环形铸坯热辗扩成形微观组织演变规律研究
中小型环锻件环坯和轧辊运动设计及微观组织变化研究中期报告
中小型环锻件环坯和轧辊运动设计及微观组织变化
研究中期报告
本研究旨在探究中小型环锻件环坯和轧辊运动设计及微观组织变化。
在前期研究中,我们通过对环锻件的工艺流程和设备参数进行分析,确
定了合适的环坯和轧辊运动方案,并对其进行了模拟和验证。
同时,我
们还对环锻件的微观组织进行了观察和测试,并发现了其中的一些变化。
在本期研究中,我们将继续深入探究环坯和轧辊运动方案,并对其
中可能存在的因素进行分析。
同时,我们将对环锻件的微观组织进行更
加细致的观察和测试,并进一步研究其中的变化规律。
具体的研究内容包括以下方面:
1. 不同环坯和轧辊运动方案的比较分析。
我们将通过模拟和实验方法,比较不同运动方案在环锻件成形过程中的力学特性、变形规律等因素,并找出最优方案。
2. 环锻件微观组织的变化规律。
我们将对不同运动方案下的环锻件
进行一系列的观察和测试,并通过微观组织分析方法,研究其中的组织
变化规律。
3. 运动方案与微观组织变化之间的关系。
我们将分析环锻件的微观
组织在不同运动方案下的变化情况,并研究其与运动方案之间的关系,
以找出最优的设计方案。
通过以上研究,我们将深入探究环锻件成形过程中的关键问题,并
为其优化设计提供理论基础和实验依据。
热锻成形过程微观组织模拟的研究概况
结构. 因此 , 热 锻 过 程 进 行 做 观 组 织 模 拟 叮 以 在 实 对 际成 形 前 预 测 成 形 的 微 观 组 织 变 化 结 果 , 而 对 工 艺 从 方案 进 行 优 化 , 以达 到 减 少 调 试 和 修 模 次 数 , 短 产 缩
年来 , 随着有 限元模 拟 软件模 拟结果 的 口趋成 熟 , 建
的变 形 改 善 零 件 内部 的 微 观 组 织 从 而 提 高 产 品 的综
合机械性能 , 而直接决定产品综合机械性能 的便是 材
料 在 成 形 过 程 中的 微 观 组 织 变 化 及 最 终 产 品 的 组 织
组织模拟技术 而言 , 模拟 的有效性取决于模拟软件 的
功能和组织模拟模型与实际物理机制的接近程度. 近
完成对微观组织 的数值模拟 , 必须 首先将微观组织 的 上述变化过程模 型化 , 即建立 材料微 观组织 ( 晶粒尺
寸 、 态 再 结 晶 百 分 比 、 相 的 体 积 百 分 比 ) 变 形 动 各 与 工 艺 参 数 间 的 量 化 关 系 , 后 将 模 型 写 入 有 限 元 软 然 件 , 过 有 限元 计 算 得 到 组 织 变 化 的 预 报 结 果 . 于 通 对
研 究重 .
关键词; 热锻成形 ; 组织模 拟;数值模拟
-
0
。
中图分类号 :G 0 T 31
文献标 识码 j 章编号 :0 58 5 (0 0 0 - 2 一 A 乏 10 - 4 2 1 )20 3D 3 0 4
S u y o i r sr c u e S m u a i n d i g H o r i g S a i g t d n M c o t u t r i l to urn tFo g n h p n
驱动辊转速对铸态42CrMo钢环件热辗轧微观组织的影响规律
0 0 2 ;3 中国重型机械研究 院有 限公司 ,陕西 30 4 .
摘
要 :环形铸坯微观组织的演变规律及合理控制是环类零件铸辗复合成形新技术发展面临的主要瓶
颈问题 。驱动辊转速是影响铸坯材料再结晶行为及组织状态 的关键 因素之环件热辗轧的宏微观有限元模型,模拟揭示了环形铸坯材料的动态再结晶行为,阐明了驱 2ro 动辊转速对再结晶晶粒尺寸及其分布的影响规律与机制 。结果表明 : 铸坯材料动态再结晶百分数在环件 内、 外层高而使 晶粒细化 ,而在环件中间层低导致粗 晶;驱动辊转速增大 ,铸坯材料动态再结晶百分数增加 , 轧制环件的平均晶粒尺寸减小;驱动辊转速对平均晶粒尺寸分布的均匀性影响不大。 关键 词 :环件铸辗复合成形 ;铸态材料 ;动态再结 晶;晶粒尺寸 ;驱动辊转速 ;有限元模拟
u e n c nim ft e rt to ls e fte m i ol n ga n sz nd isditiu in. Th e ut h w r ls a d me ha s o h oaina pe d o h an r l o r i ie a t srb to e r s lss o
中 图分 类 号 :T 14 F2 文 献标 识 码 :A 文 章编 号 :10 16 (0 2 3— 0 9— 6 0 l一 9 X 2 1 0 05 0 J
Efe t fr t to ls e d o i i o lo c o t u t r f c s o o a i na p e fdrv ng r l n mi r s r c u e e o u i n urng h tr n o ln fa - a t4 M o se l v l to d i o i g r l g o s c s 2 i Cr t e
环形铸坯热辗扩成形微观组织演变规律研究
环形铸坯热辗扩成形微观组织演变规律研究一、绪论- 研究背景和意义- 国内外研究进展概述- 研究内容及方法介绍二、原料及实验条件- 原料的制备和化学成分分析- 环形铸坯热辗扩成形工艺介绍- 实验条件及参数设定三、微观组织演变规律研究- 热辗扩过程中晶粒的生长和再结晶- 轧制中晶界的移动和拍动- 热处理对组织的影响- 变形处理对组织的影响四、组织性能测试及分析- 组织性能测试方法介绍- 组织性能测试结果分析- 不同条件下的微观组织演变规律对组织性能的影响分析五、总结和展望- 研究结论总结- 存在问题和不足及未来研究方向- 环形铸坯热辗扩成形在材料制备中的应用前景分析第一章:绪论1.1 研究背景和意义铸造和轧制是常见的金属材料成形工艺,其中环形铸坯热辗扩成形技术是一种快速制备高性能材料的新工艺。
该技术可以将环形铸坯热处理后通过轧制、扩展和拉伸等过程,将其成形为高质量的板、带、管等材料,具有成形速度快、形状精度高、表面质量好等优点,已经在航空航天、汽车、电子等领域得到了广泛应用。
在环形铸坯热辗扩成形过程中,材料的微观组织演变规律是影响成形质量和材料性能的关键因素。
因此,对环形铸坯热辗扩成形过程中材料的微观组织演变规律进行深入研究,对于提高成形质量、优化材料性能,进一步推动该技术的发展具有十分重要的意义。
1.2 国内外研究进展概述国内外学者对环形铸坯热辗扩成形技术进行了广泛的研究,并取得了一定的成果。
对于热辗扩成形过程中的微观组织演变规律,国内外学者进行了较为细致的探究和分析。
例如,He et al. (2016)研究表明,在多次轧制和多次拉拔过程中,晶粒的尺寸逐渐变小,晶界形态和分布产生了明显的变化。
Li et al. (2020)通过热处理试验,发现不同热处理温度对晶界能量的影响非常显著。
此外,还有一些学者对材料的力学性能和组织性能进行了研究,发现微观组织演变规律与材料性能密切相关。
1.3 研究内容及方法介绍本论文将重点研究环形铸坯热辗扩成形过程中材料的微观组织演变规律,并探究其对成形质量和材料性能的影响。
环件铸辗复合成形工艺中毛坯尺寸的确定方法
能 快 速 而 准 确 地 获 得 辗 扩 比 值 和 毛 坯 内 径 d 。 值,
用 逆 向仿 真 技 术 对 矩 形 截 面 环 件 轧 制 过 程 毛 坯 尺 寸
进 行 了优 化 设 计 , 考 虑 了各 种 非 线 性 约 束 , 使 得 轧机
径 向和 轴 向容 量 得 到 合 理 利 用 ,缩 短 轧 制 时 间 。然
先 进 制 造 技 术 ,属 于 机 器 零 件 制 造 技 术 和 辗 扩 技 术 交 叉 复 合 的 环 件 连 续 局 部 塑 性 成 形 新 技 术 ,是 当 前
计 方 法 为 环 件 铸 辗 复合 成 形 新 工 艺 中辗 扩 过 程 的稳 定 实现 及 辗 扩 工 艺 参 数 的 优 化 设 计 提 供 了科 学合 理 的依 据 。 关 键词 : 铸辗 复合 成形 ; 毛坯 尺寸 ; 大 型环件 ; 径 轴 向辗 扩 工 艺 中 图分 类 号 : TG 3 3 5 . 6 文献标 识码 : A
文章编 号 : 1 6 7 2 — 0 1 2 1 ( 2 0 1 3 ) 0 5 — 0 0 7 2 — 0 3
环 件 铸 辗 复 合 成 形 工 艺 中毛 坯 尺 寸 的确 定 方 法
秦 芳 诚 。李 永 堂 ,齐 会 萍 ,杜 诗 文 ( 太原 科技 大学 材料科 学 与工程 学 院, 山西 太 原 0 3 0 0 2 4)
摘要: 毛 坯 尺 寸 设 计 作 为 大 型 环 件 径 轴 向辗 扩 工 艺 中的 重 要 环 节 , 直 接 影 响 着 辗 扩 过 程 的 稳 定 实 现 及 工 件 的 成 形 质 量 。本 文 对 环 件 铸 辗 复 合 成 形 新 工 艺 中毛 坯 尺 寸 的确 定 进 行 了研 究 , 获 得 了辗 扩 比 、 毛 坯 内径 分 别 与 环 件 锻 件 内径 的 关 系 ; 结 果表 明 : 通 过 给 定 任 一环 件 尺 寸 , 该 方 法 能 快 速 而 准 确 地 获 得 辗 扩 比 的值 和 毛 坯 内径 的值 , 具有设 计效率高 、 准 确 可 靠 的优 点 , 在 适 用 于 大 型 特 大 型 环 件 的 生产 方 面 优 势 明 显 ; 同时, 本 文 的设
大型环件热辗扩数值模拟与实验研究
关键词 : 大型 环 件
热辗扩
模拟
进 给 速 度 文献标识码 : A 收 稿 日期 :0 7 0 — 1 2 0 — 5 3
中 图分 类 号 : G3 51 T 3.
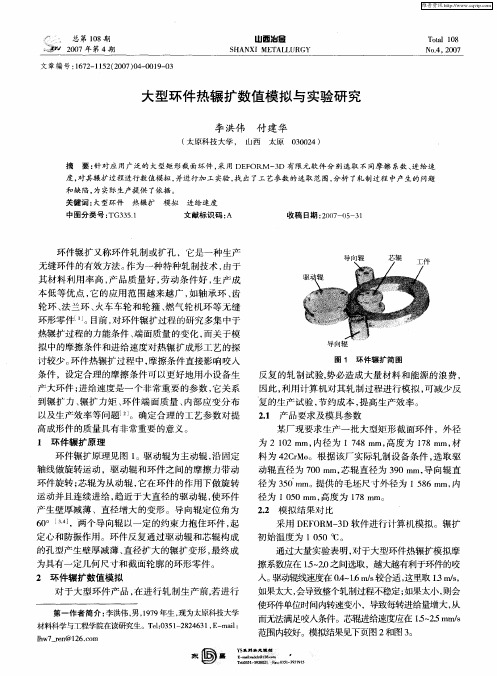
环件 辗扩 又称 环件 轧制 或扩 孔 ,它 是一 种 生产 无缝 环件 的有 效方法 。 作为 一种特 种轧 制技 术 , 由于 其 材料 利 用率 高 , 品质 量 好 , 动条 件 好 , 产 成 产 劳 生 本低 等 优 点 , 的应 用 范 围 越来 越 广 , 轴 承环 、 它 如 齿 轮环 、 兰环 、 车 车 轮 和轮 箍 、 气 轮 机环 等 无 缝 法 火 燃 环形零 件_] 1 。目前 , 环件 辗扩 过程 的研 究 多集 中于 对 热 辗扩 过程 的力 能条 件 、 面质 量 的变 化 , 端 而关 于模 拟 中的摩擦 条件 和进 给速 度对 热辗 扩成 形 工艺 的探 讨 较少 。 环件 热辗 扩过 程 中 , 摩擦 条件 直接 影 响咬入 条 件 ,设 定合 理 的摩 擦 条件 可 以更 好地 用 小设 备生 产 大环件 ; 给速度 是一 个非 常 重要 的参 数 , 进 它关 系 到 辗扩 力 、 扩 力矩 、 辗 环件 端 面 质量 、 内部 应变 分 布
初 始 温度 为 1 5 C。 0o 0
定 心和 防振作用 。环件反 复 通过 驱 动辊 和芯 辊构 成
的孔 型产 生壁厚 减 薄 、 直径 扩 大 的辗扩 变 形 , 终 成 最
通 过大 量实验表 明 , 对于大 型环件热 辗扩模拟 摩 擦 系数应在 l~ -之 间选取 ,越大越有利 于环件的咬 52 0
第一作 者简介 : 李洪伟 , ,9 9 男 1 7 年生 , 现为太原科技大学
基于铸坯的环件热辗扩过程微观组织演变研究
1 引言
体 积分 布 。 是 , 关铸 态组 织 演变及 其 在热 辗扩 但 有
成 形 过 程 中 再 结 晶机 理 和 规 律 方 面 的 研 究 还 较 少 。
本 文 基 于 刚 塑 性 有 限 元 变 形 理 论 ,根 据 实 验 室
热 辗 扩 工 艺 作 为 生 产 各 种 形 状 和 尺 寸 的 无 缝 环
成 形 过 程进 行 宏 观 变 形 和微 观组 织 演 变耦 合 模 拟 ,
分 析 变 形 过 程 中 的 动 态 再 结 晶 演 变 规 律 ,对 工 艺 优
化 、 量 预测 与控 制具 有 重要 的指 导 意义 。 质
2 动 态 再 结 晶数 学 模 型 材 料 的 化 学 成 分 和 微 观 组 织 结 构 对 成 形 环 件 的
合 到 有 限 元 程 序 中 , 钛 合 金 盘 的 模 锻 过 程 和 微 观 组 对
力 学 性 能 有 很 大 影 响 , 于 环 形 铸 坯 热 辗 扩 成 形 是 由
一
个 连 续 局 部 塑 性 成 形 过 程 ,非 变 形 区 在 高 温 停 留
时 间 短 ,发 生 静 态 再 结 晶 和 亚 动 态 再 结 晶 的 程 度 比
较 小 , 此 , 件 辗扩 后 的 晶粒尺 寸 主要取 决 于 动态 因 环
再 结 晶程度 的 大小 和分 布 。本课 题采 用 热压 缩 模拟 实 验 和 金 相 观 测 试 验 方 法 ,建 立 了 铸 态 4 C Mo钢 2 r 的 动 态 再 结 晶 演 化 模 型 【。 8 J
21 动 态 再 结 晶 动 力 学 模 型 .
件 的几 何尺 寸精 度 , 且 要通 过 高温 变形 作 用 , 粗 而 使
连铸坯微观及宏观偏析数学模型的研究进展_冯科

连铸坯微观及宏观偏析数学模型的研究进展冯 科 徐楚韶 陈登福 孙海峰(重庆大学材料科学与工程学院,重庆400044)摘 要 对连铸坯微观和宏观偏析模型及树枝晶间液相流动的研究进展进行了评述,采用近平衡凝固过程溶质再分配理论并结合连铸传热数学模型对连铸坯微观及宏观偏析的定量解析方法进行了分析。
关键词 连铸坯 枝晶凝固 微观偏析 宏观偏析Advance in Research on Mathematic Model of Micro -andMacrosegregation in Concasting BilletFeng Ke,Xu Chushao,Chen Dengfu and Sun Haifeng(College of Material Science and Engineeri ng ,Chongqing Uni versity,Chongqing 400044)Abstract The advance i n research on mathematic model of micro -and macrosegregation and interdendri tic flowing of liquid phase has been reviewed.And the quantitative resolution method in concasting billet is analyzed by solute redistribu -tion theory during near -equilibriu m solidification and concas ting heat transfer model.M aterial Index Concasting Billet,Dendritic Solidification,M icrosegregation,Macrosegregation连铸坯中典型的宏观偏析是平衡溶质分配因数k<1的溶质元素在铸坯中心线上的富集(即中心正偏析),这已为大量实验和生产实践所证明[1~4]。
大型环形件辗扩工艺
针对环保需求,开展绿色制造技术的研究,降低生产过程中的能耗和 污染物排放,推动产业的可持续发展。
THANK YOU
感谢聆听
大型环形件辗扩工艺
目
CONTENCT
录
• 引言 • 辗扩工艺原理 • 大型环形件辗扩工艺流程 • 大型环形件辗扩工艺的优缺点 • 案例分析 • 结论
01
引言
目的和背景
大型环形件辗扩工艺是一种重要的金属加工技术,主要用于制造 各种环形零件,如轴承、轮毂、环形压力容器等。随着工业技术 的不断发展,大型环形件的需求量不断增加,对辗扩工艺的要求 也越来越高。
多工艺融合 将多种工艺进行融合,如辗扩与 热处理、表面处理等工艺相结合, 实现材料性能的优化和产品质量 的提升。
智能化控制
通过引入先进的传感器、控制系 统和人工智能技术,实现对工艺 过程的智能监控和优化控制,提 高产品质量和稳定性。
环保生产
随着环保意识的增强,未来的大 型环形件辗扩工艺将更加注重环 保生产,减少废料和污染物的产 生,实现绿色制造。
05
案例分析
案例一:某大型环形件辗扩工艺的应用
01
辗扩工艺介绍
辗扩工艺是一种通过辗压和扩张的方法,将金属材料加工成所需形状和
尺寸的工艺技术。在某大型环形件的生产中,辗扩工艺被广泛应用于制
造各种环形零件,如轴承环、气瓶环等。
02
工艺流程
该工艺流程主要包括毛坯准备、加热、辗压、扩张、冷却和后处理等步
辗扩工艺的基本原理是利用辗压力使金属材料在模 具的限制下发生连续的塑性变形,同时模具的扩张 或收缩使金属材料获得所需的外形尺寸。
在辗扩过程中,金属材料受到压力和扩张的综合作 用,使金属材料发生连续的剪切和压缩变形,从而 达到所需的形状和尺寸精度。
铸造铜合金中微观组织演变规律研究
铸造铜合金中微观组织演变规律研究铜合金是一种良好的工程材料,具有高强度、高耐磨性、高导热性和良好的加工性能等特点。
铜合金广泛应用于航空、航天、汽车、电子、船舶以及机械制造等诸多领域。
其中,铸造铜合金是比较常见的一种生产工艺。
铸造过程中,合金的微观组织是影响其性能的重要因素。
因此,对铸造铜合金中微观组织的演变规律进行研究,对提高铸造铜合金的性能具有重要意义。
一、铸造铜合金的微观组织特点铸造铜合金根据其合金成分和铸造工艺的不同,其微观组织也具有一定的特点。
一般来说,铸造铜合金的组织可以分为四种类型:均匀化组织、富锌组织、富铝组织和富硅组织。
均匀化组织是指经过均匀化处理后,铜合金中的合金元素实现了良好的分布,合金中的相对均匀,且存在数层次的细小相。
这种组织通常具有较好的强度和韧性,在高温下仍能保持较好的稳定性。
常见的均匀化处理方式包括热处理和固溶处理。
富锌组织是指铜合金中对锌的含量比较高,因此铸件内部出现了锌的富集相。
这种组织通常具有较高的硬度和耐磨性,适用于制造一些需要具有较好耐磨性的零件,例如轴承等。
富铝组织是指铜合金中对铝的含量比较高,因此铸件内部出现了铝的富集相。
这种组织具有较高的强度和耐蚀性,适用于制造一些需要耐腐蚀的部件,例如海洋工程领域的零件等。
富硅组织是指铜合金中对硅的含量比较高,因此铸件内部出现了硅的富集相。
这种组织通常具有较高的磨损性能和抗疲劳性能,适用于制造一些需要耐疲劳的零件,例如输送机、振动筛等。
二、铸造铜合金中微观组织演变规律研究现状随着合金材料研究的不断深入,对铸造铜合金中微观组织演变规律的研究也越来越深入。
目前,研究主要集中在以下几个方面:1. 合金成分对微观组织的影响。
已有研究表明,合金成分对铜合金中微观组织的演变规律具有重要影响。
例如,在铝铜合金中,增加铝的含量可以显著改善合金的耐蚀性能。
2. 铸造工艺对微观组织的影响。
铸造工艺是影响铸造铜合金中微观组织演变规律的另一个重要因素。
锻造坯的微观组织演变规律研究
锻造坯的微观组织演变规律研究概述锻造是一种常见的金属加工方法,通过机械力将金属材料加热至一定温度后施加压力,使金属材料发生塑性变形,从而获得所需形状和性能的工件。
锻造过程中,金属材料的微观组织会发生演变,这对于工件的性能有着重要影响。
在本文中,我们将对锻造坯的微观组织演变规律进行研究。
锻造坯的微观组织演变锻造坯的微观组织演变主要包括晶粒生长、晶粒形状演变、晶界迁移和相组成变化等过程。
在锻造过程中,金属材料经历了高温和高压的作用,使原始晶粒发生变形,产生了许多错位和位错。
随着变形的进行,位错逐渐聚集形成了晶界,即原始晶粒的边界。
在较高温度下,原始晶粒会发生部分再结晶,形成新的细小晶粒。
同时,原有的晶界也会发生迁移和改变,原始晶粒形状不断演变。
晶粒生长是锻造过程中的重要现象。
在高温下,晶粒生长受到结晶核的限制,一般沿着晶界扩张或在位错沿附近生长。
晶粒生长的速率受到温度、应变速率和金属材料的成分等因素的影响。
较高的温度和应变速率有利于晶粒生长,而杂质元素和含碳量高则抑制晶粒生长。
此外,应变速率较低且金属材料中有精细二次相存在时,晶粒生长也会受到抑制。
晶粒形状演变是锻造坯微观组织变化的另一个重要方面。
在锻造过程中,由于各个晶粒之间的变形程度不尽相同,晶粒的形状会发生变化。
一般来说,初始形状较大的晶粒会逐渐变扁,而形状较小的晶粒则较少发生形状变化。
此外,细小晶粒的形状变化受到应变速率的限制,即应变速率过快会限制细小晶粒的形状演变。
晶界迁移是锻造过程中晶粒演变的重要机制之一。
在高温下,晶界可以通过原子扩散的方式迁移,从而导致晶粒重新排列和重新组织。
晶界迁移的速率受到温度和应变速率的影响。
较高的温度和应变速率有利于晶界迁移。
此外,晶界迁移的速率还受到晶界能的影响,即晶界能越低,晶界迁移速率就越快。
相组成变化是锻造过程中另一个重要的微观组织演变过程。
在锻造过程中,金属材料中的合金元素会发生扩散和交互作用,导致相组成的变化。
基于铸坯的25Mn钢环件热辗扩成形力学性能分析
基于铸坯的25Mn钢环件热辗扩成形力学性能分析提纲:第一章:绪论1.1 研究背景和意义1.2 国内外研究现状和发展趋势1.3 研究内容和主要贡献第二章:铸坯25Mn钢环件热辗扩成形工艺研究2.1 铸坯的选取和设计2.2 热辗扩成形工艺的研究2.3 工艺参数的优化第三章:热辗扩成形过程中的力学行为分析3.1 热辗扩成形的力学特点3.2 材料的塑性本构关系3.3 成形过程的力学模拟第四章:热辗扩过程中的缺陷分析4.1 成形过程中的缺陷类型4.2 缺陷形成机理及其影响因素4.3 缺陷的控制与预防第五章:25Mn钢环件的力学性能分析5.1 成形过程中的组织结构分析5.2 25Mn钢环件的力学性能测试5.3 成形工艺与力学性能的关系分析第六章:结论与展望6.1 主要研究成果总结6.2 研究存在的问题与不足6.3 开展下一步研究的展望和建议。
第一章:绪论1.1 研究背景和意义随着工业化进程的不断推进和科技的不断进步,对于各种材料的性能和质量要求日益严格。
钢作为一种重要的材料,在工业生产和生活中应用广泛。
同时,随着企业竞争的加剧,钢材的质量和成本也成为了企业追求的目标之一。
铸造和热辗扩成形是制造钢材的两种常用方法之一。
铸造是将液态金属注入模具中进行成型,通常是钢材生产的第一步。
但是铸造的过程中,易出现缺陷,如气孔、夹杂等,使得其力学性能不如其他制造工艺。
而热辗扩成形是在铸坯的基础上,通过热加工和塑性变形的方式,使钢材形成高质量和高性能的钢材。
本文针对铸坯的25Mn钢环件热辗扩成形的力学性能进行研究,探寻成形过程中的力学行为和成形工艺参数的优化,以提高钢材的质量和成本。
1.2 国内外研究现状和发展趋势目前,国内外已有不少关于铸坯的热辗扩成形的研究,主要集中在材料的成形机理、力学行为和成形缺陷等方面。
一些研究表明,进行热辗扩成形时,材料的内部应力会发生改变,同时塑性变形也会影响材料的力学性能。
还有一些研究表明,成形工艺参数的优化可以有效控制材料的缺陷,从而提高钢材的质量和性能。
外台阶截面环形铸坯热辗扩成形工艺有限元模拟
外台阶截面环形铸坯热辗扩成形工艺有限元模拟I. 引言A. 研究背景和目的B. 文章的结构和内容II. 文献综述A. 外台阶截面环形铸坯热辗扩成形工艺的发展历程B. 常用的有限元模拟方法和软件III. 数值模拟方法A. 外台阶截面环形铸坯的几何建模B. 材料参数的设定C. 热辗扩成形过程的数值模拟IV. 结果分析A. 热辗扩成形过程中的变形和应力分析B. 热处理对成形件性能的影响C. 模拟结果的验证和分析V. 结论A. 热辗扩成形工艺的优点和适用范围B. 数值模拟方法的优势和局限性C. 未来的研究方向和发展趋势VI. 参考文献第一章:引言外台阶截面环形铸坯热辗扩成形工艺是一种广泛应用于制造轮胎钢丝帘线等长条产品的成形工艺,它具有成形速度快、成形精度高、成形膨胀量小等优点,为长条产品的制造提供了可靠的技术支持。
然而,在热辗扩成形过程中,由于高温和大应变等因素的影响,易引起铸坯内部的应力和变形,导致成形品的内部质量不稳定,降低产品的整体性能。
因此,需要建立精确的数值模拟方法,对热辗扩成形过程进行优化和控制,以提高成形品的质量和工艺效率。
本文将介绍外台阶截面环形铸坯热辗扩成形工艺有限元模拟的研究。
第二章将对外台阶截面环形铸坯热辗扩成形工艺的发展历程进行综述。
第三章将详细介绍热辗扩成形过程的数值模拟方法,包括外台阶截面环形铸坯的几何建模、材料参数的设定和热辗扩成形过程的数值模拟。
本研究的理论和实践价值在于提供一种全面、系统的研究方法,为工程实践提供可靠的技术支持。
第二章:文献综述2.1 外台阶截面环形铸坯热辗扩成形工艺的发展历程外台阶截面环形铸坯热辗扩成形工艺是一种将铸坯热加工成长条产品的工艺。
其发展历程主要包括以下几个步骤。
20世纪60年代末至70年代初,日本和欧美等国家开始使用热轧加工技术制造轮胎钢丝帘线。
然而,热轧加工过程中易出现穿轧和涂淀现象,导致成品表面质量下降。
为解决这一问题,日本企业发明了热辗扩工艺,该工艺通过控制成形膨胀量和轧制介质等因素,实现了高效的成形。
碾环
环件轧制又称环件辗扩或扩孔,它是借助环件轧制设备–––轧环机(又称辗扩机或扩孔机)使环件产生壁厚减小、直径扩大、截面轮廓成形的塑性回转成形工艺,同时还是连续局部塑性加工成形工艺,具有生产效率高、产品质量好、能源消耗低等技术经济优点,主要用于大型无缝环件的生产,被广泛应用于重型机械、火车、能源、航空航天等许多工业领域。
大型环件径轴向轧制是一个三维非线性、非对称、非稳态的复杂成形工艺,成形过程中涉及到多因数耦合影响。
环件轧制适于生产各种形状尺寸、各种材料的环形零件或毛坯。
目前轧制环件的直径为Φ40~Φ10000mm,高度为15~4000mm,最小壁厚为16~48mm,环件的重量为0.2~82000kg。
环件的材料通常为碳钢、合金钢、铝合金、铜合金、钛合金、钴合金、镍合金等。
常见的轧制环件产品有轴承环、齿轮环、火车车轮及轮箍,燃气轮机环、集电环等,最大的轧制环件是直径Φ10000mm、高度4000mm 的核反应堆容器环件。
环件辗扩分类按辗扩时坏件毛坯的温度可以分为热辗扩、温辗扩和冷辗扩;按辗扩孔型(轧辊)结构可以分为开式辗扩、半开式辗扩和闭式辗扩;按辗扩中环件毛坯的变形方式可以分为径向辗扩和径-轴向辗扩。
采用最后一种分类方式是最主要的且能够体现环件辗扩特点的分类方式。
环件轧制原理环件径向轧制原理图1-1是径向轧制的基本原理图。
图1-1(a)所示为在单导向辊立式轧环机上进行的径向轧制原理图,其中驱动辊为主动辊,同时作旋转轧制和直线进给运动;芯辊为被动辊,作从动旋转轧制运动;导向辊和信号辊都为可自由转动的辊。
在驱动辊作用下,环件通过驱动辊与芯辊构成的轧制孔型产生连续的局部塑性变形。
当环件经过多转轧制变形且直径扩大到预定尺寸时,环件外圆表面与信号辊接触,环件轧制过程结束。
驱动辊旋转轧制运动由电动机提供动力,直线进给运动由液压或气动装置提供动力,其它轧辊在与环件的摩擦作用下运动。
图1-1 径向轧制的基本原理1––驱动辊2––环件3––导向辊4––芯辊5––信号辊图1-1(b)为双导向辊卧式轧环机上进行径向轧制的原理图。
热成型过程中微观组织演变统一本构模型的建立
热成型过程中微观组织演变统一本构模型的建立摘要:在金属热加工过程中,材料会发生粘塑性变形。
在成形过程中,材料的微观组织会发生动态变化,在成形间隙或者后期材料的微观组织会发生静态变化。
现代技术要求能够预测成型部分的微观组织。
在文中,会展示由材料学家们提出的各种各样的模型,他们可以用来模拟个体微观物理因素,例如在静态和动态过程中晶粒尺寸的成大、位错密度的增加、回复、再结晶以及沉积物的溶解。
现代技术已经将基于微观结构的因子应用于塑性流变模型中,形成了一套统一的塑性流变方程。
通过子程序,可以用来模拟在热加工过程中微观组织的变化。
在本篇论文中详细叙述三种模型,他们模拟了在超塑性过程中晶粒尺寸的成大、在热轧制过程中微观组织的变化、热处理后沉积物的溶解以及这些变化对铝合金塑性流动的影响。
关键词:热成型;微观组织;本构模型前言所有的金属工程材料都有一种特定的微观结构,这种结构是在高温处理过程中或者高温处理后形成的。
材料热成型部分的机械性能很大程度上依赖于其微观组织和微观组织的变化,能否加工出高质量的材料取决于微观组织的控制能力[1]。
不同的情形有不同表现,或者是不同的组成,或者是不同的晶体结构,或者是晶粒尺寸的成大和晶粒的取向不同,或者是不同区域内的不同结构变形体,例如结构缺陷(在成形过程中形成的位错、缩孔)[2]。
在过去的几十年里,在研究微观结构模型领域科学家们已经做出了巨大的努力。
本篇论文介绍了物理变量的作用和粘塑性材料模型的内部变量耦合,形成了基于物理的,统一的粘塑性本构方程组。
下面介绍一些应用统一模型来演化在高/低温成形过程中微观结构变化的实例。
1.个体微观因素的建模各种机械热加工条件下,在确定个别组织变量演化的主要动力方面已作出重大努力,许多物理变量的基础已经被广泛认识和多种类型的模型已经正确预测出个别微观组织参数的演变。
在形变过程中普遍应用的模型将在下面介绍。
1.1六系铝合金热处理过程中沉积物的溶解在六系铝合金的热处理过程中,沉积物会溶解在铝合金基体中,进而扩散在整个机体结构中,这些沉积物主要是Mg2Si和Si形式存在,沉积物的溶解将会改变材料的流动性。
不同铸轧工艺参数对铸轧微观组织的影响
料凝固传热与塑性变形研究. Email :liuxb2000 @sina. co m
min ,工业铸轧机为 1. 4 t/ min 。两种规格铸轧机的辊
套材料用合金钢 (37Cr3NiMoV 等材料) 制作 。为了防
止粘辊 ,采用微细石墨配制的乳液喷涂或液化气不完
全燃烧法在辊套表面沉积的微细烟尘进行润滑 ,几种
典型的铸轧工艺参数及板带坯规格见表 1 。
表 1 铸轧工艺参数及板带坯规格
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
《铸造技术》10/ 2009
刘晓波等 :不同铸轧工艺参数对铸轧微观组织的影响
·1313 ·
环境 温度 /℃
25 28 28
辊套 材料
钢 钢 钢
1. 2 取样方法
铝双辊铸轧带坯过程 ,是由液态金属凝固和热塑
性变形两个连续过程组成 ,当金属的凝固厚度较大时 ,
轧制压下量增大 ,那么从出口侧得到的铝带坯已经发
生了显著的塑性变形 ,为了能观察到真实的凝固显微 组织 ,必须在铸轧试验结束后 ,即铸轧机停机后 ,通过 传动机构 ,将供料嘴从辊缝中向后快速退出 ,从铸嘴侧 将辊缝中的楔形铝带坯取出 。然后 ,沿板带坯轧制方 向切开 ,再加工成 15 mm 长的试样 ,取样位置位于铸 轧区 ,当凝固终了点接近板带坯出口位置 ,轧制量很 小 ,板带坯几乎没有产生变形 ,此时可以直接从已经成 形的铝带坯中沿轧制方向和横向 (与轧制方向成 90°) 取样 ,再加工成 15 mm 长的试样 。 1. 3 金相显微组织
42CrMo铸坯环件热辗扩有限元模拟与分析
42CrMo铸坯环件热辗扩有限元模拟与分析丁双凤;付建华;郭一娜;齐会萍【期刊名称】《锻压装备与制造技术》【年(卷),期】2014(049)006【摘要】基于ABAQUS软件平台,建立了42CrMo大型环形铸坯热辗扩三维热力耦合有限元模型,模拟了铸坯热辗扩过程中应变场和温度场,研究了初始辗扩温度对辗扩力的影响规律.模拟结果表明在环形铸坯热辗扩过程中:①铸坯等效应变呈阶梯状上升,内外表面应变大于中间层应变;在稳定成形阶段,沿环件径向方向,由于导向辊与芯辊直径差异,导致环件最大平均等效应变可能出现在环件内表面也可能出现在环件外表面;②初始阶段,变形区与成形辊接触处温度降低较快,非变形区温度变化不是很明显;随着辗扩的进行,芯部温度逐渐上升,边缘温度低,温度分布不均匀;③随着铸坯初始辗扩温度升高,平均辗扩力明显下降,但随时间变化趋势保持一致.【总页数】5页(P76-80)【作者】丁双凤;付建华;郭一娜;齐会萍【作者单位】太原科技大学材料科学与工程学院,山西太原030024;材料成形理论与技术山西省重点实验室,山西太原030024;太原科技大学材料科学与工程学院,山西太原030024;材料成形理论与技术山西省重点实验室,山西太原030024;太原科技大学材料科学与工程学院,山西太原030024;材料成形理论与技术山西省重点实验室,山西太原030024;太原科技大学材料科学与工程学院,山西太原030024;材料成形理论与技术山西省重点实验室,山西太原030024【正文语种】中文【中图分类】TG335.19【相关文献】1.基于Abaqus的梯形环件冷辗扩的有限元模拟 [J], 赵伟;张洛平2.基于铸坯的25Mn钢环件热辗扩成形力学性能分析 [J], 秦芳诚;李永堂;齐会萍;付建华3.基于环件热辗扩成形的铸态42CrMo钢高温热导率测算 [J], 杨卿;付建华;李永堂;齐会萍;刘育华4.外台阶截面环形铸坯热辗扩成形工艺有限元模拟 [J], 刘育华;李永堂;齐会萍;杨卿5.基于铸坯的环件热辗扩过程微观组织演变研究 [J], 张锋;李永堂;齐会萍;付甲;赵磊因版权原因,仅展示原文概要,查看原文内容请购买。
锻造成形过程微观组织优化设计方法研究的开题报告
锻造成形过程微观组织优化设计方法研究的开题报告一、研究背景随着现代工业对产品性能和品质的要求日益提高,锻造成形工艺的优化设计在工业生产中变得越来越重要。
锻造成形工艺是通过对金属材料施加压力和热量来实现材料形成的一种工艺加工方法。
相比其他加工方法,锻造成形工艺具有成本低、质量高、破坏性小等优点,因此在航空、汽车、军工等行业有着广泛的应用。
然而,由于复杂的金属流动行为和变形行为,以及金属内部结构和成分的差异,不同的锻造成形工艺对产品的品质和性能也会有很大的影响。
因此,在实际的生产中需要针对不同的产品和应用场景对锻造成形工艺进行优化设计。
二、研究内容本研究拟通过对锻造成形过程中微观组织变化的研究,探究不同工艺参数对微观组织形成和演化的影响,以及针对不同应用场景如何通过微观组织优化设计来提高产品性能和品质。
具体研究内容包括:1. 对锻造成形过程中金属材料的微观组织进行分析和研究,包括晶粒大小、组织结构、相变等。
2. 综合考虑锻造成形过程中的工艺参数如温度、压力、速率等,分析不同工艺参数对微观组织变化的影响。
3. 通过数值模拟和实验研究的方法,探究工艺参数对微观组织形成和演化的影响规律,建立数学模型,为锻造成形过程的优化设计提供理论基础。
4. 针对不同应用场景,分析产品所需要的微观组织特征,通过优化设计锻造成形工艺,实现微观组织的精细控制,提高产品的性能和品质。
三、研究意义本研究将为实际工业生产中的锻造成形工艺优化设计提供理论基础和实践指导。
通过深入研究不同工艺参数对微观组织形成和演化的影响,以及针对不同应用场景的优化设计,可以制定更加精确和有效的锻造成形工艺,并在实际生产中取得更好的效果,提高产品质量和市场竞争力。
此外,本研究还将深化人们对金属材料微观组织变化的认识和理解,为金属材料加工、成形和应用领域的研究提供基础性的支撑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立 的 铸 态 4 C Mo钢 材 料 模 型 和 动 态 再 结 晶 演 化 模 2 r 型 , 用 有 限 元 模 拟 方 法 , 究 分 析 了 环 形 铸 坯 在 热 采 研
辗扩 成形 过程 中的微 观组 织演变 和芯 辊进 给速度 对
一
ep x(
)
= 7 0. 5
=一x[ . ( 生 ) 1e - 6 等 p 09 】
。= .3 × O 3o1 o 4 x ( ! s37 6 l - 4 d  ̄] p e d = .5 × 0 ̄o4 。 m l x (=! 14 5 1 2  ̄ —b e p —— d 9 ) )
式 中 : — — 峰值应 变 ;
囊
s
表 1 模 拟 计 算 参 数
参 数 数 值
_
厂
一
动 态 再 结 晶分 数 ;
容 易 发 生 动 态 再 结 晶 , 粒 尺 寸 细 化 明 显 ; 当 增 大 芯 辊 的 进 给 速 度 , 利 于 扩 大 动 态 再 结 晶 区 域 和 获 得 细 晶 适 有 小均 匀的再 结 晶晶粒 , 够 改善 环件微 观组 织 的大小和分 布 。 能
关 键 词 : 械 制 造 ; 态 再 结 晶 ; 辗 扩 ; 形 铸 坯 机 动 热 环
加 热 和 冷 却 过 程 中 的静 态 再 结 晶 晶 粒 组 织 演 变 机 理 和 规 律 进 行 了 系 统 的研 究 ,从 而 实 现 了 热 加 工 过 程 晶 粒 组 织 的 预 测 和 控 制 。环 件 辗 扩 方 面 的 微 观 组 织 演变研究 也取 得 了一些 进展 , Xu等 研 究 了碳 钢 环 热 辗 扩 过 程 中 几 个 截 面 上 微 观 组 织 的 大 小 和 分 布 阎; 欧 新 哲 模 拟 分 析 了锻 坯 辗 扩 过 程 中工 艺 参 数 对 微 观
本 实 验 室 在 Gle l一 5 0热 模 拟 试 验 机 上 进 e be 1 0
行 铸 态 4 Cr 2 Mo钢 的 热 压 缩 模 拟 实 验 ,对 热 模 拟 实
验结果 和金相 试验 结果 进行 回归分 析得 到动 态再结
晶 的数 学 模 型 【: 圳
=
61 7 × 0 .8 5 1
中图分类号 : TG3 56 3 . 文 献 标 识 码 : B
1 引言
究 还 较 少 。 中 科 院 采 用 热 压 缩 实 验 研 究 表 明 在 相 同
环 件 热 辗 扩 工 艺 是 在 高 温 下 借 助 辗 环 机 使 环 件
产 生 连 续 局 部 塑 性 变 形 , 而 实 现 壁 厚 减 小 、 径 扩 进 直
在 环 形 铸 坯 热 辗 扩 成 形 过 程 中 ,不 仅 要 控 制 环
动 态 再 结 晶 行 为 的影 响 规 律 。 对 于 优 化 工 艺 参 数 , 这
件 的尺寸精 度 , 且要使 铸态 组织转 化 为锻态 组织 , 而
实 现 晶 粒 细 化 , 高 环 件 的 综 合 力 学 性 能 。 目前 , 提 有
摘 要 : 立 了铸 态 4 C Mo钢 的微 观 组 织 演 变 模 型 和 环 件 热 辗 扩 三 维 刚 塑 性 有 限 元 模 型 。基 于 DE ORM一 建 2r F 3 软 件 平 台 , 微 观 组 织 演 变 和 宏 观 热 力 学 行 为 进 行 了耦 合 模 拟 , 究 了环 形 铸 坯 热 辗 扩 成 形 过 程 中 芯 辊 D 对 研 进 给 速 度 对 动 态 再 结 晶 晶粒 尺 寸 和 体 积 分 数 分 布 的 影 响 规 律 。 果 表 明 , 变 形 量 比较 大 的 环 件 外 层 和 内层 结 在
的 热 变 形 条 件 下 ,铸 态 奥 氏 体 不 锈 钢 比锻 态 表 现 出 更 高 的 流 变 应 力 【 而 环 件 热 辗 扩 过 程 是 一 个 多 因 素 8 1 。 作 用 下 的复 杂 成 形 过 程 ,单 纯 的 采 用 热 压 缩 试 验 很 难 准 确 掌 握 变 形 过 程 中 微 观 组 织 演 变 规 律 ,动 态 再 结 晶作为最 重要 的微观 组织 演变 行为 , 细 化 晶粒 、 对
关 板 带轧 制 和 锻 造 方 面 微 观 组 织演 变 的研 究 较 充 分 , 内外 学 者 对 热 变 形 过 程 中 的 动 态 再 结 晶 , 及 国 以
制 定 合 理 的 生 产 工 艺 方 案 ,提 高 产 品 质 量 及 性 能 具
有 非常 重要 的指导 意义 。
2 建 立 模 型 及 设 置 模 拟 条 件 21 动 态 再 结 晶 数 学 模 型 .
提 高 性 能 起 着 重 要 的作 用 。 此 , 文 利 用 实 验 室 建 因 本
大 、 面 轮 廓 成 形 的 塑 性 加 工 工 艺 。 工 艺 适 用 于 生 截 该
产 各种 形状 和 尺寸 的无缝 环 形零 件 , 机械 、 源 、 在 能
航 空 航 天 等 许 多 工 业 领 域 中 具 有 广 泛 的 应 用 【 。 而 利用环 形铸坯 直接 热辗扩 成形环 件与传 统 的环件 辗 扩工艺 流程 ( 锭开 坯~ 锻造一 冲孔~ 辗扩 成形 ) 钢 相 比, 够 节约 材料 , 低 能耗 , 高 生 产率 和 经 济效 能 降 提
文 章 编 号 : 6 2 01 1 2 1 )2 0 9 — 4 1 7 — 2 ( 0 1o — 0 6 0
环 形 铸 坯 热 辗 扩 成 形 微 观 组 织 演 变 规 律 研 究
张 锋 ,李 永 堂 ,齐 会 萍 ,付 甲 ,赵 磊
( 原 科技 大学 材料 科学 与工程 学院 , 太 山西 太 原 0 0 2 3 0 4)