罩式退火炉钢卷氧化原因的分析与实验研究
冷轧钢卷退火氧化色缺陷产生的原因及出炉温度的影响
冷轧钢卷退火氧化色缺陷产生的原因 及出炉温度的影响王更超孔祥华刘建尊李文浩李美玲北京科技大学新材料技术研究院腐蚀与防护中心<中作者单位二>=北京市腐蚀、磨蚀与表面技术重点实验室,北京100083摘要 通过对设备故障和人为因素等方面的分析,得出冷轧钢卷在退火过程中出现氧化色缺陷的具体原因,从而为控制氧化色缺陷、提高产品表面质量提供了参考依据,并实验室模拟冷轧钢板在150℃、158℃、1652、180℃、200℃、250℃、280℃、3202八个不同的温度时退火出炉,观察冷轧钢板表面的氧化变色程度,得出退火出炉温度低于158℃时即可避免冷轧钢板表面的氧化色缺陷。
关键词 冷轧钢卷;退火;氧化色;出炉温度Cause of Oxidative Color Defects for Cold-rolled Coil in Annealing Process and The Effect of Tapping TemperatureWANG Geng-chaoKONG Xiang-huaLIU Jian-zunLi Wen-haoLI Mei-ling Corrosion and Protection Center of Institute for Advanced Materials and Technology, University of Science and Technology, Beijing;Beijing Key Laboratory for Corrosion, Erosion and Surface Technology, Beijing 100083Abstract Based on oxidized color defects formation during annealing of cold-rolled steel coil, the specific causes relate to equipment failure and human factors were analyzed, thus providing a basis reference for the control measures' formulation. Annealing treatment of cold-rolled steel coil at 150 ℃, 158 ℃,165 ℃, 180 ℃, 200 ℃, 250 ℃, 280 ℃ and 320 ℃ are simulated in the lab. And the result shows that as the annealing temperature is below 158℃, oxidized color defects of cold-rolled steel coil in annealing process can be averted.Key words Cold-rolled steel coil; Annealing; Oxidative color defects; Tapping temperature!是出炉温层邑在N2紧急要氮气气氛]殳的。
退火炉常见故障问题分析
退火炉常见故障问题分析退火炉是一种用于热处理金属的设备,其操作过程需要人员熟练掌握技术并且能够及时发现和解决故障问题。
本文将介绍退火炉常见的故障问题,并给出相应的解决方案,以便于操作人员能够更好地维护和使用设备。
温度控制不准确一般来说,温度控制不准确可能是由以下原因引起的:1.温度传感器损坏或失灵2.控制系统失效或设置有误3.加热元件出现故障针对不同的原因,解决方法如下:•更换温度传感器或进行修理•检查控制系统并重新设置参数•检查加热元件并进行修理或更换烟气排放异常退火炉内的加热元件会在加热过程中和金属产生氧化反应,导致烟气的排放。
如果排放异常,可能原因如下:1.排气系统堵塞2.燃料供应不足或过多3.炉膛内使用的零件损坏解决方案:•清洗排气系统、更换堵塞的部件•调整燃料供应量•更换损坏的零件炉膛内部受损退火炉的炉膛内部易受腐蚀、变形等问题的影响,导致其性能下降。
炉膛内部受损可能是由以下原因引起:1.炉膛不当使用2.零件老化导致疲劳、损坏解决方案:•合理使用,保证操作规范,避免与金属接触时产生腐蚀、变形等情况•定期检查和更换老化太旧的零件,减少疲劳、损坏等不良影响其他故障问题除上述故障之外,退火炉还可能出现其他问题,如:1.电气设备故障2.液压油温过高或过低3.加热速度过慢针对不同的问题,解决方式如下:•修复电气故障•调整液压油温度设定值,检查油路是否通畅,更换损坏零件等•调整加热速度或更换损坏元件结论退火炉是一种重要的金属热处理设备,其稳定可靠的使用对于提高产品质量、增加生产效率具有重要作用。
不同的故障需要针对性的解决方案,操作人员应当在日常使用中,熟悉设备运行方式,避免或者及时解决出现的故障问题。
罩退产品表面氧化缺陷分析
罩退产品表面氧化缺陷分析朱大军(攀枝花钢钒有限公司冷轧厂罩平作业区,四川 攀枝花,617000)摘 要:针对罩式退火中钢带的表面氧化缺陷问题,在详细分析了钢带表面氧化缺陷的宏观特征与微观特征以及缺陷形成条件的基础上,根据现场实际设备及工艺特点,给出了钢带表面氧化缺陷的主要成因,提出了相应的预防措施。
关键词:罩式炉 带钢 氧化色 分析引言冷轧带钢以其良好的表面质量和冲压性能,在很多领域得到了广泛的应用。
在冷轧过程中产生的加工硬化使得带钢的强度和硬度提高,而塑性、冲压性能降低。
为了提高塑性,获得良好的冲压性能,需要对冷轧带钢进行再结晶退火,热处理是冷轧带钢生产工序中的一个主要组成部分[1]。
在热处理过程中如果控制不当,钢带表面容易产生氧化缺陷,退火后呈现出浅黄色到深蓝色程度不等的氧化色,影响表面质量,对后续加工和涂镀生产造成严重影响。
某冷轧厂钢带表面氧化色是罩式炉退火工序的主要缺陷,因此非常有必要加强对该缺陷的分析研究,查找问题的根源,制定相应的控制措施,提高冷轧钢带的表面质量。
1钢带表面氧化缺陷的特征分析1.1 钢卷氧化色的典型形貌钢板表面被氧化,将产生一定厚度的氧化膜和颜色[2],由于钢带氧化程度不同,表现出的颜色也不同,从轻到重依次呈现出淡黄色、棕色、深棕色、蓝色、甚至黑色。
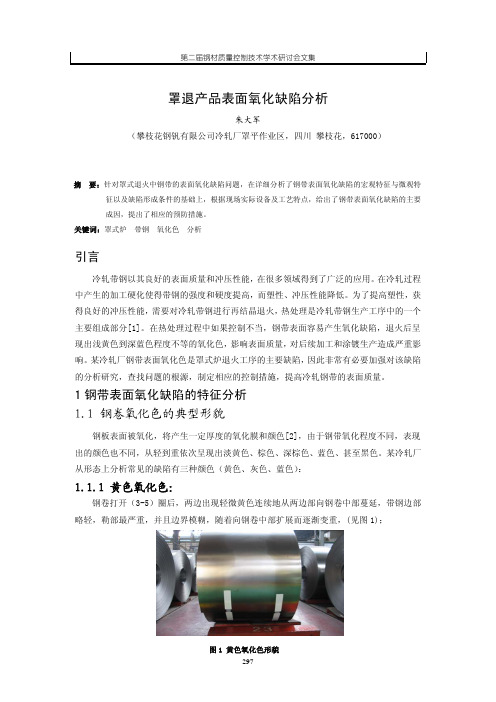
某冷轧厂从形态上分析常见的缺陷有三种颜色(黄色、灰色、蓝色):1.1.1 黄色氧化色:钢卷打开(3-5)圈后,两边出现轻微黄色连续地从两边部向钢卷中部蔓延,带钢边部略轻,勒部最严重,并且边界模糊,随着向钢卷中部扩展而逐渐变重,(见图1);图1 黄色氧化色形貌1.1.2灰色(白边)氧化色:钢卷打开(3-5)圈后,两边出现灰白色连续地从带钢两边部向钢卷中部蔓延,带钢边部最严重,随着向钢带中部扩展而逐渐变轻,并且边界模糊(见图2);图2 灰色氧化色形貌1.1.3蓝色(褐黑色)氧化色:外圈连续地从两边部向钢带中部蔓延,随着向钢带中部扩展而逐渐变轻,在钢带局部呈现S形或弧形的氧化区域(见图3)。
浅谈罩式退火粘结的产生原因及控制措施

浅谈罩式退火粘结的产生原因及控制措施罩式退火钢带粘结缺陷是指冷轧退火钢卷相邻层之间相互粘和在一起,造成钢卷开平时钢板表面变形、损伤、甚至撕裂的缺陷。
为了生产出高质量的冷轧薄带钢,有效控制粘结的产生是极其重要的生产环节。
罩式退火粘结缺陷一般是在冷却阶段初期产生的,产生的机理是由于带钢卷层间在高温度、高应力下长时间相互压合,形成类似压力焊接的条件产生局部焊合,形成钢带表面粘结。
罩式退火工艺参数如加热温度、高温阶段冷却速度、保护气体种类;冷轧工艺如卷曲张力、板形、粗糙度、表面残留物;钢卷材质和规格都对罩式退火粘结产生影响,粘结程度是各方面综合作用的结果。
合理控制诸因素可以减轻或消除粘结。
退火工艺对粘结的影响是直接通过温度和时间的作用,但间接地是通过钢卷中由温度场产生的热应力来影响粘结的形成。
退火工艺中采用的保护气体种类,也是影响钢带表面粘结的因素。
目前罩式退火炉使用的保护气体主要是氮氢型保护气体和全氢型保护气体。
对于强对流全氢罩式退火炉来讲,使用全氢型保护气体,由于氢气的热导率是氮氢型保护气体的数倍,加上强烈的对流热交换,可大大缩短退火周期。
同时由于氢的高渗透性,全氢又可改变钢卷温度场分布,降低钢卷内外温差,使钢卷在实现光亮再结晶退火的同时有效地减少了钢卷的粘结。
为了保证产品质量应尽可能选用全氢罩式退火炉退火。
而表面残余的氧化铁粉在全氢高温还原气氛下将被还原成微细的纯铁粉颗粒,反应式为FeO + H2 = H2O + Fe。
这些微细纯铁粉颗粒在层卷间充当“焊接剂”使得紧紧压合在一起的卷层更容易“焊合”在一起,形成粘结。
降低卷曲张力,增加层间间隙,可以改善传热条件,缩小钢卷内外加热、冷却时的速度差,降低钢卷内外温差。
因此降低轧钢卷取张力值,可以有效减少退火高温状态下钢卷层与层之间边部原子相互渗透而造成的粘结。
卷取张力值越小对减少粘结越有好处,但过小会造成钢卷卷形不好,扁卷、松卷、散卷等,同时影响平整生产,平整时易产生钢卷层间滑动造成擦伤缺陷。
钢板常见质量缺陷及原因分析

钢板常见质量缺陷j及原因分析一、热轧钢板1辊印:是一组具有周期性、大小形状基本一致的凹凸缺陷,并且外观形状不规则。
原因:1)一方面由于辊子疲劳或硬度不够使辊面一部分掉肉边凹;另一方面可能是辊子表面粘有异物,使表面部分呈凸出状;2)轧钢或精整加工时,压入钢板表面形成凹凸缺陷。
2表面夹杂:在钢板表面有不规则的点状块状或车条状的非金属夹杂物,其颜色一般呈红棕色、黄褐色、灰白色或灰黑色。
原因:1)板坯皮下夹杂轧后暴露,或板坯原有的表面夹杂轧后残留在钢板表面上;2)加热炉耐火材料及泥沙等非金属物落在板坯表面上,轧制时压入板面。
3氧化铁皮:氧化铁皮一般粘附在钢板表面,分布于板面的局部或全部,呈黑色或红棕色;铁皮有的疏松脱落,有的压入板面不易脱落;根据外观形状不同有:红铁皮、块状铁皮、条状铁皮、线状铁皮、木纹状铁皮、流星状铁皮、纺锤状铁皮、拖曳状铁皮和散状铁皮等,其压入深度有深有浅。
原因:1)压入氧化铁皮的生成取决于板坯加热条件,加热时间逾长,加热温度愈高,氧化气氛愈强,生成氧化铁皮就愈多,而且不容易脱落,产生一次铁皮难于除尽,轧制时被压入钢板表面上;2)大立辊设定不合理,铁皮未挤松,难于除掉;3)由于高压除鳞水管的水压低,水咀堵塞,水咀角度不对及使用不当等原因,使钢板表面的铁皮没有除尽,轧制后被压入到钢板表面;4)氧化铁皮在沸腾钢中发生较多,在含硅较高的钢中容易产生红铁皮。
4厚薄不均:钢板各部分厚度不一致称厚薄不均,凡厚度不均匀的钢板,一般为偏差过大,局部钢板厚度超过规定的允许偏差。
原因:1)辊缝的调整和辊型的配置不当;2)轧辊和轧辊两侧的轴瓦磨损不一样;3)板坯加热温度不均。
5麻点:钢板表面呈现有局部或连续的凹坑叫麻点,其大小不同,深度不等。
原因是加热过程中,板坯氧化严重,轧制时铁皮压入表面,脱落后形成细小的凹坑。
6气泡:钢板表面上有无规律分布的圆形凸包,有时呈蚯蚓式的直线状,其外缘比较光滑,内有气体;当气泡轧破后,呈现不规则的细裂纹;某些气泡不凸起,经平整后,表面光亮,剪切断面呈分层状。
加热炉形成钢坯氧化烧损的成因及措施

加热炉形成钢坯氧化烧损的成因及措施钢坯氧化烧损是钢铁行业生产过程中常见的问题,对产品质量和生产效率都会产生不良影响。
本文将介绍钢坯氧化烧损的成因和相应的措施。
一、成因分析1.高温下氧化反应:在高温下,钢坯表面的铁与空气中的氧发生氧化反应,生成氧化铁。
特别是在钢坯温度较高的情况下,氧化反应速度更快,导致表面氧化层增厚,严重影响钢坯的质量。
2.钢坯表面覆盖物:钢坯在生产过程中会与一些覆盖物接触,如油脂、润滑剂等。
这些覆盖物在高温下易发生分解、氧化等反应,产生氧化物,严重时还会产生灼烧现象。
3.炉气中的氧含量:加热炉中的燃烧气体中氧的含量对钢坯氧化烧损有重要影响。
如果氧含量过高,将加速钢坯表面的氧化反应;反之,氧含量过低,则可能出现不完全燃烧现象,产生有毒气体或出现还原性气氛,也会对钢坯表面造成损害。
4.加热炉的通气不良:加热炉内通风不良会导致炉气中氧含量过高,增加氧化烧损的风险。
二、措施建议1.控制钢坯加热温度:合理控制钢坯的加热温度是减少氧化烧损的关键。
钢坯加热温度不宜过高,以避免高温下氧化反应加速。
根据钢坯的不同材质和加工需求,合理控制加热温度,尽量选择较低的加热温度来加工,有利于减少氧化烧损。
2.清除覆盖物:在钢坯加热前,要对钢坯表面的覆盖物进行清除,如清除油脂、润滑剂等,以减少高温下的分解、氧化等反应。
可以采用机械清洗、酸洗等方法。
3.控制炉气中的氧含量:合理控制加热炉的燃烧条件,降低炉气中的氧含量。
可以通过调整炉内空气与燃气的混合比例或改变燃烧器的工作参数来实现。
同时,还可以采用反应器和转换器等装置,将废炉气中的氧转化为废气排出,以减少炉内氧含量。
4.改善通风条件:加热炉内的通风条件对氧化烧损有较大影响,要保证良好的通风条件,及时排出炉内的废气。
可以采用合理的炉内结构设计和通风系统,确保空气的流动性和通风效果。
5.使用保护措施:可以在钢坯表面涂覆一层保护剂,以防止钢坯与空气接触,减少氧化烧损。
罩式退火中钢带表面氧化缺陷分析
针对 以上钢带 表面氧化 缺 陷主要影 响因 素 ,根据 现场 经验 ,制定 出以下控制 措施 :
罩 式退 火 中钢 带表 面氧 化缺 陷分 析
魏 烈 省
( 宝钢 股 份 冷 轧 薄板 厂 ,上 海 2 0 3 ) 04 1
摘 要 : 对 罩 式 退 火 中钢 带 的表 面 氧 化 缺 陷 问题 , 详 细 分 析 了钢 带表 面氧 化缺 陷 的 宏观 特 征 与微 观特 征 以及 针 在 缺 陷 形成 条 件 的基 础上 , 据 现场 实 际设 备 及 工 艺特 点 , 出 了钢 带表 面氧 化 缺 陷 的 主 要 成 因 , 出 了相应 的 根 给 提
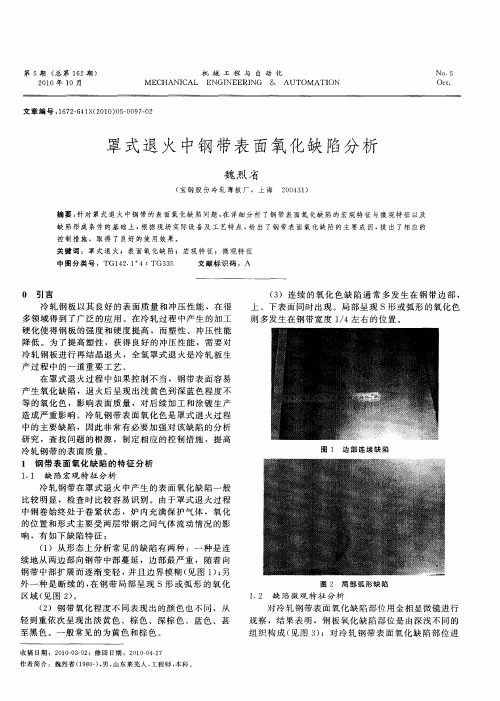
( )从形 态上 分析 常见 的缺 陷有两 种 :一 种是 连 1 续地 从两边 部 向钢带 中部 蔓延 ,边部 最严 重 ,随着 向 钢带 中部 扩展 而逐渐 变轻 , 并且 边界模 糊 ( 图 1 ; 见 ) 另 外一 种是 断 续 的 , 钢带 局 部呈 现 S形 或弧 形 的氧化 在
区域 ( 图 2 。 见 )
图 2 局 部 弧 形 缺 陷
1 2 缺 陷微 观 特 征 分 析 .
( )钢 带氧化 程度 不 同表现 出 的颜 色也 不 同 ,从 2
轻到重依 次 呈现 出淡黄 色 、棕色 、深棕 色 、蓝 色 、甚 至黑色 。一般 常见 的为 黄色 和棕 色 。
收 稿 日期 :2 1— 30 ;修 回 日期 :2 1 一42 0 00—2 0 0O —7
11 缺 陷宏观特征 分析 .
( )连 续 的氧 化 色缺 陷 通 常 多发 生在 钢 带边 部 , 3 上 、下 表面 同时 出现 。局 部呈 现 S形 或弧形 的氧化色
炉卷轧机轧制钢卷氧化铁皮成因分析

QioMigHato a n l g a i u u in h n w i in i a
( eerh &D vlp n e tro e rd c) ( e igS ine& T c n lg nv ri ) R sac eeo me t ne fN w P o ut B in cec C j eh oo yU ies y t
1 2
南 钢科 技与 管理
20 0 6年第 2期
靶功率 4 k 10 A,0 0 合连续扫描 , 0 V、5 m 2 / 偶 步宽 0 0 .2
度, 积分 时间 0 3秒。通过 衍 射强 度 3强线 物 相 分 .
析 ( 图 5 , 样 中 主 要 是 F : , r F, 相 , 一 见 )试 eO 相 和 eO 未 儿 ” 检测到 FO e。
图 2 氧 化 铁 皮 粉 末形 貌 图
采 集 条 件 : 速 电压 : O e 活 时 间 :7秒 加 1 O kV 5 2 出射 角 : .7度 3 1 4
图 5 氧 化 铁 皮 x 一射 线 衍 射 强 度 图
5 成 因分 析与讨 论
卷取炉是 布置在 轧机前 后的具有 卷取 和保温 功 能 的设备 , 它是 为了降低轧 制过程 中轧件 的温降 、 改 善轧制条件而设置 的。卷取炉 内温度根 据需 要可 以 在 80~l5 ℃之 间调 节 , 0 l0 热源 主要来 自精制 煤气燃
2 氧化 铁皮 厚度 测量
使用千分尺 测量 了 氧化铁 皮 的厚 度 , 氧化 铁皮 的厚度 为 6 8~7 1 厚 度较 薄且均 匀 , 属 于钢卷 0x m, 是 在轧 制过程中产生的二次氧化铁皮 , 图 1 见 。
图 1 氧化铁皮宏观照 片
维普资讯
罩式退火炉紧急吹扫故障原因分析及处理方法.docx
罩式退火炉紧急吹扫故障原因分析及处理方法本钢冷轧厂罩式炉机组现有全氢罩式退火炉48座,分为四期工程。
一二四期工程引进德国LOI公司HUGF220-520HPH炉,共计39座,三期为工程引进奥地利EBNER公司HICON/H2炉9座。
本文主要以德国LOI炉进行论述。
近几年罩式炉机组因生产要求加大、设备老化等多方面原因,导致设备故障率高发,造成机组生产运行成本持续升高。
本钢冷轧厂罩式炉机组系采用纯氢气作为保护气氛的一种对钢卷退火方式,在安全生产上要求十分严格,不允许炉台上出现氢气泄漏的情况。
当发生氢气泄漏时,炉台将进行紧急吹扫,用大量的氮气来置换炉内氢气,在这种情况下,无论是生产效率,还是钢卷退火质量都将受到较大影响。
罩式退火炉基本结构大致可分为:炉台、内罩、加热罩、冷却罩几部分,其中以炉台系统最为复杂,也是故障率较高的部分。
炉台主要包括介质管路、控制系统和液压系统。
罩式炉正常的退火运行过程中,是炉台与内罩通过密封圈紧密结合,在一个密闭的空间加热钢卷。
空间内为还原性气体氢气,是为防止外界氧气进入造成钢卷氧化现象。
但由于罩式炉设备的老化,造成炉台与内罩的气密性下降,炉内压力降低,程序默认为炉台系统泄漏,提示紧急吹扫故障发生。
氮气大量吹入炉台内部置换出氢气,在保证炉内压力防止因氢气泄露,外界氢气浓度过高发生爆炸。
机械故障造成的紧急吹扫主要与泄漏相关,一般只要是出现了较大的压力波动(从计算机监测上可看出泄漏量大小、发生时间等),则可以肯定炉台设备中的某一个部位有损坏情况。
但众多设备集中在一起,管网复杂、接头较多、内罩表面积大,很难用较快的方法查出漏点。
通过对近三年内罩式炉紧急吹扫故障的统计与分析,发现造成故障发生的原因主要有液压夹紧器故障、炉台内罩泄露、炉台系统泄露这三类问题。
夹紧器故障:单体炉台平均分布8个液压缸,工作时液压缸通过液压系统将缸体上部压头旋转90°,然后下压在内罩法兰外侧,起到紧固炉台作用。
罩式炉粘结&氧化色 缺陷分析

钢卷氧化原因分析:1.正常退火时的氧化1)钢卷表面有轧制乳化液残留:包括在轧机出口处吹扫不干净,炉子点火前吹扫不干净。
2)内罩水槽内的积水不能自动排干。
3)内罩缺陷:内罩底部裂纹处有泄漏。
4)钢卷出炉时:局部温度仍然很高,这种氧化主要集中在带钢表面中部,钢卷的内表面。
2.紧急吹扫引起的氧化由设备故障等原因引起的炉台泄露时,必须用氮气进行紧急吹扫【意外情况下导致的氧化,应该不在考虑之列。
】3.来料原因钢卷卷形较差,导致卷跺倾斜,顶部可能与内罩顶部接触,进而有可能将内罩顶起4.罩式炉设备的原因1.导向柱变形或倾斜,容易造成内罩与炉台、对流板或钢卷之间发生卡阻,内罩扣不到位。
2.内罩变形:内罩出现鼓包、倾斜、法兰变形和罩体裂口等状况。
在退火过程中就会因为热胀冷缩不均匀出现内罩的内壁与钢卷或对流板相卡阻现象,导致部分压紧器拉起而发生严重泄漏造成钢卷氧化。
3.热电偶故障:炉台上的测温电偶出现故障或精度偏大,炉台按照设定温度出炉时,造成实际出炉温度比电偶设定温度要大。
4.冷却罩变形:使冷却罩与内罩外壁相挂,在冷却过程中容易发生法兰泄露。
5.保护气体的水冷循环气管的冷却水管破裂造成水蒸气被循环气体带入内罩6.炉台密封失效,当内罩内气压较低时就会引起外部气体进入炉内5.其他原因1.人为因素:操作人员不按规定装炉,塔形卷随意乱装,内罩随意互换使用。
未能严格执行车间的各项规章制度等。
以及维护人员对有问题设备处理不及时,特别是对有问题的压紧器不及时处理等就可能造成紧急吹扫而导致氧化。
2.保护气氛的露点过高:保护气体内的水蒸气的浓度越来越大,就会具有氧化性。
钢卷氧化的预防和处理措施:1.炉台设备A.定期检查冷却系统水管、内罩、控制阀门及仪表等是否出现故障,减少内罩里面气体成分中氧(包括渗透进去的水和空气)的含量,减少系统发生紧急吹扫的概率B.维持好保护气体的正常压力,加强炉台的密封性能,防止尾部气体进入内罩C.定期检查测温系统,使温度显示正确,确保卷心温度不超过出炉温度,避免出炉氧化2.生产操作A.由于误操作引起的钢卷高温出炉,也会造成钢卷氧化,因此有必要规范操作人员的操作要领B.装料时原料合理搭配,精心指吊, 确保装炉质量。
冷轧带罩式炉退火后容易出现的问题原因及解决措施

冷轧带钢经罩式炉退火后容易出现的问题原因及解决措施退火后容易出现氧化,高温氧化及保护气体不纯氧化。
带钢过硬或软,带钢粘结可以降低出炉温度,Q料易氧化。
保温时间短升温速度快都会导致带钢硬。
轧机张力大会影响粘接,还有板型卷型等都有影响冷轧带钢在退火过程中发生哪些组织性能变化?退火:将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理[1]工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去除应力退火、再结晶退火,以及稳定化退火、磁场退火等等。
1、金属工具使用时因受热而失去原有的硬度。
2、把金属材料或工件加热到一定温度并持续一定时间后,使缓慢冷却。
退火可以减低金属硬度和脆性,增加可塑性。
也叫焖火。
退火的一个最主要工艺参数是最高加热温度(退火温度),大多数合金的退火加热温度的选择是以该合金系的相图为基础的,如碳素钢以铁碳平衡图为基础(图1)。
各种钢(包括碳素钢及合金钢)的退火温度,视具体退火目的的不同而在各该钢种的Ac3以上、Ac1以上或以下的某一温度。
各种非铁合金的退火温度则在各该合金的固相线温度以下、固溶度线温度以上或以下的某一温度。
重结晶退火应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。
其退火温度为各该合金的相变温度区间以上或以内的某一温度。
加热和冷却都是缓慢的。
合金于加热和冷却过程中各发生一次相变重结晶,故称为重结晶退火,常被简称为退火。
这种退火方法,相当普遍地应用于钢。
钢的重结晶退火工艺是:缓慢加热到Ac3(亚共析钢)或Ac1(共析钢或过共析钢)以上30~50℃,保持适当时间,然后缓慢冷却下来。
通过加热过程中发生的珠光体(或者还有先共析的铁素体或渗碳体)转变为奥氏体(第一回相变重结晶)以及冷却过程中发生的与此相反的第二回相变重结晶,形成晶粒较细、片层较厚、组织均匀的珠光体(或者还有先共析铁素体或渗碳体)。
冷轧罩式炉退火卷黑带产生的原因及防范措施

冷轧罩式炉退火卷黑带产生的原因及防范措施1前言全氢罩式退火炉退火的钢卷具有较好的塑性,抗拉强度和屈服强度略有下降。
在其工艺中, 氢气的作用是: (1) 为带钢加热冷却的强循环介质; (2) 吹扫带钢表面的残留物。
冷轧钢板表面残留物(金属碎屑机械夹杂物和油性粘结物) 主要来自冷轧过程, 随着钢卷的卷取,夹带在钢卷内部。
冷轧产品一般在冷轧后不进行脱脂处理, 就直接到罩式退火炉中进行光亮退火, 而残留在钢板表面的乳化液, 必须去除。
现在常用的方法是采取离线或在线脱脂处理, 或退火去除板面污物。
钢卷经常产生黑带缺陷, 严重影响了表面质量。
2防范措施2. 1轧制油的特点吹氢工艺要保持大流量吹氢。
减少轧制油在钢带表面的残留。
2. 2氢气吹扫制度的改进对于普通用途钢,从机械性能上来说,加热速度不受限制,可发挥设备潜能。
根据罩式炉设备特性及轧机轧制油特点,大流量吹氢温度始于450℃,根据以上依据分析,并与原氢气吹扫制度相比较制定了氢气吹扫制度。
3退火黑带产生的机理在退火加热初期,钢带表面乳化液中的轧制油受热挥发,随着温度的升高,部分未随热气体排出的轧制油产生热解反应,如不及时吹净,将在冷却过程中沉积在钢带表面形成碳黑。
开始时,随着温度的升高,轧钢残留乳液中的水分开始蒸发(约100℃),钢板表面残留乳液开始发生分解反应(约300℃):CnHm + O 2—→CO + H2O (1)碳氢化合物首先与水蒸气中的氧(或气氛中氧)起反应, 在钢带的圈与圈之间形成CO, 随着温度的升高, 长链开始裂解, 形成原子团:CnHm + O 2—→CnOm- 2+ H2 (2)小的氢分子在钢带之间极易扩散, 这些原子团的开口端处于氢饱和阶段, 形成容易挥发的轻烃(约450℃)。
这时的氢气有助于还原积碳, 然而有些碳仍然留在钢板表面, 在700℃时, 氢气直接与积碳发生反应, 生成甲烷:C+ H2—→CH4 (3)由此可见氢气吹扫的目的是置换炉内加热过程中钢卷表面挥发的乳化液。
迁钢公司罩式退火炉内钢卷退火过程有限元模拟与工艺研究
F u r n a c e o f Qi a n g a n g Co mp a n y
ZHANG Xi b a n g L I U Zi y i ng W ANG F e n g qi n ’ 。 L I U Ya n g c h u n
(S h o u g a n g R e s e a r c h I n s t i t u t e o f T e c h n o l o g y ) ( B e i j i n g K e y L a b o r a t o r y o f G r e e n R e c y c l a b l e P r o c e s s f o r I r o n a n d S t e e l P r o d u c t i o n )
s p h e r o i d i z i n g a nn e a l i n g p r o c e s s o f h i g h c a r b o n s a w s t e e l 8 Cr V wa s d e v e l o p e d, a n d g o o d a n n e a l i n g 数均得到明显改善ຫໍສະໝຸດ 关键 词罩式退火
温度场
有限元
球化退火
高碳钢
Fi n i t e El e me n t S i mu l a t i o n a n d Pr o c e s s Re s e a r c h o f
罩式退火炉炉台密封圈的有限元分析

罩式退火炉炉台密封圈的有限元分析祁卫东;宋锦春【摘要】由于炉台密封失效是钢卷退火时发生表面氧化的主要原因之一,为了寻求炉台密封圈密封失效的原因机理,采用有限元分析软件ANSYS对其进行了有限元分析,结果表明:炉台密封圈内部应力分布不均匀,在密封圈与内罩接触处有应力集中;密封圈沿X方向的变形量较大,几乎达到密封圈的中心线处;密封圈与内罩接触处的左侧边缘处,以及密封圈右侧与安装槽的接触点处较易发生破坏而影响密封质量;密封圈的截面内径越小、材料弹性越好,则其综合密封性能越好.%Invalidation of the seal ring for coil base is one of the main reasons that the surface oxidation occurs during annealing of steel strip coil. The finite element analysis was performed with finite element analysis software ANSY to explore its failure mechanism. The results show that the internal stress distribution of the seal ring for coil base is uneven and there is stress concentration at the contact surface of seal ring and inner cover, the deformation of seal ring is great along X direction so that it almost reaches the center line of seal ring, the left edge at the contact point of seal ring with inner cover and the contact point at the right of seal ring with the mounting groove are easy to be destroyed to make sealing effect worsen, and the smaller the section inner diameter of seal ring is, the better the material elastic and comprehensive sealing performance of the seal ring become.【期刊名称】《重型机械》【年(卷),期】2012(000)006【总页数】5页(P63-67)【关键词】罩式退火炉;环形密封圈;有限元分析;ANSYS【作者】祁卫东;宋锦春【作者单位】东北大学机械工程与自动化学院,辽宁沈阳110004;宝钢集团有限公司,上海201900;东北大学机械工程与自动化学院,辽宁沈阳110004【正文语种】中文【中图分类】TP2730 引言罩式退火炉是冷轧薄板特别是一些高性能的产品进行退火生产的主要设备之一。
莱钢退火卷表面质量提升的研究与应用

表4模具表面处理工艺比较类别特点应用图例咬花起装饰产品的作用,使产品更加美观、高雅,克服了印字、喷漆易磨掉的缺点;满足了视觉要求,可以隐蔽产品表面在成型过程中产生的缺点,使产品外观美观,迎合视觉的需要;另外,能有效地防指纹、防划伤,成型上相对容易些大量数码产品外壳、工业仪器外壳,比如示波器前后盖、电视机后盖等咬花模具效果咬花产品效果抛光能增加模具的光洁度,使模具出的产品表面光洁、漂亮、美观,另外可使脱模变得容易,使塑料不致被粘在模具上而脱不下来模具抛光一般是使用油石、砂纸、抛光膏等,对模具的型腔表面进行打磨,使模具的工作表面能够光亮如镜的过程,也称为模具打磨产品表面极易划伤,易沾上灰尘和指纹,而且在形成过程中产生的疵点、丝痕和波纹会在产品的光洁表面上暴露一些透明部件,比如数码产品显示屏前面的镜片(LENS)、眼镜片和部分数码产品的外壳抛光模具效果抛光产品效果的脉搏,不断创新![参考文献][1]冯炳尧,韩泰荣,蒋文森.模具设计与制造简明手册[M].上海:上海科学技术出版社,1985.[2]Acer Communications&Multimedia.手机表面工艺处理大全[Z].[3]SUMMIT N J.Plastic Design塑胶材料设计[Z].收稿日期:2018-04-04作者简介:李文清(1980—),男,湖北人,机械工程师,研究方向:仪器设备、通信器材、电子消费产品。
莱钢退火卷表面质量提升的研究与应用张晓东(山东钢铁集团有限公司莱芜分公司板带厂,山东莱芜271104)摘要:针对莱钢板带厂罩式退火炉特点及退火卷生产情况,通过优化氢气吹扫工艺、改造设备结构、改进操作方法等手段,提高了退火卷的表面质量。
关键词:罩式炉;缺陷;优化0引言退火卷表面质量影响着退火卷的销售价格,同时决定了退火卷彩涂、电镀的效果。
莱钢罩式退火炉自2009年7月份投产以来,由于受经验及原料影响,多次发生退火卷表面炭黑、生锈、划伤等表面质量缺陷,严重制约了退火卷表面质量,影响了退火卷成材率,因此,如何提高退火卷的表面质量成为退火产品生产的一大课题。
钢坯氧化烧损影响因素的分析与研究
钢坯氧化烧损影响因素的分析与研究作者:王好东来源:《中国科技博览》2014年第26期中图分类号:TG 文献标识码:A 文章编号:1009-914x(2014)26-01-01通过对加热炉燃烧控制的研究,发现钢坯在加热炉内加热过程中,由于设备及操作等原因,使钢坯表面氧化,导致不同程度的氧化烧损,既降低了质量又降低了成材率,同时炉底氧化铁皮堆积速度加快,停炉清渣周期缩短。
因此,研究加热炉热工性能及对形成氧化烧损的机理进行分析,找出其影响因素,并采取相应措施,对减少氧化烧损具有重要意义。
1 氧化铁皮的形成机理及影响因素钢坯的氧化是在加热炉加热过程中,氧原子与铁原子发生反应的结果。
加热过程中钢的氧化反应:02与铁的反应:Fe+1/202 = FeO3Fe+202=Fe3042 Fe304十1/202=3Fe203CO2与钢的反应:Fe+ CO2=FeO+CO3Fe+4 CO2= Fe304+COH20与铁的反应:Fe+ H20=FeO+H23Fe+4 H20= Fe304+4H23FeO+ H20= Fe304+ H2氧化铁皮的结构是分层的,与铁基紧邻的是FeO,向外依次是Fe304和Fe203。
一般FeO 较松散,Fe304和Fe203较致密。
除鳞效果随着氧化铁皮松散层厚度的增加而下降,原因是松散层有较多的气孔,当喷水除鳞时氧化铁皮迅速冷却,由热应力产生的裂纹被松散层的气孔所缓解,高压水冲击不能完全去除钢坯表面的氧化铁皮,所以当钢坯表面含的FeO量过多时会导致除鳞不净。
通过对不同在炉时间下的氧化铁皮进行金相分析,发现氧化铁皮分三层,表明该氧化主要是由于炉内气氛中的氧原子浓度过高造成的。
加热炉炉内温度、加热时间及炉内气氛等都是影响钢坯氧化烧损的主要原因。
1.1 加热温度的影响根据现场调研及热工测试结果发现,温度越高,单位时间内生成的氧化铁皮量越多。
加热温度与钢坯氧化烧损之间呈指数关系,其速率的增加非常快。
氧化色论文

罩式炉退火钢卷氧化色成因的分析及预防生产技术科:王德宇 指导教师:周三保摘 要:罩式炉退火后钢卷表面经常出现氧化色缺陷,严重的影响了产品的表面质量,本文对其影响因素进行分析,提出了相应的预防措施。
关键词:罩式炉;钢卷;氧化色; 预防措施1 前 言冷轧钢卷罩式炉再结晶退火主要任务是将经过冷轧机组轧制后的钢卷进行再结晶光亮退火,满足用户对钢卷不同机械性能的要求。
退火过程采用紧卷的退火形式,用保护气体进行保护加热,以使钢卷达到表面光亮和满足用户需求的机械性能。
但由于各方面的原因,经退火的钢卷仍然存在着一定量的表面氧化,甚至因表面氧化色问题引起降组和报废,这不仅造成了重大的原材料损失,而且也造成了重大的能源浪费。
因此分析探讨罩式炉退火过程中钢卷表面氧化色的形成原因,并采取一定的预防措施,以降低退火钢卷表面氧化很有意义。
经过轧制后冷变形的钢卷,在罩式炉内进行再结晶退火时用保护气体进行保护加热及冷却,保护气体一方面作为热介质把热量传递给钢卷,另一方面保护气体H 2 具有还原性使钢卷表面光亮退火。
但是由于工艺设计原因及设备故障原因发现不及时造成炉内气氛中含有一定量的氧化气氛,在这样的气氛中退火钢卷就会发生表面氧化,严重时致使钢卷降组或报废[1]。
目前氧化色降组是困饶我们厂I 组品提高的表面缺陷之一,始终未能得到根本解决。
下表是2007-2008年我们厂氧化色降组情况。
图1 2007年氧化色降组率趋势图 图 2 2008年氧化色降组率趋势图从图1、图2看氧化色降组率没有明显的规律,氧化色降组率基本在20%以上,有的月份甚至高达30%,长期以来我们在预防氧化色降组上下了很大功夫,但氧化色降组没有得到实质性的解决,但在实际生产调查过程中根据原料、设备、能降组率(%)月份降组率(%)月份源介质、工艺设计等因素找到了一些氧化色可能形成的原因。
2退火过程钢卷氧化原因分析当由于炉台设备故障或生产工艺等问题而使保护气体中的氧气、二氧化碳和水蒸汽等氧化性介质含量增加,钢卷在这样的气氛中退火就会发生表面氧化,当钢卷高温暴露在空气中时也会发生表面氧化[1]。
宝钢hph全氢罩式退火炉钢卷加热时间的研究

宝钢hph全氢罩式退火炉钢卷加热时间的研究随着国家实施绿色制造的政策,企业都积极参与绿色制造,宝钢集团也不例外,为了满足绿色制造的要求,宝钢集团开发了一种全氢罩式退火炉,用于加热宝钢HPH钢卷。
这种钢卷凭借其优良的机械性能和结构优化,受到了业内的广泛认可。
宝钢HPH钢卷加热时间的研究是为了达到材料表面均匀温度,以满足结构和性能要求,减少能耗和工序操作,确保钢卷质量,并最大限度地提高加热均匀性,以达到材料加热要求。
首先,在宝钢HPH钢卷加热前,应采用X射线检测技术,对热处理后的钢卷进行彻底检查,以确保钢卷的残余应力健康。
其次,钢卷在全氢罩式退火炉中加热,其加热温度应按照材料的规定进行控制,以最大限度地提高加热时间。
此外,在宝钢HPH钢卷加热时要经常采用机械手臂把钢卷在加热过程中回收并搅拌,以保持表面温度均匀,确保质量。
此外,宝钢HPH钢卷加热还应注意加热速度,确保钢卷加热过程中,热量逐渐散布,避免热脆和热屈服现象的发生,以防止材料质量受损。
最后,不同种类的钢卷应分别给予射线检测,确保其加热时间的准确性,以保证钢卷的性能和质量。
综上所述,宝钢HPH钢卷加热时间的研究主要考虑到了彻底检测检测前的钢卷,加热温度的控制,机械手臂的搅拌,以及不同种类钢卷的加热时间的准确性等。
宝钢集团通过加热时间的精细控制,确保HPH钢卷的机械性能和结构优化,为实现绿色制造做出了突出贡献。
以上就是关于宝钢hph全氢罩式退火炉钢卷加热时间的研究的文章,希望以上内容对您有所帮助,谢谢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
罩式退火炉钢卷氧化原因的分析与实验研究
作者:祁卫东, 宋锦春
作者单位:东北大学机械工程与自动化学院 沈阳110004
刊名:
机械制造
英文刊名:Machinery
年,卷(期):2012,50(11)
1.孙学范;李玉国;刘俊欣多功能罩式热处理炉[期刊论文]-金属功能材料 1996(05)
2.李焰;司兆昆板卷单垛罩式退火炉 1994(02)
3.Powell;Derek High Performance Hydrogen Annealing Technology 1988(08)
4.Scheuermann W;Boeing D;Wittler P New Developments in Hydrogen Annealing of Steel Coils 1995(02)
5.Thekdi A C;Choksi V M Performance of a Bell Annealing Furnace for Wires and Rods Using Low Hydrogen,Low Dew Point Atmosphere[外文期刊] 1996(03)
6.韩占忠FLUENT流体工程仿真计算实例与应用 2004
7.Dlamini M F;Powell M S;Meyer C J A CFD Simulation of a Single Phase Hydrocyclone Flow Field[外文期刊]
2005(10)
8.王力军;蔡九菊;邹宗树燃气喷射对高温空气燃烧室内流动影响的数值研究[期刊论文]-东北大学学报(自然科学版)
2003(03)
本文链接:/Periodical_jxzz201211015.aspx。