SA266一般用途无缝和焊接铁素体和马氏体不锈钢管
ASTM A 268/A 268M-05a一般设备用无缝和焊接铁素体与马氏体不锈钢管

Designation:A 268/A 268M –05aStandard Specification forSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing for General Service 1This standard is issued under the fixed designation A 268/A 268M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon (e )indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification 2covers a number of grades of nominal-wall-thickness,stainless steel tubing for general corrosion-resisting and high-temperature service.Most of these grades are commonly known as the “straight-chromium”types and are characterized by being ferromagnetic.Two of these grades,TP410and UNS S 41500(Table 1),are amenable to hardening by heat treatment,and the high-chromium,ferritic alloys are sensitive to notch-brittleness on slow cooling to ordinary temperatures.These features should be recognized in the use of these materials.Grade TP439is used primarily for hot-water tank service and does not require post-weld heat treatment to prevent attack of the heat affected zone.1.2An optional supplementary requirement is provided,and when desired,shall be so stated in the order.1.3The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system must be used independently of the bining values from the two systems may result in nonconformance with the specifi-cation.The inch-pound units shall apply unless the “M”designation of this specification is specified in the order.2.Referenced Documents 2.1ASTM Standards:3A 480/A 480M Specification for General Requirements for Flat-Rolled Stainless and Heat-Resisting Steel Plate,Sheet,and StripA 763Practices for Detecting Susceptibility to Intergranu-lar Attack in Ferritic Stainless SteelsA 1016/A 1016M Specification for General Requirements for Ferritic Alloy Steel,Austenitic Alloy Steel,and Stain-less Steel TubesE 213Practice for Ultrasonic Examination of Metal Pipe and TubingE 273Practice for Ultrasonic Examination of the Weld Zone of Welded Pipe and Tubing3.Terminology3.1Lot Definitions :3.1.1For flange and flaring requirements,the term lot applies to all tubes,prior to cutting,of the same nominal size and wall thickness that are produced from the same heat of steel.If final heat treatment is in a batch-type furnace,a lot shall include only those tubes of the same size and from the same heat that are heat treated in the same furnace charge.If the final heat treatment is in a continuous furnace,the number of tubes of the same size and from the same heat in a lot shall be determined from the size of the tubes as given in Table 2.3.1.2For tensile and hardness test requirements,the term lot applies to all tubes,prior to cutting,of the same nominal diameter and wall thickness that are produced from the same heat of steel.If final heat treatment is in a batch-type furnace,a lot shall include only those tubes of the same size and the same heat that are heat treated in the same furnace charge.If the final heat treatment is in a continuous furnace,a lot shall include all tubes of the same size and heat,heat treated in the same furnace at the same temperature,time at heat,and furnace speed.4.Ordering Information4.1It is the responsibility of the purchaser to specify all requirements that are necessary for material ordered under this specification.Such requirements may include,but are not limited to,the following:4.1.1Quantity (feet,metres,or number of lengths),4.1.2Name of material (seamless or welded tubes),4.1.3Grade (Table 1),4.1.4Size (outside diameter and nominal wall thickness),1This specification is under the jurisdiction of ASTM Committee A01on Steel,Stainless Steel,and Related Alloys and is the direct responsibility of Subcommittee A01.10on Stainless and Alloy Steel Tubular Products.Current edition approved September 1,2005.Published September 2005.Originally approved in st previous edition approved in 2005as A 268/A 268M –05.2For ASME Boiler and Pressure Vessel Code applications see related Specifi-cation SA-268in Section II of that Code.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.1*A Summary of Changes section appears at the end of this standard.Copyright ©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.巴巴客 免费下载标准T A B L E 1C h e m i c a l R e q u i r e m e n t sG r a d e T P 405T P 410T P 429T P 430T P 443T P 446–1T P 446–2A ...T P 409U N S D e s i g n a t i o nS 40500S 41000S 42900S 43000S 44300S 44600S 44600S 40800S 40900E l e m e n tC o m p o s i t i o n ,%C ,m a x 0.080.150.120.120.200.200.120.080.08M n ,m a x 1.001.001.001.001.001.501.501.001.00P ,m a x 0.0400.0400.0400.0400.0400.0400.0400.0450.045S ,m a x 0.0300.0300.0300.0300.0300.0300.0300.0450.030S i ,m a x 1.001.001.001.001.001.001.001.001.00N i 0.50m a x .........0.75m a x 0.75m a x 0.50m a x 0.80m a x 0.50m a x C r 11.5–14.511.5–13.514.0–16.016.0–18.018.0–23.023.0–27.023.0–27.011.5–13.010.5–11.7M o ...........................A l 0.10–0.30........................C u ............0.90–1.25............N ...............0.250.25......T i .....................123C m i n ;63C m i n ;1.10m a x 0.75m axA 268/A 268M –05a2巴巴客 免费下载标准T A B L E 1C o n t i n u e dG r a d e T P 439......T P 430T i T P X M -27T P X M -33A 18C r -2M o29-429-4-226-3-325-4-4...............T P 468U N S D e s i g n a t i o nS 43035S 43932S 41500BS 43036S 44627S 44626S 44400S 44700S 44800S 44660S 44635S 44735S 32803S 40977S 43940S 42035S 46800E l e m e n tC o m p o s i t i o n ,%C ,m a x 0.070.0300.050.100.01A 0.060.0250.0100.0100.0300.0250.0300.015C 0.030.030.080.030M n ,m a x 1.001.000.5–1.01.000.400.751.000.300.301.001.001.000.51.501.001.001.00P ,m a x 0.0400.0400.030.0400.020.0400.0400.0250.0250.0400.0400.0400.0200.0400.0400.0450.040S ,m a x 0.0300.0300.030.0300.020.0200.0300.0200.0200.0300.0300.0300.0050.0150.0150.0300.030S i ,m a x 1.001.000.601.000.400.751.000.200.201.000.751.000.501.001.001.001.00N i 0.50m a x 0.503.5–5.50.75m a x 0.5D m a x 0.50m a x 1.00m a x 0.15m a x 2.0–2.51.0–3.503.5–4.51.00m a x 3.0–4.00.30–1.00...1.0–2.50.50C r17.00–17.0–19.011.5–14.016.00–25.0–27.525.0–27.017.5–19.528.0–30.028.0–30.025.0–28.024.5–26.028.00–28.0–29.010.50–12.5017.50–18.5013.5–15.518.00–20.0019.0019.5030.00M o ......0.5–1.0...0.75–1.500.75–1.501.75–2.503.5–4.23.5–4.23.0–4.03.5–4.53.60–4.201.8–2.5......0.2–1.2...A l ,m a x 0.150.15.............................................C u ,m a x ............0.20.20...0.150.15........................N ,m a x0.040.030(T i +C b ){0.20+4(C +N )}m i n .;0.75m a x ......0.0150.0400.0350.020E0.020E 0.0400.0350.0450.0200.030......0.030T i0.20+4(C ...53C m i n ;...73(C +N )(T i +C b )......(T i +C b )=(T i +C b )=(T i +C b )=......0.10–0.600.30–0.500.07–0.30+N )m i n ;0.75m a xb u t n o l e s s0.20+40.20–1.000.20+40.20–1.001.10m a xt h a n 0.20(C +N )a n d 63(C +N )a n d 63m i n ;1.00m i n ;0.80(C +N )m i n t o(C +N )m a xm a x m i n0.80m a xm i nC b .........0.05–0.20.....................0.15–0.50F ...(33%C +0.30)m i n...0.10–0.60(T i +C b )=0.20+4(C +N )m i n ;0.80m a xAF o r s m a l l d i a m e t e r o r t h i n w a l l s ,o r b o t h ,t u b i n g ,w h e r e m a n y d r a w i n g p a s s e s a r e r e q u i r e d ,a c a r b o n m a x i m u m o f 0.015%i s n e c e s s a r y .S m a l l o u t s i d e d i a m e t e r t u b e s a r e d e fin e d a s t h o s e l e s s t h a n 0.500i n .[12.7m m ]i n o u t s i d e d i a m e t e r a n d l i g h t w a l l t u b e s a s t h o s e l e s s t h a n 0.049i n .[1.2m m ]i n a v e r a g e w a l l t h i c k n e s s (0.040i n .[1m m ]i n m i n i m u m w a l l t h i c k n e s s ).B P l a t e v e r s i o n o f C A 6N M .C C a r b o n p l u s n i t r o g e n =0.30m a x .D N i c k e l p l u s c o p p e r .E C a r b o n p l u s n i t r o g e n =0.025%m a x .F C b /(C +N )=12m i n.A 268/A 268M –05a3巴巴客 免费下载标准4.1.5Length(specific or random),4.1.6Optional requirements(hydrostatic or nondestructive electric test,Section16),4.1.7Test report required(Certification Section of Specifi-cation A1016/A1016M),4.1.8Specification designation,4.1.9Intergranular corrosion test,and4.1.10Special requirements.5.General Requirements5.1Material furnished under this specification shall con-form to the applicable requirements of Specification A1016/ A1016M unless otherwise provided herein.6.Manufacture6.1The tubes shall be made by the seamless or welded process with nofiller metal added.7.Heat Treatment7.1As afinal heat treatment,tubes shall be reheated to a temperature of1200°F[650°C]or higher and cooled(as appropriate for the grade)to meet the requirements of this specification.7.2The martensitic grade UNS S41500shall be reheated toa temperature of950°F[510°C]or higher and cooled as appropriate to meet the requirements of this specification. 8.Chemical Composition8.1The steel shall conform to the chemical requirements prescribed in Table1.9.Product Analysis9.1An analysis of either one billet or one length offlatrolled stock or one tube shall be made from each heat.The chemical composition thus determined shall conform to the requirements specified.9.2The product analysis tolerance of the Chemical Require-ments Table of A480/A480M shall apply.The product analy-sis tolerance is not applicable to the carbon content for material with a specified maximum carbon of0.04%or less.9.3If the original test for product analysis fails,retests of two additional billets,lengths offlat-rolled stock or tubes shall be made.Both retests for the elements in question shall meet the requirements of the specification;otherwise all remaining material in the heat or lot shall be rejected or,at the option of the producer,each billet or tube may be individually tested for acceptance.Billets,lengths offlat-rolled stock or tubes which do not meet the requirements of the specification shall be rejected.10.Tensile Requirements10.1The material shall conform to the tensile properties prescribed in Tables3and4.11.Hardness Requirements11.1The tubes shall have a hardness number not to exceed those prescribed in Table5.TABLE2Number of Tubes in a Lot Heat Treated by theContinuous ProcessSize of Tube Size of Lot2in.[50.8mm]and over in outside diameter and0.200in.[5.1mm]and over in wall thicknessnot more than50tubesLess than2in.[50.8mm]but over1in.[25.4mm]in outside diameter or over1in.[25.4mm]inoutside diameter and under0.200in.[5.1mm]inwall thicknessnot more than75tubes 1in.[25.4mm]or less in outside diameter not more than125tubesTABLE3Tensile RequirementsGrade and UNS DesignationTensilestrength,min,ksi[MPa]Yieldstrength,min,ksi[MPa]Elongation A,Bin2in.or50mm,min,% TP405S4050060[415]30[205]20...S4080055[380]30[205]20TP410S4100060[415]30[205]20TP429,TP430,and TP430TiS429000,S43000,and S4303660[415]35[240]20TP443S4430070[485]40[275]20TP446-1S4460070[485]40[275]18TP446-2S4460065[450]40[275]20TP409S4090055[380]25[170]20TP439S4303560[415]30[205]20S4393260[415]30[205]20 ...S41500115[795]90[620]15TPXM-27S4462765[450]40[275]20TPXM-33S4462668[470]45[310]2018Cr-2MoS4440060[415]40[275]2029-4and29-4-2S44700and S4480080[550]60[415]2026-3-3S4466085[585]65[450]2025-4-4S4463590[620]75[515]20...S4473575[515]60[415]1828-2-3.5S3280387[600]72[500]16S4097765[450]41[280]18S4394062[430]36[250]18S4203580[550]55[380]16TP468S4680060[415]30[205]22A For tubing smaller than1⁄2in.[12.7mm]in outside diameter,the elongation values given for strip specimens in Table2shall apply.Mechanical property requirements do not apply to tubing smaller than1⁄8in.[3.2mm]in outside diameter or with walls thinner than0.015in.[0.4mm].B For longitudinal strip tests a deduction of0.90%for TP446–1and S44735 and1.00%for all other grades shall be made from the basic minimum elongation foreach1⁄32in.[0.8mm]decrease in wall thickness below5⁄16in.[8mm].The following table gives the computed minimum values:A268/A268M–05a4巴巴客 免费下载标准12.Permissible Variations in Dimensions12.1Variations in outside diameter,wall thickness,and length from those specified shall not exceed the amounts prescribed in Table 6.12.2The permissible variations in outside diameter given in Table 6are not sufficient to provide for ovality in thin-walled tubes,as defined in the Table.In such tubes,the maximum and minimum diameters at any cross section shall deviate from the nominal diameter by no more than twice the permissible variation in outside diameter given in Table 6;however,the mean diameter at that cross section must still be within the given permissible variation.12.3When the specified wall is 2%or less of the specified outside diameter,the method of measurement is in accordance with the agreement between the purchaser and the manufac-turer (see Note 1).N OTE 1—Very thin wall tubing may not be stiff enough for the outside diameter to be accurately measured with a point contact test method,such as with the use of a micrometer or caliper.When very thin walls are specified,“go”–“no go”ring gages are commonly used to measure diameters of 11⁄2in.[38.1mm]or less.A0.002-in.[0.05-mm]additional tolerance is usually added on the “go”ring gage to allow clearance for sliding.On larger diameters,measurement is commonly performed with a pi tape.Other test methods such as optical test methods may also be considered.13.Surface Condition13.1All tubes shall be free of excessive mill scale,suitable for inspection.A slight amount of oxidation will not be considered as scale.Any special finish requirements shall be subject to agreement between the manufacturer and the pur-chaser.14.Mechanical Tests Required14.1Tension Tests —One tension test shall be made on a specimen for lots of not more than 50tubes.Tension tests shall be made on specimens from two tubes for lots of more than 50tubes.14.2Flaring Test (for Seamless Tubes)—One test shall be made on specimens from one end of one tube from each lot of finished tubes.The minimum expansion of the inside diameter shall be 10%.For tubes over 8in.[203.2mm]in outside diameter,or tubes with wall thickness 3⁄8in.[9.52mm]and over,the flattening test may be performed instead of the flaring test unless the flaring test is specified in the purchase order.14.3Flange Test (for Welded Tubes)—One test shall be made on specimens from one end of one tube from each lot of finished tubes.For tubes over 8in.[203.2mm]in outside diameter,or tubes with wall thickness 3⁄8in.[9.52mm]and over,the flattening test may be performed instead of the flange test unless the flange test is specified in the purchase order.14.4Hardness Test —Brinell or Rockwell hardness tests shall be made on specimens from two tubes from each lot.14.5When more than one heat is involved,the tension,flaring,flanging,and hardness test requirements shall apply to each heat.14.6Reverse Flattening Test —For welded tubes,one re-verse flattening test shall be made on a specimen from each 1500ft [450m]of finished tubing.15.Intergranular Corrosion Test15.1If intergranular corrosion testing is specified in the purchase order,the test shall be made in accordance withTABLE 4Minimum Elongation ValuesWall ThicknessElongation A in 2in.or 50mm,min,%in.mm TP446–1and S 44735S41500All Other Grades 5⁄16[0.312]81815209⁄32[0.281]7.21714191⁄4[0.250] 6.41614187⁄32[0.219] 5.61513173⁄16[0.188] 4.81412165⁄32[0.156]41311151⁄8[0.125] 3.21311143⁄32[0.094] 2.41210131⁄16[0.062]1.6119120.062–0.035,excl 1.6–0.9108120.035–0.022,excl 0.9–0.6108110.022–0.015,incl0.6–0.410811ACalculated elongation requirements shall be rounded to the nearest whole number.Note—The above table gives the computed minimum values for each 1⁄32in.[0.8mm]decrease in wall thickness.Where the wall thickness lies between two values shown above,the minimum elongation value shall be determined by the following equation:GradeEquationTP446–1and S 44735E =28.8t +9.00[E =1.13t +9.00]S41500E =24t +7.5All other gradesE =32t +10.00[E =1.25t +10.00]where:E =elongation in 2in.or 50mm,%.t =actual thickness of specimen,in.[mm].TABLE 5Hardness Requirements.GradeUNS Designation Brinell Hardness,max Rockwell Hardness,B Scale,maxTP405S4050020795...S4080020795TP410S4100020795TP429,TP430,and TP430TI S42900,S 43000,and S 4303619090TP443S4430020795TP446-1and TP446-2S4460020795TP409S4090020795TP439S43035A 19090S4393219090...S4*******B 32TPXM-33and TPXM-27S44626and S4462724110018CR-2MoS444002179529-4and 29-4-2S44700and S4480020710026-3-3S4466026525B 25-4-4S4463527027B ...S44735...10028-2-3.5S32803240100...S4*******88...S4394018088...S4203518088A Editorially corrected October 2000.BRockwell hardness,C scale.A 268/A 268M –05a5巴巴客 免费下载标准Practices A 763,using samples prepared as agreed upon between the seller and the purchaser.16.Hydrostatic or Nondestructive Electric Test16.1Each tube,seamless or welded,shall be subjected to the nondestructive electric test or the hydrostatic test.The type of test to be used shall be at the option of the manufacturer,unless otherwise specified in the purchase order.17.Product Marking17.1In addition to the marking described in Specification A 1016/A 1016M ,the marking shall indicate whether the tubing is seamless or welded.18.Keywords18.1ferritic stainless steel;seamless steel tube;stainless steel tube;steel tube;welded steel tubeSUPPLEMENTARY REQUIREMENTSThe following supplementary requirements shall apply only when specified by the purchaser in the inquiry,contract,or order.S1.Air-Underwater Pressure TestS1.1When specified,the tubing shall be examined by the air underwater pressure test.S2.Additional Testing of Welded Tubing for 100%JointEfficiency in Certain ASME Applications (see Note S2.1)N OTE S2.1—When specified,the special testing in this supplement is intended for special ASME applications.It is not mandatory for all ASME applications.S2.1Where this supplement is specified in the purchase order,in certain ASME applications it is permissible to use 100%joint efficiency for the longitudinal weld,provided the following additional requirements are met:S2.1.1Each tube shall be subjected to an ultrasonic inspec-tion employing Practices E 273or E 213with the rejection criteria referenced in Specification A 1016/A 1016M .S2.1.2If Practice E 273is employed,a 100%volumetric inspection of the entire length of each tube shall also be performed using one of the non-destructive electric tests permitted by Specification A 1016/A 1016M .S2.1.3The test methods described in the supplement may not be capable of inspecting the end portions of tubes.This condition is referred to as end effect.This portion,as deter-mined by the manufacturer,shall be removed and discarded.S2.1.4In addition to the marking prescribed in Specification A 1016/A 1016M ,“S2”shall be added after the grade designation.TABLE 6Permissible Variations in DimensionsGroup Size,Outside Diameter,in.[mm]Permissible Vari-ations in OutsideDiameter,in.[mm]Permissible Variations in Wall Thickness,A %Permissible Variations in CutLength,in.B [mm]Thin-Walled Tubes C OverUnder 1Up to 1⁄2[12.7],excl 60.005[0.13]6151⁄8[3]0...21⁄2to 11⁄2[12.7to 38.1],excl 60.005[0.13]6101⁄8[3]0less than 0.065in.[1.6mm]nominal311⁄2to 31⁄2[38.1to 88.9],excl 60.010[0.25]6103⁄16[5]less than 0.095in.[2.4mm]nominal431⁄2to 51⁄2[88.9to 139.7],excl 60.015[0.38]6103⁄16[5]0less than 0.150in.[3.8mm]nominal551⁄2to 8[139.7to 203.2],incl60.030[0.76]6103⁄16[5]0less than 0.150in.[3.8mm]nominalAWhen tubes as ordered require wall thicknesses 3⁄4in.[19mm]or over,or an inside diameter 60%or less of the outside diameter,a wider variation in wall thickness is required.On such sizes a variation in wall thickness of 12.5%over or under will be permitted.For tubes less than 1⁄2in.[12.7mm]in inside diameter which cannot be successfully drawn over a mandrel,the wall thickness may vary 615%from that specified.BThese tolerances apply to cut lengths up to and including 24ft [7.3m].For lengths greater than 24ft [7.3m],the above over tolerances shall be increased by1⁄8in.[3mm]for each 10ft [3m]or fraction thereof over 24ft,or 1⁄2in.[13mm],whichever is lesser.COvality provisions of 12.2apply.A 268/A 268M –05a6巴巴客 免费下载标准SUMMARY OF CHANGESCommittee A01has identified the location of selected changes to this specification since the last issue, A268/A268M–05,which may impact the use of this specification.(Approved September1,2005)(1)Added S43932to Table1,Table3,and Table5.Committee A01has identified the location of selected changes to this specification since the last issue, A268/A268M–04a,which may impact the use of this specification.(Approved March1,2005)(1)Clarified when ASME request applies in SupplementaryRequirement S2.Committee A01has identified the location of selected changes to this specification since the last issue, A268/A268M–04,which may impact the use of this specification.(Approved September1,2004)(1)Deleted references to S32900throughout.(2)Deleted references to A789/A789M and A790/A790M throughout.(3)Deleted old Notes1,2,3,and4.(4)Added new Section15.(5)Revised the Supplementary Requirements.Committee A01has identified the location of selected changes to this specification since the last issue, A268/A268M–03,which may impact the use of this specification.(Approved May1,2004)(1)Revised grades TP409and TP410in Table3.Committee A01has identified the location of selected changes to this specification since the last issue, A268/A268M–01,which may impact the use of this specification.(Approved September10,2003)(1)Replaced Specification A450/A450M with Specification A1016/A1016M throughout.(2)Clarified ordering requirements to include purchaser’s responsibility in Section4.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentionedin this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the riskof infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years andif not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standardsand should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of theresponsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you shouldmake your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the aboveaddress or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website().A268/A268M–05a7巴巴客 免费下载标准。
ASME材料对照精编版

A S M E材料对照文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)前言政策声明成员名单ASTM委员会成员名单序言按材料分类列出的标准目录删除标准向锅炉及压力容器委员会提出技术询问函的准备ASME锅炉及压力容器规范批准采用新材料的准则许用的ASTM版本材料的多重性标志准则更改一览表原文按数序排列的标准目录(无页码的为未选译标准)SA-6/SA-6M轧制结构钢棒材、钢板、型材和薄板板桩的通用要求(不常用,未翻译)SA-20/SA-20M压力容器用钢板通用要求SA-29/SA-29M热加工与冷精整碳钢和合金钢棒材通用要求(不常用,未翻译)SA-36/SA-36M碳素结构钢SA-47/SA-47M铁素体可锻铸铁件(不常用,未翻译)SA-53/SA-53M无镀层及热浸镀锌焊接与无缝公称钢管SA-105/SA-105M管道元件用碳钢锻件SA-106 高温用无缝碳钢公称管SA-134 电弧熔焊公称钢管(规格不小于NPS 16)(不常用,未翻译)SA-135 电阻焊公称钢管SA-178/SA-178M电阻焊碳钢和碳锤钢锅炉及过热器管子SA-179/SA-179M换热器及冷凝器用无缝冷拔低碳钢管SA-181/SA-181M一般管道用碳钢锻件SA-182/SA-182M高温用锻制或轧制合金钢公称管道法兰、锻制管配件、阀门和零件SA-192/SA-192M高压用无缝碳钢锅炉管子SA-193/SA-193M高温用合金钢和不锈钢螺栓材料SA-194/SA-194M高温高压螺栓用碳钢和合金钢螺母SA-202/SA-202M压力容器用铬锰硅合金钢板(不常用,未翻译)+SA-203/SA-203M压力容器用镍合金钢板SA204/SA-204M压力容器用铝合金钢板SA-209/SA-209M锅炉和过热器用元缝碳铝合金钢管子SA-210/SAE210M锅炉和过热器用无缝中碳钢管子SA-213/SA-213M锅炉、过热器和换热器用无缝铁素体和奥氏体合金钢管子发表于 2008-4-17 12:40 |word关于ASME材料应用的若干问题发布日期:[2004-11-19]关于ASME材料应用的若干问题韩肇俊北京巴布料克威尔科克斯有限公司北京100043)笔者在日常工作中,接触到我国锅炉及[wiki]压力容器[/wiki]制造行业关于ASME材料应用的若干问题,这些问题的正确理解对行业中关于ASME材料应用具有普遍意义,笔者为此作了归纳整理,以期对本刊的读者有所帮助。
ASME_材料与国标材料对比表教学提纲
320 GB/T18984-2003
低温管道用无缝钢管 -45℃ 21J 碳钢系列 2020/7/13
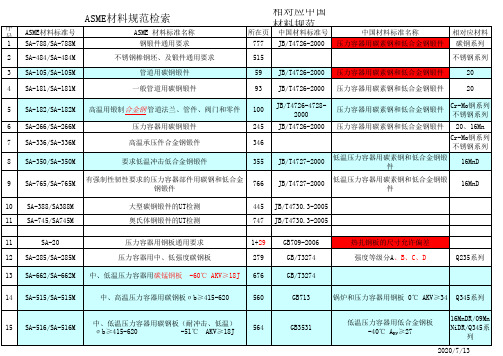
ASME材料规范检索
序 号
ASME材料标准号
ASME 材料标准名称
29 SA-789/SA-789M
一般用途无缝焊接铁素体/奥氏体不锈钢管
30
SA-193 B7
31
SA-194 4
高温用合金钢和不锈钢螺栓材料 高温高压用碳钢和合金钢螺母
ASME材料规范检索
序 号
ASME材料标准号
1 SA-788/SA-788M
ASME 材料标准名称 钢锻件通用要求
2 SA-484/SA-484M
不锈钢棒钢坯、及锻件通用要求
3 SA-105/SA-105M
管道用碳钢锻件
4 SA-181/SA-181M
一般管道用碳钢锻件
相对应中国 材料规范
所在页 中国材料标准号
σb≥415-620
-51℃ AKV≥18J
564
GB3531
低温压力容器用低合金钢板 -40℃ AKV≥27
16MnDR/09Mn NiDR/Q345系
列
2020/7/13
ASME材料规范检索
序 号
ASME材料标准号
ASME 材料标准名称
相对应中国 材料规范
所在页 中国材料标准号
16 SA-203/SA-203M 压力容器用镍合金钢板 -107℃ AKV≥27J 151 GB/T2054-2005
t°=(F-32
2020/7/13
备注
型材、钢坯 标准法兰、管件 非标准法兰、管
件
SA350-LF所以级 别满足要求 共六个级别其 中;Ⅳ级与 16MNDR相近
采购技术条件SA-266材料(英对照)

of item:
材料名称
Specification for carbon steel forgings for pressure vessel components.
压力容器部件用碳钢锻件
2.Specification designation
材料牌号
热处理条件:正火和回火温度范围和在该温度下的时间.
12.Identification of tubesheet
管板识别
HG
PURCHASE SPECIFICATION
采购技术条件
DOC. NO.UD2-08U1-7
REV. 1
PAGE4OF4
Each forging shall be identified in accordance with the working section of specification A 788.
超声检测:不要求
11.Material test report
材料试验报告
The material test report shall be furnished toHGin English or Chinese-English bilingual format and in SI units.
材料试验报告应以中英文两种语言和SI单位制的格式提供给HG.
HG
PURCHASE SPECIFICATION
采购技术条件
DOC. NO.UD2-08U1-7
REV. 1
PAGE1OF4
PURCHASE SPECIFICATION
FORTUBESHEET,SA-266MGr2
SA-266MGr2材质管板采购技术条件
马氏体不锈钢简介
马氏体不锈钢1、什么是不锈钢不锈钢(Sta in less Steel)是不锈耐酸钢的简称,耐空气、蒸汽、水等弱腐蚀介质或具有不锈性的钢种称为不锈钢;而将耐化学介质腐蚀(酸、碱、盐等化学浸蚀)的钢种称为耐酸钢。
由于两者在化学成分上的差异而使他们的耐蚀性不同,普通不锈钢一般不耐化学介质腐蚀,而耐酸钢则一般均具有不锈性。
2、分类不锈钢常按组织状态分为:马氏体钢、铁素体钢、奥氏体钢、奥氏体-铁素体(双相)不锈钢及沉淀硬化不锈钢等。
另外,可按成分分为:铬不锈钢、铬镍不锈钢和铬锰氮不锈钢等。
1、铁素体不锈钢:含铬12%〜30%。
其耐蚀性、韧性和可焊性随含铬量的增加而提高,耐氯化物应力腐蚀性能优于其他种类不锈钢。
属于这一类的有Crl7、Cr17Mo2Ti、Cr25, Cr25Mo3Ti、Cr28 等。
铁素体不锈钢因为含铬量高,耐腐蚀性能与抗氧化性能均比较好,但机械性能与工艺性能较差,多用于受力不大的耐酸结构及作抗氧化钢使用。
这类钢能抵抗大气、硝酸及盐水溶液的腐蚀,并具有高温抗氧化性能好、热膨胀系数小等特点,用于硝酸及食品工厂设备,也可制作在高温下工作的零件,如燃气轮机零件等。
2、奥氏体不锈钢:含铬大于18%,还含有8%左右的镍及少量钼、钛、氮等元素。
综合性能好,可耐多种介质腐蚀。
奥氏体不锈钢的常用牌号有1Cr18Ni9、0Cr19Ni9 等。
0Cr19Ni9 钢的Wc<0.08%, 钢号中标记为“0”这类钢中含有大量的Ni和Cr,使钢在室温下呈奥氏体状态。
这类钢具有良好的塑性、韧性、焊接性和耐蚀性能,在氧化性和还原性介质中耐蚀性均较好,用来制作耐酸设备,如耐蚀容器及设备衬里、输送管道、耐硝酸的设备零件等。
奥氏体不锈钢一般采用固溶处理,即将钢加热至1050〜1150C,然后水冷,以获得单相奥氏体组织。
3、奥氏体-铁素体双相不锈钢:兼有奥氏体和铁素体不锈钢的优点,并具有超塑性。
奥氏体和铁素体组织各约占一半的不锈钢。
ASME锅炉及压力容器规范(国际性规范-铁基)
前言政策声明成员名单ASTM委员会成员名单序言按材料分类列出的标准目录删除标准向锅炉及压力容器委员会提出技术询问函的准备ASME锅炉及压力容器规范批准采用新材料的准则许用的ASTM版本材料的多重性标志准则更改一览表原文按数序排列的标准目录(无页码的为未选择标准)SA-6/SA-6M轧制结构钢棒材、钢板、型材和薄板板桩的通用要求SA-20/SA-20M压力容器用钢板通用要求SA-29/SA-29M热加工与冷精整碳钢和合金钢棒材通用要求SA-36/SA-36M碳素结构钢SA-47/SA-47M铁素体可锻铸铁件SA-53/SA-53M无镀层及热浸镀锌焊接与无缝公称钢管SA-105/SA-105M管道元件用碳钢锻件SA-106 高温用无缝碳钢公称管SA-134 电弧熔焊公称钢管(规格不小于NPS 16)SA-135 电阻焊公称钢管SA-178/SA-178M电阻焊碳钢和碳锤钢锅炉及过热器管子SA-179/SA-179M换热器及冷凝器用无缝冷拔低碳钢管SA-181/SA-181M一般管道用碳钢锻件SA-182/SA-182M高温用锻制或轧制合金钢公称管道法兰、锻制管配件、阀门和零件SA-192/SA-192M高压用无缝碳钢锅炉管子SA-193/SA-193M高温用合金钢和不锈钢螺栓材料SA-194/SA-194M高温高压螺栓用碳钢和合金钢螺母SA-202/SA-202M压力容器用铬锰硅合金钢板SA-203/SA-203M压力容器用镍合金钢板SA204/SA-204M压力容器用铝合金钢板SA-209/SA-209M锅炉和过热器用元缝碳铝合金钢管子。
ASME标准对照表

ASME标准对照表SA-6/SA-6M 结构用轧制钢板、型钢、板桩和棒钢通用要求SA-20/SA-20M 压力容器用钢板通用要求SA-29/SA-29M 热加工与冷精整碳钢和合金钢棒材通用要求SA-36/SA-36M 碳素结构钢SA-47 铁素体可锻铸铁件SA-53/SA-53M 无镀层及热浸镀锌焊接及无缝公称钢管SA-105/SA-105M 管道元件用碳钢锻件SA-106 高温用无缝碳钢公称管SA-134 电弧熔焊公称钢管(尺寸≥NPS 16)SA-135 电阻焊公称钢管SA-178/SA-178M 电阻焊碳钢和碳锰钢锅炉及过热器管子SA-179/SA-179M 换热器及冷凝器用无缝冷拔低碳钢管子SA-181/SA-181M 一般管道用碳钢锻件SA-182/SA-182M 高温用锻制或轧制合金钢管道法兰、锻制管配件、阀门和零件 SA-192/SA-192M 高压用无缝碳钢锅炉管子SA-193/SA-193M 高温用合金钢和不锈钢螺栓材料SA-194/SA-194M 高温高压螺栓用碳钢和合金钢螺母SA-199/SA-199M 热交换器及冷凝器用无缝冷拔中合金钢管子SA-202/SA-202M 压力容器用铬锰硅合金钢板SA-203/SA-203M 压力容器用镍合金钢板SA-204/SA-204M 压力容器用钼合金钢板SA-209/SA-209M 锅炉和过热器用无缝碳钼合金钢管子SA-210/SA-210M 锅炉和过热器用无缝中碳钢管子SA-213/SA-213M 锅炉、过热器和换热器用无缝铁素体和奥氏体合金钢管子 SA-214/SA-214M 换热器和冷凝器用电阻焊碳钢管子SA-216/SA-216M 可熔焊高温用碳钢铸件SA-217/SA-217M 高温承压零件用马氏体不锈钢和合金钢铸件SA-225/SA-225M 压力容器用锰钒镍合金钢板SA-226/SA-226M 高压锅炉和过热器用电阻焊碳钢管子SA-232/SA-232M 铬钒合金钢阀门弹簧品级钢丝SA-234/SA-234M 中、高温用锻制碳钢和合金钢管道配件SA-240 压力容器用耐热铬及铬镍不锈钢板、薄板和钢带SA-249/SA-249M 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管子SA-250/SA-250M 锅炉和过热器用电阻焊铁素体合金钢管子SA-263 耐腐蚀铬钢复合钢板、薄板及钢带SA-264 不锈铬镍钢复合钢板、薄板和钢带SA-265 镍和镍基合金复合钢板SA-266/SA-266M 压力容器部件用碳钢锻件SA-268/SA-268M 一般用途无缝和焊接铁素体和马氏体不锈钢管子SA-275/SA-275M 钢锻件磁粉检验SA-278 温度至650°F 承压零件用灰口铁铸件SA-283/SA-283M 中、低强度碳素钢板件SA-299/SA-299M 压力容器用碳锰硅钢板SA-302/SA-302M 压力容器用锰钼和锰钼镍合金钢板SA-307 抗拉强度60000psi碳钢螺栓和螺柱SA-311/SA-311M 有力学性能要求并作应力消除的冷拔碳素钢棒钢SA-312/SA-312M 无缝和焊接奥氏体不锈钢公称管SA-320/SA-320M 低温用合金钢螺栓材料SA-325 最小抗拉强度120/105ksi的热处理结构钢螺栓SA-333/SA-333M 低温用无缝和焊接公称钢管SA-334/SA-334M 低温用无缝和焊接的碳钢和合金钢管子SA-335/SA-335M 高温用无缝铁素体合金钢公称管SA-336/SA-336M 高温承压件用合金钢锻件SA-350/SA-350M 要求缺口韧性试验的管道零部件用碳钢和低合金钢锻件 SA-351/SA-351M 承压元件用奥氏体、奥氏体—铁素体(双相)铸件SA-352/SA-352M 低温承压件用铁素体和马氏体钢铸件SA-353/SA-353M 压力容器用二次正火加回火9%镍合金钢板SA-354 淬火加回火的合金钢螺栓、螺柱和其它外螺纹紧固件SA-358/SA-358M 高温用电熔化焊奥氏体铬—镍合金钢公称管SA-369/SA-369M 高温用碳钢和铁素体合金钢锻造并镗孔公称管SA-370 钢制品力学性能试验方法和定义标准SA-372/SA-372M 薄壁压力容器用碳钢和合金钢锻件SA-376/SA-376M 高温中央电站用无缝奥氏体钢公称管SA-387/SA-387M 压力容器用铬—钼合金钢板SA-395 高温用铁素体球墨铸铁承压铸件SA-403/SA-403M 锻制奥氏体不锈钢管配件SA-409/SA-409M 腐蚀和高温用焊接大直径奥氏体钢公称管SA-414/SA-414M 压力容器用碳素钢薄钢板SA-420/SA-420M 低温用锻制碳钢和合金钢管配件SA-423/SA-423M 无缝和电阻焊低合金钢管子SA-426 高温用离心铸造铁素体合金钢公称管SA-430/SA-430M 高温用锻造和镗孔奥氏体钢公称管SA-435/SA-435M 钢板超声直射波检验SA-437/SA-437M 高温用特殊热处理合金钢透平用螺栓连接材料SA-449 淬火加回火钢螺栓和螺柱SA-450/SA-450M 碳钢、铁素体合金钢和奥氏体合金钢管子通用要求SA-451 高温用离心铸造奥氏体钢公称管SA-452 高温用离心铸造奥氏体塑性加工钢公称管SA-453/SA-453M 高温用屈服强度为50ksi~120ksi(345MPa~827MPa),膨胀系数与奥氏体钢相近的螺栓连接材料SA-455/SA-455M 压力容器用高强度碳锰钢板SA-476 造纸厂干燥辊用球墨铸铁件SA-479/SA-479M 锅炉和其它压力容器用不锈钢棒材和型材SA-480/SA-480M 不锈和耐热钢轧制钢板、薄板及钢带通用要求SA-484/SA-484M 不锈钢棒材、钢坯及锻件通用要求SA-487/SA-487M 承压用铸钢件SA-508/SA-508M 压力容器用经真空处理的淬火加回火碳钢和合金钢锻件SA-515/SA-515M 中、高温压力容器用碳钢板SA-516/SA-516M 中、低温压力容器用碳钢板SA-517/SA-517M 压力容器用淬火加回火高强度合金钢板SA-522/SA-522M 低温用锻制或轧制8%或9%镍合金钢法兰、配件、阀门和零件 SA-524 常温和低温用无缝碳钢公称管SA-530/SA-530M 专门用途碳钢和合金钢公称管通用要求SA-533/SA-533M 压力容器用淬火加回火锰钼和锰钼镍合金钢板SA-537/SA-537M 压力容器用经热处理的碳锰硅钢板SA-540/SA-540M 特殊用途合金钢螺栓连接材料SA-541/SA-541M 压力容器部件用淬火加回火碳钢和合金钢锻件SA-542/SA-542M 压力容器用淬火加回火铬钼和铬钼钒合金钢板SA-543/SA-543M 压力容器用淬火加回火镍铬钼合金钢板SA-553/SA-553M 压力容器用淬火加回火8% 和9%镍合金钢板SA-556/SA-556M 给水加热器用无缝冷拔碳钢管子SA-557/SA-557M 给水加热器用电阻焊碳钢管子SA-562/SA-562M 搪玻璃或扩散金属层用的压力容器碳锰钛钢板SA-563 碳钢和合金钢螺母SA-564/SA-564M 热轧和冷精整的时效硬化不锈和耐热钢棒材及型材SA-574 合金钢内六角头螺钉SA-577/SA-577M 钢板超声斜射波检验SA-578/SA-578M 特殊用途普通钢板与复合钢板超声直射波检验SA-592/SA-592M 压力容器用淬火加回火高强度低合金锻制配件和零件 SA-609/SA-609M 碳钢、低合金钢和马氏体不锈钢铸件超声波检验SA-612/SA-612M 中、低温压力容器用高强度碳钢板SA-620/SA-620M 特殊镇静深冲用冷轧碳钢薄板SA-638/SA-638M 高温用沉淀硬化铁基超耐热不锈钢棒材、锻件和锻坯 SA-645/SA-645M 压力容器用特殊热处理5%镍合金钢板SA-649/SA-649M 瓦楞纸机器用锻制钢轧辊SA-660 高温用离心铸造碳钢公称管SA-662/SA-662M 中、低温压力容器用碳锰钢板SA-666 奥氏体不锈钢薄板、钢带、钢板和扁钢SA-667/SA-667M 离心铸造的灰、白口铸铁双金属圆筒SA-671 常温和低温用电熔化焊钢公称管SA-672 中温高压用电熔化焊钢公称管SA-675/SA-675M 要求力学性能特殊质量热加工碳钢棒钢SA-688/SA-688M 给水加热器用焊接奥氏体不锈钢管子SA-691 高温、高压用碳素钢和合金钢电熔化焊公称管SA-693 沉淀硬化不锈和耐热钢板、薄板和钢带SA-695 液压用特殊质量热加工碳钢棒材SA-696 压力管道部件用热加工或冷精整特殊质量要求碳钢棒材SA-703/SA-703M 受压零件用钢铸件通用要求SA-705/SA-705M 时效硬化不锈和耐热钢锻件SA-723/SA-723M 受压部件用高强度合金钢锻件SA-727/SA-727M 管道部件用具有内在缺口韧性的碳钢锻件SA-731/SA-731M 无縫及焊接铁素体和马氏体不锈钢公称管SA-736/SA-736M 压力容器用低碳时效硬化镍铜铬钼铌和镍铜锰钼铌合金钢板 SA-737/SA-737M 压力容器用高强度低合金钢板SA-738/SA-738M 中低温压力容器用热处理的碳锰硅钢板SA-739 高温或受压件、或高温并受压件用热加工合金棒钢SA-745/SA-745M 奥氏体钢锻件超声波检验SA-747/SA-747M 沉淀硬化不锈钢铸件SA-748/SA-748M 压力容器用静态铸造激冷白口—灰口铸铁双金属滚筒SA-751 钢制品化学分析方法、实验操作和术语SA-765/SA-765M 有强制性韧性要求的压力容器部件用碳钢和低合金钢锻件SA-770/SA-770M 特殊用途钢板板厚方向拉伸试验SA-781/SA-781M 一般工业用钢和合金铸件通用要求SA-788 钢锻件通用要求SA-789/SA-789M 一般用途无缝和焊接铁素体/奥氏体不锈钢管子SA-790/SA-790M 无缝及焊接铁素体/奥氏体不锈钢公称管SA-803/SA-803M 给水加热器用焊接铁素体不锈钢管子SA-812/SA-812M 焊接多层压力容器用低合金高强度热轧薄板SA-813/SA-813M 单面或双面焊奥氏体不锈钢公称管SA-814/SA-814M 冷加工焊接奥氏体不锈钢公称管SA-815/SA-815M 塑性加工成型铁素体、铁素体/奥氏体及马氏体不锈钢管配件 SA-832/SA-832M 压力容器用铬钼钒合金钢板SA-836/SA-836M 搪玻璃的管道和压力容器使用的加钛稳定碳钢锻件SA-841/SA-841M 用热机械控制工艺(TMCP)生产的压力容器用钢板SA-905 压力容器缠绕钢丝SF-568 碳钢和合金钢公制外螺纹紧固件SA-941 与钢,不锈钢,相关合金和铁合金有关的术语SA-960 锻轧钢管道用管件的共同要求SA-961 管道用钢法兰、锻造管件,阀门及阀门零件通用要求SA-962/SA-962M 在低温到蠕变温度范围的任意温度使用的钢紧固件或紧固件材料或两者的通用要求SA-995 承压元件用奥氏体—铁素体(双相)不锈钢铸件SA/CSA-G40.21 结构用品质钢SA/EN 10028-2 受压用钢制平板制品SA/JIS G3118 中温和常温压力容器用碳钢板SB-26/SB-26M 铝合金砂型铸件SB-42 标准尺寸无缝铜公称管SB-43 标准尺寸无缝锡锌黄铜公称管SB-61 铜镍基合金或阀门青铜铸件SB-62 复合青铜或高铜黄铜铸件SB-75 无缝铜管子SB-96 一般和压力容器用铜-硅合金板、薄板、带材和轧制棒材SB-108 铝合金永久模型铸件SB-111 铜和铜合金无缝冷凝器管子和压盖坯料SB-127 镍-铜合金(UNS N04400)板材、薄板和带材SB-135 无缝黄铜管子SB-148 铝青铜砂模铸件SB-150 铝青铜棒材、条材和型材SB-151 铜-镍-锌合金(镍银)和铜-镍杆材和棒材SB-152 铜薄板、带材、板和轧制棒材SB-160 镍杆材和棒材SB-161 镍无缝公称管和管子SB-162 镍板材、薄板和带材SB-163 无缝镍和镍合金冷凝器及热交换器管子SB-164 镍-铜合金杆材、棒材和线材SB-165 镍-铜合金(UNS N04400)无缝公称管和管子SB-166 镍-铬-铁合金(UNS N06600,N06601,N06690,N06025和N06045)和镍-铬-钴-钼合金(UNS N06617)杆材,棒材和线材SB-167 镍-铬-铁合金(UNS N06600,N06601,N06690,N06025和N06045)无缝公称管和管子SB-168 镍-铬-铁合金(UNS N06600,N06601,N06690,N06025和N06045)和镍-铬-钴-钼合金(UNS N06617)板材、薄板和带材SB-169 铝青铜板、薄板,带材和轧制棒材SB-171 压力容器、冷凝器和热交换器用铜合金板材和薄板SB-209 铝和铝合金薄板和板材SB-210 铝和铝合金拉制无缝管子SB-211 铝合金棒材、杆材和型材SB-221 铝和铝合金挤压棒材、杆材和型材SB-234 冷凝器和热交换器用铝和铝合金拉制无缝管子SB-241/ SB—241M 铝和铝合金无缝公称管和无缝挤压管子SB-247 铝合金模锻和手工锻锻件SB-248 轧制和冷拔铜和铜合金板、薄板、带材和轧制棒材的通用要求 SB-249 轧制和冷拔铜和铜合金棒材、条材和型材的通用要求SB-251 轧制和冷拔铜和铜合金无缝管子通用要求SB-265 钛和钛合金带材、薄板和板材SB-271 铜基离心浇注铸件SB-283 铜和铜合金模锻件(热压)SB-308/SB-308M 铝合金6061-T6标准结构型材SB-315 无缝铜合金公称管和管子SB-333 镍-钼合金板、薄板和带材SB-335 镍-钼合金杆材SB-337 无缝和焊接的钛和钛合金公称管SB-338 冷凝器和热交换器用无缝和焊接的钛和钛合金管子SB-348 钛和钛合金棒料和坯料SB-359 带内鳍的铜和铜合金无缝冷凝器和热交换器管子SB-363 无缝和焊接的非合金钛和钛合金焊接连接配件SB-369 铜-镍合金铸件SB-381 钛和钛合金锻件SB-395 “U”型弯头无缝铜和铜合金热交换器和冷凝器管子SB-407 无缝镍-铁-铬合金公称管和管子SB-408 镍-铁-铬合金杆材和棒材SB-409 镍-铁-铬合金板材、薄板和带材SB-423 镍-铁-铬-钼-铜合金(UNS N08825和N08221)无缝公称管和管子SB-424 镍-铁-铬-钼-铜合金(UNS N08825和N08221)板材、薄板和带材SB-425 镍-铁-铬-钼-铜合金(UNS N08825和UNS N08221)杆材和棒材SB-434 镍-钼-铬-铁合金(UNS N10003,UNS N10242)板材、薄板和带材SB-435 UNS N06002,UNS N06230,UNS N0 12160和UNS R30556板、薄板和带材 SB-443 镍-铬-钼-铌合金(UNS N06625)板材、薄板和带材SB-444 镍-铬-钼-铌合金(UNS N06625)公称管和管子SB-446 镍-铬-钼-铌合金(UNS N06625)杆材和棒材SB-462 耐腐蚀高温使用锻制或轧制(UNS N08020,UNS N08024,UNS N08026和UNS N0836)合金管道法兰、锻制配件、阀门和零件SB-463 UNS N08020,UNS N08026和UNS N08024合金板材、薄板和带材SB-464 焊接的UNS N08020,UNS N08024和UNS N08026合金公称管SB-466 无缝铜-镍合金公称管和管子SB-467 焊接的铜-镍公称管SB-468 焊接的UNS N08020,UNS N08024和UNS N08026合金管子SB-473 UNS N08024,UNS N08026和UNS N08024镍合金棒材和线材SA-494/SA-494M 镍和镍合金铸件SB-505 铜基合金连续浇注铸件SB-511 镍-铁-铬-硅合金棒材和型材SB-514 焊接的镍-铁-铬合金公称管SB-515 焊接的UNS N08800和UNS N08810合金管子SB-516 焊接的镍-铬-铁合金(UNS N06600)UNS N06025和UNS N06045管子SB-517 焊接的镍-铬-铁合金(UNS N06600),UNS 6025和UNS 6045公称管SB-523 无缝和焊接的锆和锆合金管子SB-535 镍-铁-铬合金(UNS N08330和UNS N08332)无缝公称管和管子SB-536 镍-铁-铬-硅合金(UNS N08330和UNS N08332)板材、薄板和带材SB-543 焊接的铜和铜合金热交换器管子SB-548 压力容器用铝合金板的超声波检查SB-550 锆和锆合金棒材和线材SB-551 锆和锆合金带材、薄板和板SB-564 镍合金锻件SB-572 UNS N06002,UNS N06230,UNS N12160和UNS R 30556杆材SB-573 镍-钼-铬-铁合金(UNS N10003)杆材SB-574 低碳镍-钼-铬、低碳镍-铬-钼和低碳镍-铬-钼-钨合金杆材SB-575 低碳镍-钼-铬、低碳镍-铬-钼、低碳镍-铬-钼-铜、低碳镍-铬-钼-钽和低碳镍-铬-钼-钨合金板材、薄板和带材SB-581 镍-铬-铁-钼-铜合金杆材SB-582 镍-铬-铁-钼-铜合金板、薄板和带材SB-584 一般用途铜合金砂型铸件SB-599 镍-铁-铬-钼-铌稳定化合金(UNS N08700)板材、薄板和带材SB-619 焊接的,镍和镍-钴合金公称管SB-620 镍-铁-铬-钼合金(UNS N08320)板材、薄板和带材SB-621 镍-铁-铬-钼合金(UNS N08320)杆材SB-622 无缝镍和镍-钴合金公称管和管子SB-625 UNS N08904,UNS N08925,UNS N08031,UNS N089032,UNS N08926和UNSR20033合金板材、薄板和带材SB-626 焊接的镍和镍-钴合金管子(tube,换热管)SB-637 高温用沉淀硬化镍合金棒材、锻件和锻坯SB-649 低碳Ni-Fe-Cr-Mo-Cu合金(UNS N08904)和低碳Ni-Fe-Cr-Mo-Cu-N合金(UNS N08925,UNS N08031和UNS N08926)棒材和线材SB-658 无缝的焊接的锆和锆合金公称管SB-668 UNS N08028无缝管子SB-672 镍-铁-铬-钼-铌稳定化合金(UNS N08700)棒材和线材SB-673 UNS N08904,UNS N08925和UNS N08926焊接公称管SB-674 UNS N08904,UNS N08925和UNS N08976焊接管子SB-675 UNS N08366和UNS N08367焊接公称管SB-676 UNS N08366和UNS N08367焊接管子SB-677 UNS N08904,UNS N088925和UNS N08926无缝公称管和管子SB-688 铬-镍-钼-铁合金(UNS N08366和UNS N08367)板材、薄板和带材SB-690 铁-镍-铬-钼合金(UNS N08366和UNS N08367)无缝公称管和管子SB-691 铁-镍-铬-钼合金(UNS N08366和UNS N08367)杆材、棒材和线材SB-704 焊接的UNS N06625和UNS N08825合金管子SB-705 镍合金(UNS N06625和N08825)焊接公称管SB-709 铁-镍-铬-钼合金(UNS N08028)板材、薄板和带材SB-710 镍-铁-铬-硅合金焊接公称管SB-729 无缝的UNS N08020,UNS N08026和UNS N08024镍合金公称管和管子 SB-751 镍和镍合金无缝和焊接管子的通用要求SB-755 镍和镍合金无缝和焊接公称管的通用要求SB-804 UNS N08367 和UNS N08926焊接公称管SB-815 钴-铬-镍-钼-钨合金(UNS R31233)杆材SB-818 钴-铬-镍-钼-钨合金(UNS R31233)板材、薄板和带材SB-824 铜合金铸件通用要求SB-829 镍和镍合金无缝公称管和管子用通用要求SB-858M 用氨蒸汽试验测定铜合金应力腐蚀裂纹敏感性的试验方法SB-861 无缝钛和钛合金公称管SB-862 钛和钛合金焊接公称管。
奥氏体马氏体铁素体的区别

奥氏体马氏体铁素体的区别The manuscript was revised on the evening of 2021奥氏体/马氏体/铁素体奥氏体(钢的组别:A1, A2, A3 A4, A5) (性能等级:50软,70冷加工,80高强度)马氏体(钢的组别:C1,C2,C3) (性能等级:50软,70、110淬火并回火,80淬火并回火) 铁素体(钢的组别:F1) (性能等级:45软,60冷加工)马氏体不锈钢属于铬不锈钢。
由于含碳量高,碳化铬多,钢的耐蚀性能下降,虽可通过热处理的方法改善,但防腐性不高。
马氏体不锈钢多用于制造力学性能要求较高,并有一定耐蚀性能要求的零件,如汽轮机叶片、喷嘴、阀座、量具、刃具等。
铁素体不锈钢也属于铬不锈钢。
含碳量小,抗大气、硝酸及盐水溶液的腐蚀能力强,有高温抗氧化性能好等特点。
主要用于制作化工设备中的容器、管道。
奥氏体不锈钢属于铬镍不锈钢。
具有很高的耐蚀性,优良的塑性,良好的焊接性及低温韧性,不具有磁性,易加工硬化。
主要用于在腐蚀介质中工作的零件、容器、管道、医疗器械以及抗磁环境中。
奥氏体奥氏体是碳溶解在γ-Fe中的间隙固溶体,常用符号A表示。
它仍保持γ-Fe的面心立方晶格。
其溶碳能力较大,在727℃时溶碳为ωc=%,1148℃时可溶碳%。
奥氏体是在大于727℃高温下才能稳定存在的组织。
奥氏体塑性好,是绝大多数钢种在高温下进行压力加工时所要求的组织。
奥氏体是没有磁性的。
马氏体分级淬火是将奥氏体化工件先浸入温度稍高或稍低于钢的马氏体点的液态介质(盐浴或碱浴)中,保持适当的时间,待钢件的内、外层都达到介质温度后取出空冷,以获得马氏体组织的淬火工艺,也称分级淬火。
分级淬火由于在分级温度停留到工件内外温度一致后空冷,所以能有效地减少相变应力和热应力,减少淬火变形和开裂倾向。
分级淬火适用于对于变形要求高的合金钢和高合金钢工件,也可用于截面尺寸不大、形状复杂地碳素钢工件。
马氏体不锈钢通过热处理可以调整其力学性能的不锈钢,通俗地说,是一类可硬化的不锈钢。
奥氏体马氏体铁素体的区别
奥氏体/马氏体/铁素体
奥氏体(钢的组别:A1,A2,A3A4,A5)(性能等级:50软,70冷加工,80高强度) 马氏体(钢的组别:C1,C2,C3)(性能等级:50软,70、110淬火并回火,80淬火并回火) 铁素体(钢的组别:F1)(性能等级:45软,60冷加工)
马氏体不锈钢属于铬不锈钢。
由于含碳量高,碳化铬多,钢的耐蚀性能下降,虽可通过热处理的方法改善,但防腐性不高。
马氏体不锈钢多用于制造力学性能要求较高,并有一定耐蚀性能要求的零件,如汽轮机叶片、喷嘴、阀座、量具、刃具等。
马氏体Martensite,如前所述命名自AdolfMartens(1850-1914)。
这位被称作马登斯或马滕斯的先生是一位德国的冶金学家。
他早年作为一名工程师从事铁路桥梁的建设工作,并接触到了正在兴起
的材料检验方法。
于是他用自制的显微镜(!)观察铁的金相组织,并在1878年发表了《铁的显微镜研究》,阐述金属断口形态以及其抛光和酸浸后的金相组织。
(这个工作我们现在做的好像也蛮多的。
)他观察到生铁在冷却和结晶过程中的组织排列很有规则(大概其中就有马氏体),并预言显微镜研究必将成为最有用的分析方法之一(有远见)。
他还曾经担任了柏林皇家大学附属机械工艺研究所所长,也就是柏林皇家材料试验所("StaatlicheMaterialprüfungsamt")的前身,他在那里建立了第一流的金相试验室。
1895年国际材料试验学会成立,他担任了副主席一职。
直到现在,在德国依然有一个声望颇高的奖项以他的名字命名。
astma266化学成分

astma266化学成分全文共四篇示例,供读者参考第一篇示例:ASTMA266是一种常用的化学成分,广泛应用于工业生产、制造和科研领域。
ASTMA266是美国机械工程师协会(ASTM)制定的标准,其化学成分包括碳素钢、低合金钢、不锈钢和镍合金等材料。
本文将详细介绍ASTMA266化学成分的特点及其在不同领域的应用。
ASTMA266化学成分的特点:1. 碳素钢:碳素钢是ASTMA266常用的一种材料,其主要成分是碳和铁,通常含有少量的硅、锰、磷和硫等元素。
碳素钢具有良好的机械性能和耐磨性,广泛用于制造机械零件、汽车零件等。
4. 镍合金:镍合金是ASTMA266中的高端材料,其主要成分是镍和少量的铬、钼、钛等元素。
镍合金具有优异的耐腐蚀性、耐高温性和机械性能,适用于制造航空航天设备、核电设备等。
2. 汽车工业:ASTMA266化学成分的碳素钢和不锈钢在汽车制造中扮演重要角色,用于制造车身、发动机零件、排气系统等。
不锈钢具有良好的耐腐蚀性和耐高温性,能够提高汽车零件的使用寿命。
3. 化工设备:ASTMA266化学成分的不锈钢和镍合金被广泛用于制造化工设备,如反应釜、换热器、储罐等。
这些材料具有优异的耐腐蚀性和耐高温性,能够保证化工设备长期稳定运行。
ASTMA266化学成分是一种重要的工程材料,其在机械制造、汽车工业、化工设备、航空航天等领域有着广泛应用。
通过合理选择ASTMA266化学成分,可以制造出具有优异性能和稳定品质的产品,推动相关产业的发展和进步。
ASTMA266化学成分将继续发挥重要作用,为各行各业提供优质的材料支持。
第二篇示例:astma266是一种常用的工程材料,其化学成分主要包括铝、硅、镁、锌和铜等元素。
这些元素的含量不仅决定了astma266的物理性质和机械性能,还直接影响到其在工程领域的应用范围和效果。
在本文中,我们将详细介绍astma266的化学成分及其在工程领域中的应用情况。
让我们来看一下astma266的主要化学成分。
奥氏体、马氏体、铁素体、双相不锈钢的区别简介

不锈钢简介:不锈钢通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。
不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。
这种不锈性和耐蚀性是相对的。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
不锈钢的分类方法很多。
按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。
由于不锈钢材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在重工业、轻工业、生活用品行业以及建筑装饰等行业中获取得广泛的应用。
不锈钢牌号分组200 系列—铬-镍-锰奥氏体不锈钢300 系列—铬-镍奥氏体不锈钢型号301—延展性好,用于成型产品。
也可通过机械加工使其迅速硬化。
焊接性好。
抗磨性和疲劳强度优于304不锈钢。
型号302—耐腐蚀性同304,由于含碳相对要高因而强度更好。
型号303—通过添加少量的硫、磷使其较304更易切削加工。
型号304—通用型号;即18/8不锈钢。
GB牌号为0Cr18Ni9。
型号309—较之304有更好的耐温性。
型号316—继304之後,第二个得到最广泛应用的钢种,主要用于食品工业和外科手术器材,添加钼元素使其获得一种抗腐蚀的特殊结构。
由于较之304其具有更好的抗氯化物腐蚀能力因而也作“船用钢”来使用。
SS316则通常用于核燃料回收装置。
18/10级不锈钢通常也符合这个应用级别。
[1]型号321—除了因为添加了钛元素降低了材料焊缝锈蚀的风险之外其他性能类似304。
ASTM A266钢堆焊奥氏体不锈钢组织与性能
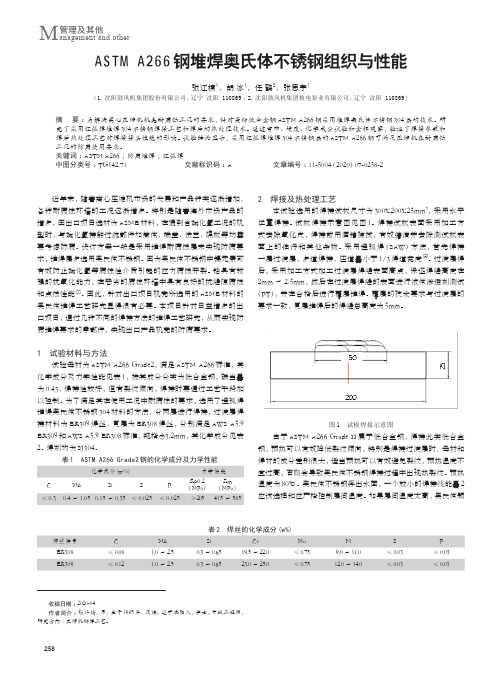
258管理及其他M anagement and otherASTM A266钢堆焊奥氏体不锈钢组织与性能张江楠1,胡 冰1,任 鹤2,张思宇1(1.沈阳鼓风机集团股份有限公司,辽宁 沈阳 110869;2.沈阳鼓风机集团核电泵业有限公司,辽宁 沈阳 110869)摘 要:为解决离心压缩机机壳耐腐蚀工况的要求,针对美标低合金钢ASTM A266钢采用堆焊奥氏体不锈钢304层的技术。
研究了采用埋弧焊堆焊304不锈钢焊接工艺和焊后的热处理技术。
通过弯曲、硬度、化学成分试验和金相观察,验证了焊接参数和焊后热处理工艺对焊接接头性能的影响。
试验结论显示,采用埋弧焊堆焊304不锈钢层的ASTM A266钢可满足压缩机在耐腐蚀工况的防腐使用要求。
关键词:ASTM A266;防腐堆焊;埋弧焊中图分类号:TG142.71 文献标识码:A 文章编号:11-5004(2020)07-0258-2收稿日期:2020-04作者简介:张江楠,男,生于1985年,汉族,辽宁沈阳人,学士,中级工程师,研究方向:压缩机铆焊工艺。
近年来,随着离心压缩机市场的发展和产品种类逐渐增加,各种耐腐蚀环境的工况逐渐增多。
特别是随着海外市场产品的增多,因出口项目选材为ASME 材料,在遇到含硫化氢工况的机型时,与硫化氢接触过流部件如筒体、端盖、法兰、隔板等均需要考虑防腐。
设计方案一般是采用堆焊耐腐蚀层来实现防腐要求,堆焊层多选用奥氏体不锈钢。
因为奥氏体不锈钢中镍元素可有效防止硫化氢等腐蚀性介质引起的应力腐蚀开裂。
铬具有较强的抗氧化能力,在恶劣的腐蚀环境中具有良好的抗缝隙腐蚀和点蚀性能[1]。
因此,针对出口项目机壳所选用的ASME 材料的奥氏体堆焊工艺研究显得很有必要。
本项目针对日益增多的出口项目,通过几种不同的焊接方法的堆焊工艺研究,从而实现防腐堆焊要求的零部件,实现出口产品机壳的防腐要求。
1 试验材料与方法试验母材为ASTM A266 Grade2,满足ASTM A266标准,其化学成分及力学性能见表1,按其成分分类为低合金钢,碳当量为0.43,焊接性较好,但有裂纹倾向,焊接时要通过工艺手段加以控制。
不锈钢管常用标准及其常用规格表1

不锈钢管常用标准及其常用规格表不锈钢管常用标准:GB2270—80 不锈钢无缝钢管GB/T14976—94 流体输送用不锈钢无缝钢管GB/T14975—94 结构用不锈钢无缝钢管GB13296—91 锅炉、热交换器用不锈钢无缝钢管(GJB2608-96)(YB676—73)航空用结构钢厚壁无缝钢管(GJB2296—95)(YB678-71)航空用不锈无缝钢管(YB/T679—97)(YB679-71)航空用18A空心铆钉薄壁无缝钢管(GJB2609-96)(YB680—71)航空用结构薄壁无缝钢管(YB/T681-97)(YB681-71)航空用导管20A薄壁无缝钢管GB3090—82 不锈钢小直径钢管GB5310-95 高压锅炉用无缝钢管GB3087—82 低中压无缝钢管GB3089—92 不锈耐酸极薄壁无缝钢管GB9948-88 石油裂化无缝钢管ASTM A213 锅炉、热交换器用铁素体和奥氏体合金钢无缝钢管ASTM A269 一般用途奥氏体不锈钢无缝钢管和焊接钢管ASTM A312 奥氏体不锈钢无缝钢管焊接钢管焊接钢管ASTM A450 碳素钢,铁素体和奥氏体合金钢管的一般要求ASTM A530 专门用途的铁素钢和合金钢的一般要求ASTM A789 一般要求碳素体奥氏体不锈钢无缝钢管和焊接钢管JIS G3456—88 机械结构用不锈钢管JIS G3448-88 普通管道用不锈钢管JIS G3459-88 管道用不锈钢管JIS G3463-88 锅炉、热交换器用不锈钢管Q/HYAD 101—91 化工用无缝长钢管(0Cr18NI11T)Q/HYAD 103-91 00Cr18Ni5MO3Si2双相不锈钢无缝钢管不锈钢管常用规格。
常用锻件牌号及化学成分

化
C
0.23 0.15~ 0.40 1.20~ 1.50
学
≤0.30
成
≤0.25 ≤0.25 ≤0.25 0.50~ ≤0.050 ≤0.020
份
V Nb
0.025~ 0.05
%
Ti Al N B
≤0.025 ≤0.025 ≤0.020
Si
0.40
Mn
1.40 1.30~ 1.60
≤0.30 ≤0.30 ≤0.25 ≤0.30 0.80~ 1.10
备注
低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢 低合金钢
≤0.30 0.40~ 1.00~
0.015~ 0.045
≤0.050
≤0.020
≤0.025 ≤0.035
常用锻件材料化学成份一览表
钢 号
20 A105 SA266 1级 SA266 2级 SA266 3级 SA266 4级 SA350 LF1级 SA350 LF2级1类 SA350 LF2级2类 Q245R 35 45 45(远洋) 16Mn Q345B Q345D S355J2G3 Q345R SA516Gr65 SA516Gr70 20MnMo
Cr
Mo
0.35 0.45~ 0.65 0.45~ 0.6 0.25~ 0.5 0.15~ 0.25 0.15~ 0.25
Ni
CU
P
≤0.015 ≤0.015 ≤0.012 ≤0.015 ≤0.040 ≤0.015 ≤0.035
S
锻件标准
NB/T47008-2010 NB/T47008-2010 NB/T47008-2010 NB/T47008-2010 SECTION Ⅱ 2010 SA-29 NB/T47008-2010 GB/T3077
奥氏体马氏体铁素体的区别

奥氏体/马氏体/铁素体奥氏体(钢的组别:A1,A2, A3 A4, A5) (性能等级:50软,70冷加工,80高强度)马氏体(钢的组别:C1,C2,C3) (性能等级:50软,70、110淬火并回火,80淬火并回火)铁素体(钢的组别:F1)(性能等级:45软,60冷加工)马氏体不锈钢属于铬不锈钢。
由于含碳量高,碳化铬多,钢的耐蚀性能下降,虽可通过热处理的方法改善,但防腐性不高.马氏体不锈钢多用于制造力学性能要求较高,并有一定耐蚀性能要求的零件,如汽轮机叶片、喷嘴、阀座、量具、刃具等。
铁素体不锈钢也属于铬不锈钢。
含碳量小,抗大气、硝酸及盐水溶液的腐蚀能力强,有高温抗氧化性能好等特点.主要用于制作化工设备中的容器、管道。
奥氏体不锈钢属于铬镍不锈钢。
具有很高的耐蚀性,优良的塑性,良好的焊接性及低温韧性,不具有磁性,易加工硬化。
主要用于在腐蚀介质中工作的零件、容器、管道、医疗器械以及抗磁环境中。
奥氏体奥氏体是碳溶解在γ-Fe中的间隙固溶体,常用符号A表示。
它仍保持γ-Fe的面心立方晶格。
其溶碳能力较大,在727℃时溶碳为ωc=0。
77%,1148℃时可溶碳2。
11%。
奥氏体是在大于727℃高温下才能稳定存在的组织。
奥氏体塑性好,是绝大多数钢种在高温下进行压力加工时所要求的组织。
奥氏体是没有磁性的。
马氏体分级淬火是将奥氏体化工件先浸入温度稍高或稍低于钢的马氏体点的液态介质(盐浴或碱浴)中,保持适当的时间,待钢件的内、外层都达到介质温度后取出空冷,以获得马氏体组织的淬火工艺,也称分级淬火。
分级淬火由于在分级温度停留到工件内外温度一致后空冷,所以能有效地减少相变应力和热应力,减少淬火变形和开裂倾向。
分级淬火适用于对于变形要求高的合金钢和高合金钢工件,也可用于截面尺寸不大、形状复杂地碳素钢工件。
马氏体不锈钢通过热处理可以调整其力学性能的不锈钢,通俗地说,是一类可硬化的不锈钢。
典型牌号为Cr13型,如2Cr13 ,3Cr13 ,4Cr13等。