连续第二次按同一个键,系统自动将前一次的输入改为第二定义值,即/ E P N L ,若继续按同一键则输入值在第一定义值和第二定义值之间相互切换.其中'/'为跳段符,' '为空格.4.3.1 零件程序目录检索编辑工作方式中显示数控系统零件程序存储区所存的全部零件程序的程序名清单,所存零件程序个数以及零件存储区剩余字节数.按编辑工作方式中按键或在编辑程序内容时按或键,显示如图3:广州数控编辑%02 0223%00 %02 %03 %04 %10程序数:05 可用长度15750编编辑辑手动自动参数刀偏诊断/UEWIPKNLDR输入Input编辑EDIT图3 零件程序目录检索/零件程序建立,选择,删除等- 22 -广州数控GSK928TE 数控系统用户手册每屏可列出40个程序名.当程序区储存的零件程序超过40个时,则分页显示,按键向后翻一页,显示第二页程序号清单,当翻到最后一页时,按键,又显示第一页程序号清单. 4.3.2 零件程序的建立,选择,删除,更名和复制零件程序的建立,选择,删除,更名和复制操作可在零件程序目录检索状态或编辑程序内容状态下进行.在零件程序目录检索状态按键,显示如图4所示. 输入Input4.3.2.1 新零件程序的建立(1)在零件程序目录检索状态按键.输入Input(2)从键盘输入两位程序目录清单中不存在的程序号作为新程序号.如图4所示.(3)按Enter 键.(4)新零件程序建立完成,系统自动进入程序编辑状态.例:建立%20号程序.按键,输入数字键2 0 按Enter 键.新程序%20输入Input建立完成,进入%20程序的编辑. 如图5所示.图4 输入程序号图5. 新程序建立广州数控编辑%02 0223%00 %02 %03 %04 %10请输入程序号:%20 Enter程序数:05 可用长度15750编编辑辑手动自动参数刀偏诊断广州数控编辑%20 0007N0000 _4.3.2.2 零件程序的删除(1)在零件程序目录检索状态按键. 输入Input(2)从键盘输入需要删除的程序号.(3)按键,系统显示确认 . 删除Del(4)按Enter 键删除输入程序号的零件程序,按其它任一键取消删除操作. 例:删除%03号程序.按键,输入依次0 , 3 , ,Enter 键,将%03程序从零件程序存储区删除.如图6所示:输入Input删除Del- 23 -广州数控GSK928TE 数控系统用户手册广州数控编辑%02 0223%00 %02 %03 %04 %10请输入程序号:%03 确认程序数:05 可用长度15750编编辑辑手动自动参数刀偏诊断图6 零件程序删除4.3.2.3 零件程序的选择(1)在零件程序目录检索状态按键. 输入Input(2)从键盘输入需要选择的程序号.(3)按Enter 键.(4)完成零件程序的选择并显示零件程序内容,进入编辑工作状态.如选择%01号零件程序:按键,输入0 1 按Enter 键.选择%01 零件程序完成.如图7所示: 输入Input广州数控编辑%01 0082N0000 G0 X0 Z0N0010 G1 X4.80 Z9.6 F500N0020 G0 X0.0 Z00N0030 G4 D2N0040 M20图7 零件程序选择注1: 数控系统在第一次通电后进入编辑状态或系统零件程序存储区无任何内容时,系统自动建立并选择%00号程序.系统初始化后也以%00作为当前程序.注2:系统选择好一个程序后只能通过零件程序的选择来改变所需要的程序,一旦选定总是不变,即使断电也不能改变所选择的程序号.4.3.2.4 零件程序的输出将数控系统内部存储的零件程序输出到外部计算机.(1) 在断电状态下连接好数控系统与计算机之间的通讯电缆.(2) 数控系统上电并选择编辑工作方式.(3) 按零件程序的选择操作方式选择好需要输出的零件程序.(若发送当前程序则不必选择)(4) 按W 键,提示发送准备!- 24 -广州数控GSK928TE 数控系统用户手册(5) 使计算机处于接收等待状态.(详见附录1 GSKTR 通讯程序使用说明)(6) 确认外部计算机准备好后按Enter 键.提示发送…并将选择好的程序输出到外部计算机.(7) 发送结束后提示发送完毕! ,按任一键返回编辑工作方式.(8) 发送过程中按键中断发送过程.退出Esc4.3.2.5 零件程序的输入将外部计算机中存储的零件程序输入到数控系统.(1) 在断电状态下接好数控系统与计算机之间的通讯电缆.(2) 数控系统上电并选择编辑工作方式.(3) 按R 键,提示接收准备! .(4) 使计算机处于输出方式.(详见附录1 GSKTR 通讯程序使用说明)(5) 确认系统准备好后按Enter 键,提示接收…外部计算机中的程序将输入到数控系统中.(6) 接收结束后提示接收完毕! ,按任一键返回编辑方式.在零件程序目录列表中显示所输入的程序名.(7) 接收过程中按键可中断接收过程.退出Esc注1:在零件程序输入中数控系统是将计算机传送来程序中第一行包含的字符串"%××"作为文件名保存.若在数控系统内原来已存有与传送来的程序名相同的程序,则不能显示传送来的文件名的文只有将原来的同名文件删除才能显示传送来的文件内容.注2:在两台GSK928TE数控系统之间也可以通过上述方法进行零件程序的传递.两台数控系统分别按零件程序的输入/输出方式操作即可.注3:从PC计算机传送程序到CNC时,零件程序的行号不能少,否则将出现差错.4.3.2.6 全部零件程序的删除将数控系统内程序存储区的所有程序一次删除.⑴在零件程序目录检索状态按键. 输入Input⑵从键盘输入—, O .⑶按键,系统提示确认删除Del⑷按Enter 将所有零件程序删除.按其它键,不执行删除操作,返回编辑工作方式.4.3.2.7 零件程序的更名将当前文件的文件名更改为另外的文件名.⑴按键,显示% . 输入Input⑵输入文件列表中不存在的文件号,按键,将当前文件的文件号修改为输入的文件号.广州数控GSK928TE 数控系统用户手册例: 将当前文件%00号程序更名为%05按键,输入0 5 , 按键,更名完成.4.3.2.8 零件程序的复制将当前文件的内容复制成另外的文件.新文件成为当前文件.⑴按键,显示% .⑵输入文件列表中不存在的文件号,按键,将当前文件的全部内容复制到以输入文件号为文件名的文件中.新文件成为当前文件.例: 将当前文件%00号程序复制为%05按键,输入0 5 , 按键,复制完成.注:若输入的文件名已存在,则系统提示程序名重复,此时按任意键退出,重新输入文件区不存在的文件名,再按Enter 键即可.4.3.3 零件程序内容的输入和编辑数控系统加工过程是根据用户输入的零件程序顺序自动完成零件的加工.每一个程序由若干。
喜利得电动工具产品手册
SF 2-A 充电式手电钻 SF 2H-A 冲击手电钻 SFC 14-A 充电式电动起子 SF 22-A 充电式电动起子 SFH 22-A 冲击钻 SID 2-A 冲击电动起子 SID 22-A 冲击电动起子 SIW 22-A 冲击电动扳手 SIW 22T-A 冲击电动扳手
充电起子 / 扳手系列
P 57 P 58 P 59 P 63 P 64 P 65
720 W 2.6 J
2.9
≤10% 3.5
TE 30
TE 30-C-AVR
TE 40
TE 50
TE 60 TE 60-ATC-AVR TE 70-D-AVR TE 70-AVR TE 70-ATC-AVR
喜利得 充电式电锤钻
TE 4-A22
850 W
4.0
3.3 J
850 W 3.3 J
≤20% 4.2
- - - 73
- - - 74
75
----
76
----
78
32
TE 1
TE 1 轻型免出力电锤钻
经济型电锤钻
应用
混凝土基材一般钻孔应用 最佳钻孔直径4-12 mm
技术参数
额定功率:
650 W
锤击频率:
2 单次锤击能量:
转速:
0-4500 次/分钟 1.6 J
0-930 r.p.m.
重量*:
2.4 kg
5.2
电 压
喜利得切割/打磨系列
() ()
(KG) (V)
重 量
电
充
接 口
安 培
池 容 量
分 钟
电 时 间
金 属
SCM 22-A
21.6 4.0
GSK928TE-2参数设定

X轴齿轮分母
BIT7:0无机械零点/1有 BIT6/5:驱动报警电平,系统报X/Z驱动则此数
12
10010001
设0 BIT4:1回零有PC信号配伺服/0无配步进 BIT2:0电平输出M指令
BIT1:0立即换刀 BIT0:0无变频器控制/1有(0-10V电压)
13
4
1,排刀
14
10/12
宏达,三和/亚兴10-12
电平方式输出1脉冲 BIT2:0卡盘夹紧为外卡方式/1为内撑方式
BIT1:0动力卡盘机能无效/1机能有效
27
1
28
1
29
1
30
1
含义
X轴快速倍率 Z轴快速倍率 Z轴间隙补偿量 X轴间隙补偿量 主轴最高转速
BIT3:0不显示主轴转速/1显示 BIT2:0编码器线数 4 BIT1/0:电机运动方向,改完重新上电
序号
5 6 7 8 10
GSK928TE-2参数设定
出厂值
Z:6000 X:4000 实测值 实测值*2 2000/1600
伺服/步进
11
01001100
BIT5:0电动/1排刀 BIT3:0不显示主轴转速/1显示 BIT2:0编码器线数 1200/1,1024 BIT1/0:电机运动方向,改完重新上电
19
150/200
Z
200/300
6130-40A/40D 40B/50B/50L/50S
20
100/150
X
150/220
22
150-200
6130-40A/40D 40B/50B/50L/50S
2-平板波导的电磁理论
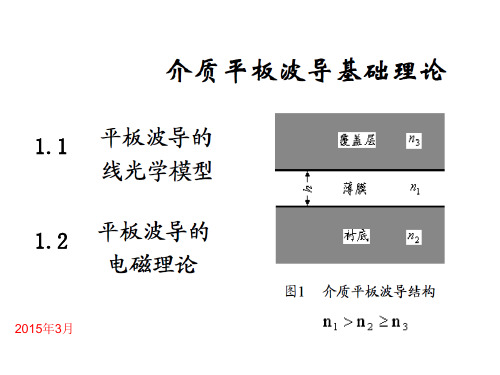
ε =ε = k0 ω = ε 0 µ0 2π / λ 0n ,
2
j = 1, 2,3
TE波的波动方程:
E ( x, z , t ) E ( x) exp[i (z t )] H ( x, z , t ) H ( x) exp[i (z t )]
2 3 2 2
NTE
1 2 2 n2 n3 (Vc arctan 2 2 ) n n 1 2 int
N total NTE NTM
小结:波动光学方法
• 波动理论是一种比几何光学方法更为严 格的分析方法,其严格性在于:(1)从光波的 本质特性──电磁波出发,通过求解电磁波 所遵从的麦克斯韦方程,导出电磁场的场 分布,具有理论上的严谨性;(2) 未作任何 前提近似,因此适用于各种折射率分布的 单模光和多模光波导。
光波导技术的广阔应用领域光波导技术有源无源器件光纤通信干线光交换接入网aondwdmoadmotdmfttcboh位移振动温度压力应变应力电流电压电场磁场流量浓度可以测量70多个物理化学量广告显示牌激光手术刀仪表照明工艺装饰电力输送光纤面板医用内窥镜潜望镜光子集成光电子集成集成光路光收发模块光接入模块光开关模块光放大模块信息获取信息传输信息处理其它应用作业
1. 波导的有效折射率 N
定义: 由于: 所以:
N / k0 k0 n2 k0 n1
n2 N n1
k0 n2
N n2
波导中导模截止条件: 指数衰减场
2. 波导的归一化频率V
2 1/2 V k0 h(n12 n2 )
V ( , h, n)的物理意义?
广告显示牌 激光手术刀 仪表照明 工艺装饰 电力输送 光纤面板 医用内窥镜 潜望镜
第2章 存储系统(第08讲)
计算机组成与系统结构
24
2.1.2 存储系统的分层结构
分层结构 局部性原理是存储系统层次结构技术可行性的基础. 一般:CPU频繁访问的信息 CPU不频繁访问的信息 高速存储器中 低速存储器中
计算机组成与系统结构
25
例: 二级存储器系统,第一级容量为1KB,访问时间1S; 第二级容量为1MB,访问时间10S。 CPU先访问第一级,如不在,就由第二级送至第一级.
计算机组成与系统结构
18
2.1 分级存储体系的形成
2.1.2 存储系统的分层结构
1.计算机应用对存储器要求的矛盾:
SC(价), C(价) C S
计算机组成与系统结构
19
2.1.2 存储系统的分层结构
用户要求存储器的容量大,速度快.为解决容量、 速度、价格的矛盾,有效的措施是实现分级存储.
当r=100,要使e>0.9 当r=2, 要使e>0.9 H>0.998 H只需>0.889
注意:相邻两级存储器的速度差异不能太大,在 cache— 主存系统中,取r=5-7为好.
在主存—磁盘层次中, r= 104, 这很不理想,其间有 很大空档,从r不能太大的观点出发,最好应有一种S-CC介于其间的存储器作为中间层次. 29 计算机组成与系统结构
计算机组成与系统结构
22
2.1.2 存储系统的分层结构
2.存储器访问的局部性 它是存储器层次的设计思想,也是实现存储 器层次结构的先决条件。
主存
主存
空间局部性
计算机组成与系统结构
时间局部性
23
2.1.2 存储系统的分层结构
实现存储系统的层次结构的先决条件(基础): 存储器访问的局部性,即:时间局部性和空 间局部性。 时间上的局部性指的是当前正在使用的信息 很可能是后面立刻还要使用的信息。 空间上的局部性是指连续使用到的信息很可 能在存储空间上相邻或者相近。
高中化学 2021届高三第二次模拟考试卷 化学(四) 教师版
(新高考)2021届高三第二次模拟考试卷化 学(四)注意事项:1.答题前,先将自己的姓名、准考证号填写在试题卷和答题卡上,并将准考证号条形码粘贴在答题卡上的指定位置。
2.选择题的作答:每小题选出答案后,用2B 铅笔把答题卡上对应题目的答案标号涂黑,写在试题卷、草稿纸和答题卡上的非答题区域均无效。
3.非选择题的作答:用签字笔直接答在答题卡上对应的答题区域内。
写在试题卷、草稿纸和答题卡上的非答题区域均无效。
4.考试结束后,请将本试题卷和答题卡一并上交。
相对原子质量:H 1 C 12 N 14 O 16 Cl 35.5 Fe 56 Mn 55 Ba 137一、选择题:本题共10小题,每小题2分,共20分。
每小题只有一个选项符合题目要求。
1.中国古代“炼丹术”中蕴含了丰富的化学知识,为近代化学的建立和发展奠定了基础。
下列关于“炼丹术”中涉及的史实解释错误的是选项 史 实解 释A “胡粉[(PbCO 3∙Pb(OH)]2投火中,色坏还为铅(Pb)” 复分解反应原理B “有硇水者,剪银塊(Ag)投之,则旋而为水” 氧化还原反应原理C “曾青(硫酸铜)涂铁,铁赤色如铜……外变而内不化也”置换反应原理 D “铁釜代替土釜,加热丹砂(HgS)”,可增采也”平衡移动原理 【答案】A【解析】“胡粉[(PbCO 3·Pb(OH)]2投火中,色坏还为铅(Pb)”,利用受热分解反应原理,故A 错误;“有硇水者,剪银塊(Ag)投之,则旋而为水”,硝酸溶解银单质,发生氧化还原反应,故B 正确;“曾青(硫酸铜)涂铁,铁赤色如铜……外变而内不化也”,铁置换出铜单质,故C 正确;“铁釜代替土釜,加热丹砂(HgS),生成汞和硫单质,汞变为汞蒸气,平衡正向移动,故D 正确。
2.下列说法正确的是A .为测定新制氯水的pH ,用玻璃棒蘸取液体滴在pH 试纸上,与标准比色卡对照即可B .做蒸馏实验时,在蒸馏烧瓶中应加入沸石,以防暴沸。
碲离子化学式

碲离子化学式
1 碲的简介
碲( Te)是一种元素,其原子序数是52,在原子序数为32的锗、原子序数为34的硒之间,列于硅系元素组成的第十一族。
碲( Te)
在自然界中很少存在,属于稀有元素,但与锗、硒一起,被称为硅系
元素,也可以称为无机元素。
2 碲离子化学式
碲元素通过离子化反映出不同的性质。
碲有碲(Te2+)、碲酸根(TeO2 -)、碲离子(TeO32-)、碲离子(Te2O7 -)、碲酸铵(Te (NH4)2 (+2))、碲卟啉(Te (BPh4)2 (-2))等6种离子。
这六种离
子中,碲(Te2+)的质子数为2,它具有碲(Te)原子的特性,能够直接参与物质的反应;碲酸根(TeO2-)为阴离子,其离子数即阴离子的
质量为2e;碲离子为TeO32-,碲离子Te2O7-,碲酸铵Te (NH4)2
(+2),碲卟啉 Te (BPh4)2 (-2)的离子数分别为3e、7e、2e、2e。
可见,碲存在不同的离子状态,它们在物质反应中有不同的作用。
3 碲离子的用途
碲离子在工业生产中有着重要的应用,可用于各种有机合成,如
制备有机染料、有机色素、医药制品以及聚合物等;同时,由于碲能
够参与金属离子合成纤维素等化工合成物,也在建材、食品、农药、
照明器件及书籍印刷等领域广泛应用。
另外,由于碲具有良好的耐腐
蚀性,它还可以用于制造防腐蚀材料和涂料,广泛用于国防、航空、医药等领域。
4 总结
碲是稀有元素,可通过离子化学反应形成碲离子,碲离子在工业生产中有广泛的应用,因其良好的耐腐蚀性,它还可用于制造防腐蚀材料和涂料,在国防、航空、医药等领域应用也十分广泛。
安徽省黄山市2023届高三下学期第二次质量检测理科综合化学试题
安徽省黄山市2023届高三下学期第二次质量检测理科综合化学试题学校:___________姓名:___________班级:___________考号:___________一、单选题 1.化学推动着社会的进步和人类的发展,下列有关说法不正确的是A .火箭表面涂层的成分为石墨烯,该成分是一种烯烃B .ClO 2是国际上公认的安全、无毒的绿色消毒剂,可代替氯气用于自来水消毒C .月球上插着一面用芳纶纤维特制的五星红旗,芳纶纤维属于有机高分子材料D .液晶显示器是一种采用液晶为材料的显示器,液晶是介于液态和晶态之间的物质状态2.奥司他韦是目前治疗流感的最常用药物之一,其结构简式如图所示。
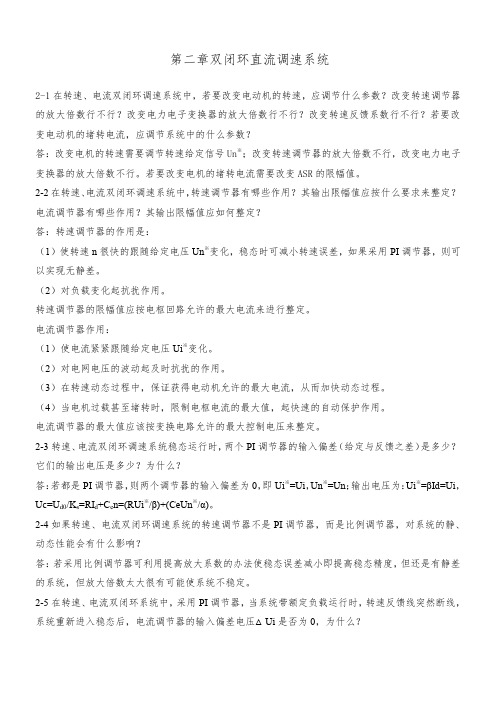
下列有关该化合物的说法错误的是A .分子中既含有σ键,又含有π键B .该物质可以使溴的四氯化碳溶液褪色C .1mol 该物质可以与3molH 2发生加成反应D .分子中有2种官能团可以发生水解反应3.下列化学反应对应的离子方程式表示正确的是A .向NH 4Al(SO 4)2中滴加Ba(OH)2使2-4SO 恰好完全沉淀:Al 3++22-4SO +2Ba 2++4OH -=-2AlO +2H 2O+2BaSO 4↓B .向新制氯水中加入少量CaCO 3:2Cl 2+H 2O+CaCO 3=Ca 2++2Cl -+CO 2↑+2HClOC .向NaHS 溶液中滴加少量的CuSO 4溶液:Cu 2++HS -=CuS↓+H +D .Fe 3O 4溶于HI 溶液:Fe 3O 4+8H +=Fe 2++2Fe 3++4H 2O4.“化学多米诺实验”即只需控制第一个反应,利用反应中气体产生的压力和虹吸作用原理,使若干化学实验依次发生。
如图是一个“化学多米诺实验”。
已知:①Cu 2++4NH 3·H 2O=4H 2O+[Cu(NH 3)4]2+(该反应产物可作为H 2O 2分解的催化剂) ①A 和C 中的硫酸溶液浓度相同二、工业流程题8.碲被誉为现代工业的维生素,某工艺从精炼铜的阳极泥(主要含有Cu2Te,还有Au、Ag、SiO2等)中分别回收碲和重金属的流程如下图所示:已知:“焙烧”后,碲主要以TeO2形式存在,TeO2溶于强碱生成2-3TeO。
2两相异步伺服电机

控制绕组负序等效电路 Rr f X 2s Rsf X ca
Z f2 U12 I f2 U f2
X mc
r X
U f 1
励磁绕组正序等效电路
励磁绕组负序等效电路
两相异步伺服电动机系统
每一相序的电流分量只在它对应相序的阻抗中产生电压降。即 正序电流只在正序阻抗中产生电压降,而负序电流只在负序阻 抗中产生电压降。在励磁绕组和控制绕组回路中有电压方程:
1,U c U f
0 1,0 U c U f
2.相位控制
控制电压的幅值保持不变,通过改变控制电压对激磁电 压的相角来实现对电机的控制。
两相异步伺服电动机系统
两相异步伺服电动机系统
1 sin 由于与激磁电压相差90度的电压为: jU 所以信号系数定义为:
0, 0
圆形旋转磁场,电机处于对称运行状态
脉动磁场,电机不对称程度最大
0 e 1 椭圆形旋转磁场,可用两个反向旋转的圆形旋 转磁场表示
两相异步伺服电动机系统
1. 幅值控制时的静态特性
n*
1.0
T* =0
0.5
0. 2
0. 4
0. 6
0. 8
0
0.2
0.4
0.6
0.8
1.0
e
幅值控制时的机械特性
两相异步伺服电动机系统
工作原理:
与普通两相异步电机的相似之处:在二相对称绕组中通入 两对称电流,就会在气隙中产生圆形旋转磁场,转子导体 切割磁场所感应的电流与气隙磁磁场相互作用就产生电磁 转矩。当改变其中一相电流的大小或相位时,气隙磁场就 发生变化,电磁转矩随之变化,电机转速必然跟着改变, 从而实现对转速的控制。 区别:由于伺服电动机在自动控制系统中作为执行元件。 对其要求是:(1)转子速度的快慢能反应控制信号的强弱, 转动方向能反应控制信号的相位,调速范围要宽;(2) 无控制信号时,转子不能转动;(3)当电机转动起来以 后,如控制信号消失,应立即停止转动;(4)为减小体 积和重量,一般采用400、500 或1000Hz。
喜利得电动工具产品手册
- - - 73
- - - 74
75
----
76
----
78
32
TE 1
TE 1 轻型免出力电锤钻
经济型电锤钻
应用
混凝土基材一般钻孔应用 最佳钻孔直径4-12 mm
技术参数
额定功率:
650 W
锤击频率:
2 单次锤击能量:
转速:
0-4500 次/分钟 1.6 J
0-930 r.p.m.
重量*:
2.4 kg
2.6/ 3.0/ 37/-/80 5.2
WSR 36-A
36 4.4
3.0 24
AG 125-A22
角 磨 机
AG 100-8S/8D
2.6/ 21.6 2.7 M14 3.0/ 37/-/80
5.2
220 1.9 M10
切割
打磨
复
合
混
混
页
木 材
塑 料
玻 璃
材 料
凝石 土材
金 属
凝石 土材
码
- - - 72
650 W
单次锤击能量(充分锤击):
1.8 J
单次锤击能量(易碎材料钻孔):
0.6 J
转速:
0-930 r.p.m.
锤击频率:
0-4600 次/分钟
最佳钻孔直径:
4-12 mm
尺寸:
352x203x89 mm
重量*:
2.4 kg (TE 2) / 2.6 kg (TE 2-S)
在中等硬度的混凝土墙上用
720 W 2.6 J
2.9
≤10% 3.5
TE 30
TE 30-C-AVR
TE 40
广数928te2说明书
广州数控GSK928TE2 数控系统用户手册GSK928TE/GSK928TC车床数控系统使用手册广州数控GSK928TE 数控系统用户手册前言感谢您选用广州数控设备有限公司生产的GSK928TE/GSK928TC数控系统,本说明书提供了使用本系统所需知识及注意事项.操作不当可能引起意外事故.在使用本系统以前,务必仔细阅读本手册!在系统开始使用之前请注意以下事项:连接好系统的急停按钮.由于本系统的急停输入采用常闭触点,如不接好急停按钮或错接为常开触点,系统通电后会产生急停报警而不能正常工作,此不属系统故障.根据刀具的实际安装位置设置好程序参考点,如不设置好参考点就使用回程序参考点功能,则可能发生意外.此版本说明书适用GSK928TE/GSK928TC数控系统V3.20软件,用户使用GSK928TC数控系统V2.13,V2.23,V3.01软件时,请参阅附录3,附录4,附录5.为方便表述,本手册中不区分928TE和928TC,以GSK928TE作为通用名称.- 2 -广州数控GSK928TE 数控系统用户手册用户安全须知在本系统连接使用之前,务必仔细阅读本节安全预防措施.用户必须遵守这些预防措施以确保人身及设备安全.用户操作时还必须遵守由本公司提供的说明书指明的相关安全措施.在完全熟悉本说明书内容后,方可操作本系统.用户还必须遵守由机床厂商提供的说明书中指明的与机床有关的安全预防措施.用户必须在完全熟悉本说明书以及由制造厂商提供的相关说明书的内容后才能操作机床或编制程序来控制机●数控系统安装必须牢固,避免振动.4,接线警告●参与接线或检查的人员都必须具有做此项工作的充分能力;连接电线不可有破损,不可受挤压不可带电打开数控系统机箱.小心●任何一个接线插头上的电压值和极性都必须符合说明书的规定.●在插拨插头或扳动开关前,手应保持干燥.注意●所有接线必须正确,牢固.●数控系统必须可靠接地.5,调试运行小心●运行前,应先检查参数设置是否正确.●参数的修改必须在参数设置允许的范围内.- 4 -广州数控GSK928TE 数控系统用户手册6,使用警告●使用人员必须具备能胜任本项工作的能力.●插入电源前,确保开关在断电的位置上.注意●设备运行时,操作人员不得离开设备.●通电前应确认系统所有接线正确无误.●进行电气设计时,应考虑数控系统的急停开关能在系统发生故障时切断所有电源,不可对数控系统进行频繁的通,断电.小心●在进行电气设计时应避免或减少外界干扰对数控系统的影响7,故障处理警告●参与故障处理的人员必须具备相应的专业知识和工作能力.小心●发生警报后,必须先排除故障后方可重新启动.Ⅲ,编程的相关的安全预防措施1, 坐标系的设定如果没有设置正确的坐标系,尽管指令是正确的,但机床有可能并不按想象的动作运动.这种误动作有可能损坏刀具,机床,工件甚至造成人员伤害.2, G00 快速移动定位当进行G00快速移动的定位时(在起点和终点之间,利用非线性运动进行定位),在编程之前请仔细确认刀具路径的正确性.这种定位为快速移动,如果刀具和工件发生了干涉,有可能损坏刀具,机床,工件甚至造成人员伤害.3, 本使用手册对系统本身所具有的功能进行了完整的叙述包括各种可选功能及系统的最大控制范围.可选功能与系统的控制范围随机床而变化.因此本使用手册中叙述的某些功能对特定机床实际上并不适用如有疑问请查阅机床说明书.4, 数控机床的功能不仅取决于数控系统本身的功能,还取决于机床强电柜,伺服系统,CNC以及操作面板等部分的组合.要详尽说明全部组合的功能,编程和操作非- 5 -广州数控GSK928TE 数控系统用户手册常困难.所以书中未叙述的指令组合请不要使用.如果一定要使用,请仔细验证,确保安全后才能开始工件加工.Ⅳ,机床操作注意事项和警告1, 零件加工前,一定要首先检查机床的正常运行.加工前,一定要通过试车保证机床正确工作.在机床上不装工件和刀具时检查机床的正确运行.2, 操作机床之前,请仔细检查输入的数据.如果使用了不正确的数据,机床可能误动作,有可能引起工件的损坏,机床本身的损坏或造成人员伤害.3, 确保指定的进给速度与想要进行的机床操作相适应.通常,每一台机床都有最大许可的进给速度.合适的进给速度根据不同的操作而变化.请参阅说明书来确定最大的进给速度.如果没有按正确的速度进行操作,机床可能发生误动作,从而引起工件或机床本身的损坏,甚至造成人员伤害.4, 当使用刀具补偿功能时,请仔细检查补偿方向和补偿量.使用不正确的数据操作机床,机床可能误动作.从而有可能引起工件或机床本身的损坏,甚至造成人员伤害.5, 当手动操作机床时,要确认刀具和工件的当前位置并保证正确地指定了运动轴,方向和进给速度.手轮进给时在较大的倍率比如100 下旋转手轮,刀具和工作台会快速移动,可能会产生手轮停止转动,而刀具和工作台不会立即停止的现象.大倍率的手轮移动有可能会造成刀具或机床的损坏甚至造成人员伤害.6, 如需执行手动返回参考点位置,请确认机床安装机床参考点的相关检测元件.如果没有安装机床参考点的相关检测元件就执行手动返回参考点行操作,机床将一直运动不会停止,直到行程限位.机床的误动作有可能造成刀具,机床本身和工件的损坏,甚至造成人员伤害.- 6 -广州数控GSK928TE 数控系统用户手册附录6 GSK928TE数控系统外形广州数控GSK928TE 数控系统用户手册GSK928TE数控系统用户手册操作篇第一章概述GSK 928TE车床数控系统应用高速CPU,超大规模可编程门阵列集成电路芯片构成控制核心.320×240点阵图形式液晶显示界面.采用国际标准数控语言- ISO代码编写零件程序,真正μ级精度控制,全屏幕编辑,中文操作界面,加工零件图形实时跟踪显示,操作简单直观.可配套步进电机或交流伺服驱动器,通过编程可以完成外圆,端面,切槽,锥度,圆弧,螺纹等加工,具有较高的性能价格比.- 13 -广州数控GSK928TE 数控系统用户手册第二章技术指标2.1 可控制轴数2轴(X,Z轴)2.2 可联动轴数2轴(X,Z轴)2.3 最小设定单位0.001 mm2.4 最小移动单位X轴: 0.0005 mm Z轴:0.001 mm2.5 最大编程尺寸±8000.000 mm2.6 最大移动速度15000 mm/min2.7 切削速度5-6000 mm/min (G98/G99)2.8 加工程序容量24KB2.9 可存储程序数100个2.10 图形液晶显示器320×240点阵2.11 通讯接口标准RS-2322.12 控制刀位数四工位(可扩展至八工位)2.13 补偿刀具补偿,间隙补偿2.14 电子手轮×0.001 ×0.01 ×0.12.15 主轴功能S1,S2,S3,S4四档位直接输出或BCD编码S0~S15输出; 三个自动换档输出及三档0~10V模拟输出; 参数选择1024p/r,1200p/r主轴编码器2.16 G指令23种,包含各种固定/复合循环,Z轴钻孔攻牙2.17 螺纹功能公/英制单头,多头直螺纹,锥螺纹,高速退尾,长度可设定广州数控GSK928TE 数控系统用户手册第三章系统操作面板说明ZZZH/LOFT刀补XXX手动STEPJOGEDIT编辑DRYBLKAUTOPAR自动REW参数DELESCFIK1单步空运行单段D.R改写L删除退出PNTMSG/UEW4XZ7DGNENTER诊断INPUT-0回车输入6598GSK 928TE车床数控系统操作面板说明如下:3.1 LCD显示器:数控系统的人-机对话界面.分辨率为320×240点阵.3.2 数字键:输入各类数据(0-9).3.3 地址键:输入零件程序字段地址英文字母.3.4 功能键:根据《数控机床形象化符号》标准,设置了以下形象化符号功能键,按下功能键完成相应功能,各键符号含义如下:快速倍率增加手动方式中增大快速移动速度倍率,自动运行中增大G00指令速度倍率.快速倍率减小手动方式中减小快速移动速度倍率,自动运行中减小G00指令速度倍率.进给倍率增加手动方式中增大进给速度倍率,自动运行中增大G01指令速度倍率.进给倍率减小手动方式中减小进给速度倍率,自动运行中减小G01指令速度倍率.X轴回程序参考点仅手动/自动工作方式下有效.- 15 -X广州数控GSK928TE 数控系统用户手册Z轴回程序参考点仅手动/自动工作方式下有效.X轴回机床参考点仅手动工作方式下有效.(可由P12号参数的MZRO位选择回机床参考点功能有效与否)ZZ轴回机床参考点仅手动工作方式下有效.(可由P12号参数的MZRO位选择回机床参考点功能有效与否)空运行键如在自动工作方式中选择空运行方式.程序运行时,机床坐标轴不移动S,M,T功能无输出,在编辑工作方式中可将光标直接移到本行行号之后的第一个字符.XZ单段/连续在自动工作方式中选择单段/连续的运行方式.选择编辑工作方式选择手动工作方式选择诊断工作方式空运行选择参数工作方式选择刀偏工作方式单段Si选择诊断工作方式3.5 编辑键/状态选择键编辑工作方式中输入方式—- 插入/改写之间相互切换.编辑工作方式中删除数字,字母,程序段或整个程序.取消当前输入的各类数据或从工作状态退出.ngle刀补OFT编辑EDIT手动JOG诊断DGN参数PAR自动AUTO输入各类数据或选择需要编辑或运行的程序及建立新的用户程序.回车确认.- 16 -广州数控GSK928TE 数控系统用户手册向前翻页:编辑/参数/刀偏工作方式中向前翻一页检索程序或参数,其他工作方式下, 使液晶显示器亮度增大.向后翻页:编辑/参数/刀偏工作方式中向后翻一页检索程序或参数,其他工作方式下, 使液晶显示器亮度减小.光标向上移动:编辑/参数/刀偏工作方式中使光标向上移动一行.光标向下移动:编辑/参数/刀偏工作方式中使光标向下移动一行.光标向左移动:编辑工作方式中使光标向左移动一个字符位置.光标向右移动:编辑工作方式中使光标向右移动一个字符位置.3.6 循环启动及进给保持键自动运行中启动程序运行及运行过程中暂停程序运行.循环启动键自动运行中启动程序,开始自动运行.进给保持键手动或自动运行中电机减速停止,暂停运行.3.7 手动轴控制键手动运行中所选轴向所选方向运动手动运行中,X轴向负方向运动.手动运行中,X轴向正方向运动.手动运行中,Z轴向负方向运动.手动运行中,Z轴向正方向运动.快速/进给键手动运行中进行快速移动速度与进给速度的相互切换.手动步长选择在手动单步/手轮工作方式中选择单步进给或手轮进给的各级步长.X轴手轮选择当配置有电子手轮时,选择X轴的移动由电子手轮控制.(当手轮控制有效时,与轴运动相关的其他控制键无效)- 17 -广州数控GSK928TE 数控系统用户手册Z轴手轮选择当配置有电子手轮时,选择Z轴的移动由电子手轮控制.(当手轮控制有效时,与轴运动相关的其他控制键无效)单步/点动方式手动单步与点动方式切换.3.8 手动换刀及辅助功能键直接选择下一个刀位及控制机床完成各类辅助功能.含义如下:主轴正转主轴按逆时针方向转动.(从电机轴向观察)主轴停止主轴停止运转.主轴反转主轴按顺时针方向运转.(从电机轴向观察)冷却液控制冷却液的开/关切换.主轴换档键对安装有多速主轴电机及控制回路的机床,选择主轴的各档转速(最多16 档).换刀键选择与当前刀号相邻的下一个刀号的刀具.注:以上控制键在手动,自动和诊断方式中无X,Z轴的运动时按键控制有效.在运动过程中仅冷却液控制有效.3.9 复位键系统复位键系统复位时所有轴运动停止.所有辅助功能输出无效,机床停止运行并呈初始上电状态.Z单步Step3.10 状态指示灯指示数控系统当前所处的工作状态.带有LED指示灯的功能键共15个,当LED指示灯亮时表示相应键所执行的功能有效,LED指示灯灭时,表示相应键所执行的功能无效.- 18 -广州数控GSK928TE 数控系统用户手册第四章系统操作本章详细说明GSK928TE车床数控系统各功能模块的操作及注意事项.在操作机床前,请仔细阅读本章内容.4.1 系统开机及关机GSK928TE车床数控系统上没有系统电源开关.用户应根据机床的实际情况安装数控系统的电源开关,以避免电源冲击对数控系统造成不良影响.数控系统开机,操作如下:1, 首先合上机床总电源开关.2, 按下数控系统电源开关接通电源,数控系统显示初始画面如图1在显示过程中,按住键以外的任意键,将显示本系统使用的软件版本号,松开按键,系统进入当前正常工作方式.数控系统关机操作如下:1, 按下数控系统电源开关切断电源.2, 断开机床总电源开关.注:如果系统是首次通电,一般应进行如下操作:1, 系统参数区进行初始化操作,具体方法:①928TE初始化同时按住与数字键"9"先放开键稍后再放开数字键"9",系统完成参数初始化.②928TC初始化同时按键及键,先放开键,等待三秒钟再放开键,系统完成参数初始化.此时所有刀偏参数全部为零,机床参数被设置成数控系统内部设定值.详见刀偏及参数说明. 2, 测量X,Z轴的机床反向传动间隙,并将该值分别输入到机床参数P07和P08中,参数输入方法详见参数部份说明.3, 根据机床电气设计及电机方向设置P11的DIRZ及DIRX位.4, 根据机床负载状况反复调节P05,P06,P17~P22等参数使机床运行高效平稳.图1 系统初始显示删除Del删除Del广州数控- 19 -广州数控GSK928TE 数控系统用户手册4.2 数控系统工作方式的选择GSK928TE 数控系统采用工作方式键直接选择系统各种工作方式.各种工作方式之间可以直接转换,操作简单,方便,直观.- 20 -退出Esc退出Esc退出EscGSK928TE 数控系统上电时动态显示图1所示画面,若无按键操作系统将一直循环显示,直到按以外的任一键,系统进入上一次关电前所处的工作方式,如按住键开机或同时按下及键,先放开键,稍后再放开键则强制系统进入手动工作方式.广州数控GSK928TE 数控系统用户手册4.3 编辑工作方式编辑工作方式即通过系统操作面板手工输入或修改零件程序内容的工作方式.在编辑工作方式中,可以通过键盘新建,选择和删除零件程序,可以对所选择的零件程序的内容进行插入,修改和删除等编辑操作.还可以通过RS232通讯接口与通用个人计算机的串行接口连接,将系统内零件程序传送到外部计算机中或将外部计算机内编辑好的零件程序传送到数控系统中.按工作方式选择键进入编辑工作方式,显示当前程序所存储的全部零件程序的程序名,当前程序所包含的字节数以及系统可用的存储器字节数等,显示画面如图2所示:编辑EDIT编辑工作方式中编辑键的意义及使用(1) 光标上移键每按一次上移键,光标移到上一行程序行号后的第一个字符.按住上移键不放,光标将连续上移,直到第一行程序行或上移键抬起.(2) 光标下移键每按一次下移键,光标移到下一行程序行号后的第一个字符.按住下移键不放,光标将连续下移,直到最后一行程序行或下移键抬起.(3) 光标左移键每按一次左移键,光标向左移动一个字符.按住左移键不放,光标将连续左移,直到程序行的第一个字符或左移键抬起.(4) 光标右移键每按一次右移键,光标向右移动一个字符.按住右移键不放,光标将连续右移,直到程序行的最后一个字符或右移键抬起.注:光标—指示当前可编辑字符位置的提示符号.数控系统的光标有两种形式.A, 在插入状态,光标显示为字符下面一横.广州数控编辑%02 0223%00 %02 %03 %04 %10程序数:05可用长度15750编编辑辑手动自动参数刀偏诊断图2 编辑工作方式- 21 -广州数控GSK928TE 数控系统用户手册B, 在改写状态,光标显示为所指字符,反白高亮显示.两种光标可通过键切换.改写(5) 空运行键光标快速移到行首或本行第一个字段首连续按键.(6) 单步/点动方式光标快速移到本行的最后一个字符后.(7) 插入改写键改写Rew改变编辑输入方式,每按一次插入/改写键,输入方式在插入和改写方式切换一次,光标显示也作相应改变.插入方式光标为闪烁的一横.改写方式光标为闪烁的高亮方块字符.退出Esc(8) 输入键按一次输入键,输入两位数的程序号,可以进行新程序的建立,选择或删除已存在的程序以及删除全部程序等操作.(9) 向前翻页,检索程序号清单或程序内容时显示前一页的内容.(10) 向后翻页,检索程序号清单或程序内容时显示下一页的内容.输入Rew空运行Dry单步StepInput(11) 双功能定义键.每个键有两个定义.按第一次为第一定义值,即U W I K D R.连续第二次按同一个键,系统自动将前一次的输入改为第二定义值,即/ E P N L ,若继续按同一键则输入值在第一定义值和第二定义值之间相互切换.其中'/'为跳段符,' '为空格.4.3.1 零件程序目录检索编辑工作方式中显示数控系统零件程序存储区所存的全部零件程序的程序名清单,所存零件程序个数以及零件存储区剩余字节数.按编辑工作方式中按键或在编辑程序内容时按或键,显示如图3:广州数控编辑%02 0223%00 %02 %03 %04 %10程序数:05 可用长度15750编编辑辑手动自动参数刀偏诊断/UEWIPKNLDR输入Input编辑EDIT图3 零件程序目录检索/零件程序建立,选择,删除等- 22 -广州数控GSK928TE 数控系统用户手册每屏可列出40个程序名.当程序区储存的零件程序超过40个时,则分页显示,按键向后翻一页,显示第二页程序号清单,当翻到最后一页时,按键,又显示第一页程序号清单. 4.3.2 零件程序的建立,选择,删除,更名和复制零件程序的建立,选择,删除,更名和复制操作可在零件程序目录检索状态或编辑程序内容状态下进行.在零件程序目录检索状态按键,显示如图4所示. 输入Input4.3.2.1 新零件程序的建立(1)在零件程序目录检索状态按键.输入Input(2)从键盘输入两位程序目录清单中不存在的程序号作为新程序号.如图4所示.(3)按Enter 键.(4)新零件程序建立完成,系统自动进入程序编辑状态.例:建立%20号程序.按键,输入数字键2 0 按Enter 键.新程序%20输入Input建立完成,进入%20程序的编辑. 如图5所示.图4 输入程序号图5. 新程序建立广州数控编辑%02 0223%00 %02 %03 %04 %10请输入程序号:%20 Enter程序数:05 可用长度15750编编辑辑手动自动参数刀偏诊断广州数控编辑%20 0007N0000 _4.3.2.2 零件程序的删除(1)在零件程序目录检索状态按键. 输入Input(2)从键盘输入需要删除的程序号.(3)按键,系统显示确认. 删除Del(4)按Enter 键删除输入程序号的零件程序,按其它任一键取消删除操作.例:删除%03号程序.按键,输入依次0 , 3 , ,Enter 键,将%03程序从零件程序存储区删除.如图6所示:输入Input删除Del- 23 -广州数控GSK928TE 数控系统用户手册广州数控编辑%02 0223%00 %02 %03 %04 %10请输入程序号:%03 确认程序数:05 可用长度15750编编辑辑手动自动参数刀偏诊断图6 零件程序删除4.3.2.3 零件程序的选择(1)在零件程序目录检索状态按键. 输入Input(2)从键盘输入需要选择的程序号.(3)按Enter 键.(4)完成零件程序的选择并显示零件程序内容,进入编辑工作状态.如选择%01号零件程序:按键,输入0 1 按Enter 键.选择%01 零件程序完成.如图7所示: 输入Input广州数控编辑%01 0082N0000 G0 X0 Z0N0010 G1 X4.80 Z9.6 F500N0020 G0 X0.0 Z00N0030 G4 D2N0040 M20图7 零件程序选择注1: 数控系统在第一次通电后进入编辑状态或系统零件程序存储区无任何内容时,系统自动建立并选择%00号程序.系统初始化后也以%00作为当前程序.注2:系统选择好一个程序后只能通过零件程序的选择来改变所需要的程序,一旦选定总是不变,即使断电也不能改变所选择的程序号.4.3.2.4 零件程序的输出将数控系统内部存储的零件程序输出到外部计算机.(1) 在断电状态下连接好数控系统与计算机之间的通讯电缆.(2) 数控系统上电并选择编辑工作方式.(3) 按零件程序的选择操作方式选择好需要输出的零件程序.(若发送当前程序则不必选择)(4) 按W 键,提示发送准备!- 24 -广州数控GSK928TE 数控系统用户手册(5) 使计算机处于接收等待状态.(详见附录1 GSKTR 通讯程序使用说明)(6) 确认外部计算机准备好后按Enter 键.提示发送…并将选择好的程序输出到外部计算机.(7) 发送结束后提示发送完毕! ,按任一键返回编辑工作方式.(8) 发送过程中按键中断发送过程.退出Esc4.3.2.5 零件程序的输入将外部计算机中存储的零件程序输入到数控系统.(1) 在断电状态下接好数控系统与计算机之间的通讯电缆.(2) 数控系统上电并选择编辑工作方式.(3) 按R 键,提示接收准备! .(4) 使计算机处于输出方式.(详见附录1 GSKTR 通讯程序使用说明)(5) 确认系统准备好后按Enter 键,提示接收…外部计算机中的程序将输入到数控系统中.(6) 接收结束后提示接收完毕! ,按任一键返回编辑方式.在零件程序目录列表中显示所输入的程序名.(7) 接收过程中按键可中断接收过程.退出Esc注1:在零件程序输入中数控系统是将计算机传送来程序中第一行包含的字符串"%××"作为文件名保存.若在数控系统内原来已存有与传送来的程序名相同的程序,则不能显示传送来的文件名的文件内容,只有将原来的同名文件删除才能显示传送来的文件内容.注2:在两台GSK928TE数控系统之间也可以通过上述方法进行零件程序的传递.两台数控系统分别按零件程序的输入/输出方式操作即可.注3:从PC计算机传送程序到CNC时,零件程序的行号不能少,否则将出现差错.4.3.2.6 全部零件程序的删除将数控系统内程序存储区的所有程序一次删除.⑴在零件程序目录检索状态按键. 输入Input⑵从键盘输入—, O .⑶按键,系统提示确认删除Del⑷按Enter 将所有零件程序删除.按其它键,不执行删除操作,返回编辑工作方式.4.3.2.7 零件程序的更名将当前文件的文件名更改为另外的文件名.⑴按键,显示% . 输入Input⑵输入文件列表中不存在的文件号,按键,将当前文件的文件号修改为输入的文件号.- 25 -广州数控GSK928TE 数控系统用户手册例: 将当前文件%00号程序更名为%05按键,输入0 5 , 按键,更名完成.4.3.2.8 零件程序的复制将当前文件的内容复制成另外的文件.新文件成为当前文件.⑴按键,显示% .⑵输入文件列表中不存在的文件号,按键,将当前文件的全部内容复制到以输入文件号为文件名的文件中.新文件成为当前文件.例: 将当前文件%00号程序复制为%05按键,输入0 5 , 按键,复制完成.注:若输入的文件名已存在,则系统提示程序名重复,此时按任意键退出,重新输入文件区不存在的文件名,再按Enter 键即可.4.3.3 零件程序内容的输入和编辑数控系统加工过程是根据用户输入的零件程序顺序自动完成零件的加工.每一个程序由若干个程序段组成,每一个程序段由程序段号,指令,数据等元素组成.按照工艺顺序输入零件程序内容后,才能启动机床加工出合格零件.本数控系统的编辑方式为全屏幕编辑方式.零件程序的管理为文件管理方式.4.3.3.1 程序段号自动生成每一个零件程序都包含多个程序段,每一个程序段都是以程序段号" N**** "开始,在新建立一个程序完成后系统自动产生第一个程序段号" N0000 ",每输完一个程序段后按Enter 键,系统自动产生下一个程序段号.在输入过程中程序号增量由参数P23的内容确定.在插入程序段时系统会自动按参数P23内容的1/4的整数部分为增量产生程序段号.当程序中使用了子程序调用M98,转移M97,M91,M92,M93,M94等与程序段号有关的指令时,程序中不能有重复的程序段号,否则系统将产生报警.如不使用上述指令,则程序段号可以重复.程序段号生成及程序行的插入程序段号如图8所示(P23的值为10)输入Input改写Rew输入Input输入Input输入。
电力拖动自动控制系统第二章习题答案 (2)
第二章双闭环直流调速系统2-1在转速、电流双闭环调速系统中,若要改变电动机的转速,应调节什么参数?改变转速调节器的放大倍数行不行?改变电力电子变换器的放大倍数行不行?改变转速反馈系数行不行?若要改变电动机的堵转电流,应调节系统中的什么参数?答:改变电机的转速需要调节转速给定信号Un※;改变转速调节器的放大倍数不行,改变电力电子变换器的放大倍数不行。
若要改变电机的堵转电流需要改变ASR的限幅值。
2-2(1(2(1(2(3(42-3是多少?答:=βId=Ui,Uc=U d02-4如果转速、电流双闭环调速系统的转速调节器不是PI调节器,而是比例调节器,对系统的静、动态性能会有什么影响?答:若采用比例调节器可利用提高放大系数的办法使稳态误差减小即提高稳态精度,但还是有静差的系统,但放大倍数太大很有可能使系统不稳定。
2-5在转速、电流双闭环系统中,采用PI调节器,当系统带额定负载运行时,转速反馈线突然断线,系统重新进入稳态后,电流调节器的输入偏差电压△Ui是否为0,为什么?答:反馈线未断之前,Id=In,令n=n1,当转速反馈断线,ASR迅速进入饱和,Un※=Un※max,Uc↑,Id↑至Idm,Te>T l,n↑,Id↓,△Ui出现,Id↑至Idm,n↑,Id↓,此过程重复进行直到ACR饱和,n↑,Id↓,当Id=In,系统重新进入稳态,此时的速度n2>n1,电流给定为Un※max=Idmaxβ>电流反馈信号Un=Inβ,偏差△Ui不为0。
2-6在转速、电流双闭环系统中,转速给定信号Un※未改变,若增大转速反馈系数α,系统稳定后转速反馈电压Un是增加还是减少还是不变?为什么?答:Un不变,因为PI调节器在稳态时无静差,即:Un※=Un,Un※未改变,则,Un也不变。
2-7Unm*试求:(1(2解:(1α=Unm*(22-8Uim=8V(1)Ui(2)Uc解:(1电流为电流为(2)Uc增加。
2-9在双闭环直流调速系统中,电动机拖动恒转矩负载在额定工作点正常运行,现因某种原因电动机励磁下降一半,系统工作情况将会如何变化?(λ=1.5)答:设突发状况之前的磁通为?1,令此时的磁通为?2,之前的电磁力矩为Te1,此刻的电磁力矩为Te2,负载转矩恒为T l,电机励磁下降一半,则?2=0.5?1,Te2=Cm(?2)Id=0.5Te1<T l,n↓,Id↑甚至到Idm,Te2=Cm(?2)Idm=0.75Te1<T l,n会一直下降到0。
广数928te2说明书
广数928te2说明书广州数控 GSK928TE2 数控系统用户手册GSK928TE/GSK928TC车床数控系统使用手册广州数控 GSK928TE 数控系统用户手册前言感谢您选用广州数控设备有限公司生产的 GSK928TE/GSK928TC 数控系统本说明书提供了使用本系统所需知识及注意事项.操作不当可能引起意外事故.在使用本系统以前务必仔细阅读本手册在系统开始使用之前请注意以下事项:连接好系统的急停按钮.由于本系统的急停输入采用常闭触点如不接好急停按钮或错接为常开触点系统通电后会产生急停报警而不能正常工作此不属系统故障.根据刀具的实际安装位置设置好程序参考点如不设置好参考点就使用回程序参考点功能则可能发生意外.此版本说明书适用GSK928TE/GSK928TC 数控系统 V3.20 软件用户使用 GSK928TC 数控系统V2.13V2.23V3.01 软件时请参阅附录 3附录 4附录 5.为方便表述本手册中不区分928TE 和 928TC以 GSK928TE 作为通用名称.-2-广州数控 GSK928TE 数控系统用户手册用户安全须知在本系统连接使用之前务必仔细阅读本节安全预防措施.用户必须遵守这些预防措施以确保人身及设备安全.用户操作时还必须遵守由本公司提供的说明书指明的相关安全措施.在完全熟悉本说明书内容后方可操作本系统.用户还必须遵守由机床厂商提供的说明书中指明的与机床有关的安全预防措施.用户必须在完全熟悉本说明书以及由制造厂商提供的相关说明书的内容后才能操作机床或编制程序来控制机? 数控系统安装必须牢固避免振动.4接线警告 ? 参与接线或检查的人员都必须具有做此项工作的充分能力连接电线不可有破损不可受挤压不可带电打开数控系统机箱.小心 ? 任何一个接线插头上的电压值和极性都必须符合说明书的规定.? 在插拨插头或扳动开关前手应保持干燥.注意 ? 所有接线必须正确牢固.? 数控系统必须可靠接地.5调试运行小心 ? 运行前应先检查参数设置是否正确.? 参数的修改必须在参数设置允许的范围内.-4-广州数控 GSK928TE 数控系统用户手册6使用警告 ? 使用人员必须具备能胜任本项工作的能力.? 插入电源前确保开关在断电的位置上.注意 ? 设备运行时操作人员不得离开设备.? 通电前应确认系统所有接线正确无误.? 进行电气设计时应考虑数控系统的急停开关能在系统发生故障时切断所有电源不可对数控系统进行频繁的通断电.小心 ? 在进行电气设计时应避免或减少外界干扰对数控系统的影响7故障处理警告 ? 参与故障处理的人员必须具备相应的专业知识和工作能力.小心 ? 发生警报后必须先排除故障后方可重新启动.?编程的相关的安全预防措施1 坐标系的设定如果没有设置正确的坐标系尽管指令是正确的但机床有可能并不按想象的动作运动.这种误动作有可能损坏刀具机床工件甚至造成人员伤害.2 G00 快速移动定位当进行 G00 快速移动的定位时在起点和终点之间利用非线性运动进行定位在编程之前请仔细确认刀具路径的正确性.这种定位为快速移动如果刀具和工件发生了干涉有可能损坏刀具机床工件甚至造成人员伤害.3 本使用手册对系统本身所具有的功能进行了完整的叙述包括各种可选功能及系统的最大控制范围.可选功能与系统的控制范围随机床而变化.因此本使用手册中叙述的某些功能对特定机床实际上并不适用如有疑问请查阅机床说明书.4 数控机床的功能不仅取决于数控系统本身的功能还取决于机床强电柜伺服系统CNC 以及操作面板等部分的组合.要详尽说明全部组合的功能编程和操作非-5-广州数控 GSK928TE 数控系统用户手册常困难.所以书中未叙述的指令组合请不要使用.如果一定要使用请仔细验证确保安全后才能开始工件加工.?机床操作注意事项和警告1 零件加工前一定要首先检查机床的正常运行.加工前一定要通过试车保证机床正确工作.在机床上不装工件和刀具时检查机床的正确运行.2 操作机床之前请仔细检查输入的数据.如果使用了不正确的数据机床可能误动作有可能引起工件的损坏机床本身的损坏或造成人员伤害.3 确保指定的进给速度与想要进行的机床操作相适应.通常每一台机床都有最大许可的进给速度.合适的进给速度根据不同的操作而变化.请参阅说明书来确定最大的进给速度.如挥邪凑返乃俣冉胁僮骰部赡芊?蠖鞔佣鸸ぜ蚧脖旧淼乃鸹瞪踔猎斐扇嗽鄙撕?4 当使用刀具补偿功能时请仔细检查补偿方向和补偿量.使用不正确的数据操作机床机床可能误动作.从而有可能引起工件或机床本身的损坏甚至造成人员伤害.5 当手动操作机床时要确认刀具和工件的当前位置并保证正确地指定了运动轴方向和进给速度.手轮进给时在较大的倍率比如 100 下旋转手轮刀具和工作台会快速移动可能会产生手轮停止转动而刀具和工作台不会立即停止的现象.大倍率的手轮移动有可能会造成刀具或机床的损坏甚至造成人员伤害.6 如需执行手动返回参考点位置请确认机床安装机床参考点的相关检测元件.如果没有安装机床参考点的相关检测元件就执行手动返回参考点行操作机床将一直运动不会停止直到行程限位.机床的误动作有可能造成刀具机床本身和工件的损坏甚至造成人员伤害.-6-广州数控 GSK928TE 数控系统用户手册附录 6 GSK928TE 数控系统外形广州数控 GSK928TE 数控系统用户手册GSK928TE 数控系统用户手册操作篇第一章概述GSK 928TE 车床数控系统应用高速 CPU超大规模可编程门阵列集成电路芯片构成控制核心.320×240 点阵图形式液晶显示界面.采用国际标准数控语言- ISO 代码编写零件程序真正μ级精度控制全屏幕编辑中文操作界面加工零件图形实时跟踪显示操作简单直观.可配套步进电机或交流伺服驱动器通过编程可以完成外圆端面切槽锥度圆弧螺纹等加工具有较高的性能价格比.- 13 -广州数控 GSK928TE 数控系统用户手册第二章技术指标2.1 可控制轴数 2 轴 XZ 轴2.2 可联动轴数 2 轴 XZ 轴2.3 最小设定单位 0.001 mm2.4 最小移动单位 X 轴: 0.0005 mm Z 轴:0.001 mm2.5 最大编程尺寸 ?8000.000 mm2.6 最大移动速度 15000 mm/min2.7 切削速度 5-6000 mm/min G98/G992.8 加工程序容量 24KB2.9 可存储程序数 100 个2.10 图形液晶显示器320×240 点阵2.11 通讯接口标准 RS-2322.12 控制刀位数四工位可扩展至八工位2.13 补偿刀具补偿间隙补偿2.14 电子手轮×0.001 ×0.01 ×0.12.15 主轴功能 S1S2S3S4 四档位直接输出或 BCD 编码 S0,S15 输出三个自动换档输出及三档 0,10V 模拟输出参数选择1024p/r1200p/r 主轴编码器2.16 G 指令 23 种包含各种固定/复合循环Z 轴钻孔攻牙2.17 螺纹功能公/英制单头多头直螺纹锥螺纹高速退尾长度可设定广州数控 GSK928TE 数控系统用户手册第三章系统操作面板说明ZZZH/LOFT刀补XXX手动STEPJOGEDIT编辑DRYBLKAUTOPAR自动REW参数DELESCFIK1单步空运行单段D.R改写L删除退出PNTMSG/UEW4XZ7DGNENTER诊断INPUT32-0回车输入6598GSK 928TE 车床数控系统操作面板说明如下:3.1 LCD 显示器:数控系统的人-机对话界面.分辨率为320×240 点阵.3.2 数字键:输入各类数据0-9.3.3 地址键:输入零件程序字段地址英文字母.3.4 功能键:根据《数控机床形象化符号》标准设置了以下形象化符号功能键按下功能键完成相应功能各键符号含义如下:快速倍率增加手动方式中增大快速移动速度倍率自动运行中增大 G00 指令速度倍率.快速倍率减小手动方式中减小快速移动速度倍率自动运行中减小G00 指令速度倍率.进给倍率增加手动方式中增大进给速度倍率自动运行中增大 G01 指令速度倍率.进给倍率减小手动方式中减小进给速度倍率自动运行中减小 G01 指令速度倍率.X 轴回程序参考点仅手动/自动工作方式下有效.- 15 -X广州数控 GSK928TE 数控系统用户手册Z 轴回程序参考点仅手动/自动工作方式下有效.X 轴回机床参考点仅手动工作方式下有效.可由 P12 号参数的 MZRO 位选择回机床参考点功能有效与否ZZ 轴回机床参考点仅手动工作方式下有效.可由 P12 号参数的 MZRO 位选择回机床参考点功能有效与否空运行键如在自动工作方式中选择空运行方式.程序运行时机床坐标轴不移动SMT 功能无输出在编辑工作方式中可将光标直接移到本行行号之后的第一个字符.XZ单段/连续在自动工作方式中选择单段/连续的运行方式.选择编辑工作方式选择手动工作方式选择诊断工作方式空运行Dry选择参数工作方式选择刀偏工作方式单段Si选择诊断工作方式3.5 编辑键/状态选择键编辑工作方式中输入方式—- 插入/改写之间相互切换.编辑工作方式中删除数字字母程序段或整个程序.取消当前输入的各类数据或从工作状态退出.ngle刀补OFT编辑EDIT手动JOG诊断DGN参数PAR自动AUTO输入各类数据或选择需要编辑或运行的程序及建立新的用户程序.回车确认.- 16 -广州数控 GSK928TE 数控系统用户手册向前翻页:编辑/参数/刀偏工作方式中向前翻一页检索程序或参数其他工作方式下使?壕允酒髁炼仍龃?向后翻页:编辑/参数/刀偏工作方式中向后翻一页检索程序或参数其他工作方式下使液晶显示器亮度减小.光标向上移动:编辑/参数/刀偏工作方式中使光标向上移动一行.光标向下移动:编辑/参数/刀偏工作方式中使光标向下移动一行.光标向左移动:编辑工作方式中使光标向左移动一个字符位置.光标向右移动:编辑工作方式中使光标向右移动一个字符位置.3.6 循环启动及进给保持键自动运行中启动程序运行及运行过程中暂停程序运行.循环启动键自动运行中启动程序开始自动运行.进给保持键手动或自动运行中电机减速停止暂停运行.3.7 手动轴控制键手动运行中所选轴向所选方向运动手动运行中X 轴向负方向运动.手动运行中X 轴向正方向运动.手动运行中Z 轴向负方向运动.手动运行中Z 轴向正方向运动.快速/进给键手动运行中进行快速移动速度与进给速度的相互切换.手动步长选择在手动单步/手轮工作方式中选择单步进给或手轮进给的各级步长.X 轴手轮选择当配置有电子手轮时选择 X 轴的移动由电子手轮控制.当手轮控制有效时与轴运动相关的其他控制键无效- 17 -广州数控 GSK928TE 数控系统用户手册Z 轴手轮选择当配置有电子手轮时选择 Z 轴的移动由电子手轮控制.当手轮控制有效时与轴运动相关的其他控制键无效单步/点动方式手动单步与点动方式切换.3.8 手动换刀及辅助功能键直接选择下一个刀位及控制机床完成各类辅助功能.含义如下:主轴正转主轴按逆时针方向转动.从电机轴向观察主轴停止主轴停止运转.主轴反转主轴按顺时针方向运转.从电机轴向观察冷却液控制冷却液的开/关切换.主轴换档键对安装有多速主轴电机及控制回路的机床选择主轴的各档转速最多 16档.换刀键选择与当前刀号相邻的下一个刀号的刀具.注:以上控制键在手动自动和诊断方式中无 XZ 轴的运动时按键控制有效.在运动过程中仅冷却液控制有效.3.9 复位键系统复位键系统复位时所有轴运动停止.所有辅助功能输出无效机床停止运行并呈初始上电状态.Z单步Step3.10 状态指示灯指示数控系统当前所处的工作状态.带有 LED 指示灯的功能键共 15 个当 LED 指示灯亮时表示相应键所执行的功能有效LED 指示灯灭时表示相应键所执行的功能无效.- 18 -广州数控 GSK928TE 数控系统用户手册第四章系统操作本章详细说明 GSK928TE 车床数控系统各功能模块的操作及注意事项.在操作机床前请仔细阅读本章内容.4.1 系统开机及关机GSK928TE 车床数控系统上没有系统电源开关.用户应根据机床的实际情况安装数控系统的电源开关以避免电源冲击对数控系统造成不良影响.数控系统开机操作如下:1 首先合上机床总电源开关.2 按下数控系统电源开关接通电源数控系统显示初始画面如图 1 在显示过程中按住键以外的任意键将显示本系统使用的软件版本号松开按键系统进入当前正常工作方式.数控系统关机操作如下:1 按下数控系统电源开关切断电源.2 断开机床总电源开关.注:如果系统是首次通电一般应进行如下操作:1 系统参数区进行初始化操作具体方法:? 928TE 初始化同时按住与数字键quot9quot先放开键稍后再放开数字键quot9quot系统完成参数初始化.? 928TC 初始化同时按键及键先放开键等待三秒钟再放开键系统完成参数初始化.此时所有刀偏参数全部为零机床参数被设置成数控系统内部设定值.详见刀偏及参数说明.2 测量 XZ 轴的机床反向传动间隙并将该值分别输入到机床参数 P07 和 P08 中参数输入方法详见参数部份说明.3 根据机床电气设计及电机方向设置 P11 的 DIRZ 及 DIRX 位.4 根据机床负载状况反复调节 P05P06P17,P22 等参数使机床运行高效平稳.图 1 系统初始显示删除Del删除Del广州数控- 19 -广州数控 GSK928TE 数控系统用户手册4.2 数控系统工作方式的选择GSK928TE 数控系统采用工作方式键直接选择系统各种工作方式.各种工作方式之间可以直接转换操作简单方便直观.- 20 -退出Esc退出Esc 退出EscGSK928TE 数控系统上电时动态显示图 1 所示画面若无按键操作系统将一直循环显示直到按以外的任一键系统进入上一次关电前所处的工作方式如按住键开机或同时按下及键先放开键稍后再放开键则强制系统进入手动工作方式.广州数控 GSK928TE 数控系统用户手册4.3 编辑工作方式编辑工作方式即通过系统操作面板手工输入或修改零件程序内容的工作方式.在编辑工作方式中可以通过键盘新建选择和删除零件程序可以对所选择的零件程序的内容进行插入修改和删除等编辑操作.还可以通过 RS232 通讯接口与通用个人计算机的串行接口连接将系统内零件程序传送到外部计算机中或将外部计算机内编辑好的零件程序传送到数控系统中.按工作方式选择键进入编辑工作方式显示当前程序所存储的全部零件程序的程序名当前程序所包含的字节数以及系统可用的存储器字节数等显示画面如图 2 所示:编辑EDIT编辑工作方式中编辑键的意义及使用1 光标上移键每按一次上移键光标移到上一行程序行号后的第一个字符.按住上移键不放光标将连续上移直到第一行程序行或上移键抬起.2 光标下移键每按一次下移键光标移到下一行程序行号后的第一个字符.按住下移键不放光标将连续下移直到最后一行程序行或下移键抬起.3 光标左移键每按一次左移键光标向左移动一个字符.按住左移键不放光标将连续左移直到程序行的第一个字符或左移键抬起.4 光标右移键每按一次右移键光标向右移动一个字符.按住右移键不放光标将连续右移直到程序行的最后一个字符或右移键抬起.注:光标—指示当前可编辑字符位置的提示符号.数控系统的光标有两种形式.A 在插入状态光标显示为字符下面一横.广州数控编辑 02 022300 02 03 04 10程序数:05 可用长度 15750编编辑辑手动自动参数刀偏诊断图 2编辑工作方式- 21 -广州数控 GSK928TE 数控系统用户手册B 在改写状态光标显示为所指字符反白高亮显示.两种光标可通过键切换.改写5 空运行键光标快速移到行首或本行第一个字段首连续按键.6 单步/点动方式光标快速移到本行的最后一个字符后.7 插入改写键改写Rew改变编辑输入方式每按一次插入/改写键输入方式在插入和改写方式切换一次光标显示也作相应改变.插入方式光标为闪烁的一横.改写方式光标为闪烁的高亮方块字符.退出Esc8 输入键按一次输入键输入两位数的程序号可以进行新程序的建立选择或删除已存在的程序以及删除全部程序等操作.9 向前翻页检索程序号清单或程序内容时显示前一页的内容.10 向后翻页检索程序号清单或程序内容时显示下一页的内容.输入Rew空运行Dry单步StepInput11 双功能定义键.每个键有两个定义.按第一次为第一定义值即 U W I K D R.连续第二次按同一个键系统自动将前一次的输入改为第二定义值即 / E P N L 若继续按同一键则输入值在第一定义值和第二定义值之间相互切换.其中/为跳段符为空格.4.3.1 零件程序目录检索编辑工作方式中显示数控系统零件程序存储区所存的全部零件程序的程序名清单所存零件程序个数以及零件存储区剩余字节数.按编辑工作方式中按键或在编辑程序内容时按或键显示如图 3:广州数控编辑 02 022300 02 03 04 10程序数:05 可用长度 15750编编辑辑手动自动参数刀偏诊断/UEWIPKNLDR输入Input编辑EDIT图 3 零件程序目录检索/零件程序建立选择删除等- 22 -广州数控 GSK928TE 数控系统用户手册每屏可列出 40 个程序名.当程序区储存的零件程序超过 40 个时则分页显示按键向后翻一页显示第二页程序号清单当翻到最后一页时按键又显示第一页程序号清单.4.3.2 零件程序的建立选择删除更名和复制零件程序的建立选择删除更名和复制操作可在零件程序目录检索状态或编辑程序内容状态下进行.在零件程序目录检索状态按键显示如图 4 所示. 输入Input4.3.2.1 新零件程序的建立1在零件程序目录检索状态按键.输入Input2从键盘输入两位程序目录清单中不存在的程序号作为新程序号.如图 4 所示.3按Enter 键.4新零件程序建立完成系统自动进入程序编辑状态.例:建立20 号程序.按键输入数字键 2 0 按 Enter 键.新程序 20输入Input建立完成进入20 程序的编辑. 如图 5 所示.图 4 输入程序号图 5. 新程序建立广州数控编辑 02 022300 02 03 04 10请输入程序号:20 Enter程序数:05 可用长度 15750编编辑辑手动自动参数刀偏诊断广州数控编辑 20 0007N0000 _4.3.2.2 零件程序的删除1在零件程序目录检索状态按键. 输入Input2从键盘输入需要删除的程序号.3按键系统显示确认 . 删除Del4按 Enter 键删除输入程序号的零件程序按其它任一键取消删除操作.例:删除03 号程序.按键输入依次 0 3 Enter 键将03程序从零件程序存储区删除.如图 6 所示:输入Input删除Del- 23 -广州数控GSK928TE 数控系统用户手册广州数控编辑 02 022300 02 03 04 10请输入程序号:03 确认程序数:05 可用长度 15750编编辑辑手动自动参数刀偏诊断图 6 零件程序删除4.3.2.3 零件程序的选择1在零件程序目录检索状态按键. 输入Input2从键盘输入需要选择的程序号.3按 Enter 键.4完成零件程序的选择并显示零件程序内容进入编辑工作状态.如选择01 号零件程序:按键输入 0 1 按Enter 键.选择 01 零件程序完成.如图 7 所示: 输入Input广州数控编辑01 0082N0000 G0 X0 Z0N0010 G1 X4.80 Z9.6 F500N0020 G0 X0.0 Z00N0030 G4D2N0040 M20图 7 零件程序选择注 1: 数控系统在第一次通电后进入编辑状态或系统零件程序存储区无任何内容时系统自动建立并选择00 号程序.系统初始化后也以00 作为当前程序.注 2:系统选择好一个程序后只能通过零件程序的选择来改变所需要的程序一旦选定总是不变即使断电也不能改变所选择的程序号.4.3.2.4 零件程序的输出将数控系统内部存储的零件程序输出到外部计算机.1 在断电状态下连接好数控系统与计算机之间的通讯电缆.2 数控系统上电并选择编辑工作方式.3 按零件程序的选择操作方式选择好需要输出的零件程序.若发送当前程序则不必选择4 按 W 键提示发送准备 - 24 -广州数控 GSK928TE 数控系统用户手册5 使计算机处于接收等待状态.详见附录 1 GSKTR 通讯程序使用说明6 确认外部计算机准备好后按Enter 键.提示发送… 并将选择好的程序输出到外部计算机.7 发送结束后提示发送完毕按任一键返回编辑工作方式.8 发送过程中按键中断发送过程.退出Esc4.3.2.5 零件程序的输入将外部计算机中存储的零件程序输入到数控系统.1 在断电状态下接好数控系统与计算机之间的通讯电缆.2 数控系统上电并选择编辑工作方式.3 按 R 键提示接收准备 .4 使计算机处于输出方式.详见附录 1 GSKTR 通讯程序使用说明5 确认系统准备好后按 Enter 键提示接收… 外部计算机中的程序将输入到数控系统中.6 接收结束后提示接收完毕按.。
TE21模耦合器研究

收稿日期:2005-03-04;收修改稿日期:2005-04-llTE2l 模耦合器研究许智l ,2梁昌洪l(l.西安电子科技大学天线与电磁散射重点实验室,西安7l007l ;2.西安空间无线电技术研究所,西安7l0000)摘要TE2l 模耦合器是一种用于微波通信的高精度跟踪器件。
文章给出了TE2l 模耦合器的工作原理、设计原理以及Ka 频段TE2l 模耦合器的计算机仿真结果,并综合出TE2l 模耦合器工程设计的经验公式。
主题词TE2l 模耦合器和波束差波束l 引言无论是星间链路通信,还是卫星与地球站之间通信,为了保证高的EIRP 值,都要求发射天线波束与接收天线波束精确对准。
一旦两者有偏差,将造成增益下降,影响通信质量。
为了保证波束的精确对准,一种很好的跟踪方法是采用波导中的多模工作,产生差方向图。
目前国外用得比较多的多模跟踪主要是TM0l 模与TE2l 模。
TE2l 模耦合器是将矩形波导中的TEl0模耦合成圆波导中的TE2l 高次模,继而产生跟踪用的差方向图的器件。
TE2l 模跟踪精度高,耦合器结构紧凑,因而在卫星通信与星载雷达中得到越来越多的应用。
2TE2l 模跟踪原理和波束用于通信,一般用圆波导中的主模TEll 模工作。
图l 为圆波导中TEll 模的场分布图,它将产生如图2所示的笔形和波束。
图l 圆波导中的TEll 模场分布图2和波束差波束用于跟踪,其波束正中存在零值。
圆波导中的TE2l 模及其简并模分布如图3所示,产生的差波束示于图4。
TE2l 模耦合器输出的是误差信号,表征了天线和波束电轴偏离来波信号角度的大小。
一个典型的用TEll 通信、TE2l 跟踪的系统如图5所示。
从反射面天线入射的TEll 通信信号,!!空间电子技术SPACE ELECTRONIC TECHNOLOGY 2005年第3!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!期图3圆波导中TE2l 模及简并模场分布图4差波束图5TEll 通信、TE2l 跟踪系统通过TE2l 耦合器的主通道,小损耗地以和信号形式输出。
广数928te2说明书
广州数控GSK928TE2 数控系统用户手册GSK928TE/GSK928TC车床数控系统使用手册广州数控 GSK928TE 数控系统用户手册前言感谢您选用广州数控设备有限公司生产的GSK928TE/GSK928TC数控系统,本说明书提供了使用本系统所需知识及注意事项.操作不当可能引起意外事故。
在使用本系统以前,务必仔细阅读本手册!在系统开始使用之前请注意以下事项:连接好系统的急停按钮。
由于本系统的急停输入采用常闭触点,如不接好急停按钮或错接为常开触点,系统通电后会产生急停报警而不能正常工作,此不属系统故障。
根据刀具的实际安装位置设置好程序参考点,如不设置好参考点就使用回程序参考点功能,则可能发生意外。
此版本说明书适用GSK928TE/GSK928TC数控系统V3.20软件,用户使用GSK928TC数控系统V2.13,V2。
23,V3.01软件时,请参阅附录3,附录4,附录5。
为方便表述,本手册中不区分928TE和928TC,以GSK928TE作为通用名称.— 2 —广州数控 GSK928TE 数控系统用户手册用户安全须知在本系统连接使用之前,务必仔细阅读本节安全预防措施。
用户必须遵守这些预防措施以确保人身及设备安全。
用户操作时还必须遵守由本公司提供的说明书指明的相关安全措施。
在完全熟悉本说明书内容后,方可操作本系统.用户还必须遵守由机床厂商提供的说明书中指明的与机床有关的安全预防措施.用户必须在完全熟悉本说明书以及由制造厂商提供的相关说明书的内容后才能操作机床或编制程序来控制机●数控系统安装必须牢固,避免振动.4,接线警告●参与接线或检查的人员都必须具有做此项工作的充分能力;连接电线不可有破损,不可受挤压不可带电打开数控系统机箱.小心●任何一个接线插头上的电压值和极性都必须符合说明书的规定。
●在插拨插头或扳动开关前,手应保持干燥。
注意●所有接线必须正确,牢固。
●数控系统必须可靠接地。
5,调试运行小心●运行前,应先检查参数设置是否正确。
网络工程师教程6
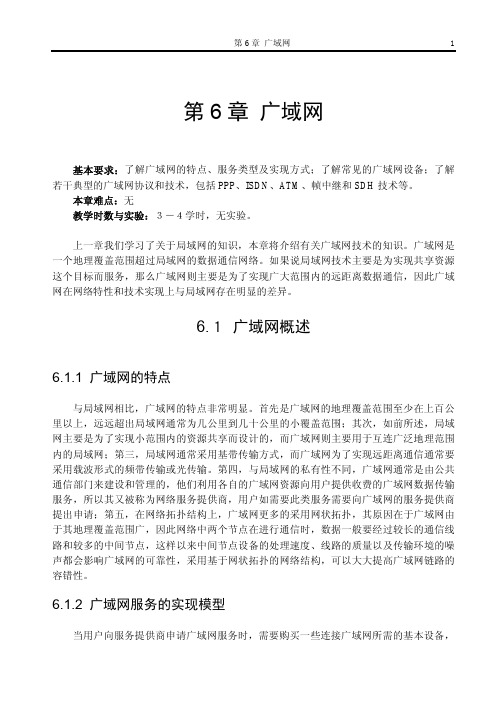
第6章广域网基本要求:了解广域网的特点、服务类型及实现方式;了解常见的广域网设备;了解若干典型的广域网协议和技术,包括PPP、ISDN、ATM、帧中继和SDH技术等。
本章难点:无教学时数与实验:3-4学时,无实验。
上一章我们学习了关于局域网的知识,本章将介绍有关广域网技术的知识。
广域网是一个地理覆盖范围超过局域网的数据通信网络。
如果说局域网技术主要是为实现共享资源这个目标而服务,那么广域网则主要是为了实现广大范围内的远距离数据通信,因此广域网在网络特性和技术实现上与局域网存在明显的差异。
6.1广域网概述6.1.1 广域网的特点与局域网相比,广域网的特点非常明显。
首先是广域网的地理覆盖范围至少在上百公里以上,远远超出局域网通常为几公里到几十公里的小覆盖范围;其次,如前所述,局域网主要是为了实现小范围内的资源共享而设计的,而广域网则主要用于互连广泛地理范围内的局域网;第三,局域网通常采用基带传输方式,而广域网为了实现远距离通信通常要采用载波形式的频带传输或光传输。
第四,与局域网的私有性不同,广域网通常是由公共通信部门来建设和管理的,他们利用各自的广域网资源向用户提供收费的广域网数据传输服务,所以其又被称为网络服务提供商,用户如需要此类服务需要向广域网的服务提供商提出申请;第五,在网络拓扑结构上,广域网更多的采用网状拓扑,其原因在于广域网由于其地理覆盖范围广,因此网络中两个节点在进行通信时,数据一般要经过较长的通信线路和较多的中间节点,这样以来中间节点设备的处理速度、线路的质量以及传输环境的噪声都会影响广域网的可靠性,采用基于网状拓扑的网络结构,可以大大提高广域网链路的容错性。
6.1.2 广域网服务的实现模型当用户向服务提供商申请广域网服务时,需要购买一些连接广域网所需的基本设备,图6.1给出了实现广域网服务的一般模型,图中相关设备和术语的说明如下:z用户端设备CPE(customer premises equipment):物理上放置在用户一侧的设备,包括属于用户的设备或服务提供商放置在用户侧的设备。