Cimatron软件在模具制造中的应用
CIMATRON与UG、POWERMILL的功能比对

1.有仿形铣和流线铣等功能
1.曲面不适合整体加工
1.对既有平坦又有陡峭型曲面整体 加工,采用斜率一体化加工,即根据 设定的限制角度,系统自动区分平坦 和陡峭型曲面,并在这些区域上走出 不同的轨迹。
2.对既有平坦又有陡峭型曲面整体加工,采 用斜率一体化加工,即根据设定的限制角度, 系统自动区分平坦和陡峭型曲面,并在这些区 域上走出不同的轨迹。
CIMATRON 部分功能介绍
CIMTRON 功能强大,涵盖模具制作的整个流程. 经过二十多年的发展,现已成为工模具行业的领导者. 特别是在加工方面,CIMTRON 更是有自己独特的功能,例如
多样的毛坯类型:
任意创建实际的毛坯形状,独有的多轴毛坯功能,针对覆盖件模具可以创建随形毛坯,根据模 具外形均匀地往外偏移一定量的毛坯
1.专业化得电极功能,可自动抽取电极。
产品设计 曲率分析 学习成本
1.造型功能强大,和加工集成在一 1.造型功能较弱,和加工是两个相互 1.造型设计和加工一体化软件,加工时因工艺
块,但加工时因工艺要求进行修面, 独立的软件,编程时如需补面,则要 要求进行修面,功能非常强大且操作非常方
操作较为复杂
把图形导出,非常不方便
并有直读 PRO/E 接口
并有直读 UG、PRO/E、CATIA、solidworks 数 据的专用接口
1. 自动识别毛坯的形状,减少空刀,
1.自动识别毛坯的形状,减少空刀,
1.自动识别毛坯的形状,减少空刀,提高安
但不能自动更新下刀毛坯,需手动处
提高安全性
全性;自动检测切削负荷
理。
2.加工过程中如对零件几何进行更 2.加工过程中如对零件几何进行更 2.加工过程中如对零件几何进行更改,依然继
基于CIMATRON E软件的高速铣削加工
铣削技术的应用和发展提供 了广阔的空间。高速铣削
加工技术加工时间短 , 品精度高 , 以获得十分光 产 可 滑的加工表面 ,能有效地加工高硬度材料 和淬硬钢 , 避免或减少 了电极 的制造 和费时的电加工 (D ) E M 时 间, 大幅度减少了钳工 的打磨与抛光量 , 也使模具的
目 国际上高速铣削加工技术主要应用 于模具 、 前 航空 、 航天和汽车等工业领域 , 尤其是在加工 复杂 曲
面的领域 , 工件本身或刀具系统刚性要求较高的加工
领域 , 显示 了强大的功能 , 其高效 、 高质量 为人们所推
走刀 , 自动调整进 给率 , 去除尖角来产生平缓的刀具 运动 , 或在夹头干涉 的情况下 , 自动分割刀具轨迹 以
T ON E软件在模具高速铣削加工 中的应用 , R 希望对工程技术人员有一定的帮助和借鉴作用。
关键词: A / A 高速铣削 加工 工艺 C DC M
前 言
所采用的加工策略和加工 目的对加工轨迹进行裁剪 。 毛坯残留知识可以对照用户新的几何模型 , 调整刀具
轨迹 的生成 , 行 刀具 轨迹 的优 化 。优 化 包 括去 除 空 进
工 、 自动 化 N C和 基 于毛坯 残 留知识 三 大技术 为 基础 的智 能 N 。智 能 N C C标志 着 CMA R NE . 加工 I T O 70在
品竞争激烈 的今天是非常适宜的。所 以高速铣削得
到 了快速 而广泛 的推广。反过来 ,这又促进 了高速
铣 削 技术 的发 展 。 1高速铣 削加 工 的优 点
维普资讯
赍 丝
20 o7 6 期 0 6N .总 4
基于CimatronE软件的级进模设计
工程 师增 加 了很 大 的工 作量 , 且 设 计经 验 参 数值 也 21 展开 设计 而 . 不 易保 留传 承 , 当有 人 员 变 动 时 , 给企 业 造 成 不 小 会 在 Cma o 中产 品 的展 开 是 基 于产 品的 面来 i t nE r
思 关创 ( 州) 广 科技 有 限公 司( 东广 州 50 0 ) 广 10 0 林 兴 盛 【 摘要 】以一个钣金 件 为 实例讲 解 Cmao i t nE钣金设 计模块 的应 用。介 绍 了如 何将公 司的经 r
验参 数值 , 软件 中得 以体现 。希望对 冲压模具 设计人 员有一定 的帮助 或借鉴 作 用。 在
块 是新 推 出的专 为 冲压模 具 厂商 服务 的软件 。一经 地 指定 坐标 系 。工 位 坐标 系 可 以 由用户 自定义建 立 , 推出 , 就得 到各 方好 评 。现 在 在 国外 都 已经拥 有 很 忠 并需 加 以指定 。 实 的 客 户 , : 国三 星 、 国 K l ol& D e 司 如 韩 美 ad T o i公 在展开之前 , 首先 要设 置好 各 项 参 数 , 将 为 后 这 往 下运 动 , 下行 到下 止 点 , 凹模 6相互 作 用 , 和 毛坯 被 热器罩 的 C E工艺 性 分析 , 详 细地论 述 了汽 车 冲 A 比较 拉 伸成 形 。凸模 、 压边 圈往 上运 动 , 件在顶 出器弹 簧 压件模 具 的设计 过 程 和设计 考 虑 因素 。 制
Ke r s: D e i n;e pe in e p r mee ;i tg a in;c s fma po r v r l efc e c y wo d 3 d sg x re c a a tr n e r to o to n we ;o e al fiin y
CIMATRON编程方法及技巧
CIMATRON编程方法及技巧CIMATRON是一种先进的计算机辅助设计与制造(CAD/CAM)软件,广泛应用于工业制造领域。
CIMATRON的编程方法与技巧对于提高工作效率和准确性非常重要。
以下是一些CIMATRON的编程方法及技巧,供参考。
1.精确的模型建立:在CIMATRON中,模型的精确性对于后续的操作和加工非常关键。
因此,在进行模型建立时,尽量保证模型的几何形状和尺寸的精确性。
可以通过使用合适的绘图工具、准确的尺寸和约束来确保模型的精确度。
2.使用参数化设计:CIMATRON提供了参数化设计的功能,可以通过定义变量和参数来控制模型的特征和尺寸。
使用参数化设计可以有效地减少重复性的工作,提高工作效率。
同时,如果需要对模型进行修改,只需要修改参数的值,而无需重新创建整个模型。
3.合理使用组件库:CIMATRON提供了丰富的组件库,包括标准零件、模具部件、工具等。
合理使用组件库可以减少重复性的工作,提高效率。
同时,选择合适的组件可以确保设计的准确性和可靠性。
4.高效的装配设计:在进行装配设计时,可以使用CIMATRON提供的装配功能,快速地完成装配过程。
同时,合理使用CIMATRON的装配限制和关系功能,可以确保装配的正确性和稳定性。
5.工艺规划和加工路径优化:CIMATRON具有强大的CAM功能,可以进行工艺规划和加工路径优化。
在进行加工路径规划时,可以考虑多种因素,如物料的切削性能、刀具的磨损情况、加工时间等,以提高加工效率和质量。
6.高效的刀具路径生成:CIMATRON可以根据零件的几何形状和加工要求,自动生成刀具路径。
在生成刀具路径时,可以选择合适的切削策略和工具路径,以提高加工效率和质量。
同时,对于复杂的零件,可以使用多轴加工和刀具倾斜等高级功能,提高加工效果。
7.合理使用模型优化功能:CIMATRON提供了模型优化的功能,可以对模型进行修复和改进,以提高模型的质量。
在进行模型优化时,可以考虑模型的几何形状、尺寸和表面质量等因素,以提高模型的可制造性和可加工性。
Cimatron

维普资讯
数
字
设
计
在 铸 造模 具设 计 申 苟 震- 蘼
南 阳理 工学院
王志奎 朱清慧 王军安
Cma o 的快速 分模功  ̄( I K S LT) 向 i tn r QU C P I 面 制造业 , 主要集 中应 用在 模具的型芯 、 型腔 的设 计, 模 具的结构设 计 、 加工 所需 电极 的设 计等 。 该功 能可使
选择QS LT 项 , 曲面 以 曲面 公差值00 转 退 出Q P I环境 时 , P I选 将 .2 S LT 系统将弹 出对话框 , 单击 “ 按 是” 钮表示保 存刚才拆分模具 的结果 。 次回 ̄ Cma o 再 J li tn r 造 型环境 中 , 在绘 图区会 看到具 有分模 线 与 已分模 的曲面 图形 , 图6 示 。 如 所
直 接针对 曲面模型进行 型芯 、 型腔 的设计 , 不需要 由 曲面数据模型转换 到实体模型 。 由于 没有拓扑关 系的 求解与管理 , 该方法 可以非常灵 活地处理模型 的曲面 信息 , 并允许 用户对 计算精度进行 细调 , 以得到更 可 加精确 的结果 。 传统C / A AD C M系统 针对一 个大型 复杂 的产 品 进 行模具 的型芯 、 型腔 以及抽芯嵌 件等 的设 计时 , 常 常要花费 大量 的时间与精力 , 一般 需要2 h 0 h 0 ~20 的 间, 一般情 况下可节 省近9 %的设计 时间 。 0
图 2 C D模 型 AFra bibliotek维普资讯
数 字 化 设 计
Cimatron_情况介绍02018
Cimatron软件介绍及使用情况分析Cimatron是以色列CimatronLtd.公司为了研发幼狮战斗机而发展的CAD/CAM软件,为机械制造业提供专业的服务。
广泛遍布于汽车、航空、计算机、玩具、消费类商品、医疗、军事、光学仪器、远程通讯、教育机构、科研院所和其它基础工业领域等。
2005年Cimatron软件被指定为“劳动部职业院校教师(双师型)数控技师培训和鉴定推荐使用软件”除了数控NC编程的解决方案以外,Cimatron E是全球最好的“面向制造的设计软件”!具有以下主要优势:模具行业使用最广泛的软件;唯一能够提供工模具“从询价到产品交付”解决方案的公司全球最强的电极设计软件提供商最多的多轴软件用户;全国第一个微铣削软件的用户;教育行业购买的最多的软件全国数控技能大赛指定参赛软件之一。
2008年全国职业院校技能大赛高职组“产品部件的数控编程、加工和装配”项目竞赛CAD/CAM软件指定参赛三大软件之一。
Cimatron公司开发了Cimatron E 软件。
这是一个全套解决方案,它为工模具制造者和零部件制造商提供从询价到产品交付的全套服务,包括了塑料模具和冲压模具设计和制造、电极设计和制造、制图和数控NC编程等,任何细节和步骤都囊括其中!Cimatron软件产品是一个集成的CAD/CAM产品,在一个统一的系统环境下,使用统一的数据库,用户可以完成产品的结构设计、零件设计,输出设计图纸,可以根据零件的三维模型进行手工或自动的模具分模,再对凸、凹模进行自动的NC 加工,输出加工的NC 代码。
一. Cimatron CAD/CAM 一体化技术优势(CAM 部分)多轴零件加工Cimatron E 的NC 解决方案完全可以胜任从2.5轴的平面加工和高质量的3轴模具制造,到需求较多的5轴连续加工编程。
加工时能为客户提供所需要的速度、可靠性和质量,同时3轴和5轴加工都可以实现近似抛光质量的加工结果。
二、功能丰富、完善、安全和高效的高速铣削加工:在任何形式下都可以用NURBS插补输出来支持高速铣削; 三、专用的模具使用模块Cimatron 的加工特色使Cimatron 已经成为当今数控加工、特别是模具加工的首选软件之一,可以完成产品的结构设计、零件设计,进行手工或自动的模具分模,再对凸、凹模进行自动的NC 加工,Cimatron的加工技术仍在继续、快速地发展,而保持世界领先的地位。
教大家学CimatronE分模和模具设计

前言Cimatron的MoldDesign应用软件是一套一体化解决方案,功能比CimatronE CAD/CAM 工模具基本软件包更强大-更确切地说,它是特别针对模具制造的最理想解决方案。
产品亮点•丰富的CAD造型工具,优化工模具制造。
•专业的应用工具,用于创建、编辑和重复使用模具及模具子系统(流道系统、顶出系统和冷却系统).•高级模架库工具:轻松进入所有常见模架库.所有模架库零部件都客制化,使用起来简单快捷.所有组件都可定义为一个模架,可在其它项目中重复使用。
•直观的操作环境:Cimatron软件的易用性操作环境不仅易于使用,还非常高效;人性化界面。
•把复杂的操作步骤简单化,您所需的合适工具会在正确的时间出现在界面相应位置上。
•主要工序有向导,正在进行的操作有智能程序树、设置、建模视图和截面图.•完全相互关联–模具设计过程无缝连接到其它工模具制造阶段,如电极、NC和制图。
主要优势MoldDesign的优势主要体现在以下方面:•提高生产力和节省时间:MoldDesign优化模具制造。
您可以更快的运行速度进行操作,减少错误,并缩短产品交付时间•覆盖范围广:一体化集成解决方案,完全相互关联,帮助您完成任何加工任务-任何复杂或任何型号的模具–面面俱到如此高效的原因何在?•编辑重复使用的强大功能性及模架库工具使模具创建更简单高效.每个模具制造阶段都会节约一定得时间,生产出的产品精确度更高,且保持一致性,没有误差。
•与其它建模程序相互关联,如制图、电极和NC,这就意味着无需进行数据转换-同样的数据应用在同样的操作环境,减少了因数据转换而产生的错误,加快运行速度•MoldDesign可完美处理导入数据—修复缝隙和几何问题—真正的全系统混合建模•3D和分析&信息工具减少了错误,生产出的产品品质更高,确保严格按照原始设计图在实际加工中进行生产特色模具设计功能齐全,面面俱到:•快速预设计•功能强大且省时的模架库工具•随取随用的标准件,包括斜顶&滑块设计•易于创建和重复使用任何复杂程度的用户自定义标准件•高效的专业分模功能,快速将曲面分模成型芯和型腔•有效处理子系统,包括模板操作、顶出系统、冷却&流道设计•强大的混合实体/曲面CAD造型功能,优化模具设计•自动创建图纸•决策支持环境由可视化、分析和测量工具组成•人性化操作的有力解决方案可解决在设计过程中任何阶段的任何领域、任何复杂程度问题其中,整个模具设计过程可分为:分模阶段,布局阶段,模具组件设计阶段,工程图纸阶段,电极设计即可以作为模具设计的一部分,又可以作为 NC 加工的补充,这里不作介绍,工程图同装配出图一样,这时也不作介绍,请读者参考相关教程.分模分模(Quick Splite) ,即快速断开,是CimatronE曲面分模的特色模块之一。
CimatronE注塑模具CAD CAM集成解决方案

CimatronE注塑模具CAD/ CAM集成解决方案一、 注塑模具设计基础1、实体造型1.1 CimatronE11采用典型的混合造型理念,即实体和曲面相结合又可以相互转化的方式,使造型功能灵活快捷,高效而完备。
1.2 各功能基于参数化,变量化和特征化的特点,可以非常灵活地定义修改参数和约束,不受模型生成秩序的限制。
草图工具利用智能的导引技术来控制约束,简捷的交互意味着高效的设计和优化。
1.3 由于CimatronE11采用了混合造型核心系统,为大型复杂产品的设计提供了前所未有的强大功能,比如支持在开放实体的模型上进行实体设计与布尔运算,为用户提供了极大的灵活性。
2、曲面设计2.1 CimatronE的曲面造型工具是基于一些高级的算法,这些算法不仅能生成完整的几何实体,而且能对其灵活的控制和修改。
2.2 所有的曲面功能使用NURBS曲面来保证光顺性。
同时,系统优秀的布尔运算操作----支持实体间,实体与曲面间,曲面与曲面间的布尔运算等。
保证曲面创建的方便与灵活。
2.3 曲面编辑功能丰富。
具有强大的曲面混合,曲面过渡,多曲面裁剪,曲面修补,恢复原始曲面,草图修改曲面,曲面缠绕等独特的功能。
3、数据转换CimatronE具有读/写迅速而准确的数据接口,CimatronE支持当前业界的所有标准数据信息格式,这些接口包括:① IGES——国际标准的曲面模型信息交换格式;② VDA——多用于测量机测量信息表达的格式,如果用户的信息中含有曲线信息,在转换完成时就可得到现成的三维曲线模型;③ DXF——当前应用广泛的二维信息交换格式,最初来自于AutoCAD,后被人们广泛使用;④ STL——是面向激光立体成型的模型信息表达格式,CimatronE支持由三维模型生成STL信息,也可以读取STL信息进行数控编程;⑤ STEP——目前是国际上正在不断完善的三维产品信息交换模式;⑥ SAT——该接口是用来读取基于ACIS核心软件设计的三维产品模型;⑦ Parasolid——该接口还可以用于读取任何基于Parasolid核心而开发的CAD系统建立的三维模型。
模具行业编程软件简介

模具行业编程软件简介注:排序与软件行业排名无关!1、CimatronCimatron是著名软件公司以色列Cimatron公司旗下产品,Cimatron在中国的子公司是思美创(北京)科技有限公司。
多年来,在世界范围内,从小的模具制造工厂到大公司的制造部门,Cimatron的CAD/CAM解决方案已成功为企业装备中不可或缺的工具。
2、CatiaCATIA是法国达索公司的产品开发旗舰解决方案。
作为PLM协同解决方案的一个重要组成部分,它可以帮助制造厂商设计他们未来的产品,并支持从项目前阶段、具体的设计、分析、模拟、组装到维护在内的全部工业设计流程。
3、PowerMillPowerMILL是英国Delcam Plc公司出品的功能强大,加工策略丰富的数控加工编程软件系统。
采用全新的中文WINDOWS用户界面,提供完善的加工策略。
帮助用户产生最隹的加工方案,从而提高加工效率,减少手工修整,快速产生粗、精加工路径,并且任何方案的修改和重新计算几乎在瞬间完成,缩短85%的刀具路径计算时间,对2‐5轴的数控加工包括刀柄、刀夹进行完整的干涉检查与排除。
具有集成一的加工实体仿真,方便用户在加工前了解整个加工过程及加工结果,节省加工时间。
4、UGUG(Unigraphics NX)是Siemens PLM Software公司出品的一个产品工程解决方案,它为用户的产品设计及加工过程提供了数字化造型和验证手段。
Unigraphics NX针对用户的虚拟产品设计和工艺设计的需求,提供了经过实践验证的解决方案。
UG同时也是用户指南(user guide)和普遍语法(Universal Grammer)的缩写;在DOTA 中也被称为幽鬼。
5、MASTERCAMMastercam是美国CNC Software Inc.公司开发的基于PC平台的CAD/CAM软件。
它集二维绘图、三维实体造型、曲面设计、体素拼合、数控编程、刀具路径摸拟及真实感摸拟等到功能于一身。
CimatronE8模具设计案例
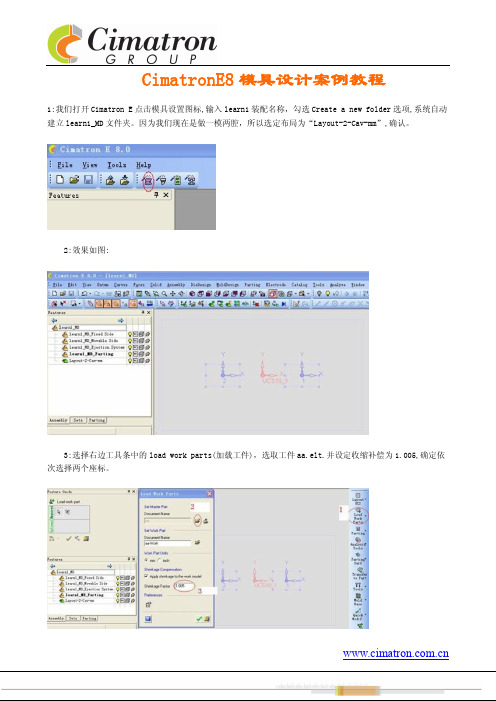
CimatronE8模具设计案例教程1:我们打开Cimatron E点击模具设置图标,输入learn1装配名称,勾选Create a new folder选项,系统自动建立learn1_MD文件夹。
因为我们现在是做一模两腔,所以选定布局为“Layout-2-Cav-mm”,确认。
2:效果如图:3:选择右边工具条中的load work parts(加载工件),选取工件aa.elt.并设定收缩补偿为1.005,确定依次选择两个座标。
4:这里系统会将产品的最大外型自动四面分中,并放入中间座标。
我们可以看到现在工件并不是以我们想要的方向来摆放的,但要注意的是,这里有两种方法可以调节,其一是点击 Layout UCS来调节,其二是双击AA-WORK零件来操作,我习惯第二种。
5:将其旋转到想要的方向后(针对座标的轴来转,这样产品中心才不会动,这里是旋转-90度),如图所示:6:现在我们来修改布局,也就是改模具排位。
双击布局的线架即可修改,中间尺寸是控制工作零件之间的距离,外部最大的矩形代表了模具的标准模架尺寸。
我们调整布局零件尺寸如下图:(BYT:CIME中的各零部件的任何尺寸参数都可以双击来修改)。
7:我们现在进行模具分析,CIME8改进了分析的工具,在快速断开以前就可以分析各个方向是否合理。
点击Analysis tool---open direction analysis,此新功能相当不错,在对模具的拔模角分析方面完全是动态的,而且最得人心的地方就是可以不用快速断开,分模方向可自定义。
8:分析完后进行快速断开。
点击parting---Quicksplit,注意:是要双击aa-work这个零件来操作。
图中有些系统未做处理的曲面要手动归一下类。
做好的效果如图:9:建立外部与内部分型线。
10:现在做分型面,先做内部分型面。
注意,中间的大面碰穿面跟以前E5分模一样,要通过后模面modify boundary来做 ,做好后再修剪,系统自动生成的此碰穿面是不正确的。
CimatronE 9.0工模具设计--曲面操作与实体操作
CimatronE 9.0工模具设计--曲面操作与实体操作概述:在工、模具设计方面,Cimatron E9 不仅对某些功能做了改进,也增加了不少新的功能,主要体现在工模具的设计工具(线框、曲面、实体和stl 操作)、工程图、装配和标准件上。
新的功能使得设计自动化程度更高,分析工具更强大,变更更方便。
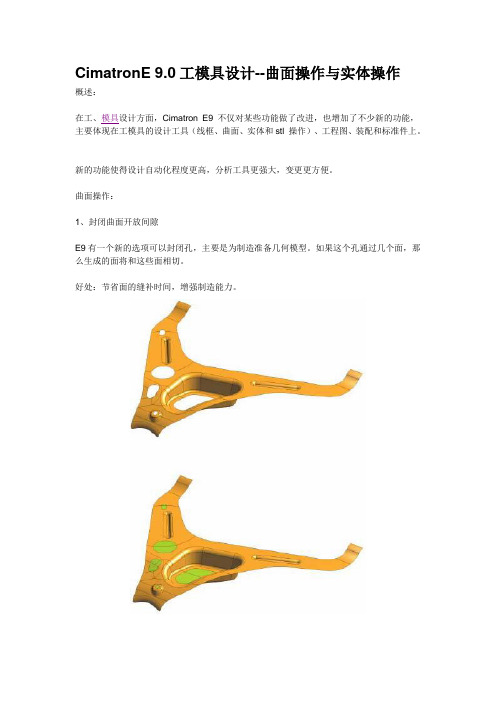
曲面操作:1、封闭曲面开放间隙E9有一个新的选项可以封闭孔,主要是为制造准备几何模型。
如果这个孔通过几个面,那么生成的面将和这些面相切。
好处:节省面的缝补时间,增强制造能力。
上图在一个零件上有很多孔,使用了新的功能用一个命令把这些孔补上了。
2、角落圆角E9可以通过选择圆角面命令来创建一张圆形曲面,用户可以控制生成的区域以便达到一个理想的结果。
这个自动化的功能是对实体倒圆角的补充,尤其在复杂的设计情况。
好处:可以很快产生圆角角落的几何体。
节省修补角落的时间。
上图有两个开放区域,左边的是三张等圆角面边界,右侧是不等的曲面边界,使用了新的功能补全了开放区域。
3、圆角曲面无论是做常量还是变量圆角,功能都得到了增强。
软件可以处理复杂的情况比如导入进来的曲面有间隙,也可以克服具有较小曲率的面。
好处:节省设计时间。
上图是在两张没有相交的曲面上做圆角面。
4、导动面很多场合,用来定义导动面的截面的端点有些时候不对齐,此时要事先做些准备。
E9可以自动地克服这个问题。
上面的图是先前的结果,导动面没有对齐,下面的是新功能设计出来的结果。
5、缠绕功能。
新的缠绕选项是用来使得线条或者曲面缠绕到自由曲面上,新的功能加在了设计零件环境里,比如轮胎设计、鞋模设计和眼镜设计,在stl文件上也可以使用此功能。
好处:可以把简单的形状缠绕自由曲面上,可以节约大量的时间。
上图开始设计的是平坦的面,下图是把这些面缠绕到自由曲面上了。
实体操作:1、取消缝合作为群组(重新缝合)——功能的提升取消缝合作为群组可以允许客户把选择的面取消缝合,这些面仍然还在一个组里,即使有些面属于其它实体。
基于Cimatron E汽车简易模具的快速分模与数控编程

( 西 汽 车 集 团有 限 责 任 公 司 ,陕 西 西安 70 0 ) 陕 12 0
摘 要 : 绍 了在 C mar nE软 件 环 境 中 , 军 车 某产 品模 型 直接 分 成 凸模 与 凹模 , 介 i to 将
根 据 工 艺要 求 , 定 分模 线 并 自动 生 成 分 模 面 , 载 毛 坯 通 过 布 尔运 算 直接 生 成 模 具 指 加
具 设 计 过 程 中 , 常 要 依 据 经 过 冲 压 分 析 后 的 经 冲压 工 艺 数 模 进 行 分 模 设 计 。传 统 的 C AD 分 模 过 程 常 常 要 耗 费 大 量 的 时 间 与 精 力 , 接 影 直
响 了 设 计 效 率 。尽 管 某 些 CAD CAM 软 件 已 / 经提 供 或 用 户 自行 二 次 开 发 了 分 模 模 块 , 因 但 自动 化 程 度 与 准 确 率 低 、 作 繁 琐 而 不 能 充 分 操 发 挥其 作 用 。 另 外 , 传 统 的 C 在 AM 编 程 过 程
收稿 日期 : 0 10 —3 2 1 -80
编 程 具 备 更 为 准 确 的 产 品 模 型 , 数 据 源 头 上 从 为 数 控 编 程 提 供 了 可 靠 保 障 , 去 编 程 过 程 中 免
的工 艺 补 充 , 高 编 程 效 率 , 正 意 义 上 实 现 提 真
相 关 实体部 件 。 再把 部 件 导入 NC模 块 规 划编 程 , 计 刀路 。为 此 类 模 具 的制 造 给 出 设 了更 为 高 效 快捷 的 设 计 与 编程 技 术 方 案 , 实现 了 C AD 与 C AM 技 术 的 高度 集 成 。 关 键 词 : i to 快 速 分模 ; 控 编程 C marnE; 数 中图 分 类 号 : P 3 17 T 9 . 文 献 标 识 码 :B
CimatronE10在轮胎模加工中的应用

1 基 A J 制造业 1 应用 Mod lw软 件 中的充 填 、 lFo 流动 及 翘 曲分 析 技 [】 王 树勋. 于 C E分析 的注射模 浇 口位 置研究 [ . 自动 化 ,0 1 ( )3 ~ 6 2 1 ,3 :5 3 【] 杨 卫民, 2 丁玉梅, 谢鹏程, 等.注射成型新技术[ . M】 北京: 化学
序 。轮 胎 模 由 于其 特 殊 筋槽 结 构 , 需要 使 用 5 轴联 动 的加 工 方 法 , 文介 绍 了 Cma oE1 本 i tn 0 r 在轮 胎 模 加 工 中的应 用 。
关键 词 : i t n 0 5 Cma o E1 ; 轴加 工 ; 胎模 r 轮 中图分 类 号 : P 9 . T 31 7 文献 标 识码 : B
以 色 列 Cma o 集 团 旗 下 的 Cma oE软 件 , i tn r i tn r 为
A /A 多 轴 联 动 加 工 的 一个 主 要 特 征 就 是 在 切 削 过 程 工 模 具 的设计 与加 工 提供 了 C DC M一体 化 的解 决 行 航 军 汽 中 尽 量 使 用 短 刀具 , 而显 著 降 低 刀 具 的受 力 , 提 方 案 , 业 涉 及 航 空 、 天 、 工 、 车 和 医疗 器 械 。 从 以
App ia i n fCi a r n 0 i Tie M o d M a hi ng lc to o m t rv e 5ai t ai psi i o p hni rcsi nt n, A s c】 i a oE poi s x x oio n cm r e s epoes g uc os r r d so s tn g e v nf i
a d c n g n r t i l r g a Ti l e a s fi p c a i r o e sr cu e n a e e a e a smp e NC p o r m. r mo d b c u e o s s e i lrb g o v t t r , e t u r q ie t e u e o a l i k g r c s i g me h d h s p p r i to u e h p l a i n o e u r h s f 5 x e l a e p o e sn t o ,t i a e n r d c s t e a p i t f n c o
应用Cimatron软件加工“有去无回”类型部件

大连工业大学 机械工程与自动化学院 赵学庆 王帅一、引言所谓“有去无回”类型的加工部件,是指在加工过程中装夹的次序是单向进行的。
当加工结束时,装夹的部位已经被加工去除,无法再次按照之前的装夹方式进行加工,加工基准也很难定位。
部件从机床上取下后,出现变更或修正的情况,只能报废当前工件,重新对新部件从毛坯开始再次加工。
此种类型的部件加工是数控编程加工中难度较高的类型,难点在于理顺加工思路。
在理顺加工思路的过程中,涉及到对现场工装夹具的运用、NC操作习惯的熟悉、加工难点的预知、异常预防以及工序间的检测判断等,都要进行综合逻辑分析判断。
这就要求编程技术人员要具有清晰的加工思路与丰富的实践经验。
CimatronE是Cimatron公司在Windows操作系统环境下从产品设计到模具设计以及加工制造的CAD/CAM软件。
CimatronE提供了丰富的编程策略:高效的体积铣粗加工、确保高质量表面的螺旋铣精加工、高度安全的自动清根等。
以下将结合CimatronE在实际加工中的应用,介绍加工“有去无回”类型部件的加工策略。
二、技术分析以某型汽车的缸体支架的机加工试件来阐述加工思路的切入点,思路的顺序调整以及对加工过程中细节部位易出现的问题的感知与预防,如图1所示。
图1 汽车缸体支架部件(材料:合金铝6061)多次装夹的部件,原始基准坐标系是源头,是每次装夹的参照。
能够准确找到原始基准坐标系,是装夹工件的原则;容易找到基准坐标系,就是要合理调整装夹次序。
坐标系的确立原则:在加工结束时,依然保持有平面的相邻三个平面相交的点,就是源头坐标系的位置。
1.确认坐标系图2中棕色的三个平面符合原则,是理想的基准平面,应用Cimatron软件加工“有去无回”类型部件“有去无回”类部件是数控加工中的难点,通过实际的应用案例介绍了典型“有去无回”部件的加工方法,重点分析了其从工艺制定到程序编制过程中的难点。
运用Cimatron软件对其进行多次装卡的分析以及刀轨的生成。
cimatrone16 无法开启e11档案

我的角色是为您撰写高质量、深度和广度兼具的中文文章。
而您给定的主题是"cimatrone16 無法開啟e11檔案"。
在接下来的文章中,我将根据这一主题,为您撰写一篇有价值的文章。
让我们来掏探讨一下CimatronE 11软件的特点和功能。
CimatronE 11是一款专业的CAD/CAM集成软件,广泛应用于模具设计和制造、机械加工等领域。
它具有强大的三维建模和可视化功能,可以帮助用户快速设计复杂的模具零部件和工装夹具。
CimatronE 11还拥有丰富的加工策略和工艺数据库,可以实现高效的数控编程和加工仿真。
然而,有时候在使用CimatronE 11软件的过程中,我们可能会遇到无法打开e11文件的情况。
这可能会给我们的工作带来一定的困扰。
接下来,我将针对这一问题进行深入分析和解决方案的探讨。
我们来看一下可能导致CimatronE 11无法打开e11文件的原因。
一种可能的原因是文件损坏。
在文件传输或存储过程中,如果发生意外断电或者网络传输错误,e11文件可能会损坏,无法正常打开。
另一种可能的原因是软件兼容性问题。
如果我们使用的CimatronE 11版本和e11文件所使用的版本不一致,也可能会导致无法打开文件的情况。
针对这一问题,我们可以采取一些解决方案来解决。
如果文件损坏是导致无法打开的原因,我们可以尝试使用CimatronE 11软件自带的文件修复工具来进行修复。
我们还可以尝试使用其他文件修复工具来修复损坏的e11文件。
另外,如果是软件兼容性问题,我们可以尝试更新CimatronE 11至与e11文件版本相匹配的最新版本。
另外,我们还可以尝试将e11文件转换为其他格式,比如STEP或IGES格式,然后再试图打开。
总结回顾,CimatronE 11无法打开e11文件的问题可能是由文件损坏或者软件兼容性问题所导致的。
在面对这一问题时,我们可以尝试使用文件修复工具进行修复,更新软件至最新版本,或者尝试文件格式转换来解决。
Cimatron it 快速分模实例应用
Cimatron it 快速分模实例应用针对本人对Cimatron it软件的练习,随着现代企业管理要求正规化的不断提高,笔者将自己自学的一些简便方法予以大家共享。
本教程主要向大家介绍Cimatron it软件CAD曲面功能中最常用的快速分模模块,配合实例讲解,望能从中实现自己的理想。
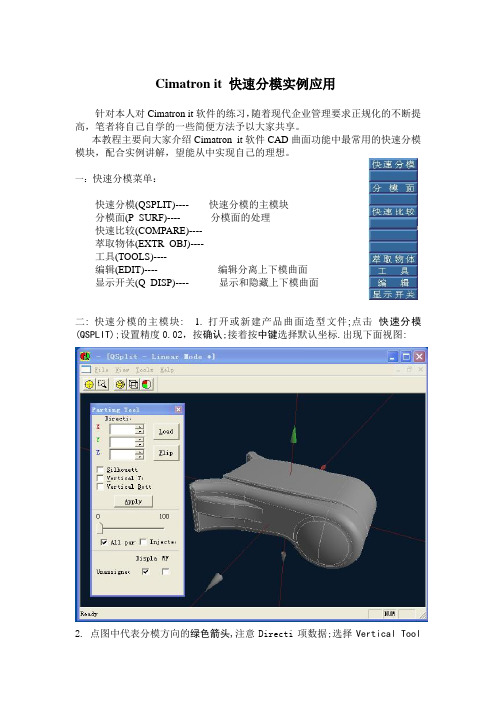
一:快速分模菜单:快速分模(QSPLIT)---- 快速分模的主模块分模面(P_SURF)---- 分模面的处理快速比较(COMPARE)----萃取物体(EXTR_OBJ)----工具(TOOLS)----编辑(EDIT)---- 编辑分离上下模曲面显示开关(Q_DISP)---- 显示和隐藏上下模曲面二: 快速分模的主模块: 1. 打开或新建产品曲面造型文件;点击快速分模(QSPLIT);设置精度0.02,按确认;接着按中键选择默认坐标.出现下面视图:2. 点图中代表分模方向的绿色箭头,注意Directi项数据;选择Vertical Tool项,并点Apply,其他按系统默认;拉动工具条到50%处, 出现下面视图:由于篇幅的关系,该分模图没有全部选择对,需要进一步的细化.具体请参考相对应的资料.熟练此操作是需要时间和耐心的,望大家和我一起提高.3. 选择菜单中Tools-Parting Curve 产生一条Parting Curve曲线4. 选择菜单中File-Exit 按是保存改变,退出快速分模视图界面,系统会自动进入Cimatron it视图界面三: 提取分模面:1.点击显示开关(Q_DISP),跳出下面视图:点击OBJ3项后之小钩;关闭视图中的的绿色凸模曲面;按Exit退出点击OBJ2项后之小钩;关闭视图中的的红色凹模曲面;按Exit退出注意图形区的变化2.分离凸模曲面: 改变图素颜色为黄色;编辑(EDIT)—分离(DETACH),右键-全部(ALL),分离出黄色的凸模曲面.3.移动到新层: 层管理(LEVELS)-移动(MOVE),按提示操作移动到指定层T并消隐图形.4.同样的操作将凹模曲面移动到指定层A并消隐图形,此处省略.四:添加边框:1.利用层管理(LEVELS)-显示(DISPLAY)显示包含凸凹模曲面的层, 改变图素颜色为绿色;点扫掠(SWEEP),利用方框(BOX)产生符合要求的模框;2.改变图素颜色为蓝色,利用规则曲面(RULED)-两轮廓(TWO CORNERS)产生位于模框底部的平面.3.利用隐藏(BLANK)功能,显示出四 1.曲线四 2.曲面二 3.曲线;并利用二3.曲线修剪曲面(TRMSRF)四2.曲面,要求保留外沿,隐藏(BLANK)四1.曲线;并把合并好的四2.曲面移动到指定层K并消隐图形.五:保存凸凹模1.利用层管理(LEVELS)-显示(DISPLAY)显示出层T和层K,是为凸模,另存.2.利用层管理(LEVELS)-显示(DISPLAY)显示出层A和层K,是为凹模,另存.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
要 高得 多 ,这是 因为 锻造 模 具 的工 作 环境 非 常 恶劣 ,
而且一般 要 承 受 高 温 与强 大 的合 模 力 。为 了 保 证 锻 造模 具 的正 常 工作 ,不仅 要 选 用 好 的 的 锻造 模 具 材
料 ( 般为 H1 、4 r i 、4 r SMo 一 3 C NMo C Mn i V等 ) ,还需
②进 行每 步 编 程 ,确 定加 工方 法 以 及 刀具 、进 给 速 度 、刀 间距 等 参 数 ,生 成 刀具 路 径 ,并 进 行 刀 具 路 径 的模 拟检 查 。③ 生 成 N C程 序 。④ 用 C C传 输 软 N 件将 N C程序 传输 给相应 的数 控机床 。⑤ 准备 好 加工
下角 ,其加 工过 程 为 :粗 加 工 成 形 面 与导 柱 孔 一 区
部粗 加工 ( 清角 )一 精 加 工 成 形 表 面一 区部 精 加 工 ( 角 )一 淬 火 一 精 加 工成 形 曲 面 及 精 导 柱 孔 的方 清 式 。考 虑到 篇 幅 有 限 ,下 面仅 介 绍 阀体 下 模 淬 火 前
苎 7 3
D 是
A ge 为 3 ,加工 的最大 高度 ( nl) 。 Z—T p 为 0,加 o) 工 的 最 低 高 度 ( — B t m) 为 一6 m, 切 深 Z oo t 5m
( o nSe ) 为 0 4 r D w t p . 0 m,步距 ( ieSe )为 2 rm a Sd t p 0 a 面 铣 削 (WC T I IH + B T E L Y R : U FN S E WE N A E S H R Z ) 的加 工方式 ,安全 平 面为 10 m,加 工 的 O I. 5r a
需 要全 部在数 控铣 床或 数控加 工 中心上 进行 。
在数 控加 工 中 ,为 了尽 量 减 少 辅 助 工 时 ,要 特
并将 后置处 理 的程 序 传 送 至数 控 机 床 上 完成 该 锻 造
模具 的实 际数控 加工 。 Cm t n软件 具有 强大 的加工 能力 ,而且 也 能读 i ar o 取如 U G、Po E等其他 软件 的数据 进行加 工 。 r/ 用 Cma o C模 块进行 数控 加 工 自动 智 能化 编 i t nN r 程 ,其 步骤如 下 :① 根 据模 型 特点 ,拟 订 加 工工 艺 。
需将 基准 侧 留 的余 量 铣掉 ,以保 证 粗 ( ) 精 加 工 半 的基 准尽 量保 持接 近 或 一 致 。锻 造 模 具 的 加 工 工 序
一
阀 门的 工 作 寿 命 与 安 全 性
能 。合 理 安 排 模 具 的 加 工 工艺 就 显 得 非 常 重 要 ,该 模 具 采 用 Cm t n软 件 进 i ar o 行 数 控 编 程 与 工 艺 规 划 , 图 1 锻造阀体三维模型
材料都 要经 过淬 火 处 理 ( 度 为 4 硬 0—4 HR 2 C,硬 度
太高 ,模具 易 裂且 难加 _ ,硬 度 太 低 ,模 具 强 度 与 T 表面质 量达不 到锻造 要求 ) ,所 以淬 火前 要 进 行粗 加
参 工 … W W W . eca| om 磊 。 m W
ng 60 c |  ̄ . om -
别 注意 使用 夹具 来 保 证 迅 速 完 成 加 工零 件 的定 位 和
夹 紧过程 。在加 工 中要 尽 量 减 少 工 件 装 夹 次 数 ,在
一
次装夹 中,应 尽 可 能 多 地 完成 各个 工 序 工 步 。为
此 ,定 位 时要 考 虑便 于各 个 表 面 都 被 加 工 的 定 位方 式 。以模芯 上 平 面 为定 位 基 准 ,可 以 方便 地 完 成其 他各个 曲面 的 加 工 。图 2
般 分为 粗加 工 、半精 加 工 和精 加 工 等 工 序 。根 据
该 阀体 锻 造模 具上 、下模 Nhomakorabea 的形 状 及 加 工特 性 ,二 次加工 的曲 面精 度 要 求 很 高 ,其 定 位 基 准均 为底 座
上 平 面 ,为 了减 少 装 夹 次 数 ,缩 短 工 时 ,二 次 加 工
模 具
& M o h ut
Cma o i t n软件在模具制造中的应用 r
江 苏 春 兰机 械 制 造 有 限公 司 ( 州 泰 250 ) 2 3 0 张 晓 陆 阀体 是 阀 门 的 主要 部 件 ,如 图 1所示 ,是 由 复 工 ,基 准侧一 般 留 0 5一l m 的余量 ,成形 表面 留单 . m 面约 0 5—1/ 的 余 量 ,导 柱 孑 余 量 为 15~3 m, . ln i L _ a r 以防止 因淬 火 后 带 来 的 热处 理 变 形 ,导 致 精 加 工 铣
严格控 制材 料 的热 处 理 工 艺 。一般 的 锻造 模 具 模 芯
2 .成 形 面 整 体 粗 加 工 ( C T) W U
使用 D 2 ( 5 3 R )涂 层镶 片铣 刀 ,采 用 3 D体 积块 螺 旋 加 工 方 式 (WC T, R G , 安 全 平 面 U OU H)
( L AR N E P A E) 为 10 CE A C L N 5 mm,螺 旋 角 ( a p Rm
不 到部 分成 形 表 面或 导柱 孔 的现 象 发 生 。在 淬 火 后
.
杂 曲面组 成 ,它 必 须 承 受 高 压 力 、高 温度 ,必 须 耐 腐 蚀 、耐 冲 击 ,且 必 须 具
有 较 高 的 机 械 强 度 和 良 好
的焊 接 性 能 ,因此 阀体 模
具制 造 好 坏 将 直 接 影 响 到
毛坯 、刀具 、夹具后 在数 控机 床上 加工 。 1 .工 艺流 程 分 析 锻 造模具 的 加 工 比其 他 类 型 的 模 具 加 工 要 求 都
所示 为阀体 下模 ,其 毛 坯
尺 寸 为 60 m × 0 r 0r a 50 m X a
25 2 mm,整 个 模 型 采 用 Cma o i t n软件 加 工 模 块 进 r 行数 控加 工 ,基 准 角在 右 图2 阀体下模图