KY8030 SPI生产程式编辑
SPI 安全生产介绍及不良品识别

接触产品必须采取防静电措施。
设备操作安全
安全操作:
1、了解急停开关和主电源的位置和作用。 2、在进行自动运转和手动操作时,身体不要接近机器的可动部分,既 要保证人的安全也要保证设备的安全。 3、当设备处于运行状态时,不得随意打开安全护罩,更不允许将头 或手伸进机器内部,禁止随意推动设备检测光源、相机部分。 4、严禁未经培训或尚不具备独立操作技能者操作。 5、发现设备安全隐患,及时报告相关负责人。 6、在没有工程师的指导下,不得随意开关软件甚至是机器。 特别注意:设备上急停按钮不得随意拍下,严重会导致软件数据丢失 和文件受损,甚至是设备硬件损坏。
设备名称:KY-8030-2
急停开关
操作开关
安全门
主电源开关
注意:生产过程不可随意碰按急停开关
二、生产报警界面识别
三、SPI检测不良报警类型
SPI检测的印锡点报错的主要有以下几种:
焊盘的印锡量过于饱满,超出焊盘部分。 焊盘的印锡量偏少,不能覆盖焊盘部分或 一半焊盘或接近漏印。 印锡点未能覆盖PCB焊盘,锡点脱离1/3焊 盘或者完全脱离。 两个或两个以上的焊盘的印锡点连接在一 起,形成连桥。
QFN IC印锡偏位
SPI检测不良品识别
BGA 芯片印刷少锡
SPI检测不良品识别
小料印刷连锡
SPI检测不良品识别
小料印刷少锡不良
SPI检测不良品识别
BGA 芯片焊盘有异物不良
SPI检测不良误报警识别
误报 偏位不良
偏位误报现象:焊盘检测定位偏移, 实际印锡是良品。 误报原因:1.轨道宽度调整过宽, PCB不能平稳固定于轨道内,有倾斜 现象; 2.PCB不能平整固定于印刷 夹具内,PCB变形翘起,夹具高温双 面胶纸没粘稳PCB.
KY-8030-B-08-2008-C

在线型3维锡膏印刷检测设备In-line 3D SPI SystemKY-8030 SERIES标准3维测量&检测The Standard in 3D Measurement & Inspection• 基于专利技术的3维体积测量• 解决阴影问题后误判率为0%• 全球最佳的精度和重复性• 不同的PCB环境下也能达到相同的检测性能• 优化印刷工艺的最佳方案• 低廉的初期投资• 低廉的投资和迅速的收益• 最短编程时间• 强大的SPC工艺统计管理软件您找最合适的3维锡膏印刷检测设备吗?KY-8030系列以低廉的投资费用提供在线型设备的所有优点,是最适合一般生产线的3维锡膏印刷检测设备。
利用高永专利技术完全解决阴影效应和闪光问题,能正确进行锡膏3维测量,通过正确的测量结果进行工艺优化。
KY-8030是利用高永专利技术完全解决阴影效应和闪光问题,能正确进行锡膏3维测量的全自动高性能检测设备。
高性能3维锡膏印刷检测设备请使用KY-8030系列检测设备,确保您的品质和生产竞争力。
KY-8030 SERIESKY-8030L = 1203 mm / 47.36 inch最大PCB尺寸330 x 250 mm 12.99 x 9.84 inch510 x 510 mm 20.08 x 20.08 inch最小PCB尺寸50 x 50 mm 1.97 x 1.97 inchPCB厚度0.4 ~ 4.0 mm 0.016 ~ 0.16 inch0.4 ~ 5.0 mm 0.016 ~ 0.20 inch最大PCB重量1.0 kg2.2 lbs2.0 kg 4.4 lbs设备重量500 kg 1123 lbs550 kg 1210 lbs底部夹板宽度25.4 mm 1.0 inchKY-8030KY-8030L8030 SeriesKY-8030KY-8030LKY-8030KY-8030LKY-8030KY-8030L8030 SeriesKoh Young Technology Inc. (Headquarters)14F, ACE Techno X, 470-5Gasan-dong, Geumcheon-gu,Seoul, Korea (153-789)Tel. +82-2-6670-5000 / Fax. +82-2-6670-5001E-mail: info@Manufacturing & Training Center7F, JEI-PLATZ Bldg, 49 Gasan Digital 1 gil,Gasan-dong, Geumcheon-gu,Seoul, Korea (153-789) 主要参数K Y -8 0 3 0 -B -0 8 -2 0 0 8 -C。
KY-8030L软件编程流程 PPT

设定规则工作区域时使用,当工作区域不规则时
使用ANY SHAPE
12
工作区域设定完成后显示黄色边框
13
选择“Generate Mask Pin”—即可生成Mask Pin
14
选择“Generate Mask Pin”—详细
15
16
将多余部分删除
17
18
选择“CPL Wizard Step” 导入CAD
19
20
设定“Format Type”为“PS40II” , “Ignored line from star” 为”0“。
21
22
23
“fit cad centroid & gerber” 将CAD与GERBER 的位置对应
24
25
26
27
选择“Manual add footprint”
6
点击“OK”确认
7
GERBER文件导入界面
8
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
9
选择“Board Size”
10
选定测试板的尺寸,“CALCULATE GERBER”勾 选状态为自动计算板的尺寸,非勾选为手动设置
11
设定工作区域“WORK AREA”,RECTANGLE 为
程序 *.mdb
2
桌面简介
WinMCS:软硬件衔接的软件,在机器开启后 首先开启. KY-3030:检测使用软件. Ceditor:程序编辑使用 empSPI:处理GERBER使用
3
双击开启桌面的“empSPI.exe”软件后,点击 “Gerber”按钮。
4
选择所需GERBER的பைடு நூலகம்置
KOH YOUNG SPI编程培训教材

1.鼠标点击工具栏 图标,进行MARK点的 制作,鼠标在编辑框内选中对角两个基准点做为 MARK点,设置完成点击右侧对话框中“CLOSE”
进入确认设置是否OK.确定无误后点 击“CLOSE”关闭对话窗口。
7
of
22
4.1 钢网GerBer数据合成
鼠标点击工具栏 钢网数据自动校准元件。
8
of
22
5.1 基板程式名设定
5
of
22
2.2 设置基板信息
2.2.2在红色PCB板长宽调整 区内输入相对应的数值,进行 PCB板长宽实际数值的调整。 (红色区域内三角箭头为长宽 调整按钮输入值后四个全部需 要点击) 输入数值公式:实际的PCB板 长宽-黄色区域内PCB长宽=红 色框内所需输入的数值
6
of
22
3.1 MARK设置
22 of 22
不良列表
参数修改区
文字描述
不良3D图示
thanks
25
22
1.4 删除多余数据
在图标栏内选择
将钢
网Gerber中无需使用的数据
1
2
进行删除,使用鼠标左键将多余 数据选中,选择后数据会变成红 色,确认所删除的数据无误后, 点击右侧窗口内的 Delete 进行
数据删除。
4
of
22
2.1 设置基板信息
2.1.1选中完成后,点击”Advanced” 进入PCB长宽的设定。
16 of
22
13.1 测试软件
1.在KY8030-2 SPI电脑 桌面打开 “KY-3030”测试软件
17 of
22
13.2 程式的调用
进入后,点击左上角处 “OPEN”文件,进入程 式选择窗口。
【精品】SPI程式制作及异常处理

IVT-REJX-50苏州工业园区职业技术学院毕业论文2011届2011年 4月24日诚信声明本人郑重声明:所呈交的毕业论文《SPI程式制作及异常处理》是本人在指导老师的指导下,独立研究、写作的成果。
论文中所引用是他人的无论以何种方式发布的文字、研究成果,均在论文中以明确方式标明。
作者签名:2011年 4 月 24 日目录毕业项目任务书 (4)摘要 (6)一、 SMT基础知识及生产流程简述 (7)二、 SPI工作原理简述 (8)三、 SPI程式制作流程 (8)(一)、CAD档和BOM表的整理 (8)(二)、Gerber档的整理 (9)(三)、程式制作流程 (9)四、误判调整规则及方法 (18)五、常见的异常及处理方法 (20)结论 (22)致谢 (24)参考文献 (24)IVT-REJX-51苏州工业园区职业技术学院毕业项目任务书(个人表)系部:电子系摘要SPI技在全球广泛应用,世界各知名公司都已经大量运用于SMT 生产中。
SPI从研发、生产到应用都是在严格控制中进行的。
本论文对SMT技术以及SPI的工作原理进行简单阐述,着重讨论实习单位——在名硕实习期间对S MT的认识及对锡膏检测认知。
主要就SMT生产中,对其流程进行阐述,并对SPI的工作原理,程式制作流程和一些简单的异常处理做一个简述。
关键词:SMT,SP流程,生产设备一、SMT基础知识及生产流程简述1、ESD作业环境:温度:22℃~28℃,湿度:45%~70%RH2、ESD量测内容:静电手环,量测时机:每日上班前和用餐后上线前3、SMT的三大管理目标:1达成率≥92% 2漏失率≤150PPM3错件率=04、垃圾分类:1工业废弃物2生活垃圾3危险废弃物5、每日日保养由夜班完成(一) SMT的含义SMT就是表面组装技术(表面贴装技术)(Surface Mounted Technology的缩写),是目前电子组装行业里最流行的一种技术和工艺。
其特点有:组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
KY8030 SPI高度校正讲解

KYSPI高度校正PZT Calibration(左右灯光校正)3D Reference Calibration(基准面的校正)Z-Scal Calibration(Z轴校正) Calibration Verification(高度校正验证)治具:KY Height Target (标准高度)不同治具高度不同PZT 校正分左灯(Left )和右灯(Right )两次校正,步骤和方法均一样.下面是左灯校正1.打开Vision Parameter ,将PZT 改为如右图MessagePZT校正2.将Vision parameter-system,process 改为Left(图1),点击OK 确认;点击Setup-vision ,去掉Dual projection 勾选(图2),点击Apply 后OK.PZT校正3.点击打开Camera View,同时点击Jog 打开手动操作界面,将相机FOV 中心移到KY Target-光滑且无任何干扰的平面.PZT校正Jog 界面整个校正期间要将Target 处于Railup 的状态4.在Camera View 内用鼠标左键画出一个矩形ROI ,如下图.PZT校正PZT校正PZT校正6.右灯(Right)校正步骤与左灯一样.修改下图红色框内选项7.左灯和右灯PZT 校正完后,将校正结果保存如下PZT校正8.PZT 校正完成后,恢复所有选项设置.PZT校正1.关闭GUI ,运行C:\Kouhoung\KY3030\KYCalibration.exe3DReference2.选择对应权限用户输入密码登入3DReference2.点击设置下图红色框中Target 标准高度,点击OK 确认。
3DReference3.点击图A 根据实际需要设置图B 校正选项,并OK 确认。
3DReferenceA B4.确认所有Vision Parameter 参数如下。
3DReferenceAB C5.点击3D Reference 开始校正。
KY-8030L SPI程序制作图文教程

KY-8030L SPI程序制作教程软件编辑流程Gerber 文件*.gbrKY-8030 SeriesGerbpad :读取pad 信息Job 文件*.gpdPad 文件*.gbrCAD 文件*.txt *.asc CEditor:修改pad 文件修改程序文件3D Inspector程序*.mdb桌面简介WinMCS:软硬件衔接的软件,在机器开启后首先开启.KY-3030:检测使用软件.Ceditor:程序编辑使用empSPI:处理GERBER使用双击开启桌面的“empSPI.exe”软件后,点击“Gerber”按钮。
选择所需GERBER的位置选择所需GERBER文件,点击“Import”按钮。
将GERBER文件导入。
点击“OK”确认GERBER文件导入界面选择“Board Size”选定测试板的尺寸,“CALCULATE GERBER”勾选状态为自动计算板的尺寸,非勾选为手动设置设定工作区域“WORK AREA”,RECTANGLE 为设定规则工作区域时使用,当工作区域不规则时使用ANY SHAPE工作区域设定完成后显示黄色边框选择“Generate Mask Pin”—即可生成Mask Pin选择“Generate Mask Pin”—详细将多余部分删除选择“CPL Wizard Step”导入CAD设定“Format Type”为“PS40II”, “Ignored line from star”为”0“。
“fit cad centroid & gerber”将CAD与GERBER的位置对应选择“Manual add footprint”选择“Manual add footprint”,将CAD 与GERBER对应位置结合针对需要结合的多个PAD,选择“Change pattem(n)….”选择需要结合的PAD后,点击“CHANGE”选择“Auto teaching after generate mask pin”对无名称的PAD进行自动分配PAD ID选择“Board Array”设置多连板选择“auto add”后框选第一PCS的尺寸后,设置连板中单板的数量确认系统自动计算基板排列是否正确,确认后选择OK选择将GERBER导出导出文件的后缀名称为“.pad”系统出现选择使用者权限的对话框设置PCB 的信息,设定钢网的厚度。
KY-8030 SPI参数设置解释幻灯片

所需要 的的部 分
2020/3/20
测量的 部分
所测量的 每pixel的高度
Koh Young的 3D显示
2
不良错误类型和定义
• 体积错误(多锡/少锡) • 面积错误 • 高度错误 • 连桥错误 • Offset错误(X & Y) • 形状畸形错误
错误和警告表示用户输入值超过每个不良错误类型的容 许范围
X位置错误 = 75 % X位置错误 = 1 X 0.75 = 0.75mm
PAD
1mm
0.75mm
RoI (Region of Inspection)
Pad X
Y+
Y
Solder
2020/3/20
坐标
X+
66
不良类型 – 连桥错误
连桥错误意味着挨着的pad连接在一起。连桥错误 取决于容许范围设置值,如高度和距离。
* 检测的体积结果 Ex) 如果测量的体积是280000um3, (测量的体积 / 基准体积) x 100 = (280000 / 300000) x 100 = 93.33 %
Y : 50um 如果Mask厚度不同,体积%值将会改变
T : 100um
体积 = 面积 x Stencil Mask厚度 = X x Y x T = 50 um x 50 um x 100um = 250000um3
2020/3/20
3
不良错误的例子
正常
少锡
多锡
形状畸形
偏位错误
2020/3/20
44
不良类型 – 体积多锡/少锡错误
体积多锡/少锡错误意味着基于基准体积 100% ,pad上的检测体积量过于/低于容许范围设置 值(%)。
SPI-KY8030锡膏检测机操作指导书
版本:页号:1 o f10版本制/修订内容摘要制/修订日期制/修订人V1.0 首版发行)NO. 1 2 3 4 5 6 7 8 9 10 11 12 13版本:页号:2 o f10分发单位总经理制造一课制造二课工程课品管部生管部行政人事部进出口部业务部财务部研发部采购部仓储部分发份数发行日期. 核准审核拟案拟案部门一使用范围适用于SMT车间的SPI-KY8030锡检机二职责生产部操作员负责设备的开、关机生产基本操作,工程人员负责进行印锡品质设备维护异常处理(SPI保养)、程序制作(SPI程序制作)。
三 SPI设备开机生产基本操作3.1 .开机前先检查电源<220V AC >,气压<0.5mpa左右>管是否接通.版本:页号:3 o f103.2.依次开启主电源开关,打到ON处。
3.3开启机器前面的主电源开关打到ON处。
开启control power将钥匙打到“I”处3.4.以上工作准备好并电脑主机进入系统后,在桌面上点击软件,若软件无报错,点击测试软件进行测试,为系统状态检测软件,当报错时,需通知AOI技术人员进行处理。
3.5. 双击后按进入测试画面版本:页号:4 o f103.6.点击然后选择所需要测量的程式点击打开即可打开。
(注:选择生产应用程序时,作业员需按照程序命名规范:PCB板编号_钢网编号,进行选择当前生产程序。
如:CD1E153BM VER.A RF SC259W1202022-TOPCD1E153BM VER.A RF SC259W1202022-TOP&BOT则是双面板程序版本:页号:5 o f103.7. 点击打开后弹出以下对话框,“轨道宽度调整”打“√”则机器自动调整轨道宽度,不打“√”则保持当前的轨道宽度;然后点击OK。
版本:页号:6 o f103.8. .点击开始测量.3.9. 异常发生时的处理当设备在AUTO模式下运行时,设备发现印刷不良,发出报警,并显示以下画面:版本:页号:7 o f10版本:页号:8 o f10■下图会显示不良位置2D及3D图片,屏幕左侧会显示具体位置,目检是否OK,操作员参照《锡膏印刷检验规范》进行作业,确认OK后单击画面左上角GOOD,如NG则单击“NG”,单击“NG”后点待板流出后,取出并放置在不良品区,待清洗。
KY-8030L软件编程流程

系统提示轨道宽度与实际板宽不符合
自动或手动调整轨道宽度后,点击“OK”
KY-8030L软件编程手册
MLBII-EE-AOI
软件编辑流程
Gerber文件 *.gbr
KY-8030 Series
Gerbpad Job文件 :读取pad信息 *.gpd
CAD文件 *.txt *.asc
Pad文件 *.gbr 3D Inspector
CEditor :修改pad文件 修改程序文件
点击“OK”确认
GERBER文件导入界面
选择“Board Size”
选定测试板的尺寸,“CALCULATE GERBER”勾 选状态为自动计算板的尺寸,非勾选为手动设置
设定工作区域“WORK AREA”,RECTANGLE 为 设定规则工作区域时使用,当工作区域不规则时 使用ANY SHAPE
“fit cad centroid & gerber” 将CAD与GERBER 的位置对应
选择“Manual add footprint”
选择“Manual add footprint”,将CAD 与 GERBER对应位置结合
针对需要结合的多个PAD,选择“Change pattem(n)….”
选择需要结合的PAD后,点击“CHANGE”
选择 “Auto teaching after generate mask pin” 对无名称的PAD进行自动分配PAD ID
选择“Board Array”设置多连板
选择“auto add”后框选第一PCS的尺寸后, 设置连板中单板的数量
确认系统自动计算基板排列是否正确,确 认后选择OK
选择将GERBER导出
导出文件的后缀名称为“.pad”
KY 8030 Training

Projection Brightness:光源投影的亮度设置 可以分别设置左右灯光的亮度,打开或者关闭状态 .
切换左右灯光,一般用于PZT校正(Motor参 数校正时使用),Dual=right,Single=left,但 在做校正时,因为PZT只有一个motor,所以 直接用Dual Mode校正就可以了,不需要 左右分别校正.
Confidential
Kohyoung SPI原理介绍
© First Technology China Ltd.
Confidential
Kohyoung SPI原理介绍
简单介绍: • 光源LED发射出白色的灯光,通过Grating(带有
条纹的玻璃片)透射,在通过Projection Lens反射 到PCB上,CCD Camea 接收到数据信息后传到 PC影像卡,通过PC计算出数据.
用于测试金手指
VPC初始化
© First Technology China Ltd.
左右灯光延时设置. 自动计算每一片板的比例
PZT Motor移动4次是通过CCD Camera接收条纹光的的 信号而给Contrl Board移动信号,再把指令给PZT Motor移 动多少的信号, 2个条纹光之间可能会有区别,如果突然遇到全黑or全白的 时候,系统会报PZT Motor Error,此时可以把1.3的值改到 1.6,不会影响测试的结果.1.3的意思是,PZT移动的最大值 /PZT移动的最小值不大于1.3.当PZT Motor出现异常的时 候可以适当放宽1.3的条件,比如反光的情况严重,PAD的 周边有异物干扰等.
Panel Yield:是否在GUI主界面显示按照Panel统计的 NG&GOOD,现在的新软件中,新增加了Pad Yield,是指按 照所有的Pad来统计,而不是按照Panel来统计.
KY-8030 SPI参数设置解释

体积100%的定义1* Stencil mask 孔的大小面积=X X Y = 50 um X 50 um = 2500 um2 * 体积100%体积= 面积X Stencil Mask 厚度= X x Y x T = 50 um x 50 um x 120um = 300000um3 * 检测的体积结果Ex) 如果测量的体积是280000um3, (测量的体积/ 基准体积) x 100 = (280000 / 300000) x 100 = 93.33 %Y : 50umY : 50umX : 50um如果Mask 厚度不同,体积%值将会改变体积= 面积x Stencil Mask 厚度= X x Y x T = 50 um x 50 um x 100um = 250000um3250000um3是体积100%如果测量的体积是280000um3, (280000 / 250000) x 100 = 112 %•用true 3D profilometry 方式,Koh Young 可测量PCB Solder paste 的真正的体积,而不像大概或简化的近似值•Koh Young 计算出每个Solder paste的像素高度,合算每像素的单位体积:所需要的的部分测量的部分所测量的每pixel 的高度•X,Y 分解能: 10 ㎛åÎδ==Area Solder ),(),(AreaSolder ),(),(PixelOne of Area Volume Measured )(Average Height j i j i j i j i h h Koh Young 的3D 显示不良错误类型和定义•体积错误(多锡/少锡)•面积错误•高度错误•连桥错误•Offset 错误(X & Y)•形状畸形错误3错误和警告表示用户输入值超过每个不良错误类型的容错误和警告表示用户输入值超过每个不良错误类型的容许范围不良错误的例子4形状畸形不良类型–体积多锡/少锡错误5敬告比率是错误百分比的警告范围,它通知用户pad 以后可能会变为错误。
SPI操作手册编程指南

(按顺时针方向
打开电脑电源开关,并由。
装置将自动做初始化处理。
打开后图形显示
删除选中的线和焊盘
删除选中的线和焊盘
删除选中的线和焊盘
4.1.5自动拼板
4.2.3打开文件
找到所需的.mdb文件,点击“打开”按钮,则进入下图:
4.2.4按钮介绍
打开文件保存文件
逆时间旋转顺时间选择
X镜像Y镜像
删除选中焊盘检测选中焊盘
不检测选中焊盘选择所有焊盘
不选择焊盘反选焊盘
,完成后再重复做其余的
选中右侧值设定中的项目左侧对应的变为可修改,然后可以设置选中项目的参数。
4.2.6路径优化。
4.2.7板尺寸类型设置
点击工具进到板尺寸类型界面
4.3.2打开JOB文件
点击打开跳出选择界面
选择之前做好的程序,点击打开
4.3.3机器启动
按下装置绿色运行开关,装置绿色运行指示灯变亮,主界面上安全门状态显示绿底白字的字样。
4.3.4机器归零
选择归零后机台状态为回零,当机器状态变成等候时回零结束打开基准点,选择调整同步点后出现下图
在1中将基准点移至第一个基准点处,在FOV显示中会有显示。
(在1和FOV显示中,鼠标单击某个点,相机中心会到选择的点)移动完成后选择确定
选择出现下图然后选择抽锡膏出现下图
通过调整RGB三种光的参数,让黄色区域基本覆盖锡球所在区域
然后点击应用出现下图
确认Save PadID records的数量是否是全部焊盘的数量,确认OK后点击确定,然后再点击保存,保存完后点击关闭,这样程序就做好了。
变暗。
变暗。
KY-SPI系列设备软硬件教程

VPC(Vision Process Control) Board 16
内底电气设备 – Cont’d
STMC(Step Motor Control) Board PZT Amplifiers (Master) 17
内底电气设备 – Cont’d
Vision PC
项目
KY-8030 3 70cm2/sec 47.0x34.6mm 40~400㎛ 20㎛ 0.37㎛ 1m/sec 1㎛/pulse ±20㎛ 200-240VAC, 50/60Hz 10amps (RMS peak) 5Kgf/㎠ 50NI/min(1.8cfm) 从Fix, Left → Right 1000mm 1203mm 1369mm 550kg 73以下 最大510x460mm 最小50x50mm 0.4-4.0mm 890~970mm 2kg 3mm 4.5mm 30mm
1 2 3 4 5
说明
SMPS SWS-75-24 SMPS SWS-75-24 SMPS SWS-50-24 SMPS Bracket Power Terminal Block
①② ③ ④
项目
6 7 8 9
说明
Ground Plate Noise Filter X Axis Servo Driver Y Axis Servo Driver
CAMERA
PZT MOTOR PROJECTION LENS (3D LED) 投射镜 头 2D LED RGB I`llumin
14
正面内部 – Conveyor部分
7 65
4 3
9
8
No.
产品编号
1 V080-L62000
KY8030 SPI 自动高度校正学习报告

PZT Calibration (左右灯光校正)
3D Reference Calibration(基准面的校正)
Z-Scal Calibration (Z轴校正 )
Calibration Verification (高度校正验证)
治具: KY Height Target (标准高度)不on
2.点击Work In,并确定;点击Next并取消自动调宽,再点击Next.
B
A
C
D
Z-Scal Calibration
3.点击A处方向键使FOV中心与Target中心对应,并保存该位置至T2如下 图B处;再点击Next.
A
B
Z-Scal Calibration
A
B
C
3DReference
8.在弹出对话框中点击“是”确定开始3DReference校正。
3DReference
9.等待校正结束后点击“Finish”,至此3DReference完成。
Z-Scal Calibration
1.选择Z-Scal Calibration如图A,首先选择Calibration如图B;并点击Start
2. 进入Setup-Vision,点击“Get CurPos”记录该位置
Z-Scal Calibration
3.选择“All Position”后,点击“Jig 10times”;在弹出框点“是”.
1 2 3
Z-Scal Calibration
4.相机会在治具上9个不同位置分别测试Target的高度,每个位置测试10次
9.选择“Verification”如下图,点击Start. 验证步骤与“Calibration”一样.
KY-8030 SPI参数设置解释

不良错误类型和定义
• 体积错误(多锡/少锡) • 面积错误 • 高度错误 • 连桥错误 • Offset错误(X & Y) • 形状畸形错误
错误和警告表示用户输入值超过每个不良错误类型的容 许范围
3
不良错误的例子
正常
少锡
多锡
形状畸形
偏位错误
4
不良类型 – 体积多锡/少锡错误
体积多锡/少锡错误意味着基于基准体积 100% ,pad上的检测体积量过于/低于容许范围设置 值(%)。
体积100%的定义
X : 50um X : 50um
Y : 50um T : 120um
* Stencil mask孔的大小 面积 = X X Y = 50 um X 50 um = 2500 um2
* 体积100% 体积 = 面积 X Stencil Mask厚度 = X x Y x T = 50 um x 50 um x 120um = 300000um3
偏位错误意味着基于pad大小,solder paste deposit 中心和pad的中心之间的offset超过容许范围设置值 (%) 。 Ex) Pad大小 X = 1 mm
X位置错误 = 75 % X位置错误 = 1 X 0.75 = 0.75mm
PAD
1mm
0.75mm
RoI (Region of Inspection)
最高值(300 um) 平衡值 = 300-110=190 平均高度(110 um) <侧面>
9
不良类型 – 面积错误
面积错误意味着pad上的solder paste deposit部分基于 容许范围设置值过多/过少。
Pad Area(100%)
KY 8030 Training
Alarm—SPC警报功能。 BBTW---Bare Board Teaching Waid光板扫描 Fid.T.---Fiducial.Tool (Fiducial设置) Jog----Job控制面板(Work in,Work Out …) Camera---打开Camera状态窗口 Setup----打开Setup设置(具体说明后面Set Menu) User---用户设置,登陆用户选择,编辑等.
PCB测试数量统计 产量状况统计
Defect,Yield,Histogram
状况显示.
测试状态模拟
© First Technology China Ltd.
Confidential
认识GUI软件菜单
• GUI Menu
Manual Test----Retest Last FOV—Test最后一个FOV Camera View----打开Camera Inspection in user ROI—做PZT Motor校正时使用 Inspection Calibration Target—做Calibration Target校正时使用 Fiducial Test(ROI)----Fiducial Test
© First Technology China Ltd.
Confidential
认识GUI的基本操作窗口及各功能按钮
一、GUI Windows 快捷图标
开始检测 暂停检测 立即停止检测 过板MODE
初始化 自动不停的测板
测完这一片后需要手动点 击START后才能检测。
© First Technology China Ltd.
Confidential
SPI说明
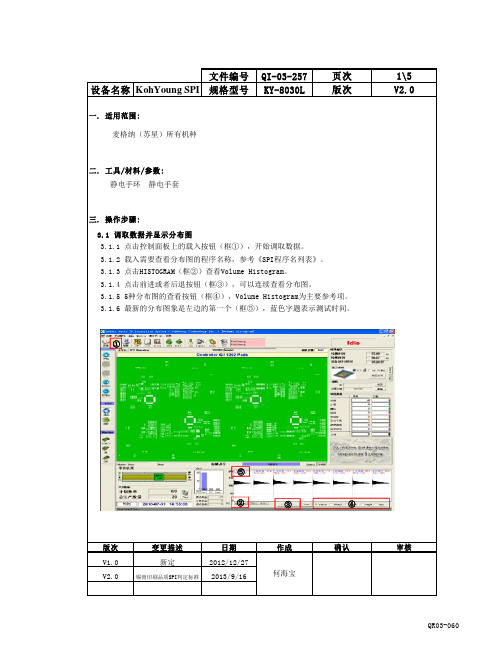
文件编号QI-03-257设备名称KohYoung SPI 规格型号KY-8030L 版次变更描述日期作成V1.0新定2012/12/27V2.0锡膏印刷品质SPI 判定标准2013/9/16三. 操作步骤:3.1 调取数据并显示分布图3.1.1 点击控制面板上的载入按钮(框①),开始调取数据。
3.1.2 载入需要查看分布图的程序名称,参考《SPI 程序名列表》。
3.1.3 点击HISTOGRAM (框②)查看Volume Histogram 。
3.1.4 点击前进或者后退按钮(框③),可以连续查看分布图。
一. 适用范围:麦格纳(苏星)所有机种二. 工具/材料/参数:静电手环 静电手套页次1\5版次V2.03.1.5 5种分布图的查看按钮(框④),Volume Histogram 为主要参考项。
3.1.6 最新的分布图象是左边的第一个(框⑤),蓝色字题表示测试时间。
确认审核何海宝①②③④⑤文件编号QI-03-257设备名称KohYoung SPI规格型号KY-8030L3.3.1 附表 1(第4页)上所有机种执行以下标准,符合以下任一条件即需要洗板: ⑴.Pad 上没有锡膏(Missing Solder) ⑵.连锡(Bridging)⑶.偏移(Position Error)﹥50%⑷.锡膏体积(Solder Volume)≤50%或≥200%⑸.锡膏超出体积规格的缺陷点(体积在40%~50%之间的点),出现10个以上(含10个)。
⑷.锡膏体积(Solder Volume)≤50%或≥200%版次变更描述日期作成V1.0新定2012/12/27V2.0锡膏印刷品质SPI 判定标准2013/9/16KY 机器每测试一片后, 图形会自动更新, 最新的图形出现在最左边, 其他7个会依此向右推移,每 检测一块印刷PCB 后,作业员应选中分布图右下角对应项目,对所有5个项目[体积(volume),X 方向 偏移(offset X),Y 轴方向偏移(offset Y), 高度(Height), 面积(Area)]进行判断.3.3 按照附表2(第5页)要求对检查结果进行确认:(不允许做rework 动作)备注:㈠:对于10个以内的锡膏体积在40%~50%之间的点,需要再次确认这些点的锡膏面积≧75%,面积 不足的点由SMT 技术员确认后才能Pass (需要跟踪Reflow 后焊接结果无缺陷),生产线需要及时反页次2\5版次V2.03.2 图形和趋势的判断锡膏检测机不良处理规范锡膏体积最少标准:50% 锡膏体积最多标准:150%3.6 不良控制所有单个图形不良和组合图形不良(请参考下图)必须通知SMT 工程师或者技术员调整印刷机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
KY8030生产程式编辑详解
1.程式编辑之前准备所要编辑产品的网板Gerber文件.打开epm软
件导入Gerber文件.
(1.1)
1.1打开epm软件,点击Gerber图(1.1)中所示位置,将打开下图所示窗口.
(1.2)
1.2在图(1.2)所示窗口中选择产品相应的.GBR格式文件然后点击Import.
1.3在图1.3中不用更改任何选项直接点击OK,并将Gerber文件导入至epm 软件.
2.创建基板的原点.
(2.1)
2.2点击Board Origin图(2.1)中所示,将出现下图所示窗口.
(2.2)
2.2出现Set Board Origin窗口后找到基板的左下方角并用鼠标在其位置上单击一下并会出现图(2.2)中所示的黄色双箭头.然后点击Apply将所标记的这个点应
用为原点.
注意:止原点一定要设置精确,后面的PCB尺寸设定会以这个点进行延伸.
3.设定基板的尺寸.
(3.1)
3.1 点击 Board Size 图(3.1)中所示,将出现下图所示窗口. (3.2)
3.2 在 Set Board Size 窗口中输入基板的尺寸,Width 为板长度,Height 为板宽度. 设置完成后点击 Apply 并会如图(3.2)中所示.在基板周围会显示白色的基板尺寸, 确定尺寸没有问题后点击 OK.
4. 删除多余边框
(4.1) 4.1 点击 Delete 图(4.1)中所示,将出现下图所示窗口.
(4.2)
4.2 用鼠标选择 Gerber 周围不需要的边框以及标头或基板信息.然后点图(4.2) 所示 Delete 将其删除.
5. Generate Mask Pin
(5.1) 5.1 点击 Generate Mask Pin 图(5.1)中所示.将出现下图所示窗口.
A
B
(5.2)
5.2出现Generate Mask Pin窗口后点击图(5.2)A所示位置Execution.然后图(5.2)B位置将出现转换的进度条.全部完成后将出现下图所示窗口.
(5.3)
5.3 Mask Pin转换完毕后Gerber将会由绿色转变为蓝色图(5.3)中所示.并提示完成.点击确定.进入下一步.
6. Auto Teaching After Generate Mask Pin
(6.1)
6.1点击Auto Teaching After Generate Mask Pin图(6.1)所示位置.将自动教示Mask Pin完开后将出现下图所示窗口.
(6.2)
6.2自动教示完成后Gerber将由蓝色转变为黄色图(6.2)中所示,右侧将出现每一个焊盘的名字.
7. Mask Pin转换完毕后的检查
(7.1)
7.1 Mask Pin转换完毕后此时我们应该对Gerber进行检查如图(7.1)中所示框中的零件焊盘与周边的框不匹配.我们对需要更改的焊盘双击将下现下图所示窗口.
(7.2)
7.2出现Pad ROI Property窗口后我们可以将Shape项更改为Oblong图(7.2) 中所示.
(7.3)
7.3上图(7.3)为修改后图片,确认所有焊盘与周围的框体能相互匹配后OK.
8. Gerber导出
(8.1)
8.2点击Export CEditor图(8.1)所示.将出现下图所示窗口,
(8.2)
8.2这里会保存.pad的格式文件,选择保存的位置点击Export将自动进入CEdite软件,将对程式进一步的编辑.
9. CEdite
(9.1)
9.1如上图(9.1)所示,输入进入CEdite软件的密码,admin密码为:Svcc. boss密码为:boss-m.OP的密码为:op.最高权限密码:21077421.
(9.2)
9.2如上图(9.2)中所示,输入正确的PCB信息.然后点击Apply.
(9.3)
9.3 Gerber导入到CEdite后将光标改为Fiducial上图(9.3)所示位置.然后点击需要将其作为Mark点的焊盘.被标记为Mark点的焊盘会变为黄色.
注意:1.确定作为Mark点的焊盘一定要与PCB板实际Mark点尺寸一致,如有差异选择焊
盘点击工具-编辑焊盘.将焊盘尺寸进行更改.
9.4 Mark点编辑完后,我们将继续对焊盘的检测参数进行设定.如下图(9.4)所
示将光标改为Pad然后选择一个焊盘点击图中所示位置A编辑.打开Change PAD Inspection Condition窗口后将B位置改为All pads.对所有焊盘的体积,高度,偏移, 等相关设定进行初步编辑.
A
B
(9.4) 9.5 参数编辑完成后这个程式基本完成.我们可以点击 Save 下图(9.5)所 示.将程式进行保存.
(9.5)
10. Mark 点修改
10.1 打开 KY-8030 软件.载入刚刚编辑的程式.然后将一块相同的 PCB 放入到 机器轨道中间靠紧 Stop,并点击
Jog.下图 (10.1)所示位置 .将打开 Zebra Manual Operation 窗口.选择 Work IN 将 PCB 夹紧.完成后将窗口关闭.
(10.1) 10.2 点击 Fiducial Tool 下图(10.2)所示位置.将打开 Mark 点编辑窗口. (10.2)
10.3 在下图(10.3)A 所示位置,选择 A 并点击 Go to Fiducial 移动到第 1 个 Mark 点位置.然后在图(10.3)B 所示位置 Basic 内调整 Mark 的灯光,让 Mark 点显示更清 楚. 如下图左下方的修改后效果一样
灯光调整前
灯光调整后
B A
(10.3)
10.4在图(10.4)中所示Shape选项内可以更改Mark点的形状.默认为圆形.如
是需要更改可以在Shape下拉菜单下选择相应的形状.选择完后点击Fiducial Test
测试一下Mark点,在左侧窗口可以看到Mark点的识别状态.确定没有问题后点击
Apply.
(10.4)
10.5然后用10.3中所示方法移动至B点也就是第2个Mark点进行同样的编辑,最后点击OK.保存程式.这样一个新产品的检测程式基本完成.。