焊缝外观质量标准及尺寸允许偏差
焊缝外观质量标准(铝&不锈钢)

D(普
检 验 标 准
通) C(中
级) B(高
t=0. 53mm
, 允 许
级) D(普
通) C(中
t﹥
偏 级) 3mm
差 B(高
级)
未焊满 h≦0.25t h≦0.1t
不允许 h≦0.25t,max2 h≦0.1t,max1 h≦0.05t,max0.5
根部收缩 h≦0.2+0.1t
h≦0.1t 不允许 h≦0.2t,max2 h≦0.1t,max1 h≦0.05t,max0.05
/ / /
根部未焊透 ≥0.5mm;h≦ 0.2t,max2mm ≥0.5mm,不允许
≥0.5mm,不允许
/
/
/
REV:1
接头不良 ≥0.5mm;允许 ≥0.5mm;不允许 ≥0.5mm;不允许
/ / /
焊瘤 ≥0.5mm;h≦0.2b ≥0.5mm;不允许 ≥0.5mm;不允许
/ / /
图例
缺陷类型
/
/
/
焊缝底部凸起过大 ≥0.5mm;h≦5mm ≥0.5mm;h≦4mm ≥0.5mm;h≦3mm
/ / /
角焊缝凸起过大
≥0.5mm;h≦ 1.5+0.3b,max5mm
≥0.5mm;h≦ 1.5+0.15b,max4mm
≥0.5mm;h≦ 1.5+0.1b,max3mm
/
/
/
对接焊缝凸起过大 ≥0.5mm;max10mm ≥0.5mm;max8mm ≥0.5mm;max6mm
焊缝外观检验依据:EN970;钢及其合金焊缝缺陷评定依据:ISO 5817-2003;外观表面缺陷检验标准至少C级及以上
焊缝外观质量标准

1mm,且焊缝全长H不得大于 ≤1mm,且焊缝全长H不
2mm
得大于2mm
y≤0.05δ ,且y≤ 0.5mm,其总长度不超过 y≤0.05δ ,且y≤0.5mm,其 焊缝全长的10%, y≤ 总长度不超过焊缝全长的5% 0.1δ ,且y≤1.0mm,其 总长度不超过焊缝全长 的5%,
错边 m≤0.1δ ,最大为1.5
缝,在300mm长的焊缝上,Φ ≤1.0mm的气孔、点状夹杂不
状夹杂) 得超过1个。Φ ≤0.5mm的缺
≤1.5mm的气孔、点状夹 杂不得超过1个。Φ ≤ 0.5mm的缺陷点数允许增
陷点数允许增多,但总面积 多,但总面积不得大于
不得大于1mm2
2mm2
σ
σ
简图
σ
σ
σ
σ
备注
未超标之焊缝应 打磨平滑过渡至 母材,打磨深度 最大值不超过 0.5mm
缺陷种类
Ⅰ级质量要求
焊缝外观质量标准 Ⅱ级质量要求
焊缝宽度差
焊缝宽度差≤10%焊缝宽度 C,且不大于3mm。
焊缝宽度差≤15%焊缝宽 度C,且不大于3mm。
பைடு நூலகம்
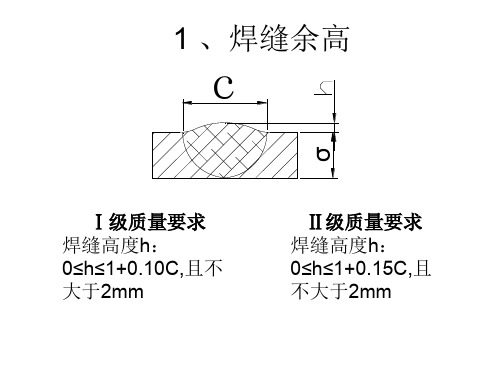
焊缝余高
焊缝高度h:0≤h≤1+0.10C, 焊缝高度h:0≤h≤
且不大于3mm
1+0.15C,且不大于3mm
焊缝不直度 咬边
每1000mm焊缝长或以下H≤ 每500mm焊缝长或以下H
m≤0.15δ ,最大为2
焊瘤 不允许 弧坑 不允许 裂纹 未融合 不允许
1.外漏焊缝不允许。2. 不多于焊缝全长的5%
1.外漏焊缝不允许。2. 每米或每条焊缝上不得 多于2处,且不低于母材
不允许
1.有密封性要求或外漏焊缝 1.外漏焊缝不允许。2.
焊缝外形尺寸标准

5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。
2. 其他焊缝,在300mm 长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
Ⅱ级质量要求 1.外露焊缝不允许。 2.在300mm长的焊缝 上,Φ≤1.5mm的气孔、 点状夹杂不得超过1 个。Φ≤0.5mm的缺陷
点数允许增多,但总 面积不得大于2mm2
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 05δ,且 y≤0.5mm,单个 长度不大于5mm,
其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其
总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
3、焊缝焊缝不直度
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
9.角焊缝外观形状要求
10.对接焊缝外观形状要求
Ⅰ级质量要求 每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求 每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求 焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求 焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
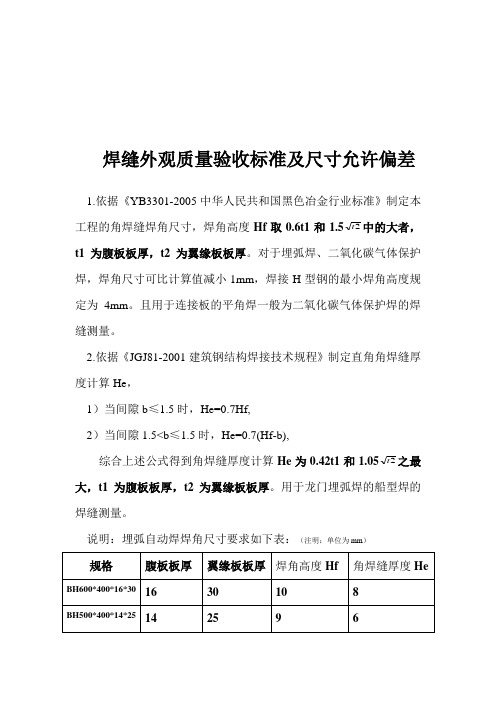
焊缝外观质量验收标准及尺寸允许偏差
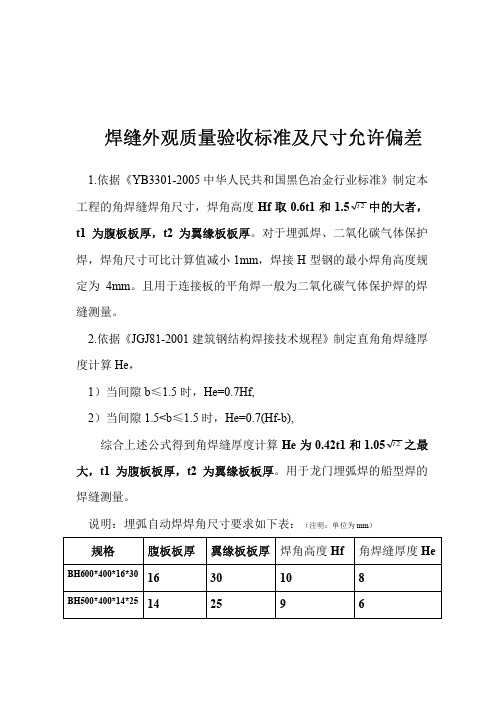
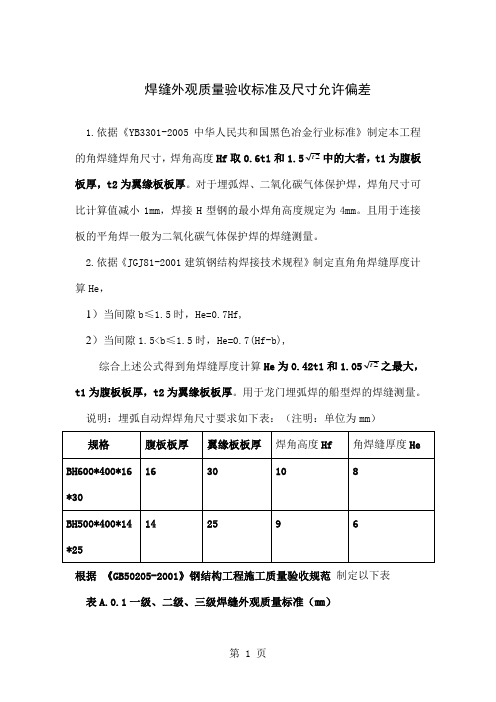
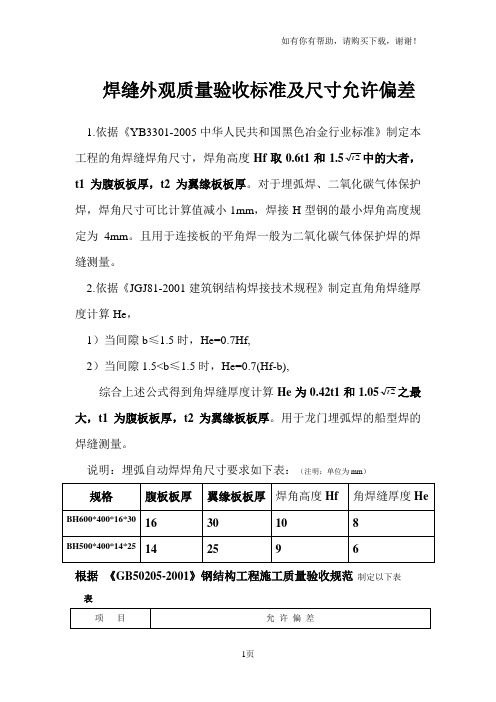
焊缝外观质 验收标准及尺 允许偏差1.依据 YB3301-2005中华人民共和 黑色冶金行业标准 制定本工程的角焊缝焊角尺 ,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚 于埋弧焊 二氧化碳气体保护焊,焊角尺 可比计算值 小1mm,焊接H型钢的最小焊角高度规定为4mm 且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测2.依据 JGJ81-2001建筑钢结构焊接技术规程 制定直角角焊缝厚度计算He,1 当间隙b 1.5时,He=0.7Hf,2 当间隙1.5<b 1.5时,He=0.7(Hf-b),综合 述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚 用于龙门埋弧焊的船型焊的焊缝测说明 埋弧自动焊焊角尺 要求如 表 注明 单 为mm规格腹板板厚翼缘板板厚焊角高度Hf 角焊缝厚度He BH600*400*16*30 16 30 10 8BH500*400*14*2514 25 9 6根据 GB50205-2001 钢结构工程施工质 验收规范制定以 表表A.0.1一级 二级 级焊缝外观质 标准 ㎜项目允许偏差缺陷类型一级二级 级未焊满 指 足设计要求 允许0.2+0.02t,且1.00.2+0.04t,且 2.0100.0焊缝内缺陷总长 25.0根部收缩 允许 0.2+0.02t,且1.00.2+0.04t,且 2.0长度 限咬边 允许 0.05t,且 0.5 连续长度 100.0,且焊缝两侧咬边总长10%焊缝全长0.1t,且 1.0,长度 限弧坑裂纹 允许 允许允许存在个别长度 5.0的弧坑裂纹电弧擦伤 允许 允许允许存在个别电弧擦伤接头 良 允许缺口深度0.05t,且0.5缺口深度0.1t,且 1.01000.0焊缝 应超过1处表面夹渣 允许 允许深 0.2t 长 0.2t,且 20.0 表面气孔 允许 允许50.0焊缝长度内允许直径 0.4t,且 3.0的气孔2个,孔距6倍孔径注 表内t为连接较薄的板厚外观质 为 二级标准接焊缝及完全熔透组合焊缝尺 允许偏差应符合表A.0.2的规定表A.0.2 接焊缝及完全熔透组合焊缝尺 允许偏差 ㎜部分焊透组合焊缝和角焊缝外形尺 允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺 允许偏差 ㎜。
焊缝外形尺寸标准
3、焊缝焊缝不直度
Ⅰ级质量要求
每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求
每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求
焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求
焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 未焊透 烧穿
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
1 、焊缝余高
σ
Ⅰ级质量要求
焊缝高度h: 0≤h≤1+0.10C,且不 大于2mm
Ⅱ级质量要求
焊缝高度h: 0≤h≤1+0.15C,且 不大于2mm
2、咬边
σ
Ⅰ级质量要求
y≤0.05δ,且 y≤0.5mm,单个 长度不大于5mm, 其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其 总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。 2. 其他焊缝,在300mm
长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
焊缝外观质量验收标准及尺寸允许偏差共11页
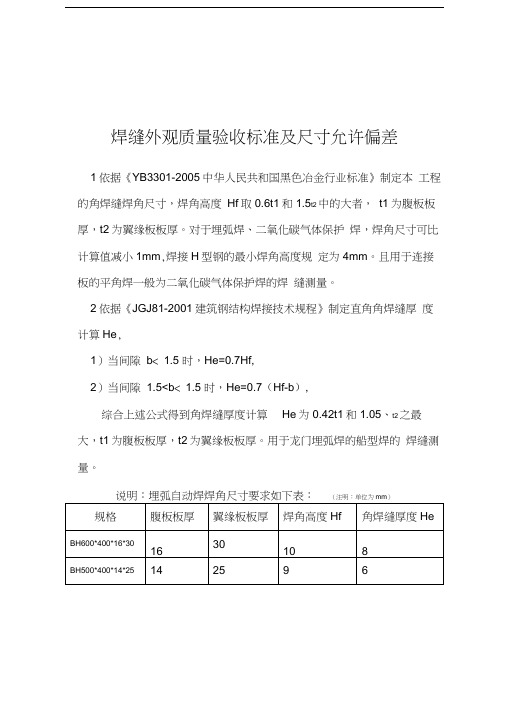
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,1)当间隙b≤1.5时,He=0.7Hf,2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表表A.0.1一级、二级、三级焊缝外观质量标准(㎜)外观质量为:二级标准对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除!!!谢谢!!!1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
焊缝外观质量验收标准及尺寸允许偏差
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1.5时,He=0.7Hf,
2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
表
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表
表
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表
表。
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录
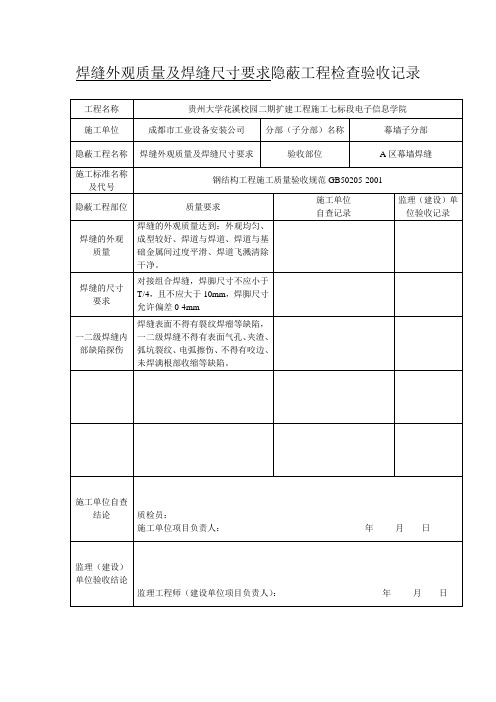
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录工程名称贵州大学花溪校园二期扩建工程施工七标段电子信息学院
施工单位成都市工业设备安装公司分部(子分部)名称幕墙子分部隐蔽工程名称焊缝外观质量及焊缝尺寸要求验收部位A区幕墙焊缝
施工标准名称
及代号
钢结构工程施工质量验收规范GB50205-2001
隐蔽工程部位质量要求施工单位
自查记录
监理(建设)单
位验收记录
焊缝的外观
质量焊缝的外观质量达到:外观均匀、成型较好、焊道与焊道、焊道与基础金属间过度平滑、焊道飞溅清除干净。
焊缝的尺寸
要求对接组合焊缝,焊脚尺寸不应小于T/4,且不应大于10mm,焊脚尺寸允许偏差0-4mm
一二级焊缝内部缺陷探伤焊缝表面不得有裂纹焊瘤等缺陷,一二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤、不得有咬边、未焊满根部收缩等缺陷。
施工单位自查
结论质检员:
施工单位项目负责人:年月日
监理(建设)
单位验收结论
监理工程师(建设单位项目负责人):年月日。
焊缝外观质量验收标准及尺寸允许偏差.doc
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,1)当间隙b≤1.5时,He=0.7Hf,2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表表A.0.1一级、二级、三级焊缝外观质量标准(㎜)外观质量为:二级标准对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
焊缝外观质量验收标准及尺寸允许偏差

焊缝外观质量验收标准及尺寸允许偏差中华人民共和国黑色冶金行业标准》制定本1.依据《YB3301-2005中的大者,0.6t1和1.5工程的角焊缝焊角尺寸,焊角高度Hf取2t。
对于埋弧焊、二氧化碳气体保护为翼缘板板厚t1为腹板板厚,t2型钢的最小焊角高度规H1mm,焊接焊,焊角尺寸可比计算值减小。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊4mm定为缝测量。
建筑钢结构焊接技术规程》制定直角角焊缝厚JGJ81-20012.依据《He,度计算He=0.7Hf, 1.5时,1)当间隙b≤He=0.7(Hf-b),
时,≤)当间隙1.5<b1.521.05之最为0.42t1和综合上述公式得到角焊缝厚度计算He2t大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
表A.0.1一级、二级、三级焊缝外观质量标准(㎜)
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)。
焊缝外观质量及尺寸偏差检测报告
焊缝外观质量及尺寸偏差检测报告一、引言焊接是一种常用的金属连接技术,广泛应用于许多行业。
焊接的质量是确保焊接接头强度和可靠性的关键因素之一、外观质量和尺寸偏差是评价焊接质量的重要指标之一、本次检测旨在评估焊缝的外观质量和尺寸偏差,为后续工作提供参考。
二、检测方法本次检测采用了目测和尺寸测量两种方法。
1.目测检测:通过目测焊缝外观来评估其质量。
主要检查焊缝表面是否平整、无裂缝、气孔或夹杂物等缺陷。
2.尺寸测量:通过使用测量工具测量焊缝的相关尺寸,如焊缝宽度、高度、角度等,来评估其尺寸是否符合标准要求。
三、检测结果1.目测检测结果经过目测检测,焊缝的外观质量良好,表面平整,无裂缝、气孔或夹杂物等缺陷出现。
2.尺寸测量结果焊缝尺寸测量结果如下:焊缝宽度:平均宽度为5mm,符合标准要求(标准范围为4-6mm)。
焊缝高度:平均高度为8mm,符合标准要求(标准范围为6-10mm)。
焊缝角度:焊缝角度为90度,符合标准要求。
四、结论根据本次检测结果,焊缝的外观质量良好,无明显的缺陷。
焊缝的尺寸也符合标准要求。
因此,可以得出结论:焊缝外观质量和尺寸偏差符合要求。
五、建议尽管本次检测结果良好,但我们仍建议在实际应用中进行更多的质量控制措施,以确保焊接接头的质量和可靠性。
例如,可以采用非破坏性检测方法,如X射线或超声波检测,来进一步评估焊接接头的内部质量。
同时,在焊接操作中,应严格遵守焊接工艺规范,确保焊接参数的准确控制。
并定期对焊接设备和工具进行维护和检修,以保证其正常运行。
六、总结本次报告对焊缝的外观质量和尺寸偏差进行了检测评估,结果表明焊缝的外观质量良好,且尺寸符合标准要求。
然而,为了保证焊接接头的质量和可靠性,我们仍建议在实际应用中采取更多的质量控制措施。
同时,合理的焊接操作和设备维护也是保证焊接质量的重要环节。
焊缝外观质量检验标准
焊缝外观质量检验标准2013—05—012013-03-01发布目次I前言II焊缝外观质量检验标准31范围32引用文件33术语和定义33.1可视而33.2非可视而34符号35焊缝分类及质量等级35.1焊缝分类45・2焊缝质量等级45.3图样标记46焊缝外观质量检验规则46.1焊缝按对接焊缝和角接焊缝的外观质量要求分别进行检验。
46.2质量检验部门按图纸、工艺文件上规定,区分焊缝类别,根据表4和表5的要求对焊接件是否合格进行抽检。
46.3焊缝外观质星检验中不同焊缝类别的检验比例见表3:47焊缝外观质量检验项目和要求4——制定本《焊缝外观质量检验标准》目的为公司内部确定焊缝外观质量缺陷以及采取补救措施提供依据,仅供公司内部使用。
——本《焊缝外观质量检验标准》按照GB/T1.1-2009给出的规则以及参考网络上提供的公开资料起草。
——木《焊缝外观质量检验标准》将焊缝按重要度分为A、B、C、D四类焊缝,根据不同的焊缝要求,制定要求。
——使用图示和图表的方式给出标准,直观易判断。
——检验时根据所选定的类型和质量等级,检验焊缝是否合格。
——使用图样标注说明。
——本《焊缝外观质星检验标准》将焊缝外观质量缺陷分为:表而气孔、表而夹渣、飞溅、裂纹、弧坑缩孔、电弧擦伤、焊缝成形、焊缝余高、未焊满及凹坑、错边、焊瘤、咬边、焊缝沿长度方向宽窄差、焊缝宽度尺寸偏差、焊缝边缘直线度、焊缝表而凹凸、根部收缩、未焊透、未熔合、根部下塌、焊缝边缘直线度、角焊缝宽度尺寸偏差、焊缝超厚、焊缝减薄、凸度过大或凹度过大、不等边、焊脚尺寸差。
焊缝外观质量检验标准1范围木《焊缝外观质量检验标准》规定了手工电弧焊、C02气体保护焊和埋弧焊的焊缝外观质量要求。
本《焊缝外观质量检验标准》适用于产品图纸或工艺文件中无特殊要求的焊接件。
2引用文件下列文件对于本文件的应用是必不可少的,为制定本标准时所引用文件,另外参考借鉴了部分网络上的论文。
GB/T324焊缝符号表示法GB/T3375焊接术语GB/T6417.1金属熔化焊接头缺欠分类及说明GB/T19418钢的弧焊接头缺陷质量分级指南3术语和定义GB/T324、GB/T3375、GB/T6417.1、GB/T19418界定的以及下列术语和定义适用于本文件。
焊缝外观质量验收标准及尺寸允许偏差
焊缝外观质量验收标准及尺寸允许偏差1依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.5t2中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b< 1.5 时,He=0.7Hf,
2)当间隙1.5<b< 1.5 时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.05、t2之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表
外观质量为:二级标准
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表 A.0.2的规定
表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表 A.0.3的规定
注:f> 的角焊缝其局部脚尺寸允许低于设计要求值,但总长度不得超过焊缝长度10% ;
2焊接H型梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不
得低于设计值。
焊缝外观质量标准及尺寸允许偏差
项目
图例
允许偏差
1
对接焊缝余高C
一、二级
三级
B<20:0-3.0
B≥20:0-4.0
B<20:0-4.0
B≥20:0-5.0
2
对接焊错边d
d>0.15t,
且≤2.0
d <0.15t,
且≤3.0
A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定。
表A.0.3的规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差(mm)
序号
项目
图例
允许偏差
1
焊脚尺寸
≤6:0-1.5
>6:0-3.0
2
角焊缝余高C
≤6:0-1.5
>6:0-3.0
注:1 >80.mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;
2焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
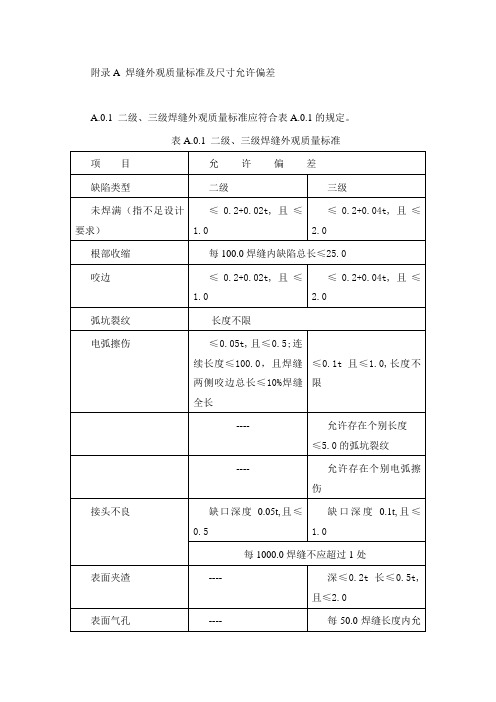
A.0.1二级、三级焊缝外观质量标准应符合表A.0.1的规定。
表A.0.1二级、三级焊缝外观质量标准
项目
允许偏差
缺陷类型
二级
三级
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
根部收缩
每100.0焊缝内缺陷总长≤25.0
咬边
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
连续长度1000且焊缝两侧咬边总长10焊缝全长01t且10长度不限允许存在个别长度50的弧坑裂纹允许存在个别电弧擦伤接头不良缺口深度005t且05缺口深度01t且10每10000焊缝不应超过1处表面夹渣深02t长05t且20表面气孔每500焊缝长度内允许直径04t且30的气孔2个孔距6倍孔径注
ln焊缝外观质量验收标准及尺寸允许偏差9页

焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2019中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2019建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,1)当间隙b≤1.5时,He=0.7Hf,2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
说明:埋弧自动焊焊角尺寸要求如下表:(注明:单位为mm)规格腹板板厚翼缘板板厚焊角高度Hf 角焊缝厚度He BH600*400*16*30 16 30 10 8BH500*400*14*2514 25 9 6根据《GB50205-2019》钢结构工程施工质量验收规范制定以下表表A.0.1一级、二级、三级焊缝外观质量标准(㎜)项目允许偏差缺陷类型一级 二级 三级 未焊满(指不足设计要求) 不允许≤0.2+0.02t ,且≤1.0≤0.2+0.04t ,且≤2.0每100.0焊缝内缺陷总长≤25.0根部收缩 不允许 ≤0.2+0.02t ,且≤1.0≤0.2+0.04t ,且≤2.0长度不限咬边 不允许≤0.05t ,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长≤10%焊缝全长 ≤0.1t ,且≤1.0,长度不限弧坑裂纹不允许 不允许 允许存在个别长度≤5.0的弧坑裂纹 电弧擦伤 不允许 不允许允许存在个别电弧擦伤接头不良 不允许 缺口深度0.05t ,且≤0.5缺口深度0.1t ,且≤1.0每1000.0焊缝不应超过1处表面夹渣不允许 不允许 深≤0.2t 长≤0.2t ,且≤20.0 表面气孔 不允许 不允许 每50.0焊缝长度内允许直径≤0.4t ,且≤3.0的气孔2个,孔距6倍孔径注:表内t 为连接较薄的板厚外观质量为:二级标准对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)序号 项 目图 例 允 许 偏 差 1对接焊缝余高C一、二级 三级 B <20:0~3.0 B ≥20:0~4.0 B <20:0~4.0B ≥20:0~5.0 2 对接焊缝 d <0.15t ,且≤2.0 d <0.15t ,且≤3.0C Bd错边d部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜) 序号 项 目图 例 允 许 偏 差 1焊角尺寸h f h f ≤6:0~1.5 h f >6:0~3.02角焊缝余高C h f ≤6:0~1.5 h f >6:0~3.0注:1 h f >8.0mm 的角焊缝其局部脚尺寸允许低于设计要求值1.0mm ,但总长度不得超过焊缝长度10%;2 焊接H 型梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
二级、三级焊缝外观质量标准
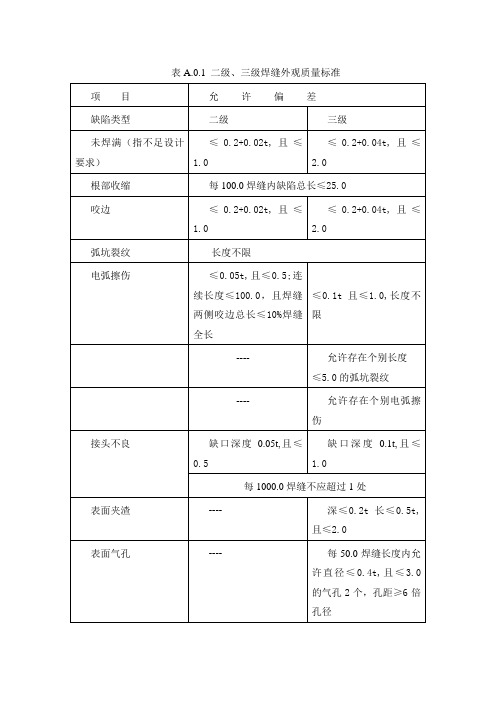
二级、三级焊缝外观质量标准(mm)
项目
允许偏差
缺陷类型
二级
三级
未满焊(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t;连续长度≤100.0,且焊缝两侧咬边总长≤10%焊缝余长
≤0.1t,且≤1.0,长度不限
弧坑裂纹
允许存在个别长度≤0.5的弧坑裂纹
电弧擦伤
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤0.5
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
深≤0.2t,长≤0.5t,且≤20.0
表面气孔
每50.0焊缝长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔距
注ห้องสมุดไป่ตู้表内t为连续处较薄的板厚。
.
2019二级、三级焊缝外观质量标准.doc
表A.0.1 二级、三级焊缝外观质量标准A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定。
表A.0.2 对接焊缝及完全熔透组合焊缝尺寸允许偏差(mm)A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定。
表A.0.3的规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差(mm)下面是赠送的几篇网络励志文章需要的便宜可以好好阅读下,不需要的朋友可以下载后编辑删除!!谢谢!!出路出路,走出去才有路“出路出路,走出去才有路。
”这是我妈常说的一句话,每当我面临困难及有畏难情绪的时候,我妈就用这句话来鼓励我。
一定有很多人想说:“这还在北京混个什么劲儿啊!”但他每天都乐呵呵的,就算把快递送错了也乐呵呵的。
某天,他突然递给我一堆其他公司的快递单跟我说:“我开了家快递公司,你看得上我就用我家的吧。
”我有点惊愕,有一种“哎呦喂,张老板好,今天还能三蹦子顺我吗”的感慨。
之后我却很少见他来,我以为是他孩子出生了休假去了。
再然后,我就只能见到单子见不到他了。
某天,我问起他们公司的快递员,小伙子说老板去上海了,在上海开了家新公司。
我很杞人忧天地问他:“那上海的市场不激烈吗?新快递怎么驻足啊!”小伙子嘿嘿一笑说:“我们老板肯定有办法呗!他都过去好几个月了,据说干得很不错呢!”“那老婆孩子呢?孩子不是刚生还很小吗?”“过去了,一起去上海了!”那个瞬间,我回头看了一眼办公室里坐着的各种愁眉苦脸的同事,并且举起手机黑屏幕照了一下我自己的脸,一股“人生已经如此的艰难,有些事情就不要拆穿”的气息冉冉升起。
并不是说都跳槽出去开公司才厉害,在公司瞪着眼睛看屏幕就是没发展,我是想说,只有勇气才能让自己作出改变。
我们每个人都觉得自己越活越内向,越来越自闭,越长大越孤单,以至于滋生了“换个新环境,我这种性格估计也不会跟其他人相处融洽,所以还是待着忍忍凑合过算了”的思想感情。
与其说自己自闭,其实就是懒,不想突破自己好不容易建立起来的安全区域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
靖边远大钢构工程
有限公司
焊缝外观质量验收标准及尺寸允许偏差
编制:师帅2012年9月25日
校正:纪伟2012年9月25日
审核:刘治国2012年9月25日
批准:张德意2012年9月26日
焊缝外观质量验收标准及尺寸允许偏差1.依据《YB3301-2005中华人民共和国黑色冶金行业标准》制定本工程的角焊缝焊角尺寸,焊角高度Hf取0.6t1和1.52t中的大者,t1为腹板板厚,t2为翼缘板板厚。
对于埋弧焊、二氧化碳气体保护焊,焊角尺寸可比计算值减小1mm,焊接H型钢的最小焊角高度规定为4mm。
且用于连接板的平角焊一般为二氧化碳气体保护焊的焊缝测量。
2.依据《JGJ81-2001建筑钢结构焊接技术规程》制定直角角焊缝厚度计算He,
1)当间隙b≤1.5时,He=0.7Hf,
2)当间隙1.5<b≤1.5时,He=0.7(Hf-b),
综合上述公式得到角焊缝厚度计算He为0.42t1和1.052t之最大,t1为腹板板厚,t2为翼缘板板厚。
用于龙门埋弧焊的船型焊的焊缝测量。
根据《GB50205-2001》钢结构工程施工质量验收规范制定以下表表A.0.1一级、二级、三级焊缝外观质量标准(㎜)
项目允许偏差
缺陷类型一级二级三级
未焊满(指不足设
计要求)不允许
≤0.2+0.02t,且≤
1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩不允许≤0.2+0.02t,且≤
1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边不允许≤0.05t,且≤0.5;连
续长度≤100.0,且焊
缝两侧咬边总长≤
10%焊缝全长
≤0.1t,且≤1.0,长度不限
弧坑裂纹不允许不允许允许存在个别长度≤5.0的弧坑裂纹电弧擦伤不允许不允许允许存在个别电弧擦伤
接头不良不允许缺口深度0.05t,且
≤0.5
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣不允许不允许深≤0.2t 长≤0.2t,且≤20.0 表面气孔不允许不允许
每50.0焊缝长度内允许直径≤0.4t,
且≤3.0的气孔2个,孔距6倍孔径注:表内t为连接较薄的板厚
对接焊缝及完全熔透组合焊缝尺寸允许偏差应符合表A.0.2的规定
表A.0.2对接焊缝及完全熔透组合焊缝尺寸允许偏差(㎜)
序号
项 目 图 例
允 许 偏 差
1
对接焊缝
余高C
一、二级 三级 B <20:0~3.0
B ≥20:0~4.0
B <20:0~4.0
B ≥20:0~5.0
2
对接焊缝
错边d
d <0.15t ,且≤2.0 d <0.15t ,且≤3.0
部分焊透组合焊缝和角焊缝外形尺寸允许偏差应符合表A.0.3的规定
表A.0.3部分焊透组合焊缝和角焊缝外形尺寸允许偏差(㎜)
序号
项 目 图 例 允 许 偏 差 1
焊角
尺寸h f
h f ≤6:0~1.5 h f >6:0~3.0
2
角焊缝
余高C
h f ≤6:0~1.5 h f >6:0~3.0
注:1 h f >8.0mm 的角焊缝其局部脚尺寸允许低于设计要求值1.0mm ,但总长度不得超过焊
缝长度10%;
2 焊接H 型梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
C
B
d
h f
h f
c
h f
h f
c h f h f
c。