阴极铜板自动包装生产线配重控制系统的设计
铜电解阴极板生产线控制系统的设计与实现

De eo me t In v t n o a hn r v lp n & n o ai f o M c i ey& E e t c lP o u t lcr a r d cs i
机 电 产 品 开 崖 与 新
Vo.5. . 1 No3 2
S HEN Yo ,H U AN G C n Ka he g- i
( .c o l f lcr a a d I f r t n Te h oo y Yu n n Unv r t f t n l e, n n n a 6 0 2 , i a 1S h o e t c l n no mai c n l g , n a ie s y o i a t s Ku mi gYu n n 5 2 4 Chn ; oE i o i Na o i i
差 距 ,主 要 原 因 就 是 设 备 自动 化 程 度 低 。以 人 工 操 作 为
率 、保证 加 工质 量 、减小 电解 过程 中的故 障发 生 率 ( 如 短路等) 、降低工 人 的劳动 强 度 、节 省设 备 空 间 ,Байду номын сангаас且 ,
该 生产 线 的研制 和 开发 还能 有效 地节 约成 本 、降 低设 备 和技术 的引进 资金 ,使 企业 以低 成本 投入 获 得更 优 的经 济 效益 。
关 键词 :铜 电解 阴极 板 ;P C;生 产线 L
中 图 分 类 号 :T 2 9 P4 文 献 标 识 码 :A d i 03 6 /.s . 0 - 6 32 1 .3 5 o: . 9j sn1 2 6 7 .0 20 . 2 1 9 i 0 0
De i n n n m p e e t o e Co p r P a e P o u t n Li e Au o Co t o y t m sg i g a d I lm n ft p e l t r d c i n t n r lS s e h o
铜自动包装生产线偏载称重系统的研究
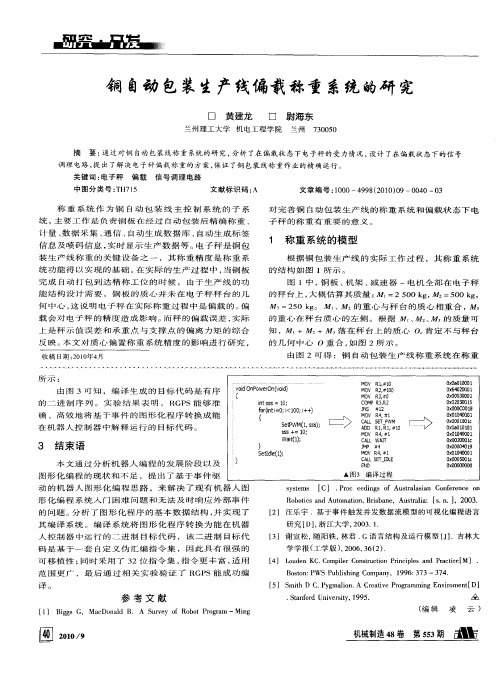
口 黄建龙 口 尉海 东
兰 州 7 0 5 30 0 兰 州 理 工 大 学 机 电工 程 学 院
摘
要 : 过 对 铜 自动 包装 线 称 重 系统 的研 究 , 析 了在偏 载状 态下 电子 秤 的 受 力情 况 , 计 了在偏 载状 态下 的信 号 通 分 设 偏载 信 号 调 理 电路
图 形 化 编பைடு நூலகம்程 的 现 状 和 不 足 , 提 出 了基 于 事 件 驱
动 的 机 器 人 图 形 化 编 程 思 路 , 来 解 决 了 现 有 机 器 人 图
形 化 编 程 系 统 入 门 困 难 问题 和 无 法 及 时 响 应 外 部 事 件
ss m [ yt s C】 . r eig o A s a s n Cneec N e Po ed s f ut l i of neO c n raa r R bt s n uo a o, rbn ,A sa a Sn 】 2 0 . oo c adA t t n B sae ut l :[. . , 0 3 i m i i ri 【 ] 汪 乐 字 .基 于 事 件触 发 并 发 数 据 流 模 型 的 可 视化 编 程 语 言 2 研 究 【 ]浙 江 大 学 ,0 3 1 D, 20..
称 重 系 统 作 为 铜 自动 包 装 线 主 控 制 系 统 的 子 系
统 , 要 工 作 是 负 责 铜 板 在 经 过 自动 包 装 后 精 确 称 重 、 主
对 完 善 铜 自 动 包 装 生 产 线 的 称 重 系 统 和 偏 载 状 态 下 电
子 秤 的称 重 有 重 要 的 意 义 。
=
完 成 自动 打 包 到 达 精 称 工 位 的 时 候 , 由于 生 产 线 的 功
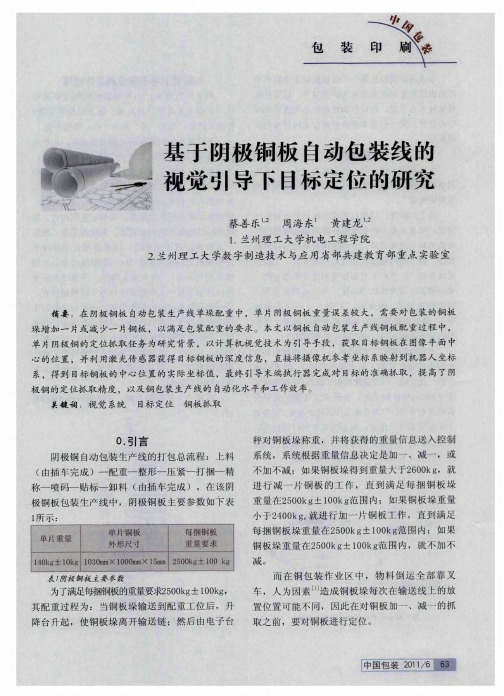
基于阴极铜板自动包装线的视觉引导下目标定位的研究
确抓 取 。
2视觉 引导下定位的工作过程 .
得:
( ) t c us
其 工 作 过 程 为 : 由 单 垛 铜 板 的 配 重 原 理 可 知 , 根据 电子 称 的 计量 结 果 ,配 重机 构 要 实现 3
种预 定操 作 :增 加一 片 ,减 少一 片 ,维 持不变 。
当计量 得 到铜板 垛 满足 配重 要 求时 ,生 产线
1系统构成 .
机 器视 觉 系统 一般 以计 算机 为 中心 ,主 要 由 视 觉传 感器 、 图像采 集 系统及 专 用 图形处 理 系统
其 工作 原 理 :摄 像 机拍 摄 目标场 景 获得 原始 图像 , 图像 采 集卡 将摄 像机 获取 的模 拟 视频 信 号
像 机 拍摄铜 板垛 的场景 图像 。铜板 的图像一 般 是
一
转 换 为数 字 图像信 号 ,并将 图像 直 接传给 计 算机
处理 。数字 信 号被送 往 图像 处理 系 统后 , 由 图像 处理 系统 ( 算机 )对 原 始 图像 进 行 图像增 强 、 计
由式 ( )可得 点。 …在机 器人 坐标 系中 的三 4 S 维坐 标值 :
。 ̄=R ×e33 x+R×ex+Py Sy 。33 ×c y 。33 y 。x z K S P () 5
根 据机 器视 觉 系统 中 的线 型摄 像机 模 型 ,即 空 间任 意 点P 图像 中的投 影位 置p 在 ,为 光心0 与P 点 的连 线O 与平 面 的交点 ,有如 下 比例 关系 式: P
包装生产线控制系统设计
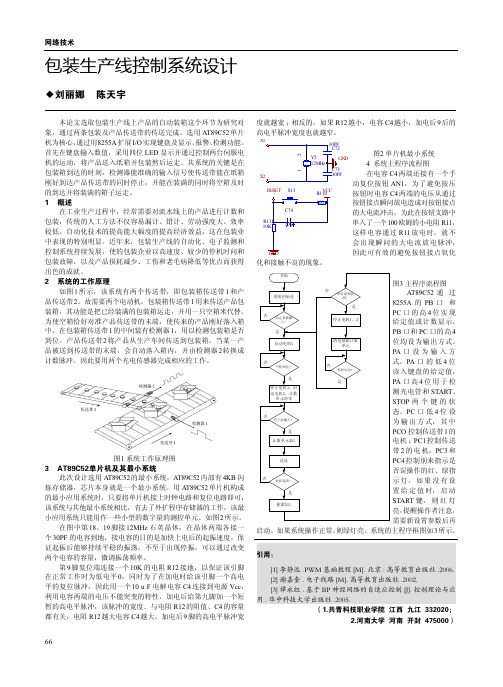
网络技术66包装生产线控制系统设计◆刘丽娜 陈天宇本论文选取包装生产线上产品的自动装箱这个环节为研究对象,通过两条包装及产品传送带的传送完成。
选用A T89C52单片机为核心,通过用8255A 扩展I/O 实现键盘及显示、报警、检测功能。
首先在键盘输入数值,采用四位LED 显示并通过控制两台伺服电机的运动,将产品送入纸箱并包装然后运走。
其系统的关键是在包装箱到达的时刻,检测器能准确的输入信号使传送带能在纸箱刚好到达产品传送带的同时停止,并能在装满的同时将空箱及时的到达并将装满的箱子运走。
1 概述在工业生产过程中,经常需要对流水线上的产品进行计数和包装,传统的人工方法不仅容易漏计、错计、劳动强度大、效率较低。
自动化技术的提高能大幅度的提高经济效益,这在包装业中表现的特别明显。
近年来,包装生产线的自动化、电子监测和控制系统持续发展,使的包装企业以高速度、较少的停机时问和包装故障,以及产品损耗减少、工伤和老毛病降低等优点而获得出色的成就。
2 系统的工作原理如图1所示,该系统有两个传送带,即包装箱传送带1和产品传送带2。
故需要两个电动机。
包装箱传送带l 用来传送产品包装箱,其功能是把已经装满的包装箱运走,并用一只空箱米代替。
为使空箱恰好对准产品传送带的末端,使传来的产品刚好落入箱中,在包装箱传送带1的中间装有检测器1,用以检测包装箱是否到位。
产品传送带2将产品从生产车间传送到包装箱。
当某一产品被送到传送带的末端,会自动落入箱内,并由检测器2转换成计数脉冲。
因此要用两个光电传感器完成相应的工作。
图1 系统工作原理图3 AT89C52单片机及其最小系统此次设计选用A T89C52的最小系统,A T89C52内部有4KB 闪烁存储器,芯片本身就是一个最小系统。
用A T89C52单片机构成的最小应用系统时,只要将单片机接上时钟电路和复位电路即可,该系统与其他最小系统相比,省去了外扩程序存储器的工作,该最小应用系统只能用作一些小型的数字量的测控单元。
2007年《液压与气动》总目次
种 流线 型孔板 流量计 的研究 … ……… ……… ……… …(4 3)
气 动喷 嘴节能 装置 的研究 … …… ……… …… ……… ……(7 3)
JK 1 非 开 挖 导 向钻 机 液 压 系 统 的设 计 … … … … … … (0 F ~ 5型 4)
广 告 户 索 5I 上海 菜伯斯润滑技 术有 限公 司…………………封面 徐 州 车 氏密封 有 限公 司 … … … … … … … … … … 广 1 1 8 西德 福 液压件 有 限公 司… … … … … … … … … … 封 二 佛 山 市润 昌机 电贸 易有 限公 司 … … … … … … … 广 1 9 宁渡 星箭航 天机 械厂 … …… … …… …… … …… …广 1 江 苏省 盐城 市马 沟液压 件厂 … … … … … … … … 广 2 0 新 乡市平 菲滤 清器有 限公 司…… … …… …… … …广 2 广 州 富洋展 览有 限公 司 … … … … … … … … … … 广 2 1 北 京亿 美博科 技 有 限公 司… …… … …… …… … …广 3 北 京亿 美博科技 有 限公 司… … … … … … … … … 广 2 2 佳 利 来 实业( 深圳 ) 限公 司… … … … … … … … …广 4 有 盐城 市 中液 液压件 有 限公 司… … … … … … … … 广 2 3 榆 次 方盛液 压机 电设 备 有限公 司… …… …… … …广 5 广 州 市镭 诺 贸 易有限公 司… … … … … … … … … 广 2 4 意 大利 OP公 司 … … … … … … … … … … … … … 广 6 北 京格 兰 中创 液 压泵 有 限公 司 … … … … … … 广 2 , 52 6 无锡 恒立液 压 气动有 限公 司… …… … …… …… … 广 7 上 海 中域 机械 设备 有 限公 司 … … … … … …… 广 2 , 72 8 深圳 市夏普利液压控制技术有限公 司……………广 8 上 海极典 电子有 限公 司 … … … … … … … … … … 广 2 9 长春 市黎 明液压 机 电厂 … … … … … … … … … … 广 9 上 海金撼 神 贸 易有 限公 司… … … … … … … … … 广 3 0 成 阳海龙复 合材 料有 限 责任公 司 … … … … … … 广 1 上 海德林 动 力设备 有 限公 司 … … … … … … … … 广 3 O 1 德 州天元 液压 机 具有 限公 司 … … … … … … … … 广 1 1 上 海意 图奇 国 际贸 易有 限公 司… … … … … … … 广 3 2 黎 明液 压有 限公 司… … … … … … … … … … … … 广 1 颇尔过滤器( 2 北京 ) 有限公司 … … … … … … … 广 3 3 海 门市平 山液 压件 厂 … … … … … … … … … … … 广 1 上海强田流体技术有限公 司……… ……………广 3 3 4 北京机械 工业 自动化研 究所 液压 元件检 测 中心 上 海 比利机 电科技 有 限公 司… … … … … … … … 广 3 5
阴极铜自动包装生产线的称量系统设计
量 精度 低 ,作业 效率 低 。为 了提高 生产 效 率 、安全 操作
性 能 ,并使 每垛 阴极 铜 板重 量 符合 期货 交 易所 要 求 ,采 用 先 进 的 自动 化 配重 、精 称 、包 装 生 产 线 是 十分 必要 的 。铜 板垛 称量 是 阴极 铜包 装 工艺 的重要 组成 部 分 ,因 此 ,称 量 自动化 也 即单垛 铜 板粗 称 配重 和精 称 记 录 自动 化 是 实现 阴极铜 包 装加 工生 产 自动化 的 必要 环节 。
第2 7卷 第 2期 2 0 1 4年 3月 文 章 编 号 :1 0 0 2 — 6 6 7 3( 2 0 1 4)0 2 — 0 9 8 — 0 3
机 电 产 品 开 崖 与 新
D e v e l o p me n t & I n n o v a t i o n o f Ma c h i n e r y & El e c t r i c a l P r o d u c t s
Ke y wor ds :c o p pe r c a t ho d e a u t o ma t i c p a c k i ng ma c h i ne; a ut o ma t i c we i g ht ;d u p l e x we i g h i ng
装流 程 中的两 个组 成重 要单 元 。
Vo 1 . 27 , No. 2 Mar . . 2 01 4
阴极铜 自动包装 生产 线的称量 系统设计
沙 青 林
( 云 南 铜 业 股 份有 限公 司 冶炼 加 工 总厂 物 资 采 购 部 ,云南 昆 明 6 5 0 0 0 0 )
摘 要 :论 文根据 阴极 铜 包装加 工 自动化 机 组 的要 求 ,设 计 了具有 自动加 片 、减 片功 能 的粗 称 配重 系统 和采
铜板自动包装生产线配重系统的研究
文 章 编 号 :0 13 9 (0 0 0 — 2 7 0 10 — 9 7 2 1 )4 0 5 — 3
机 械 设 计 与 制 造
Ma h ne y De i n c i r sg & Ma fc u e nu a t r 27 5
铜 板 自动 包装 生产 线 配重 系统 的研 究 米
t ln fo a ei e n r c l o u tra n e T ecmm nc inmo ueSe e sC 3 0W r l g w W ds do i i ef c neb a c. o u i o d l im n P 4 a oi l s n g p np o l h t a s
(L n e e h oo isC mp n i td, a z o 3 0 0, h n ) a p l c n lge o a gLmi L n h u7 0 7 C ia T e
【 摘
要 】配重 工位是 阴极铜板 自动 包装生产线的 关键部位 。 根据铜板 实际情 况和 配重要 求 , 出 了 提
黄 建龙 林 俊 蔺文刚 王振兴
( 兰 k 工大学 机 电工程学 院 , , l 悝B 兰州 7 0 5 ) 甘 肃蓝科 石化 高新装备 股份有 限公 司 , 30 0 ( 兰州 7 0 7 ) 3 0 0
De i nn f h o to y t m fc n er a a c o a h d o p u o p c ig s g i g o e c n r l s e o ou t b l n e f r t o e c p er t - a kn t s c a
d ci ie h ecu t bl c r c l a dn n ,u t cigO ”w sbog tow d b i n u t n l .T o ne aa ep i i e d igo es br t n o n r n n p “ a n e a ruh r a ,a n o f r s g
铜自动包装生产线优化配重方法的应用研究的开题报告
铜自动包装生产线优化配重方法的应用研究的开题
报告
一、研究背景和意义
铜材生产线中的自动包装工艺在生产效率和产品质量方面有着非常
重要的作用。
然而,在实际应用中,由于材料的不同,铜材的重量也不同,因此需要对自动包装机的配重进行优化,以确保精度可靠和生产效率。
因此,本研究将进行铜自动包装生产线的配重优化,以提高生产效
率和产品质量。
二、研究内容和步骤
1、收集铜材生产线的相关资料和文献,了解自动包装的基本原理和应用要求。
2、分析研究目前自动包装机的配重方案,确定其存在的问题和改进方向。
3、基于现有配重方案的分析,制定新的配重方案,并进行仿真模拟。
4、在实验室内建立实验平台,进行实验验证,并统计各种数据,进行分析和筛选。
5、结合实验数据和仿真结果,进行优化配重方案的确定,并进行最终检验和验证。
三、研究预期结果和贡献
1、确定铜自动包装生产线的优化配重方法,提高包装精度和生产效率。
2、探索自动包装机配重的常用方法和技巧,并发掘更多的创新点,为今后的研究提供可借鉴性和可复制性。
3、为太阳能能源产品优化加工工艺提供重要参考。
阴极铜板自动包装生产线
本科生毕业论文学院电气信息工程学院专业届别题目学生姓名学号指导教师教务处制云南民族大学毕业论文(设计)原创性声明本人郑重声明:所呈交的毕业论文(设计),是本人在指导教师的指导下进行研究工作所取得的成果。
除论文中已经注明引用的内容外,本论文没有抄袭、剽窃他人已经发表的研究成果。
本声明的法律结果由本人承担。
毕业论文(设计)作者签名:日期:年月日……………………………………………………………………………关于毕业论文(设计)使用授权的说明本人完全了解云南民族大学有关保留、使用毕业论文(设计)的规定,即:学校有权保留、送交论文的复印件,同意论文被查阅,学校可以公布论文(设计)的全部或部分内容,可以采纳影印或其他复制手段保存论文(设计)。
(保密论文在解密后应遵守)指导教师签名:论文(设计)作者签名:日期:年月日摘要:我国的阴极铜板生产企业在产品包装生产中,始终使用传统的包装生产工艺,整个生产过程几乎为全人工操作,劳动强度大,危险系数高,人工分拣称量精度低,作业效率低,严峻制约产品的市场竞争力。
为解决这一难题,本项目综合应用机械、电子、液压、气动、周密计量、计算机控制技术等不同学科的基础理论和专业技术,通过理论分析、试验研究和计算机仿真等技术手段,对阴极铜包装作业过程中涉及到的配重、整形、压紧、打捆、精称、喷码、贴标及生产线自动控制技术进行研究,成功设计和研制了阴极铜板自动包装生产线,此生产线属国内首创。
本论文对阴极铜板自动包装生产线的控制系统及其配重系统进行了研究,研究内容如下:(1)生产线总体控制方案的研究针对铜板包装生产线的生产工艺要求,由可编程序规律控制器控制现场检测元件和执行机构,电气自动控制系统利用一总线构成主从式结构。
工控机作为主站,主控和各控制工位作为从站。
(2)单垛铜板配重原理的研究按期货交易所要求,高纯阴极铜每包重量为士。
在分析铜板和现场实际情况的基础匕按单片铜板最大重量小于单包重量公差带,提出了“加一减一”的配重原理配重工位机械结构的设计按“加一减一”配重原理,设计了配重工位的机械结构,应用真空技术对铜板进行抓取,通过计算相关参数,对吸盘、装配附件和真空源进行了正确选型(3)配重工位控制系统的设计根据配重原理设计了控制流程,利用西门子通讯模块实现了称重电子秤与间的数据传输和通讯,利用编程软件,设计了配重系统控制程序。
阴极铜板打包机课程设计任务

机械原理课程设计任务书1.设计题目:阴极铜板打包机2.工作原理及工艺动作过程阴极铜打包机主要由输送机构及上料吊具、整形机构、压紧机构、打包机构组成。
工作过程为:利用天车将阴极铜板放置在输送链上,经输送进入整形工位进行整形(镦齐),再到压紧打包工位进行打包。
3.原始数据及设计要求1)单片阴极铜参数:●几何尺寸:1000×1000×12mm●重量:约100kg●单边带吊耳2)打包标准:●15片/包,约1500kg●钢带“#”字形捆扎,钢带尺寸:32×0.9mm●打包生产率:1包/3min3)设计要求:半自动打包生产线(天车辅助上料,人工打包)4.设计方案提示2)输送机构可采用输送链,运动形式为间歇运动。
可采用槽轮机构、不完全齿轮机构、凸轮式间歇运动机构进行运动形式的转换。
3)上料吊具的设计要考虑可调性、可靠性及操作的方便性。
4)整形机构和压紧机构的原动件可采用液压缸或液压马达,以使机械机构简化。
5)打包机构方案设计可采用半自动,即设计专用的钢带缠绕机构,人工进行钢带拉紧、合扣及切断。
6)压紧机构和打包机构可采用集成式或分离式。
集成式即将阴极铜板压紧后直接打包,分离式即将压紧和打包分为两个工序进行:先压紧、后松开、再打包。
5.设计任务1)按工艺动作过程拟定运动循环图(A3)。
2)绘制阴极铜打包机总体示意图(A3)。
3)输送链间歇运动机构的选型与评价,绘制机构运动方案图(A1)。
4)上料吊具设计及机构示意图绘制(A1)。
5)整形机构设计及机构示意图绘制。
(A1)6)压紧机构及钢带缠绕机构设计及机构示意图绘制(A1)。
7)编写设计说明书。
(用16K纸张,封面用标准格式)。
阴极铜板自动包装生产线配重控制系统的设计
阴极铜板自动包装生产线配重控制系统的设计
黄建龙;王乐有
【期刊名称】《液压与气动》
【年(卷),期】2008(000)001
【摘要】在阴极铜板包装生产线单垛配重中, 针对单片阴极铜板重量误差较大的特点,为满足包装配重的要求提出了增加一片或减少一片铜板的配重原理.根据此原理设计出利用气动驱动真空吸盘抓取单片铜板的机械运动系统来完成单垛铜板的配重.控制系统采用 PLC 控制真空吸盘及水平、垂直气缸运动完成铜板配重,此配重系统可将配重信息传送给上位机,以便其对配重过程进行监控.增加一片或减少一片铜板的配重机械系统和控制系统自动化程度高,安全可靠,运行稳定,能很好的完成铜板自动包装生产线上单垛铜板的自动配重.
【总页数】4页(P11-14)
【作者】黄建龙;王乐有
【作者单位】兰州理工大学,机电工程学院,甘肃,兰州,730050;兰州理工大学,机电工程学院,甘肃,兰州,730050
【正文语种】中文
【中图分类】TH138
【相关文献】
1.阴极铜板自动包装机组的总体设计 [J], 沙青林
2.铜板自动包装生产线配重系统的研究 [J], 黄建龙;林俊;蔺文刚;王振兴
3.铜板自动包装生产线整形机液压同步控制系统的设计与改进 [J], 李鄂民;王中龙;李怀印;张大鹏;邵晓寒
4.阴极铜自动包装生产线控制系统的研制 [J], 强明辉;李峰;张巍;张京娥
5.基于PLC的阴极铜自动包装生产线控制系统的设计与实现 [J], 强明辉;张京娥;张巍
因版权原因,仅展示原文概要,查看原文内容请购买。
自动包装生产线控制系统设计_陈婵娟
成形封口机 打印机
动态称量机
成形封口机
自动线控制系统是一个顺序控制系统, 为了实现 高精度动态称量, 需对称量重量进行检测和控制, 所以 硬件系统采用可编程控制器作为主控制器, 配以模拟 量模块和触摸屏, 协调控制各种输入、输出信号, 控制 系统硬件结构如图 2 所示。
图 2 控制系统硬件结构图
通过对自动线顺序动作、性能特点及控制要求分 析, PLC 共有 9 个输入点( 包括包装袋色标检测的光电 开关、加热器按钮、空气压缩机及输送机启动按钮、系 统启动按钮等) , 12 个输出点( 包括电磁阀、电动机、加 热器、压缩机、报警等) , 2 个模拟量输入信号( 称量料 斗和物重选别传感器信号) , 故选择某公司的 CPM1A40CDR-A 型 PLC, 它有 24 个输入点, 16 个输出点, 通过 RS422 外接模拟量 I/ O 扩展单元 CPM1A-MAD02( 4 路 模拟量输入和 1 路模拟量输出, 性能规格: 输入电压 0 ~ + 10 V, 或+ 1~ + 5 V, 电压信号分辨率 1/ 256, 精度 为 1% max) 。输出点为继电器型, 可直接连接接触器 线圈、电磁阀、信号灯、蜂鸣器等负载, 提高了设备的可 靠性。再通过另一个 RS422 与触摸屏 MPTST 相连。 3. 2 软件流程设计
个并联连接的悬臂梁式称重传感器称料斗的重量信号直接由传感器组转换成与之对应的电压信号并联后传感器的总输出电阻小信号传输系统的抗干扰能力强迟滞重复性指标大大改善稳定性好并且总的输出电压与被称物料重量成线性关系不受物料在称料斗中分布不均匀的影响经放大后送入进行数据处理控制盛料仓
6
液压与气动
2007 年第 4 期
自动包装线主要由称量机、成形充填封口机、物重 选别机、打印器、输送机等组成。根据工艺流程要求, 控制系统必须具备一下功能: ¹ 从包装物品输入到包 装产品输出的所有工序动作的顺序控制; º 对称量重
阴极铜自动打包机的流程概述
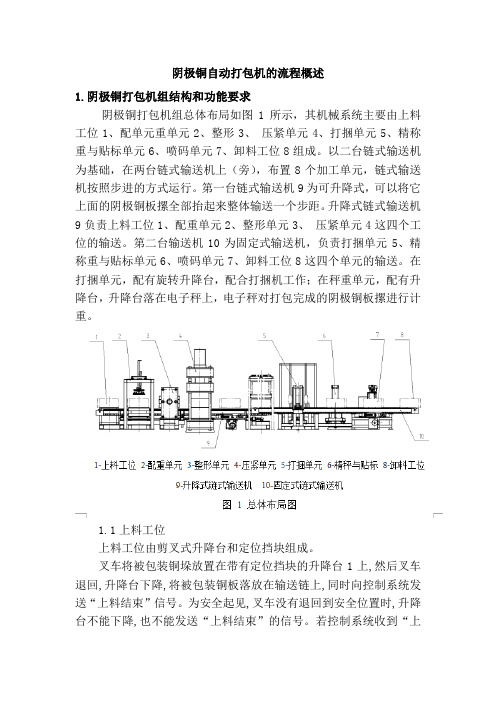
阴极铜自动打包机的流程概述1.阴极铜打包机组结构和功能要求阴极铜打包机组总体布局如图1所示,其机械系统主要由上料工位1、配单元重单元2、整形3、压紧单元4、打捆单元5、精称重与贴标单元6、喷码单元7、卸料工位8组成。
以二台链式输送机为基础,在两台链式输送机上(旁),布置8个加工单元,链式输送机按照步进的方式运行。
第一台链式输送机9为可升降式,可以将它上面的阴极铜板摞全部抬起来整体输送一个步距。
升降式链式输送机9负责上料工位1、配重单元2、整形单元3、压紧单元4这四个工位的输送。
第二台输送机10为固定式输送机,负责打捆单元5、精称重与贴标单元6、喷码单元7、卸料工位8这四个单元的输送。
在打捆单元,配有旋转升降台,配合打捆机工作;在秤重单元,配有升降台,升降台落在电子秤上,电子秤对打包完成的阴极铜板摞进行计重。
1.1上料工位上料工位由剪叉式升降台和定位挡块组成。
叉车将被包装铜垛放置在带有定位挡块的升降台1上,然后叉车退回,升降台下降,将被包装铜板落放在输送链上,同时向控制系统发送“上料结束”信号。
为安全起见,叉车没有退回到安全位置时,升降台不能下降,也不能发送“上料结束”的信号。
若控制系统收到“上料结束”的信号,则根据具体情况发出输送链开始运动的指令,输送链按预定步距自动运行。
1.2配重工位配重机是包装生产线的关键设备之一。
配重工位主要由电子台秤、升降台、带有真空发生器的真空吸盘、水平液压缸、垂直液压缸、移动小车、和辅料架组成,如图1所示。
输送链运行一个步距后,自动停止,被包装铜板进入配重工位。
安装在电子秤上的升降台2自动升起,配重机构对被包装铜板进行配重。
使其满足铜垛重量为(2500±100)kg的要求。
配重完毕后升降台2自动下降至原始位置。
同时向控制系统发送“配重结束”信号。
图1 配重机示意图1.3整形工位整形机的作用是将随机堆放的阴极铜垛四边整理整齐,使其水平截面基本呈矩形。
主要由液压缸、滑动推板、升降台和转盘组成。
铜包装自动生产线配重系统的称重及计量精度研究的开题报告
铜包装自动生产线配重系统的称重及计量精度研究的开题报告一、选题背景随着经济全球化和市场竞争的日益加剧,各行各业都在不断加快自动化、智能化进程。
在食品、药品、化妆品等行业中,大量的产品使用铜包装,因其独特的防潮、防氧化和良好的保温性能受到了众多企业的青睐。
然而,铜包装产品的生产过程需要进行严格的重量控制,以保证产品的质量和外观,同时降低生产成本,提高生产效率。
因此,建立自动化的铜包装生产线配重系统显得至关重要。
二、研究目的和意义本研究的目的是基于铜包装自动生产线,开发一款高精度的铜包装自动化配重系统,以实现对铜包装的重量进行准确控制。
主要研究内容包括铜包装自动化生产线的设计、计量传感器选择和测试、数据采集与处理算法的编写和精度检测以及系统的稳定性测试。
通过本研究的实施,可为铜包装制造企业提高生产效率、降低生产成本、提高产品质量,进一步提升企业在市场竞争中的竞争力。
三、研究方法本研究将采用实验方法,首先对系统各部分进行设计和选型,然后进行实际测试。
系统设计过程中,将结合计量学知识,选择合适的计量传感器进行重量测量,采用计算机数据采集和处理算法,以提高系统的测量精度和稳定性。
测试过程中,将使用模拟重量和实际铜包装进行实验,数据将通过多次实验进行分析和比较,以确定系统的精度和稳定性。
四、预期成果本研究预计能够开发出一款功能齐全、性能稳定的高精度铜包装自动化配重系统。
通过实验验证,将得到系统在不同载荷下的精度和稳定性数据,以及系统在实际生产过程中的应用效果。
研究成果能够提供给铜包装制造企业,以促进企业的生产自动化、信息化和标准化水平的提高,从而更好的满足市场需求。
铜板自动包装生产线整形机液压同步控制系统的设计与研究的开题报告
铜板自动包装生产线整形机液压同步控制系统的设计与研究的开题报告一、研究背景及意义包装生产线是工业生产过程中常见的设备之一,其作用是将产品包装在相应的容器中,以便于存储、运输、销售等。
随着科技的不断进步,自动化程度也不断提高,铜板自动包装生产线已成为生产工艺中不可或缺的一部分。
而整形机作为包装生产线的重要组成部分,其设计和控制也显得尤为重要。
液压同步控制技术是当前包装生产线上广泛使用的一种技术,它通过合理的液压系统设计和控制策略,实现多个执行器的同步动作,使整个生产线工作更加高效、稳定、精确。
因此,针对铜板自动包装生产线整形机液压同步控制系统的设计与研究,有着重要的研究意义和现实应用价值。
二、研究内容及方法本次研究的主要内容是铜板自动包装生产线整形机液压同步控制系统的设计与研究。
具体研究内容包括以下几个方面:1. 研究整形机的结构和运动特点,明确其液压控制需求和要求;2. 选用适合整形机的液压元件和液压系统,确定液压系统的组成和工作原理;3. 设计并实现整形机的液压同步控制系统,并进行仿真和实验验证;4. 分析和总结液压同步控制系统的性能和应用效果,提出改进和优化方案。
研究方法主要包括文献调研、实验仿真、系统设计和性能测试等。
通过对目前已有的文献和实验结果进行分析和总结,形成对整形机液压同步控制系统的认识和理解。
然后,设计系统的液压元件、液压系统和控制程序,并进行仿真和测试优化,最终形成可行的系统设计和应用方案。
三、预期结果及意义本研究预期能够实现铜板自动包装生产线整形机液压同步控制系统的设计与研究,并得到明显的应用效果和经济效益。
具体成果包括以下几个方面:1. 建立完整的整形机液压同步控制系统,实现多个执行器的同步动作;2. 设计出高效、稳定、精确的控制算法和控制程序,提高整形机的生产效率和品质;3. 测试和验证系统的性能和可靠性,发现和解决问题,为系统的进一步优化提供参考。
本研究对于优化铜板自动包装生产线的工艺流程、提高产品的生产效率和质量、降低企业成本等方面都有着重要的作用和意义。
阴极铜自动包装生产线控制及配重系统的研究的开题报告

阴极铜自动包装生产线控制及配重系统的研究的开题报告一、选题背景随着现代化的不断推进,阴极铜产品的需求量也逐年增加。
对于阴极铜自动包装生产线,实现高效、稳定、安全生产已成为行业发展和企业之间竞争的关键。
因此,本文将研究阴极铜自动包装生产线的控制及配重系统,以实现生产线的自动化、智能化管理和高效率生产。
二、研究目的1. 对阴极铜自动包装生产线的控制系统进行研究,设计出合理、稳定的控制方案。
2. 研究阴极铜自动包装生产线的配重系统,探索适合生产线的配重方案,提高生产线的效率和生产率。
三、主要研究内容1. 阴极铜自动包装生产线的控制系统的设计和优化。
2. 阴极铜自动包装生产线的配重系统的探究和测试。
四、预期研究成果1. 设计出符合阴极铜自动包装生产线需求的控制系统,提高生产线的稳定性和生产效率。
2. 筛选出适合阴极铜自动包装生产线的配重方案,提高生产线的效率和生产率。
五、研究方法1. 实地考察和调研,了解行业现状,分析行业瓶颈;2. 借助电气控制、机械工程等理论知识,对阴极铜自动包装生产线进行建模和分析;3. 进行实验测试,优化生产线的控制和配重系统。
六、可行性分析1. 研究对象与目的紧密相连,具有现实意义和应用前景;2. 研究所需的技术和方法已经非常成熟和广泛,能够有效保证研究质量;3. 借助实验测试等手段,可以验证研究成果的可行性和有效性。
七、预期研究进度安排第一年:1. 实地考察,了解行业现状和需求,确定研究思路和目标;2. 对阴极铜自动包装生产线的控制系统进行理论分析和建模;3. 安排控制系统的设计与实验测试工作。
第二年:1. 阳极铜自动包装生产线的配重系统进行分析与测试;2. 将控制系统与配重系统的研究成果进行整合。
第三年:1. 评估和分析研究成果的实用性和可行性,提出完善和改进的建议;2. 完成论文的撰写和论文答辩。
八、论文意义由于阴极铜自动包装生产线生产的阴极铜产品用途广泛,应用领域广泛,因此本文研究的控制和配重系统对于提高整个行业生产线的效率和生产率具有重要的实际意义和应用价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20 0 8年第 1 期
液压与 气动
阴极 铜 板 自动包 装 生产 线 配重 控 制 系统 的设 计
黄建龙 。 王乐有
Th sg fBo - i h n r lS se f rt e Au o a i e De i n o b weg tCo to y t m o h t m tc
在铜板包装作业 中, 必须严格遵循的单垛质量标 准为 : m±n k )其 中 m 为单包铜板 的标 准质量 , (g , n
为其允 许 的质量偏 差 。增 加 一片或减 少 一片铜 板 的配 重原理 是 : 先 选 择 接 近 单 垛 质 量标 准 的 片 数 ( n 首 如
收稿 日期 :0 70 —2 2 0 —61 作者简介 : 黄建 龙 (9 2 ) 男 , 15一 , 河南 新郑 人 , 教授 , 导 , 博 主 要从事机械制造和 自动化方面的科研与教学工作。
2 配重机 械 系统 的设 计
铜板重量满足包装要求 , 这使得铜板 自 动配重一直未 能实 现。
目前 , 国内大多 数 铜板 生 产 企业 仍 采 用 对 每垛 铜 板 单独先 进行 计量 , 然后将 每 片铜 板进 行分选 、 加 的 叠 作业 方式 。其 生 产 效 率 低 下 、 业 人 数 多 、 动 强 度 作 劳 大、 自动化 程度低 , 同时不能 实现单 垛铜 板 自动配 重 的 包装 生产线 只能是 一 条半 自动生 产线 。本文 利用增 加
大, 生产效率很低。并且 阴极铜板 自动包装生产线 的
首个 工位就 是单垛 铜 板 配重 , 了实 现 真正 意 义 上 的 为 阴极铜 板 自动包装 生 产线 , 多厂 家 都 希望 实 现 单 垛 很 铜 板 自动配 重 , 而 由于电解 工艺 的影 响 , 片阴极铜 然 单 板 的重 量误差 较大 , 可 能通 过 确 定 的 片数 保 证 单垛 不
片或减少 一片铜 板 的配重 原理 , 用 P C控 制铜 板 采 L
自 动包装生产线配重执行机构 , 而实现了单垛铜板 从 配重 自动化 。
1 单垛铜 板的配 重原理
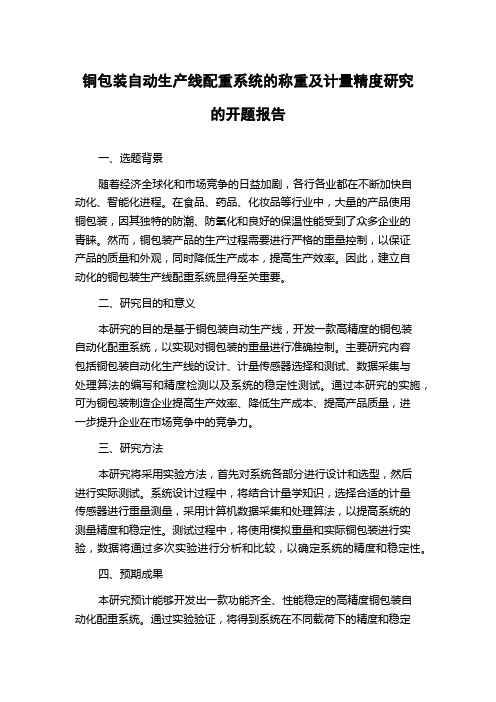
上下垂直运动 ; 真空发生器 c控 制吸盘 的吸紧 与张
开 ,l la、 lb 、l c 别 为 A、 2。a 、2 b 、2 c 、2分 B气 缸 及 真 空 发 生器 c的进排 气 口[ 。 3 3
维普资讯
1 2
f I \ L F 一 B止从而实现吸盘的吸紧与张开 ; P C控 由 L 制电磁阀( B) A , 进而控制气缸( , ) A B 活塞的运动 , 气 缸活 塞运 动到位 状况 由装在 气 缸 上 的磁 性 开关 判 断 , 并向 P C发出相应 的回答信号 , L 以便 P C根据控制 L 程序 发 出控 制信 号 。
一
配 重机械 系 统 ( 图 l) 要 由带 有 真 空 发 生 器 见 a主 的真空 吸盘 、 水平 气 缸 A、 直气 缸 B和 支架 组 成 ; 垂 在 铜板输送线的配重工位上放有用于称量单垛铜板重量 的 电子 秤 , 它的 右侧是存 放铜 板 的存料 台 。 水平 气缸 A执 行左 右水平 运 动 ; 直气缸 B执 行 垂
板 配重 , 配重 系统 可将 配重信 息传送 给上位 机 , 此 以便其 对 配重过 程进行 监控 。增 加一 片或减 少一 片铜板 的
配重机械 系统和控制 系统 自动化程度高, 安全可靠, 运行稳定 , 能很好的完成铜板 自动包装生产线上单垛铜
板 的 自动 配重 。
关键词 : 自动 包装 生产 线 ;阴极铜 板 ;配 重 ;P C 控 制 系统 L ; 中 图分类 号 : H18 文献标识 码 : 文 章编 号 :0 045 (0 80 —0 10 T 3 B 10 —88 20 )1 1-4 0 实现单垛铜 板配 重 自动化 是设 计铜 板 自动包装 生 产线 的首要环节 。 目前 , 板 的单 垛 配 重 均 由人 工 完 铜 成, 由于铜板 重 量大 , 作 现场 环 境 差 , 工 工人 劳 动 强 度 片) 进行 准确称 量 , 然后根 据称 重结 果进行 如下 3种操 作: 质量 在 m 一0 k ) m +0 k ) 间 时不 进行 操 (g至 ( g之 作; 质量 小 于 m 一0 k ) (g时加 上一 片 ; 质量 大 于 m +0 (g 时减去 一片 。对 于 出现 概 率较 小 的 极端 情 况 ( k) 如 加上一片后单垛质量仍小于 m—n k ) ( g或减去一片后
单垛质量仍大于 m+n k ) , ( g)可实现连续加一或减一 片 的操 作过 程 , 最终 保 证 单 包 质量 满 足 要求 。通 过 理
论分 析 , 只要单 包铜板 质 量公差带 2 (g大 于单 片铜 nk) 板 的重量 , 加一 片或 减 一 片铜 板 的 配重 原 理 就具 有 可 行性 。
Pa k g ng Li e o t o e Co p r Pl t s c a i n f Ca d p e a e h
HUANG in ln ,W ANG L — o Ja — g o ey u
( 兰州理工大学 机电工程学院 , 甘肃 兰州 7 0 5 ) 30 0
摘 要 : 阴极铜板包装生产线单垛 配重中, 在 针对单片阴极铜板重量误差较 大的特点, 为满足 包装配重 的要 求提 出了增加 一 片或减 少一 片铜板 的 配重原 理 。根 据此 原理 设计 出利 用 气动 驱动 真 空吸盘抓取 单 片铜
板 的机械 运动 系统 来完成 单垛铜板 的配重 。控 制 系统 采 用 P C控制 真 空吸盘及 水 平、 直气缸运 动 完成铜 L 垂