第2、3节-生产过程...
机械制造工艺学例题
11
L x 2 x 2
式中 E——钢弹性模量为 2 10(Pa) J——圆截面的惯性矩为 0.05 D(mm)
4
3 工件轴向截面形状误差
将车床和工件的变形叠加,以 y车床工件表示车床、工件受切削 力产生变形引起工件半径的变化量,如下表。
切削力作用点位置变 化引起工件的形状误差
中心线
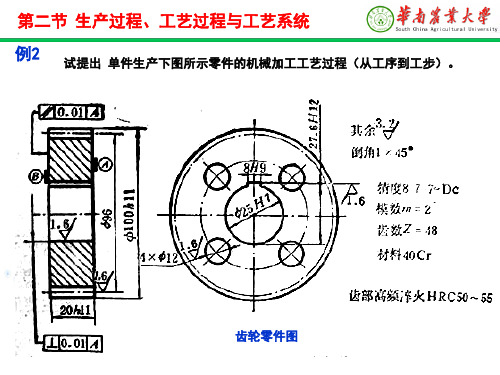
情况2 盘状零件加工工艺过程(成批生产) 工序号 1 工 步 定位基准(面) 小端外圆面
车端面C,粗、精镗φ60孔,内孔倒角 粗车、半精车这批工件的φ200外圆,并车φ96 外圆及端面B,粗、精车端面A,内孔倒角 拉键槽 钻、扩6-φ20孔 钳工去毛刺
2
φ60内孔及端面
3 4 5
φ60内孔及端面 φ60内孔及端面
四、尺寸链的计算
例题1解答:
根据增环及减环的定义,可得出尺寸链中的A1、A2、A3、A4为增环,A5、A6、 A7为减环,所以 (1)封闭环的基本尺寸
A 0 A1 A 2 A 3 A 4 ( A 5 A 6 A 7 ) 30 30 30 10 ( 40 15 40 ) 5mm
y车床 x Lx y 主轴箱 y 尾架 y刀架 L L
2 2 2 1 L x 2 1 x 1 Fy K tj L K wz L K dj 2 2000 x 2 1 1 1 x 337.6 2000 50000 2000 40000 30000
四、尺寸链的计算
(2)封闭环的上偏差
例题1解答:
ES0=ES1 +ES2 +ES3+ES4-(EI5 +EI6+EI7)
正常分娩流程

正常分娩流程正常分娩是指母体和胎儿在生理条件下,经过一系列生理过程,最终实现胎儿的顺利娩出。
正常分娩一般分为三个阶段,宫缩期、开放期和排出期。
下面将为大家详细介绍正常分娩的流程。
宫缩期是指子宫开始收缩,逐渐增强,使子宫颈口逐渐扩大,准备迎接胎儿的娩出。
在宫缩期,孕妇会感到下腹部疼痛,类似月经痛,但逐渐加重。
宫缩的间隔时间逐渐缩短,持续时间逐渐延长,宫缩力度也逐渐增强。
这个过程中,孕妇需要保持平静,做好呼吸训练,配合宫缩的力度进行呼吸,以减轻疼痛感。
开放期是指子宫颈逐渐扩张,为胎儿的娩出做准备。
在这个阶段,子宫颈口会逐渐扩张,直至完全开放。
这个过程中,孕妇需要保持耐心和配合,遵从医生的指导,做好呼吸训练和身体协调。
在开放期,孕妇可能会感到疼痛和不适,但要相信自己的身体,保持信心,配合医生的指导,顺利度过这个阶段。
排出期是指胎儿经过子宫颈口,从母体内娩出的过程。
在这个阶段,孕妇需要用力配合,按照医生的指导进行用力呼吸。
在这个过程中,孕妇可能会感到疼痛和疲劳,但要相信自己的身体,配合医生的指导,顺利迎接胎儿的娩出。
一旦胎儿娩出,医护人员会对母婴进行全面的检查和护理,确保母婴的健康和安全。
在整个正常分娩的过程中,孕妇需要保持平静、耐心和配合,配合医生和护士的指导,做好呼吸训练和身体协调。
同时,家属和医护人员也要给予孕妇充分的支持和关爱,帮助她度过分娩的艰难过程,迎接新生命的到来。
总之,正常分娩是一个自然的过程,虽然会伴随着疼痛和不适,但只要孕妇和家属配合医生和护士,相信自己的身体,相信医护人员的专业,相信新生命的到来,就一定能顺利迎接宝宝的降临。
祝愿所有准妈妈都能顺利度过分娩过程,迎接健康可爱的宝宝的到来!。
机械制造基础知识

1.铸件 2.锻件 3.型材 4.焊接件
二 毛坯的选择原则
1.零件材料及力学性能要求。 2.零件的结构形状与大小 3.生产类型 4.现有生产条件 5.充分利用新工艺、新材料
第四节 元件装夹和定位基准的选择
一 工件装夹方法
工件的装夹包含两方面的内容: (1)定位 (2)夹紧 1.工件的装夹方法 (1)找正装夹法
定位误差的分析与计算 (重点)
工件的夹紧
工艺路线的拟定
(重点)
工序尺寸及其公差的确定 (难点)
机械加工生产率
机械制造技术的发展
第一节 机械的生产过程和工艺过 程
一 生产过程
1.生产过程 指把原材料转变为成品的全过程。
机械工厂的生产过程一般包括原材料的验收、保 管、运输,生产技术准备,毛坯制造,零件加工(含 热处理),产品装配,检验以及涂装等。
1. 工艺规程的作用 •工艺规程是指导生产的主要技术文件 •工艺规程是组织生产和管理工作的基本依据 •工艺规程是新建或扩建工厂或车间的基本资料
2.机械加工工艺规程的格式 生产类型不同,所有的工艺规程的模
式和内容也不相同。 (1)机械加工工艺过程卡片(工艺路线)。 (2)机械加工工艺卡片。 (3)机械加工工序卡片。
二 工艺过程及其组成
1.工艺过程
把生产过程中改变生产对象的形状、尺寸、相 对位置和物理、力学性能等,使其成为成品或半成品 的过程称为工艺过程。
工艺过程可根据其具体工作内容分为铸造、 锻造、冲压、焊接、机械加工、热处理、 表面处理、装配等不同的工艺过程。
工艺过程(视频)
2.工艺过程由工序组成
(1)工序:一个(或一组)工人,在一 个工作地点(或一台机床上),对同一个 零件(或一组零件)进行加工所连续完成 的那部分工艺过程
分娩-第二产程

【tips】本文由王教授精心编辑整理,学知识,要抓紧!
分娩-第二产程
第二产程:
又称胎儿娩出期。
是从宫颈口完全扩张到胎儿娩出为至。
初产妇需1~2小时的时间,经产妇通常数分钟即可完成,但也有长达1小时者。
分娩的高峰到来,婴儿即将出生。
胎头移动到接近阴道口,外阴和肛门部位由于胎头压迫骨盆底而显得膨出。
不久就会看见胎头,胎头随着每次宫缩向前移动,当宫缩消失时,可能又会稍向后滑进少许。
当胎头的顶部可以看见时,助产士常会告诉孕妇不要用力过猛,因为如果胎头娩出太快,孕妇会阴处的皮肤可能会撕裂,所以孕妇要放松,用几秒钟的时间喘喘气。
如有严重撕裂的危险,或者胎儿处于危难时,孕妇将要接受会阴切开术。
当胎头扩张阴道口时,孕妇会有刺痛感,随之而来的是麻木感,这是因为阴道组织扩张得很薄时,阻滞了神经的传导所造成的。
头部娩出时,婴儿的面部朝下医学教育|网搜集整理。
助产士可能要检查一下脐带,以确保婴儿的颈部没有被脐带缠住(当胎头娩出时,脐带常会套住头部)。
然后,婴儿头部转向一侧,使得头与两肩保持在一条线上。
助产士清洁婴儿的鼻以及口腔,如果需要时,要把婴儿呼吸道中的液体吸出。
在随后的两次宫缩期间,婴儿的身体就会滑出母体,这时婴儿还连着脐带,助产士会处理剪断脐带。
此外,助产士会再次清洁婴儿的呼吸道,必要时给予氧气。
正常分娩的护理

医护人员的支持
医护人员应该提供专业的 心理支持,帮助产妇缓解 紧张、焦虑等情绪,确保 母婴的安全和健康。
04
CATALOGUE
产后的护理
产后恢复与保健
休息与活动
观察出血量
产后充分休息,可促进体力恢复和子宫收 缩。根据产妇身体状况,逐渐增加活动量 ,如散步、做家务等。
产后出血是常见的并发症,需密切观察出 血量及持续时间,如超过月经量或持续时 间较长,应及时就医。
在分娩过程中,如果需要 预防感染,医生会开具抗 生素等药物。
其他药物
根据产妇的具体情况,医 生还可能会开具其他药物 ,如镇静剂、解痉剂等。
分娩过程中的心理支持
产妇心理准备
在分娩前,医护人员应该 向产妇介绍分娩过程和可 能遇到的情况,帮助产妇 做好心理准备。
家属陪伴
在分娩过程中,家属可以 陪伴产妇,给予情感上的 支持和鼓励。
产前心理护理与指导
心理疏导
对孕妇进行心理疏导,帮助其缓解分娩压力,增强信心。
指导与教育
向孕妇及其家属提供分娩相关知识,帮助其了解分娩过程及注意事项。
03
CATALOGUE
分娩过程护理
疼痛管理
自然分娩疼痛
在自然分娩过程中,疼痛是不可 避免的,医护人员可以通过按摩 、呼吸和放松练习等方式帮助产
妇缓解疼痛。
06
CATALOGUE
正常分娩的护理研究与发展
正常分娩的护理研究与发展
• 请输入您的内容
THANKS
程过长或过短的处理
产程过长
产妇可能会出现疲劳和疼痛,医护人员 可以通过休息、放松、按摩、药物等方 式缓解产妇的不适。同时,医护人员还 需要密切观察胎儿的心率、胎动等情况 ,及时进行必要的检查和治疗。
第三章 生产与运作管理(2)-生产过程组织

n=4mt1=来自分钟T平 ti (n 1)t L t2=4分钟
i 1
t3=10分钟
t4=6分钟
tL ——最长的单件工序时间
TP
当后道工序时间小于前道工序加工时1图0 间62-04 3,平0 4行0 移50动6方0时式间(分钟)
后道202工0/5/2序1 将出现工人或设备的等待工时
32
平行顺序移动方式
不同层次生产运作系统空间组织个性的一面
➢ 内容不同。 ➢ 影响要素不同。 ➢ 所面临和需要处理的问题也不同。
2020/5/21
16
(二)工厂平面布局的基本原则
设置生产单位的基本原则 ➢专业化原则 ➢适应性原则
布置空间场所的原则
➢有利生产 ➢方便运输 ➢节约用地 ➢美化环境
2020/5/21
17
特点——既要求每道工序连续进行加工,又 要求各道工序尽可能平行地加工。
其具体做法:
➢当ti<ti+1时,零件按平行移动方式移动; ➢当ti≥ti+1时,以i工序最后一个零件的完工时
间为基准,往前推移(n-1)×ti+1作为零件在 i+1工序的开始加工时间。
2020/5/21
33
T平顺=nt1-(n-1)t2+nt2
2020/5/21
24
工艺专业化原则的缺点
工件在加工过程中运输次数多,运输 路线长;
协作关系复杂,协调任务重; 只能使用通用机床、通用工艺装备,
生产效率低; 在制品量大,生产周期长。
2020/5/21
25
(二)对象专业化原则和 对象专业化车间
即按产品(零件、部件)建立生产单位的原则。 特点:三不同一同,即不同设备、不同工种、
热电厂工艺流程图

平盘磨、碗式磨(如图3-1-4)、MPS 磨 / MPF 磨、E型磨 (3)高速磨煤机(>400 r/min): 风扇式磨煤机、 竖井磨煤机
上述一般可分成:直吹式制粉系统和储仓式制粉系统
图3-1-4碗式中速磨煤机
给水泵
联箱
控制循环锅炉
过热器 联箱
省煤器
蒸发 受热 面
给水泵 联箱
直流锅炉
图3-2-2 四种锅炉的示意图
第三章第二节 锅炉车间 图3-2-3 热电厂锅炉及燃烧器
第三章第二节 锅炉车间
汽包:如图3-2-4
能够承受汽包产生的空气压力和水位压力的一种工业设 备。接收省煤器来水,进行汽水分离,向循环水路供水, 向过热器输送饱和蒸汽。
第三章 热电厂工艺流程
➢第一节 燃运车间 ➢第二节 锅炉车间 ➢第三节 水化车间 ➢第四节 汽机车间
热电厂生产工艺流程可大致将全厂的生产环节分 为五个部分:机、炉、电、化、热(热网)。其中有 煤、水、汽及化学药品等原料或工质参与生产流程, 并通过工质的流动以做功或热传递的方式完成由燃料 向热(采暖)蒸汽(井口用)电(电动)转化的生产 任务,各系统相辅相成,缺一不可。现按照原料的流 向车间,逐一对热电厂工艺进行介绍。
• 烟气在锅炉内流动的过程中,热量传递方式为:在炉膛中以辐射 方式将热量传给水冷壁;在炉膛烟气出口处,以半辐射、半对流方 式将热量传给屏式过热器;在水平烟道和尾部烟道以对流方式传给 过热器、再热器、省煤器和空气预热器。
• 锅炉给水便经过省煤器、水冷壁、过热器变成过热蒸汽;并把汽轮 机高压汽缸做功后抽回的蒸汽变成再热蒸汽。
第三章第二节 锅炉车间
机械制造基础第六章 第一、二、三节
粗拉 IT9~10 Ra 1.25~5
饺 IT6~9 Ra 0.32~10
精镗 IT7~9 Ra 0.63~5
粗磨 IT9~11 Ra1.25~10
精拉 IT7~9 Ra0.16~0.63
推 IT6~8 Ra0.08~1.25
手饺 IT5
Ra0.08~1.25
精磨 IT7~8 Ra0.08~0.63
3.工艺过程—在生产过程中凡直接改变生产对象的尺寸、形状、性能(包括 物理性能、化学性能、机械性能等)以及相对位置关系的过程,统称为工艺 过程,工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺 过程。本课程只研究机械加工工艺过程和装配工艺过程。 4.机械制造工艺过程—指零件的机械加工工艺过程和机器的装配工艺过 程的总和。
(6)选择不同的生产模式和制造技术的准则是什么?过去是——质量、生 产率、成本也称为切削加工的技术指标;现在是——T(交货时间)、Q (质量)、C(成本)、S(服务)
2.生产组织方式(三种)
(1)生产全部零件,并组装整机 特点:1)必须拥有加工所有零件及部装、总装的设备,形成大而全,小 而全的企业。 2)市场一旦有变化适应性差 3)设备负载不平衡,固定资产利用率低。 4)定岗人员忙闲不均,不便管理,难以调动全员积极性。
半精铣 IT8~11 Ra 2.5¬10
生产工艺第二章 种子制备 第三节种子的扩大培养

第三节 种子的扩大培养
此菌丝即可移到发酵罐作为种子,这称为二级种子罐 扩大培养,也称三级发酵。一般50m3发酵罐都采用三级发 酵。又如生长更慢的菌种,链霉素生产菌种灰色链丝菌, 一般采用三级种子罐扩大培养。在小型发酵罐(5~30L) 中进行试验时,也有采用直接孢子或菌丝体接入罐中发酵 的,这称一级发酵。
第三节 种子的扩大培养
(2)霉菌孢子的制备 霉菌的孢子培养,一般以大米、 小米、玉米、麸皮、麦粒等天然农产品为培养基。这是由 于这些农产品中的营养成分较适合霉菌的孢子繁殖,而且 这类培养基的表面积较大,可获得大量的孢子。霉菌的培 养一般为25~28℃,培养时间为4~14天。
(3)细菌培养物的制备 细菌的斜面培养基多采用碳 源限量而氮源丰富的配方,牛肉膏、蛋白胨常用作有机氮 源。细菌培养温度大多数为37℃,少数为28℃,细菌菌体 培养时间一般1~2天,产芽孢的细菌则需培养5~10天。
第三节 种子的扩大培养
3.种子质量的判断 由于菌种在种子罐中的培养时间较短,可供分析的参数 较少,使种子的内在质量难以控制,为了保证各级种子移种 前的质量,除了保证规定的培养条件外,在过程中还要定期 取样测定一些参数以观察基质的代谢变化及菌丝形态是否正 常。在生产通常测定的参数为:①pH;②培养基灭菌后磷、 糖、氨基氮的含量;③菌丝形态、菌丝浓度和培养液外观 (色素、颗粒等);④其他参数,如接前抗生素含量、某种 酶活力等。 用酶活力来判断种子的质量是一种新的尝试,如土霉素 发酵中,种子液的淀粉酶活力与发酵单位有一定关系。从表 2-4可以看出如种子液化淀粉能力强即淀粉酶活力高的,则 接入发酵罐后土霉素发酵单位也高,反之则低。因此,在选 用种子时,用测定种子液中淀粉酶的活力来判断种子质量的 方法是可取的。
种子罐的级数越少,越有利于简化工艺和控制,并可 减少由于多次移种而带来染菌的机会。但也必须考虑尽量 延长菌丝体(培养物)在发酵罐中生物合成产物的时间, 缩短由于种子发芽、生长而占用的非生产时间,以提高发 酵罐的生产率[产物/(ml·h)]。
生产管理chapter2

1.1 基本定义 1)瓶颈生产率(Bottleneck Rate)rb
长期能力最小的加工中心上的生产率(件/小时), rb 。
2)纯加工时间T0(Raw process time)
生产线上各机器长期平均加工时间之和,即
T0 = ∑Ti
i =1 m
零件无需在机器前等待, 一直流通到最后的各机器加工时间的总和.
或每天能生产12个.
2) 对四台机器, 纯加工时间为 T0=8小时 3) 关键WIP水平
W0 = T0 × rb = 8 × 0.5 =4个
4) 拥挤程度.因为系统内不发生变化, 所以
α=0
1.2 基本定律 介绍三个基本的运作组织的定律.
• Little’s Law:
WIP TH = CT
式中: CT-----Cycle Time TH-----Throughput WIP-----Work in Process
5、资源外包战略(Outsourcing) 、资源外包战略
• 资源外包 资源外包(Outsourcing)业务的价值 业务的价值
15%物流 15%房地产、工厂
30%人力资源、顾 客服务等
40%信息技术
• 外包的主要原因
控制和降低运营成本 改进公司核心业务 进入世界级企业的能力 获得用于其它目的资源 内部资源不足 提高企业重构的效益 难以管理的职能 使资本可用 共担风险 现金流入
– 战略制定雄心勃勃 – 战略执行完全两样
• 运作战略目标与绩效测评
运作系统整体生产率= 顾客满意度 运作过程成本
• 运作战略绩效测评指标
– 顾客满意类 – 运作过程类 – 辅助性指标
• 指标构成 运作系统整体生产率
顾客满意类指标
生产过程的空间与时间组织
二、影响企业经济活动单元构成的因素
l 1、产品结构和工艺特点 l 2、企业的技术水平 l 3、企业的专业化与协作化水平 l 4、企业的规模
PPT文档演模板
生产过程的空间与时间组织
三、生产和服务设施布置主要考虑因素
l 1、企业厂房的布置应满足生产过程的要求,以避 免互相交叉和迂回运输,从而缩短生产周期,节 约生产费用。
PPT文档演模板
生产过程的空间与时间组织
一、作业排序标准 ——评价优先规则
1. 满足顾客或下一道工序作业的交货期; 2. 极小化流程时间
(作业在工序中的交货期); 1. 极小化在制品库存; 2. 极小化设备和工人的闲置时间。
PPT文档演模板
生产过程的空间与时间组织
优先调度规则比较
规则
FCFS-先到先服务 SOT-最短作业时间 DDate-作业交货期 LCFS-后到先服务 STR-剩余松弛时间
总的完成 时间
50 36 39 46 43
平均完成 时间
10 7.2* 7.8 9.2 8.6
平均 延期
4.6 2.4* 2.4* 4.0 3.2
PPT文档演模板
•结论:•SOT规则最好 •公理
生产过程的空间与时间组织
n个作业两台设备(串行)的排序
约翰逊规则(Johnson’s Rule)
Ø 1.列出每个作业在二台机器上的加工时间T Ø 2.选择最短的时间 Ø 3.最短的T来自第1台设备就首先完成这个
PPT文档演模板
生产过程的空间与时间组织
3.平行顺序移动
(1)特点:两者结合,
扬长避短。 •n=4, t1=10, t2=5, t3=15, t4=10
(2)图示:
•T顺=n∑ti +(n-1) ∑ min(tj ,tj+1 )
工厂车间的生产过程详解
工厂车间的生产过程详解1. 概述本文档旨在详细介绍工厂车间的生产过程,包括流程、设备和关键步骤等内容。
2. 生产流程工厂车间的生产流程主要包括以下几个步骤:2.1 原料准备在生产过程中,首先需要准备所需的原料。
原料的准备包括采购、检验和储存等环节。
只有确保原料质量合格,才能保证产品的质量。
2.2 生产设备工厂车间的生产设备根据具体的产品类型而有所不同。
生产设备的选择和配置对于产品的生产效率和质量至关重要。
在使用设备之前,需要进行设备的检查和维护,确保设备正常运行。
2.3 生产操作生产操作是指根据产品的生产工艺要求,对原料进行加工、组装或装配等操作。
生产操作需要严格按照操作规程进行,确保生产过程的稳定性和高效性。
2.4 质量控制质量控制是工厂车间生产过程中的重要环节。
通过对生产过程中各个环节的监控和检验,确保产品质量符合标准要求。
质量控制包括原料检验、工艺控制和成品检验等环节。
2.5 成品包装生产过程完成后,需要对成品进行包装。
包装的目的是保护产品,方便储存和运输。
包装需要按照相关标准进行,确保产品的完整性和安全性。
3. 关键步骤工厂车间的生产过程中存在一些关键步骤,对产品质量和生产效率影响较大。
这些关键步骤包括原料检验、设备检查和维护、生产操作的严格执行、质量控制和成品包装等。
4. 注意事项在工厂车间的生产过程中,需要注意以下几个方面:- 严格按照操作规程进行生产操作,确保操作的准确性和稳定性。
- 加强设备的检查和维护,确保设备的正常运行。
- 加强质量控制,确保产品质量符合标准要求。
- 注意原料的储存和保管,避免污染和损坏。
5. 总结工厂车间的生产过程是一个复杂而重要的环节。
只有通过严格的流程控制、设备维护和质量控制,才能保证产品质量和生产效率的提高。
以上为工厂车间的生产过程的详细介绍,希望对您有所帮助。
第六章 主生产计划

生产规划控制住生产计划,主生产计划中的产品生产总 量应该等于生产规划中的产品生产总量。
例如:如果生产规划计划在某一周生产1000辆自行车,主生产计划计划 的不同型号的自行车总数就应该等于1000辆。在这一前提下主生产计划 平衡市场的需求和制造部门物料、人力及设备可用性。
主生产计划和生产规划关系
主要内容
第1节 主生产计划 第2节 粗能力计划
第3节计划物料清单
第4节主生产计划和最终装配计划
第5节两级主生产计划
第1节 主生产计划 1、主生产计划(MPS)的概念
主生产计划(Master Production Schedule ,简 称为MPS)是确定每一个具体的产品在每一个具体 的时间段的生产计划。计划的对象一般是最终产 品,即企业的销售产品,但有时也可能是组件的 MPS计划,然后再下达最终装配计划。主生产计划 是一个重要的计划层次。 MPS是描述企业生产什么、生产多少以及什么时段 完成的生产计划。
A (LT=2) B C D
E
(LT=6)
(LT=5)
(LT=8) (LT=16)
括号内是生产或采购 子物料所需要的提前 期
累计提前期是26周(A+D+E =2+8+16=26),因此,计划展望期最 短不能小于26周,否则原料E就不能及时订购,也就不能履行 按时送货的承诺。
时段,对应的英文是time bucket,表示时间持续的一个 长度单位。 时区和时界:时界对应的英文是time fence,也被翻译为 时间栏、时间警戒线。时界表示时间界限,是一个时刻点, 是MPS中的计划参考点。
2.需求部分—MPS的依据 A 、需求预测可以是来自生产规划的生产预测, 也可以是市场预测。 生产预测是某产品族的生产规划量中预期分配到 该项产品的部分,生产预测计算通常使用计划物 料清单来分解生产规划
三个产程总结表

三个产程总结表
以下是一个简单的三个产程总结表,包括第一产程、第二产程和第三产程的描述和特点。
产程描述特点
:--: :--: :--:
第一产程宫颈扩张期孕妇感到规律的子宫收缩,随着时间推移,宫缩变
得更频繁和更强烈。
宫颈变软、扩张,胎头下降。
宫口扩张从1cm到10cm,第一产程一般需要10-20小时。
第二产程胎儿分娩期宫口全开,胎儿开始通过阴道,孕妇开始使用腹压。
胎儿娩出第二产程通常需要1-3小时。
第三产程胎盘娩出期胎儿娩出后,胎盘随之娩出。
子宫开始收缩,以止
血并将胎盘排出体外。
胎盘娩出第三产程通常需要5-30分钟。
这个表格只是一个简单的概述,每个产程的具体时间和表现可能因个体差异而有所不同。
如果您有任何关于分娩的问题或疑虑,请咨询医生或专业医疗人员。
产妇分娩流程

产妇分娩流程产妇分娩是指孕妇从开始产痛到胎儿娩出的整个过程,它是一个复杂而又神奇的过程。
在分娩过程中,产妇需要经历宫缩、开口、胎儿下降、胎儿娩出等多个阶段。
下面将详细介绍产妇分娩的整个流程。
首先,产妇分娩的第一阶段是宫缩期。
宫缩是子宫肌肉的收缩,通过宫缩,子宫逐渐变硬,逐渐将胎儿推向产道。
宫缩的频率和强度逐渐增加,这也是产妇开始感到疼痛的时候。
在这个阶段,产妇需要保持平静,配合呼吸,通过宫缩的节奏来调整自己的状态。
接下来是开口期。
宫缩的作用下,子宫口逐渐扩大,这个过程称为开口。
开口的过程需要一定的时间,通常是几个小时甚至更长。
在这个过程中,产妇需要配合医生的指导,保持正确的分娩姿势,以促进子宫口的扩大。
随后是胎儿下降期。
当子宫口完全开放时,胎儿的头部会逐渐下降到产道中。
这个过程中,产妇会感到鼓励和轻松,但也可能出现恶心、呕吐等情况。
在这个阶段,医生会根据产妇的情况来决定是否进行阴道检查,以确定胎儿下降的情况。
最后是胎儿娩出期。
当胎儿的头部完全进入产道时,产妇需要用力进行挤压,帮助胎儿顺利娩出。
在这个过程中,医生会给予产妇适当的指导和帮助,以确保胎儿的安全娩出。
总的来说,产妇分娩是一个需要耐心和毅力的过程。
在这个过程中,产妇需要保持乐观的态度,配合医生的指导,尽量放松自己,以减轻疼痛和促进分娩的顺利进行。
同时,家属和医护人员也需要给予产妇充分的关爱和支持,帮助她度过这一特殊的时刻。
在分娩过程中,产妇和胎儿的安全是最重要的。
因此,产妇分娩过程中需要严格遵守医生的指导,不要随意用力,以免造成不必要的伤害。
同时,医生和护士也需要时刻关注产妇和胎儿的情况,及时处理可能出现的并发症,确保分娩顺利进行。
总之,产妇分娩是一个需要经历的过程,它充满了艰辛和喜悦。
在这个过程中,产妇需要坚强和勇敢,家属和医护人员也需要给予她们充分的支持和关爱。
希望每一位产妇都能顺利度过分娩过程,迎接新生命的到来。
叙述正常产接流程
叙述正常产接流程As a soon-to-be mother, giving birth is a moment that I have been eagerly anticipating. The process of labor and delivery, also known as the childbirth or parturition, is a natural and normal process that is unique to each woman. 作为一位即将成为母亲的女性,我对分娩这一过程充满了期待。
分娩过程,也被称为 Childbirth 或 Parturition,是每个女性独特的自然正常过程。
The normal process of childbirth typically begins with the onset of labor, which is the body's way of preparing for the delivery of the baby. Labor is divided into three stages: the first stage, the second stage, and the third stage. 通常情况下,分娩正常过程以宫缩的出现开始,这是身体为准备分娩而做的准备工作。
分娩包括三个阶段:第一阶段、第二阶段和第三阶段。
During the first stage of labor, the cervix begins to dilate and efface, allowing the baby to move down the birth canal. This stage is often the longest and can last for several hours. Women may experience contractions, back pain, and an increase in vaginal discharge during this stage. 在分娩的第一阶段,宫颈开始扩张和变薄,使宝宝能够顺利通过生产道。
制酸生产工艺简介

4HF+Si02=SiF4+2H2O
炉气净化的原则
1、炉气中悬浮微粒的粒径分布很广,在净化过程中 应分级逐段地进行分离,先大后小、先易后难。 2、炉气中悬浮微粒是以气、固、液三态存在。质量 差别比较大,在净化过程中应按微粒的轻重程度分 别进行,要先固、液,后气体,先重后轻。 3、对于不同大小粒径的粒子,应选择相适应的有效 分离设备。设备的分离效率一定要和所分离的粒子 大小联系起来考虑,否则是没有实际意义的。
净化一级洗涤
来自收尘系统的烟气首先进入一级洗涤塔,在一级洗 涤塔内使用稀硫酸(5%左右)喷淋烟气进一步除尘,冶炼 烟气在洗涤过程中不可避免的进行冷却,烟气进入一级洗 涤塔进行绝热冷却。采用气体绝热冷却方式,循环的洗涤 液不用冷却移走热量,他的温度接近于气体的绝热饱和温 度。气体传递给洗涤液热量,本身得到冷却。洗涤液得到 的热量用于谁的汽化,使得气体的湿含量逐渐增加,所有 自气体传递给液体的热量,将以水蒸气的形态回到气体中。
4 CuFeS2+5O2=2Cu2S.FeS+4SO2+2FeO+Q
三、二氧化硫气体的转化
二氧化硫气体转化的物化原理,反应式为: 2(SO2) + O2 <=> 2(SO3)
该反应式是分子数目减少、放热的可逆反应, 一般情况下工业生产为了提高该反应的反应速度和平 衡转化率,将反应温度一般都控制在400℃到600℃, 并且要求在钒催化剂存在的条件下进行反应,可取得 较快并且平衡转化率在99.5%以上效果。
生产过程中的物料控制

生产过程中的物料控制1节、生产作业计划与作业排序2节、生产物料控制3节、限额发料第一节、生产作业计划与作业排序一、作业计划的内容和目标生产作业计划是一个达到某些生产目标的时间表,制定生产计划就是要编制这样一张时间表(一)、作业计划的内容确定定单的加工顺序(有限顺序),即对订单进行排序;确定机器加工每个工件的开始时间和完成时间;情况变化时,对计划进行调整或修改。
在作业计划不合理的车间,作业等待时间占总生产周期的95%(二)、作业计划的目标制定生产计划可也有很多目标:A、根据顾客要求,按时完成作业加工;B、在制品库存最小化C、反应时间最短化D、完成时间最小化E、系统时间最小化F、设备和劳动力利益利用最大化G、闲置时间最小化H、作业延迟最小化加工车间的生产作业计划,也叫做车间控制、生产控制或生产活动控制。
二、作业计划的影响因素生产作业计划取决于以下几个方面的影响因素:(一)、作业到达模式:静态模式、动态模式(二)、设备的数量和种类(三)、工人和机器的比例:机器限制系统、劳动限制系统(四)、作业的流动模式:流程式、流动式(五)、分配作业的优先规则三、生产控制部门的责任(一)、安排负荷(二)、排序:排序的详细情况可以通过计算机终端发送列表,或者打印出来,或这通过在中央区域张贴工作列表的方式传达给工人(三)、控制:需要随时掌握每项作业的进度情况,直到作业完成。
四、作业排序规则及评估准则(一)、排序规则工件等待:工件的某道工序完成后,下道工序的机器正在加工其他工件,则是要等待一段时间才能开始加工,称为工件等待机器闲置:机器已完成对某个工件的加工,下一个加工工件还未到,称为机器空闲。
良好的排序就是要使工件等待和机器空闲最小化,最常见的排序规则如下:1、先到先服务(FCFS)2、最短加工时间(SPT),这一排序规则的结果是平均流程时间最短,在制品库存减少3、最早交货日期(EDD)4、关键率(CR)关键率,在这一规则下,加工的下一项作业是在所有等待加工的作业中关键率最低的作业,即优先选择临界比最小的工作。
三个产程名词解释

三个产程是指分娩过程中的三个阶段:第一产程、第二产程和第三产程。
1. 第一产程:也称为开宫口期,是指子宫颈开始扩张和软化,直至宫口全开(约10厘米)的过程。
这一阶段通常持续约8-12个小时,但对于初产妇来说可能需要更长的时间。
在这个阶段,产妇会经历阵发性宫缩和疼痛感,同时也会逐渐感觉到宫口的扩张。
2. 第二产程:也称为胎儿娩出期,是指宫口完全开后,胎儿开始通过产道逐渐下降,直至胎儿出生的过程。
这一阶段通常持续约1-2个小时。
在这个阶段,产妇会经历更加强烈的宫缩和疼痛感,同时需要配合医生的指导进行呼吸和用力,以帮助胎儿顺利出生。
3. 第三产程:也称为胎盘排出期,是指胎儿出生后,胎盘从子宫壁上剥离并排出体外的过程。
这一阶段通常持续约5-30分钟。
在这个阶段,产妇需要配合医生的指导,进行适当的活动和休息,以帮助胎盘顺利排出,同时注意观察出血量和产后恢复情况。
分娩三产程

分娩三产程
第一产程
定义
第一产程是指从子宫颈开始开张到全开(开至10厘米)的过程,通常包括分娩开始时出现宫缩到宫颈全开。
分期
第一产程又可分为三个阶段:
1.早期产程:从阵痛开始到子宫颈开张3-4厘米。
2.活跃产程:子宫颈开张4-5厘米至10厘米。
3.过渡产程:子宫颈完全开张至胎儿头即将排出。
特点
1.持续时间:第一产程通常是整个分娩过程中最长的阶段,持续时间
在初产妇可达12-14小时,多产妇可在6-8小时。
2.痛苦程度:疼痛感觉会逐渐加剧,随着子宫颈的扩张而增强。
第二产程
定义
第二产程是指从子宫颈完全开张到胎儿出生的过程,通常是女性在分娩过程中用来描述产程进展速度的阶段。
特点
1.产程长度:第二产程通常对于初产妇可持续1-2小时,对于多产妇
则是30分钟到1小时。
2.产程特点:这个阶段通常是最为疲惫和挣扎的阶段,但也是最有成
就感的一部分,因为孩子即将诞生。
第三产程
定义
第三产程是指新生儿出生到胎盘娩出之间的过程,也被称为胎盘期。
特点
1.产程时间:第三产程通常在胎儿出生后的15-30分钟内完成。
2.胎盘排出:这个阶段顺利排出胎盘至关重要,以避免出血或感染等
产后并发症。
总结
分娩的三个产程分别代表了不同阶段的生产过程,每个阶段都有其特点和重要性。
了解并尊重这三个产程的进展,对于确保母婴平安都至关重要。
在分娩过程中,总是要密切关注孕妇及胎儿的状况,必要时及时就医,在专业医护人员的指导下顺利完成整个分娩过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为提高生产率,常采用复合工步。用多把刀具同
时加工工件的一个或多个表面(或采用复合刀具加工工 件的一个表面),称为复合工步。
2013-8-1 12
复ቤተ መጻሕፍቲ ባይዱ工步举例
立车加工
加工视频
2013-8-1 13
5.走刀
切削刀具在加工表面上切削一次所完成的工步
内容,称为一次走刀。一个工步可以包括一次或数 次走刀。走刀也称为工作行程。
划分工序的主要依据:
工人、工作地点、加工对象发生变化或不 是连续完成,就不是一个工序。
2013-8-1 4
实例:阶梯轴的加工
2 3 1
2013-8-1
5
加工内容: 1.加工小头端面 3.车小端外圆 5.加工大头端面 7.车大端外圆 9.精车外圆 2.小头端面钻中心孔 4.对小端倒角 6.大头端面钻中心孔 8.对大端倒角 10.铣键槽
专用夹具 较详细工艺规程 高效专用夹具 详细工艺规程 工序卡、调整卡 固定不变
22
夹具
工艺文件 简单工艺过程卡
加工对象
2013-8-1
经常变换
周期性变换
作业: p25 1-6,
1-7,
1-8
第四节
2013-8-1 23
2013-8-1
24
第二节 生产过程、工艺过程与工艺系统 一.机械产品生产过程
从原材料开始到机械产品出厂的全部劳动 过程。组成:
直接生产过程——(主要劳动过程):
间接生产过程——(辅助劳动过程):
2013-8-1 1
包括:
1)原材料的运输和保存
3)生产准备和技术准备
2)毛坯的制造
4)零件的机械加工及热处理 5)产品的装配、检验、测试、油漆 6)机器的包装、产品的存储和运输
'
n’:每批中的零件数量 N:年生产纲领中规定的零件数量 A:零件应储备的天数 F:一年中工作日天数。
2013-8-1 19
三、生产类型与工艺特点
1.生产类型的分类 按企业生产专业化程度划分:
大量生产:
成批生产(大批、中批、小批):
单件:
2013-8-1
20
各种生产类型的规范
从工艺角度划分: 单件小批生产 中批生产
2013-8-1
8
多工位实例
例2
2013-8-1 9
2013-8-1
10
4.工步
指在加工表面、切削刀具、切削速度和进给量
均不变的情况下所完成的工位内容,称为一个工步。
2013-8-1
11
注意:
1)组成工步的任一因素(刀具、切削用量,加工表
面)改变后为另一工步。 2)连续进行的若干相同的工步,为简化工艺文件, 习惯看作一个工步,如钻4-φ10孔。 3)复合工步
n:每台产品中该零件的数量(件/台)
α% :备品率
β% :废品率
2013-8-1 17
二、生产批量:
1.概念: 一次投入或产出的同一产品(或零件)的数量。 2.考虑的主要因素:
1)资金周转要快
2)零件加工、调整费用要少 3)保证装配和销售必要的储备量
2013-8-1
18
3.计算公式
NA n F
2013-8-1
第三节
15
第三节 生产类型及工艺特点
一、生产纲领 1.生产纲领的概念:
企业在计划期内,应当生产的产品产量和进度计 划称为生产纲领。计划期为一年的生产纲领称为年生 产纲领。
2013-8-1
16
2.年生产纲领的计算:
N=Qn(1+α%+β%) N:零件的年生产纲领(件/年)
Q:产品的年产量(台/年)
2013-8-1
14
三、机械加工工艺系统
零件进行机械加工时,必须具备一定的条件,即
要有一个系统来支持,称为机械制造工艺系统。
由物质、能量、信息构成的、用来支持零件进行机
械加工的一个完整的系统,称为机械加工工艺系统。 物质分系统:工件、机床、工具(夹具、刀具等)
能量分系统:动力供应
信息分系统:数控机床、加工中心和自动生产线
大批大量生产
2013-8-1 21
2.各种生产类型的工艺特点(表1-6)
工艺特点 毛坯 单件小批量 中批生产 大批大量 模锻、机器造型; 精度高,余量小
自由锻、木模手 模锻、金属模; 工造型;精度低、 精度和余量中等 余量大 通用机床, 机群式布置 通用夹具
机床
部分通用机床,部 自动机床,专用 分专用机床;按零 机床 件分类,部分流水 流水线排列 线,部分机群排列
2013-8-1
2
二、机械加工工艺过程
(一)、机械加工工艺过程的概念 是生产过程的一部分。指采用各种 金属切削加工(或特种加工)方法来改 变加工对象的形状、尺寸、位置、表面 粗糙度以及力学物理性能,使之成为合 格零件的生产过程。
2013-8-1
3
(二)、机械加工工艺过程的组成
1.工序
一个(或一组)工人,在一个工作地点 (一台机床)对一个(或同时对多个)工件 所连续完成的那一部分工艺过程。
11.去毛刺
2013-8-1 6
2.安装 如果在一个工序中要对工件进行几次装夹,则
每次装夹下完成的那部分工序内容称为一个安装。
2013-8-1
7
3.工位
在工件的一个安装中,通过分度装置(或移 位夹具),使工件相对于机床床身获得多个加工
位置,则把每一个加工位置上完成的安装内容称
为一个工位。一个安装中可能只有一个工位,也 可能有几个工位。