CIMATRON编程方法及技巧
Cimatron E 8.0中文版机械设计与加工教程项目9

二、编程工作模式
1.向导模式 使用向导模式创建程序时,系统将以对 话框的方式引导用户进行操作。用户只需 要在系统弹出的对话框和参数表中选择项 目或填写数据即可。 2.高级模式 参数的设置与操作将在程序区和程序参 数表中直接操作,不会弹出窗口
三、Cimatron E 8.0编程的一般步骤
1.调入模型
1.新建编程文件 2.调入模型 3.创建刀具 4.新建刀路轨迹
5.创建毛坯
6.创建程序
(1)打开加工程序对话框 (2)设置加工类型 (3)设置零件轮廓参数 (4)选择刀具 (5)设置刀路参数。 (6)设置机床参数。 (7)保存并计算。
7.仿真模拟
相关知识
一、编程加工环境 可以采用以下几种方法进入数控加工环境。 1.新建文件后调入模型 2.从模型输出到加工环境 3.打开一个编程文件 4.CAD和CAM模式切换
(7)执行程序
(8)仿真模拟 (9)后置处理。
四、程序管理器
练习与拓展
项目小结
目前,像Cimatron
E 8.0这样的CAD/CAM集成软件已 成为数控加工自动编程系统的主流。 这些软件可以采用人机交互方式对零件的几何模型进行 绘制、编辑和修改,从而得到零件的几何模型,通过对 机床和刀具进行定义和选择,然后确定刀具相对于零件 表面的运动方式、切削加工参数,即可以生成刀具轨迹。 最后经过后置处理,即按照特定机床规定的文件格式生 成加工程序。大多数软件还具有加工轨迹的仿真功能, 以验证走刀轨迹和加工程序的正确性。 使用这类软件对生成和修改加工程序都非常方便,大大 提高了编程效率。
2.定义刀具
(1)新建刀具
(2)刀具参数
(3)加载刀具
3.创建刀具路径
(1)加工类型。 (2)刀路UCS坐标。 (3)加工起点和安全高度。
Cimatron12.6编程步骤
c. 把图纸生成组文件
d.打开数模文件
e.把图纸放置到数模里
f.把图纸分解(炸开)
g.把图纸移到对应的模板图层里
h.把图纸和模板一一对应
四.萃取上模和下模(便于方便编程)
1.萃取文件
注:同样萃取下模,萃取完成后必须炸开(分解),不然编程后的改变 会同时更改此主文件
g.生成文件
3.打印图纸
4.数模转换step
a.打开ug软件
b.转换step文件
5.打印材料单
三.模具图纸和数模核对
1.转换编程文件
2. 将数模和图纸文件组装在一起进行对照
a. 先打开图纸文件 注:必须要保存文件
b. 整理图纸把不需要编程的删掉(以便影响速度和视线)
萃取完成后的文件
五. 编程设计
1.打开shmo进入NC
2.确定需要加工的方向(例如:shmo)加工方向是反面,需要把数 模翻转180度
3.建立加工坐标系
a.先扫掠一个正方体
b.画一条对角线
c.定义坐标系
4.制作加工辅助面(挡住不需要加工的刀具进去)
6.程序后处理
程序文件重命名(最好用刀具名)
7.生成图片
六. 程序单设计
欢迎有爱好的人员学习指导 谢谢!
5.参数设计
a.机床参数设定(设定几轴加工)
b.坐标系设定
c.加工方法设定
d.刀具设定
e.加工能廓设定
f.机床进给和转速设定
g.程序参数设定
h.刀路计算
i.半精加工程序参数设定
j. 精加工程序参数设定
k. 平面加工程序参数设定
l. 钻孔加工程序参数设定
m. 铣孔和槽加工程序参数设定
Cimatron12.6编程步骤
CIMATRON编程方法及技巧
CIMATRON编程方法及技巧CIMATRON是一种先进的计算机辅助设计与制造(CAD/CAM)软件,广泛应用于工业制造领域。
CIMATRON的编程方法与技巧对于提高工作效率和准确性非常重要。
以下是一些CIMATRON的编程方法及技巧,供参考。
1.精确的模型建立:在CIMATRON中,模型的精确性对于后续的操作和加工非常关键。
因此,在进行模型建立时,尽量保证模型的几何形状和尺寸的精确性。
可以通过使用合适的绘图工具、准确的尺寸和约束来确保模型的精确度。
2.使用参数化设计:CIMATRON提供了参数化设计的功能,可以通过定义变量和参数来控制模型的特征和尺寸。
使用参数化设计可以有效地减少重复性的工作,提高工作效率。
同时,如果需要对模型进行修改,只需要修改参数的值,而无需重新创建整个模型。
3.合理使用组件库:CIMATRON提供了丰富的组件库,包括标准零件、模具部件、工具等。
合理使用组件库可以减少重复性的工作,提高效率。
同时,选择合适的组件可以确保设计的准确性和可靠性。
4.高效的装配设计:在进行装配设计时,可以使用CIMATRON提供的装配功能,快速地完成装配过程。
同时,合理使用CIMATRON的装配限制和关系功能,可以确保装配的正确性和稳定性。
5.工艺规划和加工路径优化:CIMATRON具有强大的CAM功能,可以进行工艺规划和加工路径优化。
在进行加工路径规划时,可以考虑多种因素,如物料的切削性能、刀具的磨损情况、加工时间等,以提高加工效率和质量。
6.高效的刀具路径生成:CIMATRON可以根据零件的几何形状和加工要求,自动生成刀具路径。
在生成刀具路径时,可以选择合适的切削策略和工具路径,以提高加工效率和质量。
同时,对于复杂的零件,可以使用多轴加工和刀具倾斜等高级功能,提高加工效果。
7.合理使用模型优化功能:CIMATRON提供了模型优化的功能,可以对模型进行修复和改进,以提高模型的质量。
在进行模型优化时,可以考虑模型的几何形状、尺寸和表面质量等因素,以提高模型的可制造性和可加工性。
cimatronE NC中文教程
14
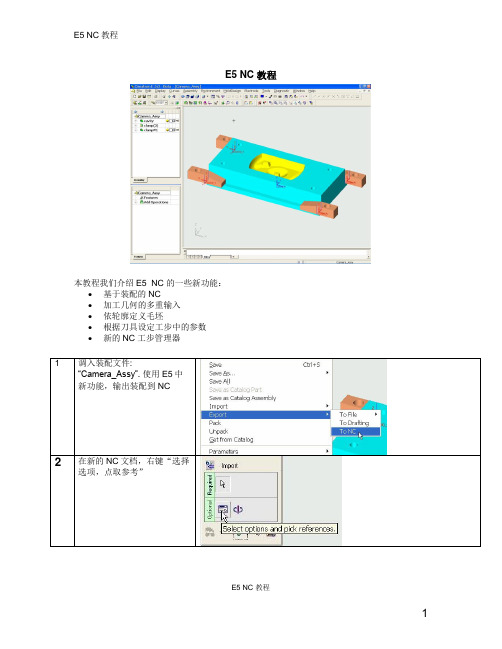
在 E5,有一个新的功能,利用轮廓生
成毛坯,在这个功能;里,可以设定毛坯的
上下面 z 值。 这个 z 值既可以人为输入也可
以在屏幕上直接点取
(在 E5, 我们也可以利用零件 we 面生成毛
坯.)
这个例子中,我们选择水平区域的两
个外轮廓,设定 Z-UP 为 50,Z-BOTTOM 为
0
E5 NC 教程
我们可以用输入模型的方法添加这两个夹具但是要先切换到cad模使用编辑editpivotpoint复制夹具到另e5nc教程e5nc教程10使用曲面facesboundary填充模型上的孔点取模型中间大的沉台的边界取消这部分的填充11对型芯零件重复同样的操作12修改零件的表面的颜色为绿色和黄色这样我们可以利用属性来选择e5nc教程e5nc教程13返回到cam模式生成新的3xtp安全平面75
E5 NC 教程
6
E5 NC 教程
17 这里设定使用该刀具的一些加
工参数,比如:进给速度和转 速等。我们同时可以在这里设 定加工中加减速。
18 这里我们可以输入在每一个工
步中,缺省的运动参数,设置 不同的数值,我们可以看到它 在工步中作用。
E5 NC 教程
7
E5 NC 教程
19 生成 体积切削 Volume
Modify \边界 Boundary,填 充模型上的孔,点取模型中间 大的沉台的边界,取消这部分 的填充
11 对型芯零件重复同样的操作
12 修改零件的表面的颜色为绿色
和黄色,这样我们可以利用属 性来选择
E5 NC 教程
4
E5 NC 教程
13 返回到 CAM 模式,生成新的
3X TP, ,安全平面 75.
cimatron教程 (2)

Cimatron教程Cimatron是一款针对零部件设计与制造的专业软件,它提供了全面的3D建模、分析和制造功能。
本教程将为您介绍Cimatron的基本操作和常用工具,帮助您快速上手并提高工作效率。
1. Cimatron简介Cimatron是由Cimatron公司开发的一款集成化的CAD/CAM软件,主要用于模具和零部件制造。
其强大的建模和加工能力使得用户可以高效地完成复杂的设计和制造任务。
Cimatron的主要特点包括: - 全面的3D建模功能,包括实体建模、曲面建模和装配设计。
- 强大的模具设计和分析工具,可用于模具的设计、模具装配和模具分析。
- 全面的加工能力,支持从2.5轴到5轴的多种加工操作。
- 可靠的数据交换功能,支持与其他CAD/CAM软件的文件交换。
2. Cimatron的基本操作在开始使用Cimatron之前,首先需要了解一些基本的操作方法。
2.1 界面介绍Cimatron的界面主要由以下几个部分组成: - 菜单栏:提供了各种菜单选项,用于执行各种操作。
- 工具栏:快速访问常用的工具和命令。
- 视图控制栏:用于控制视图的放大、缩小和旋转。
- 图形窗口:用于显示零件模型和进行各种操作。
- 属性窗口:显示当前选中对象的属性和参数。
2.2 文件操作Cimatron支持多种文件格式的导入和导出,可以方便地与其他CAD/CAM软件进行数据交换。
您可以使用以下命令进行文件的打开、保存和导出:- 打开:通过菜单栏的“文件”选项,选择“打开”命令,然后选择要打开的文件。
- 保存:通过菜单栏的“文件”选项,选择“保存”命令,然后选择保存的文件路径和格式。
- 导出:通过菜单栏的“文件”选项,选择“导出”命令,然后选择导出的文件格式和保存路径。
2.3 零件建模Cimatron提供了丰富的实体建模和曲面建模工具,可以用于创建各种复杂的零部件模型。
您可以使用以下命令进行零件建模: - 创建实体:通过菜单栏的“建模”选项,选择“创建实体”命令,在图形窗口中绘制实体的轮廓,并选择实体的高度。
第3章 Cimatron NC编程基础

NC程序菜单中各命令及加工工具条的含义如表3-1所示。 命令 模拟仿真 含义
续
主要包括6个子命令,分别为: l 剩余毛坯:观察加工仿真过程中剩余的毛坯 l 材料:设置毛坯工件的材料 l 校验:进行校验操作,验证数控加工的结果与实际零件的精确 程度 l 机床住仿真:在整个机床环境下对加工进行模拟 l 高级仿真:验证加工刀具路径信加工程序的正确性 l 导航器:用来控制刀具路径的显示方式并对其进行分析 根据刀具路径及相应的设置生成G代码加工程序
后处理
加工设置报 生成数控加工报告,主要有刀具路径、加工程序、切削参数、项目 告 等详细记录 保存程序图 为NC报告生成相应的图形照片 片
4. 程序管理器 程序管理器与零件设计中的特征树原理相同,其中主要包含了零件数控 加工中所有的前期设置与加工刀具路径,可以对其中任意一项进行编 辑、复制和粘贴。同时,通过双击某一刀具路径,可在程序管理器上 随时改变加工的各项参数,如图3-9 所示。
图3-5 高级模式对话框
图3-4 向导模式对话框
2. 编程操作界面 通过以上各种方法进入NC编程模式后,出现如图所示的NC操作界面,其由如下八个部 分组成,分别为: (1) 菜单栏:可在此选择命令与执行各项菜单功能。 (2) 工具栏:软件的大部分功能都能够在工具栏上找到,同时可以根据操作的需要 打开或关闭不同的工具栏。 (3) 【加工向导】工具栏:该工具栏包含了NC编程设置的过程所要用到的所有工具, 工具按钮的排列顺序代表了编程操作的前后顺序。 (4) NC程序管理器:记录了数控加工过程中各项程序的具体特征,用户可以对其中 的各项程序进行编辑。 (5) 加工程序选项板:加工程序选项板中是操作者针对加工形状特征及加工要求所 选择的数控切削方式。 (6) 程序操作面板:主要显示了数控加工前期的设置功能与最后的计算及存储等功 能。 (7) 加工参数:显示加工程序中各种切削方式所采用的加工参数,可对参数进行编 辑。 (8) 绘图区域:显示图像操作过程及结果的区域,包括零件设计区域、装配体设计 区域、工程图设计区域和NC加工区域。 (9) 输出信息:显示各种操作过程的信息及警告和错误信息。
Cimatron E8.0产品设计与数控编程实例解析024100-01

第1章Cimatron E8.0基本操作实例●Cimatron E8.0的启动和退出●Cimatron E8.0的文件操作●Cimatron E8.0零件界面●鼠标和键盘的使用●屏幕显示操作●特征树操作●工作环境设定掌握Cimatron E8.0的启动和退出,文件操作、鼠标与键盘的操作,了解平面显示、特征树和工作环境的设定。
1.1 软件的启动与退出1.1.1 目的掌握Cimatron E8.0的启动和退出方法。
1.1.2 操作步骤(1) 启动软件双击桌面上Cimatron E8.0图标即可启动软件。
软件启动界面如图1-1所示。
刚启动的Cimatron E8.0主界面是空的,图形区显示Cimatron字样。
2产品设计与数控编程实例解析标题栏 主菜单工具条特征树图形区图1-1软件的启动也可以通过选择【开始】→【所有程序】→Cimatron E8.0→Cimatron 8.0,如图1-2所示。
在已存放的Cimatron E 文件里,双击选中的文件,可以启动Cimatron E 并打开文件。
图1-2(2) 退出软件单击【文件】菜单,在弹出的下级菜单中,选择【退出】选项。
如果尚未新建或编辑任何文件,软件即会关闭,若新建了文件或打开并修改文件后,软件会弹出如图1-3所示的提示框。
单击【是】按钮保存文件并关闭Cimatron E ,单击【否】按钮不保存文件且关闭Cimatron E ,单击【取消】按钮不关闭软件。
图1-31.2 Cimatron E8.0的文件操作1.2.1 目的掌握文件的新建、打开和选择以及文件保存和关闭的操作。
3第1章Cimatron E8.0基本操作实例1.2.2 操作步骤(1) 新建文件单击工具条上的【新建文件】图标,或者选择菜单中的【文件】→【新建文件】命令,弹出【新建文件】对话框。
【单位】一般选择【毫米】,文件的【类型】选择【零件】,单击【确定】按钮,即可进入对应的零件设计模块。
CIMATRON编程方法及技巧

CIMATRON编程⽅法及技巧加⼯的⼯序顺序及思路检查⼑路包括1、清⾓有没有少了,在⾼度上接上了没有2、接⼑⾼度有没有接上3、平⾯有没有少光的4、半精⼑路接上没有(开粗封起来的⾯会不会撞)5、开粗会⽐会顶⼑⽤r1的⼑光斜⾯要把斜⾯加长,轮廓打⼤(⼤于⼑具半精)否则爬不⼲净、简单的直槽结构2.7半精可⽤2R0.5光⼑。
如⼀模型结构上半部分是直⾯下半部分是圆弧,则可以⽤两把⼑做,直⾯⽤圆⿐⼑或R⼑,圆弧⾯⽤球⼑有些料需要斜爬但各个结构尺⼨有的⼤,有的⼩(⼩到⽐光⼑直径⼩,假如这些区域深度不⾼就不⽤封,要是深且⾯积较⼤的话,就要封起来因为不封起来⼑具磨损太快),有的要封起来,这是就要⼀把⼤⼑把该封⾯封起来分区域斜爬,然后⼩⼑把⼩区域斜爬有些情况是⼤⼑光⼑再⽤⼩⼑请⾓,有的情况是直接⽤⼩⼑光省的⼩⼑清⾓(⼀般是⾼度不⾼的情况,实际切削的区域不⼤60*60)有时6R0半精,2r0清⾓,2R0光⼑光⼑⼑具直径根据料的⾼度、实际下⼑区域的⼤⼩、拐⾓⼤⼩、内凹圆弧半径,综合选择选择R⼑或球⼑有些料确定光⼑直径的时候要综合考虑拐⾓直径实际切削区域的宽度来确定直径的⼤⼩数控铣加⼯的顺序25R5开粗—10R0半精—8R0(6R0)半精—10R0(8R0,6R0)光⼑—26R5光平⾯加⼯时如⼀区域宽度为20则最⼤能⽤10R0(10r5)加⼯,⾼度允许⽤8R0(8R4)加⼯先定出光⼑具直径和开粗⼑具直径,然后反推出清⾓、半精⼑具直径。
还要根据光⼑⼑具直径安排半精的加⼯留量如打算⽤10R0光⼑就半精就留0.15-0.2 打算⽤8R0或6R0就留0.1-0.15,考虑好半精平⾯,和精光平⾯⼯序的安排,算程序时⼑具要以此使⽤,⽐如10R0开粗、10R0半精、10R0光⼑、10R1光⼑、10R1光地⾯的顺序编制⼀、分颜⾊(分型⾯和产品⾯要分开开粗光⼑)重点:产品⾯与分型⾯分不同的颜⾊便于观察⼆、观察模型重点:利⽤视⾓观察模型的⾼度差和平⾯斜⾯,记住找到这些平⾯,在光平⾯时光掉。
Cimatron12.6编程基本步骤
5.数模转换step
a.打开ug软件
b.转换s程图纸和数模校对
1.转换编程文件
2. 将数模和图纸文件组装在一起进行对照
a. 先打开图纸文件 注:必须要保存文件
b. 整理图纸把不需要编程的删掉(以便影响速度和视线)
c. 把图纸生成组文件
d.打开数模文件
1.打开shmo进入NC
2.确定需要加工的方向(例如:shmo)加工方向是反面,需要把数 模翻转180度
3.建立加工坐标系
a.先扫掠一个正方体
b.画一条对角线
c.定义坐标系
4.制作加工辅助面(挡住不需要加工的刀具进去)
5.参数设计
a.机床参数设定(设定几轴加工)
程序文件重命名(最好用刀具名)
7.生成图片
六. 程序单设计
欢迎有爱好的人员学习指导 谢谢!
Cimatron12.6编程基本步骤
2018/10/17
1
一、编程前文件整理
1.接收需要编程的档案文件
2.整理需要编程的档案文件(整理文件名无中文)
二.文件转换和打印(图纸和材料单)
1.双击打开图纸
2.转换图纸
a.
b.
c.文件途径
d.输入文件名称
f.确定保存
e.选择文件类型
g.生成文件
4.打印图纸
b.坐标系设定
c.加工方法设定
d.刀具设定
e.加工能廓设定
f.机床进给和转速设定
g.粗加工程序参数设定
h.刀路计算
h.半精加工程序参数设定
h. 精加工程序参数设定
i. 平面加工程序参数设定
j. 钻孔加工程序参数设定
h. 铣孔和槽加工程序参数设定
6.程序后处理
CimatronE数控铣削加工编程的关键技术及应用
CimatronE数控铣削加工编程的关键技术及应用一、前言CimatronE提供了从产品设计、模具设计到工装工具制造的解决方案,使制造循环流程化。
其丰富的数据交换接口,可直接对CimatronE、Pro/ENGINEER、Catia进行数据导入导出,同时可以与IGES、Step、STL、DXF、DWG、Parasolid等数据格式进行交换;参数化混合数字建模二维图形输出,零件装配、标准模架等功能模块;快速电极设计,可针对曲面分模,无需实体转换;强大的曲面功能,可方便各种模具的设计,尤其是注塑模设计,系统提供的快速电极设计和MouldDesign注塑模具设计,能自动完成产品的加载装配、分模和标准模架的选用装配。
基于Windows的CimatronE软件操作方便快速,易学易用。
智能化2~5轴数控加工编程,支持高速的NURBS程序输出功能。
CimatronE支持数控铣削、车削、线切割加工编程,五轴数控铣削加工包括五轴底刃、侧刃、五轴曲线和钻孔等加工编程,基于残留毛坯的加工和数控编程模板的切削加工编程,基于变速和高速切削加工功能。
CimatronE SDK提供了基于VisualC++和VisualBasic二次开发语言的丰富函数库,用于利用Microsoft Visual Studio为集成开发环境,利用这些函数库可以很方便地开发出自己专用的应用程序,为系统功能模块的扩充提供了较好的平台。
本文针对某产品零件的数控铣削加工编程,介绍了其在结构产品数控铣削加工编程中的应用。
二、CimatronE数控铣削加工关键技术CimatronE数控编程由三维建模、刀具轨迹设计、刀具轨迹编辑修改、加工仿真、后置处理、数控编程模板、二次开发功能接口和数据文件交换等几个重要组成部分。
以下从相关方面进行介绍。
1. CimatronE数控编程基本流程CimatronE用于产品零件的数控加工,其流程一般如图1所示。
首先是调用产品零件加载毛坯,调用系统的模板或用户自定义的模板、设计刀具;然后分别创建加工的程式、定义工序、加工的对象、定义加工的方式生成相应的加工程式;用户依据加工程式的内容来确立刀具轨迹的生成方式,如加工对象的具体内容,刀具的导动方式、切削步距、主轴转速、进给量、切削角度、进退刀点、干涉面及安全平面等;对刀具轨迹进行仿真加工,进行相应的编辑修改、拷贝等操作,以提高编程的效率;待所有的刀具轨迹设计合格后,进行后处理,生成相应数控系统的加工代码进行DNC传输与数控加工。
CIMATRON编程方法及技巧

加工的工序顺序及思路检查刀路包括1、清角有没有少了,在高度上接上了没有2、接刀高度有没有接上3、平面有没有少光的4、半精刀路接上没有(开粗封起来的面会不会撞)5、开粗会比会顶刀用r1的刀光斜面要把斜面加长,轮廓打大(大于刀具半精)否则爬不干净、简单的直槽结构2.7半精可用2R0.5光刀。
如一模型结构上半部分是直面下半部分是圆弧,则可以用两把刀做,直面用圆鼻刀或R刀,圆弧面用球刀有些料需要斜爬但各个结构尺寸有的大,有的小(小到比光刀直径小,假如这些区域深度不高就不用封,要是深且面积较大的话,就要封起来因为不封起来刀具磨损太快),有的要封起来,这是就要一把大刀把该封面封起来分区域斜爬,然后小刀把小区域斜爬有些情况是大刀光刀再用小刀请角,有的情况是直接用小刀光省的小刀清角(一般是高度不高的情况,实际切削的区域不大60*60)有时6R0半精,2r0清角,2R0光刀光刀刀具直径根据料的高度、实际下刀区域的大小、拐角大小、内凹圆弧半径,综合选择选择R刀或球刀有些料确定光刀直径的时候要综合考虑拐角直径实际切削区域的宽度来确定直径的大小数控铣加工的顺序25R5开粗—10R0半精—8R0(6R0)半精—10R0(8R0,6R0)光刀—26R5光平面加工时如一区域宽度为20则最大能用10R0(10r5)加工,高度允许用8R0(8R4)加工先定出光刀具直径和开粗刀具直径,然后反推出清角、半精刀具直径。
还要根据光刀刀具直径安排半精的加工留量如打算用10R0光刀就半精就留0.15-0.2 打算用8R0或6R0就留0.1-0.15,考虑好半精平面,和精光平面工序的安排,算程序时刀具要以此使用,比如10R0开粗、10R0半精、10R0光刀、10R1光刀、10R1光地面的顺序编制一、分颜色(分型面和产品面要分开开粗光刀)重点:产品面与分型面分不同的颜色便于观察二、观察模型重点:利用视角观察模型的高度差和平面斜面,记住找到这些平面,在光平面时光掉。
第1讲Cimatron数控加工基本操作
数控加工基本操作软件的数控加工功能强大,使用户几乎可以加工出各种类型的零件,同时,其本讲内容↘实例·模仿——枕芯的数控加工↘NC图1-1 枕芯模型【光盘文件】——参见附带光盘中的“END\Ch1\1-1.elt ”文件。
——参见附带光盘中的“AVI\Ch1\1-1.avi ”文件。
【操作步骤】(1)打开Cimatron E10软件,单击【新建文件】按钮,选择NC 模块,进入加工环境,如图1-2所示。
图1-2 新建文件(2)读取模型,如图1-3所示。
图1-3 读取模型(3)选择刀具。
单击【刀具】按钮,系统将自动弹出【刀具及夹头】对话框,在【刀具及夹头】对话框中单击刀具库图标,系统将自动弹出【增加刀具】对话框,在刀具库中选择刀具,如图1-4所示。
图1-4 选择刀具图1-5 创建刀轨(5)创建零件。
单击【零件】按钮,系统将自动弹出【零件】对话框,在【零件类型】的下拉菜单中选择【目标】,直接选择模型零件作为目录零件,如图1-6所示。
(6)创建毛坯。
单击【毛坯】按钮,系统将自动弹出【初始毛坯】对话框,在【毛坯图1-6 创建零件图1-7 创建毛坯(7)创建程序。
单击【程序】按钮,系统将自动弹出【NC程序管理器】对话框,在【主选择】的下拉菜单中选择【体积铣】,在【子选择】的下拉菜单中选择【平行粗铣】的加工方式,并单击【导入界面&参数】按钮,如图1-8所示。
图1-8 创建程序8)在【零件】的子菜单中,单击【零件曲面】按钮,选择要加工的曲面,如图图1-9 零件曲面(9)单击【边界(可选)】按钮,系统将自动弹出【轮廓管理器】对话框,在【刀具位置】的下拉菜单中选择【轮廓外】,选择要加工的轮廓外曲线边界,如图1-10所示。
图1-10 边界(10)设置刀路参数。
设置【公差&&余量】参数,如图1-11所示。
图1-11 公差及余量设置【刀路轨迹】参数,如图1-12所示。
图1-12 【刀路轨迹】参数)选择刀具。
CimatronE五轴航空铣编程实例
CimatronE五轴航空铣编程实例
作者:Cimatron
汽轮机叶片通常采用铸件毛坯进行数控加工。
若直接使用牛
鼻刀沿叶片型面螺旋开粗,在进气边和出气边处由于刀轴运动剧烈,会突然产生较大的刀具载荷。
下面我们应用CimtronE软件中的5轴航空铣功能,用φ40镶齿玉米刀侧刃去除进出气边余量,以为后续加工程序提供良好的切削条件。
一、曲面路径
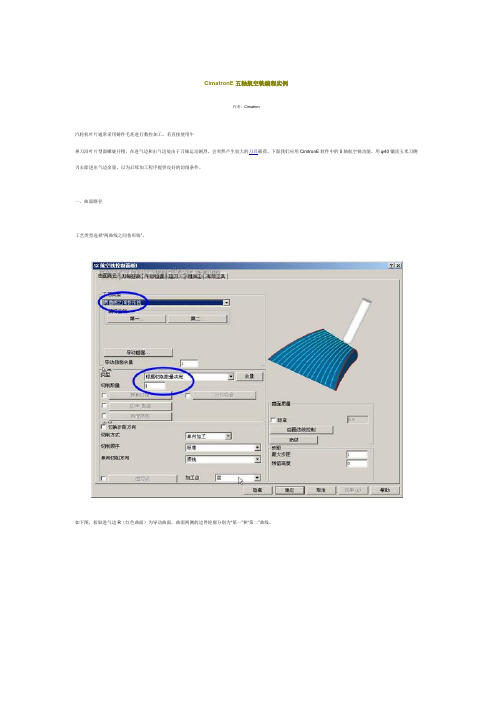
工艺类型选择“两曲线之间仿形铣”。
如下图,拾取进气边R(红色曲面)为导动曲面。
曲面两侧的边界轮廓分别为“第一”和“第二”曲线。
生成刀路如下图。
注意此时刀轴方向为默认的曲面法向。
二、刀轴控制
如下图,设置“输出格式”为“4轴”,“锁定第五轴”为0度。
刀轴将绕X轴旋转,旋转角度为90度。
生成刀路如下图。
三、连刀
使用“反向相切圆弧”进退刀方式。
四、有效工具
“轴向移动”-10 ,刀具沿刀轴方向向下移动10mm。
五、粗加工
根据实际毛坯余量设置粗加工轨迹的数量和间距。
如下图。
最终生成的刀路:
(end)。
cimatron教程 (2)
Cimatron教程Cimatron是一种高级三维造型、制造和模具设计软件,广泛用于工业设计和制造领域。
本教程将为您介绍Cimatron的基本功能和操作步骤,帮助您快速上手并利用Cimatron进行模具设计和制造。
1. Cimatron简介Cimatron是由以色列公司Cimatron Group开发的计算机辅助设计和制造软件。
它提供了全面的设计和制造解决方案,可用于加工工具和模具的设计、制造和分析。
Cimatron结合了传统CAD工具和特有的功能,使得设计师和制造工程师能够更高效地完成任务。
2. 安装和启动Cimatron在开始使用Cimatron之前,您需要先安装该软件,并确保计算机满足最低系统要求。
安装Cimatron通常需要一个许可证密钥,您可以从Cimatron官方网站获取试用版或完整版的许可证密钥。
安装完成后,您可以从开始菜单或桌面快捷方式启动Cimatron。
3. Cimatron界面概览Cimatron的界面分为多个区域,每个区域有不同的功能和工具。
以下是Cimatron的主要界面组件:3.1 主菜单栏主菜单栏位于Cimatron界面的顶部,提供了各种功能和命令的入口,包括文件操作、编辑、视图、工具等。
3.2 工具栏工具栏位于主菜单栏下方,提供了常用工具的快捷方式,使您能够更加方便地访问和使用这些工具。
3.3 视图窗口视图窗口是Cimatron中最主要的区域之一,用于显示您的设计和模型。
Cimatron提供多个视图窗口,如3D视图、平面视图和截面视图等,您可以在这些视图窗口中轻松地进行设计和编辑。
3.4 零件树零件树是Cimatron中用于组织和管理您的设计零件的区域。
您可以在零件树中创建、重命名和删除零件,并对零件进行各种操作。
3.5 属性编辑器属性编辑器用于查看和编辑当前选中对象的属性。
您可以在属性编辑器中修改对象的尺寸、位置、材料等属性。
4. 创建新零件在Cimatron中创建新零件非常简单。
Cimatron E8.0应用与实例教程- (3)

3.3.1 启动Cimatron E
3.3.2 转换过程 1.PFM输入 (1)单击【输入文件到新的文档里】按钮,系统弹出【输入】对话框
(2)浏览选择所要转换的文件,E版本默认的待转换格式为IT版的PFM格式。 首先选择将要转换的文件“a.pfm” (3)然后单击按钮,即可完成转换 (4)如果图3-20中的3个复选框全部被选择,则在进行数据输入时,Cimatron E 会自动将文件转换为3部分,即加工数模、造型数模和工程图3个文档
Cimatron E 8.0在提供强大数控加工功能的同时,也提供了便捷的编 程基本方法。创建加工刀路的过程全部以工步的形式加以引导,包括数模 的导入与放置、机床的设定、安全平面的高度及毛坯的构建等,都可以在 【加工向导】工具栏中快速完成基本加工参数的设置 。
3.2 Cimatron E 8.0加工模块操作界面 Cimatron E 8.0进入加工模块有3种方法,在造型环境下可以直接将文 档输出到加工模块中;还可以启动软件后,在【新建文档】对话框中选择 【编程】选项进入加工模块,将已经完成的模型加载即可 。
3.2.1 【加工向导】工具栏
3.2.2 加工工序管理器
1.认识加工工序管理器
2.加工工序管理器的快捷菜单
3.加工工序管理器中程序的操作
3.2.3 加工参数设置栏 1.刀路参数 2.机床参数
3.2.4 信息提示区
3.3
数模的输入与加载
在Cimatron E 8.0造型环境下创建的数模输出转换为“*.stp”或“*.iges”等 其他格式数模;或将UG、Pro/ENGINEER等其他CAD软件构建的数模输 入Cimatron环境,就会用到数据转换功能
2.STEP输入 (1)设置输入文件格式为STEP(*.step) (2)浏览并选中待输入的数模
CimatronE使用技巧
CimatronE使用技巧cimatrone使用技巧(1)-----nc中如何使用增量抬刀在cimatron中的nc抬刀方式有两种1.absolute z---绝对值抬刀,系统每次抬刀都走到你给定的抬刀平面上(clearance).这种方式是最安全的2.internal clearance---增量抬刀,系统在当前高度以你给定的Z方向增量进行抬刀.当你选择这种方式时,你必须打开optimizer,选中其中的rapid motion gouge check(快速移动时的过切干涉检查)cimatronE使用技巧2-----在nc中如何构造异型毛坯在cimatrone的nc中,毛坯默认的形状是长方体的,该如何构造异型毛坯(如车削后的毛坯)呢?切换至cad环境1、建立一个新的set,命名为part(用来保存零件面),将所有的零件曲面都放在其中。
隐藏此set。
2、利用造型功能构造自己的毛坯形状。
建立一个新的set,可以命名为stock,将新建的毛坯形状放置其中。
返回cam环境3、创建新的毛坯,切换选项box为surface,系统自动选择构造的毛坯曲面创建毛坯。
4、在开始编程前,将stock集合关闭,同时将part集合显示出来cimatronE使用技巧(3)——修改tp_mode在快速电极中,在使用extract命令提取放电区域时,如果被提取面大于捕捉框,可以将trim off参数该为trim on.此时,系统将自动利用捕捉框对提取面进行裁剪,得到你需要的曲面cimatronE使用技巧(4)---高级变更分析(advanced compare)使用原则1. AdvComp是在已经完成分模操作的工作文件(working model)中做的.2. AdvComp 通过工作文件的名字来寻找母文件(master model), 并且把它和变更模型(EC model)进行比较. 结果显示在工作文件中. 因此,为了更好的进行查看,我们通常在执行比较操作前先关闭毛坯和分形面.3. 母文件并不在执行AdvComp操作后发生任何更改.变更的几何元素直接反映在了工作文件中.4. 任何在工作文件中执行的scale操作将自动的进行补偿.你无须在变更模型(EC model)中执行scale操作.当又有第二个变更模型(EC2)进来时:1. AdvComp 将把EC2和母文件进行比较.这将意味着第一次的变更模型(EC1)将不被考虑在内.2.因此这时要求先把母文件和EC1进行一次比较(compare),使它更新从EC1传来的几何变化.3. 打开工作文件,它将要求进行文件更新操作.注意,此时一定不要进行文件的更新.断开工作文件和母文件之间的几何联系-在特征树的开始5. 现在你可以将EC2和最新的母文件进行AdvComp操作了.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工的工序顺序及思路检查刀路包括1、清角有没有少了,在高度上接上了没有2、接刀高度有没有接上3、平面有没有少光的4、半精刀路接上没有(开粗封起来的面会不会撞)5、开粗会比会顶刀用r1的刀光斜面要把斜面加长,轮廓打大(大于刀具半精)否则爬不干净、简单的直槽结构2.7半精可用2R0.5光刀。
如一模型结构上半部分是直面下半部分是圆弧,则可以用两把刀做,直面用圆鼻刀或R刀,圆弧面用球刀有些料需要斜爬但各个结构尺寸有的大,有的小(小到比光刀直径小,假如这些区域深度不高就不用封,要是深且面积较大的话,就要封起来因为不封起来刀具磨损太快),有的要封起来,这是就要一把大刀把该封面封起来分区域斜爬,然后小刀把小区域斜爬有些情况是大刀光刀再用小刀请角,有的情况是直接用小刀光省的小刀清角(一般是高度不高的情况,实际切削的区域不大60*60)有时6R0半精,2r0清角,2R0光刀光刀刀具直径根据料的高度、实际下刀区域的大小、拐角大小、内凹圆弧半径,综合选择选择R刀或球刀有些料确定光刀直径的时候要综合考虑拐角直径实际切削区域的宽度来确定直径的大小数控铣加工的顺序25R5开粗—10R0半精—8R0(6R0)半精—10R0(8R0,6R0)光刀—26R5光平面加工时如一区域宽度为20则最大能用10R0(10r5)加工,高度允许用8R0(8R4)加工先定出光刀具直径和开粗刀具直径,然后反推出清角、半精刀具直径。
还要根据光刀刀具直径安排半精的加工留量如打算用10R0光刀就半精就留0.15-0.2 打算用8R0或6R0就留0.1-0.15,考虑好半精平面,和精光平面工序的安排,算程序时刀具要以此使用,比如10R0开粗、10R0半精、10R0光刀、10R1光刀、10R1光地面的顺序编制一、分颜色(分型面和产品面要分开开粗光刀)重点:产品面与分型面分不同的颜色便于观察二、观察模型重点:利用视角观察模型的高度差和平面斜面,记住找到这些平面,在光平面时光掉。
三、量料,重点:了解料的真实大小,选择机床、根据切削区域的大小初步选定开粗刀具直径(那里可能顶刀要封起来),确定要不要用开粗刀具光下平面四、量小结构根据模型结构尺寸重点:定出光刀刀具直径和加工方式,定出开粗大刀直径;再反推出半精刀径和加工方式,总之在开始算程序之前一定要先确定哪里用什么刀和加工方式光刀,半精怎么做,轮廓怎么打,哪些面要封起来,算之前安排好,开粗刀具直径(会顶刀的面要封上包括圆的和方的区域)——半精用什么刀(怎么打轮廓,小于半精刀具直径2倍的用半精走,大于的用开粗做),——清角刀具直径(怎么打轮廓,能一起清角的地方就一起清),在算过程中假若25r5开粗10r0要二粗的话一定好考虑好二粗在半精前还是后,二粗是注意25r5留下来的r5圆角五、对料的刀具安排好后,开始算要一把刀按开粗—半精—光刀的顺序用完再换刀,不要有漏掉得区域。
六、一个刀路算好后,算好查看下,和上把刀做得高度接上没有,有没有做到想要的高度,以为是平面的面是否有斜度,开粗刀具没下去的区域半精刀具是否能走过来(小于半精刀具直径2倍的用半精走,大于的用开粗做)在刀具计算过程中仔细看刀路的计算过程从中知道模型那里是斜面,那些面两边高中间低,这些面在半精是要不要先铣掉或用层铣开粗刀路生成后要利用视角和旋转多查看,那里有没有铣下去,特别是半精刀路高度上接上没有,有没有下刀到想要的高度。
七、根据刀路的情况,安排光平面工序数控铣用6r3的刀爬,需要4r0的半精,假如没有4r0,就用6r0半精,8r4光刀数控铣铣一些料较高有斜度就用R1刀等高扫,然后用R0的刀再清R1处,50R6的刀开粗过后要是曲面不需要二粗,用16R0.8整体半精也行先根据料的大小,高度,结构,各处的圆角定出光刀刀具直径和加工方式。
根据光刀刀具直径和料的切削区域大小来定开粗刀具,反推出半精刀具直径;一般是,开粗刀具K(直径D)——半精刀具B(直径是开粗刀具直径的一半)——清角刀具Q(直径半精刀具的一般,要比光刀具直径大)——光刀刀具G(直径和半精一样大或和清角刀具一样大)——角落处光刀若角落处太小则要用(0.5Q再清角)再用直径为Q或0.8Q刀再光刀算之前一定要想好,开粗刀具直径(会顶刀的面要封上)——半精用什么刀(怎么打轮廓,能小于半精刀具直径2倍的用半精走,大于的用开粗做),——清角刀具直径(怎么打轮廓,能一起清角的地方就一起清)开粗时选外部下刀,刀具会在曲面敞开处下刀,这是要分清这些敞开的曲面有没有材料,没有可以,有就撞刀有一些料可以10r0半精,8r1光刀,对一些角落3r0斜爬在隐藏是由于误操作把界面上的图档都隐藏了,只要在隐藏中“显示显示层”就可以了;隐藏的子选项1、隐藏(把选择的图素隐藏)2、显示开关(把原来隐藏的显示,显示的隐藏)3、拾取显示(点此命令回到隐藏空间点击要显示的图素使之显示)4、显示所有(把隐藏的全部显示出来,关着的层被隐藏的不显示出来)5、显示所有层(把所有开的层显示出来,关着的层被隐藏的不显示出来)开粗设置参数步骤1、选择刀具;(服务中的增量抬刀选择使用)2、设起始高度;3、设终止高度;4、设下刀量;5、设粗加工;6、设环切,7、设刀间距;8、设拐角(选着使用);9、设刀迹行间清除,10、设顺铣,11、开放部分;12、设自动进刀点,13、设进刀点偏移为零,;14、设法向轮廓进刀,15、设法向进刀为零,16、设法向退刀为零;17、曲面偏量(加工余量);18、设计算公差0.01,19、设进刀角为8度,20、最大倾斜半径为10。
光刀等高设置参数步骤:1、选刀具,2、设起始高度,3、设终止高度,4、设下刀量,5、设顺逆铣,6、设开放轮廓,7,设法向进退刀为零, 8、设加工余量为零,9、设计算公差为0.01有时还要设定按层铣,层铣一般在服务中设定为增量抬刀光刀斜爬设置参数步骤1,选刀具,2、设为行切,3、设以2D步距,4、以角度切削并设定切削角,5、设双向铣,(6、设自动进刀点,7、设曲面Z-UP进刀)8、设加工余量为0, 9、设计算公差为0.01常用的设置就这么多还有一些是默认的,比如在算一程序时因为需要设了层铣,在算下程序是层铣就被默认下来这是就要记住这个程序要不要层析,不要就要记得改回来.铣圆锥曲面或封闭的曲面可以6R0开粗,不能用3r0接着6r0做到高度半精加工下去,因为6r0能做下去的区域大于6(6r0铣的话只能铣到直径为7.2处,铣封闭的槽只能铣到6.4处),而3r0半精3+3=6,中间会留出来,这是要么用3r0开粗做下去要么用4r0半精下去,而开放的槽刀具6r1,刀具能铣倒5.8处,用3r0半精下去就没事(数控铣用25r5开—10r0半—6r0清—(8r1)10r1光)是安全的25R5加工小于30区域注意最多加工到5个深否则顶刀,25Rr5铣38的圆不行会顶刀,SURMILL(铣曲面)加工倒扣注意在开始加工高度抬上刀具圆角半径,在加工的终止高度考虑是否减少刀具半精。
数控铣(假如25r5开粗,12r0半精,打算用8r1光刀不做6r0,可以25r0开-12r0半-8r0清-8r1光刀)如按25R5开粗——12R1整体半精——8R1清角局部半精——8R1光刀——10R5光内凹圆弧面的方式加工,这样8R1能光到位的就加工好了反正精雕加工会从6R0开始比如圆角半径是R3 8R0半精,可6R1光刀圆角半径是R2 8R0半精,要半精才能4R2光刀爬一些敞开的面假如面宽5也可以用6R3爬一些小结构不好封不如的大刀光小刀清角再小刀光同一把刀爬产品面要根据构决定一起爬还是分开爬斜爬时遇到与直面相交的圆弧要把轮廓偏置出刀具半径把圆弧也爬上。
在斜爬一些面成T形或+形要分开爬检查刀路要看各把刀高度上有没有接上(先用视角观察,再旋转观察),在开始加工的高度以上有没有撞刀的可能;清角有没有清到想要的位置清角时垂直斜面与水平斜面的交角也要清。
根据模型能一起清的角落就一起清一些不重要的地方10r0半精4r0也可以清角然后4r0光刀一些模型结构在开粗时刀具下不去,延长曲面加大轮廓浪费时间,不如8r0开粗后加大轮廓延长曲面8r0接着8r0开粗刀的高度半精下去刀具的实际大小圆角要和设定的名字一致着色方式下看模型,先用视角观察再用旋转观察模型的结构(有没有有小结构,看似平坦的面有没有斜度),和那里有没有少了的面,有斜度在开粗刀路计算时也看的出来临时封的面用白色,永久封的面用红色平行铣就是类似斜爬的刀路加强筋的结构一般光刀用斜爬灵活,善于观察模型,利用模型结构简化打轮廓来半精,清角和局部半精时要注意高度接上模型中的外凸圆弧面用等高铣最好和铣直面分开两个程序,把下刀量改小有些外凸圆弧面用r0.5刀斜爬不好打轮廓用r0.5刀等高也可以;爬内凹圆弧面用球刀(一些内凹的圆弧面直径(30)大于刀具直径(6)4.5倍用6r1或6r3斜爬差不多),非圆弧面或外凸用R刀,开粗如果选多个轮廓进行加工即使开放轮廓选N0,(ENTRY OFFSET= )也会出现参考模式:1.25r5开粗根据模型结构分区域开粗(把可能顶刀的圆封起来;观察生成刀路过程中貌似平面是否有斜度)哪里铣到哪里没铣到2.27r5光平面(根据料的大小和加工区域的大小选择使用)(刀间距设8~10)3.10r0半精(对于直径小于15的圆也要封起来)(根据料的结构简化打轮廓分层分区域半精),半精刀路生成后要分析刀路特点,判断模型特点(如是否有斜度)有斜度首先要想到斜爬,根据模型结构确定是否用斜爬。
R0的刀也可以斜爬,模型中直面和斜面相交,直面有点斜度尽量用一刀爬钨钢刀铣圆最小能铣刀具直径1.5倍的圆(如10R0能铣15的圆)4.10r0二粗(根据模型结构选择是在半精前还是后(要是二粗在半精前要注意25r5刀具留下得r5圆角))主要加工25r5没加工下去的和25r5封起来的地方5.10r0对能局部光刀地方光刀(如锁模块,滑块槽,定位孔)6.10r0光平面(设刀径11r0)7.6r0半精(根据模型结构和复杂程度可整体半精也可局部半精)8.6r0二粗(根据模型结构选择使用)主要加工10r0没加工的和10r0加工是封起来的区域9.6r0或6r0.5对能光刀地方用等高或斜爬光刀10.3r0刀局部半精(清角)11.根据模型用4r0.5(等高方式刀光刀)12.4r0.5光平面13.2r0斜爬清角(假如6r0开粗—3r0半精—4r2光刀—2r1不要用1.6半精就可直接斜爬清角)14.检查高度看在刀路在高度上有没有连接上。
小刀接大刀往下做会不会撞(有的时候不好轮廓,不好二粗,怕撞,就用层铣)4R0能洗20~30以下(清角稍长些30)6R0能铣30~40以下深(清角稍长些40)8R0能铣40~50以下(清角稍长些50)10R0能铣50以下(清角稍长些60) 转速3000r/min,进给量1000mm/min 12R0能铣60以下(清角稍长些70) 转速3000r/min,进给量1000mm/min 模型的高度在允许的范围内,切削区域内的角落清过(如6R0光刀之前做3R0,4R0,6R0清角)都可与用较小刀去做还有的做法1、25R5根据模型结构分区域加工(分为开偷刀余量0,开锁模块,开产品面)2、12R0半精产品面余量0.23、12R0半精锁模块面余量0.24、12R0光偷刀面的底面5、12.5R0加大刀径光锁模块底面余量06、根据流道大小10R5、12R6光流道精雕7、8R0刀光锁模块面余量08、8.2R0光锁模块底面余量09、6R0半精产品面余量0.0510、2.8R0再半精余量0.0511、1.8R0半精局部余量0.0512、1.8R0整体半精余量0.0513、2R1利用优化对直面和斜面分开光14、2R1铣小流道小料做法1、根据模型大小8r0开粗2、根据8r0刀路看出在局部要用3、4r0二粗 3.1、4r0半精(根据模型4r0二粗在4r0半精之前)4、根据模型40r0能光刀的的方光刀(包括光直面和底面要用该刀光完能光的直面再光底面)5、2r0清角6、3r1.5斜爬(分区域斜爬)7、2r1针对一些区域爬(根据局部圆角定刀具)8、1.8r0.8(1.6r0.8)斜爬清角光刀数铣模型高度允许一般做到6r0或6r3,精雕模型高度允许做到2r0或2r1,还有的小料1、6r0开粗2、3r0半精(不半精流道和排气)3、1.6r0半精4、1.4r0.2斜爬(斜面部分)5、1.4r07斜爬(曲面部分)6、6r1光流道排气7、3r0光小流道还有1、6r0开粗2、3r0半精3、4r2斜爬4、2r1清角还有1、6R0开粗2、3r0半精(整体)3、1.8r0清角(局部)局部圆角小于r14、6R3斜爬(局部)5、3R1.5斜爬(局部)6、2r1斜爬清角还有的6r0开粗3r0半精6r3斜爬2r1斜爬清角(区部圆角大于r1)半径是r5的类似于键槽的形状不能用10刀铣比如一工件一处小结构为3.8,用8r0半精4r0再半精,此处不再用4r0在半精即可用2r0半精,但4r0在接着此区域往下做是要么能把此区域让开,要么把此区域封住,否则在此区域撞刀。