C-C复合材料
碳碳复合材料ppt课件
循环浸渍-碳化曲线反映了浸渍-碳化工艺特点:
❖ 在进行1~3次浸渍碳化时,复合材料的密度增加较快, 从预制体密度(约1.2~1.3g/cm3)增加到1.6g/cm3以上;
❖ 从第四次循环浸渍碳化开始,则每次复合材料的密度增 加相对较慢。
❖ 为了减少浸渍-碳化次数,提高浸渍碳化效率和改善复 合材料的性能,一般采用真空压力浸渍工艺,形成了压 力浸渍碳化工艺(PIC, Pressure Impregnation Carbonization)。并且在沥青液态浸渍-碳化工艺中得 到应用。
沥青碳化率=0.95QI+0.85(BI-QI)+(0.3-0.5)BS
因此,沥青的碳化率随高分子量芳香族化合物的含量增加而增加。 最高的碳化率达90%,但与碳化时的压力有关。当碳化压力增强时, 低分子量物质挥发气化,并在压力下热解得到固态沥青碳。
★ 沥青碳化特性
★ 沥青碳化特性
沥青的压力碳化经历以下过程:
沥青液态压力浸渍-碳化 工艺是在常压、250℃下先浸 渍,然后在此温度下加压至 100MPa压力下继续浸渍,再 此压力下经650℃碳化。
同样需经历多次PIC工艺 使/C复合材料致密化。
● HIPIC工艺
HIPIC工艺是热等静压浸 渍碳化工艺(Hot Isostatic Pressure Carbonization),即 在等静压炉中进行PIC工艺。
沥青、树脂浸渍-碳化与CVD裂解碳填充孔隙的区别
C/C复合材料CVD/CVI工艺的种类主要有:
❖ 等温 (Isothermal)法; ❖ 压力梯度 (Pressure gradient)法; ❖ 温度梯度(Thrmal gradient)法; ❖ 化学液气相沉积法(Chemical Liquid Vapour
CC复合材料中间相沥青

中间相沥青形成机理
中间相沥青的应用
高性能炭纤维 粘结剂 泡沫炭
高性能炭纤维
中间相沥青基炭纤维是将中间相沥青熔融后进行纺丝制成 纤维,由于在喷丝过程超高的杨氏模量(>900GPa)。经过 2800℃石墨化处理后的中间相沥青基炭纤维具有极佳的导 热性能
粘结剂
中间相沥青最重要的一个应用是制备高性能 C/C 复合材料 的炭基体。由于中间相沥青具有高密度,高炭化收率和易石 墨化等特点,其制备的 C/C 复合材料性能优异。使用石墨、 MgO 和中间相沥青在 600℃下烧结的氧化镁炭砖机械强度 达到 10MPa。石墨化后具有光学各向异性结构的中间相沥 青可以极大提高氧化镁炭砖的抗氧化性能。并且均匀分散
在 MgO 表面的中间相沥青提高了氧化镁炭砖在 900-1300℃
下强度。现在这种以中间相沥青作为粘结剂制备的氧化镁
炭砖已经在钢铁工业上得到大规模应用。
泡沫炭
泡沫炭是一种石墨化多孔炭材料。它是以中间相沥青为原 料,采用特殊发泡工艺经2800℃高温处理制备的。其具有 高强度(抗压强度达到 20MPa),低密度(02-0.8g/cm3),良好的 高温适应性(在惰性环境中可以耐受高达 3000℃的高温),适 中的导电和导热性能和极大比表面积的开孔结构等优异的 性能。
(2) 制备中间相的原料还可以为纯多环芳烃化合物如:萘, 蒽,甲基萘等。
中间相沥青的性质
中间相沥青在一定的温度范围内会转变为液晶态,其内部片 层状的多环芳烃大分子会以类石墨结构进行排列和自组装 从而形成向列型液晶。由于其内部的分子具有高度的取向 性,使其在高温处理时很容易石墨化。 Nhomakorabea 中间相沥青
中间相沥青由于片状多环芳烃大分子具有取向性结构,是一
碳碳复合材料
气相沉积法
-预成型体。 主要工艺参数:温度、压力、时间。 成本问题:重要的是如何尽可能缩短工艺各工序,降
低成本。
预成型体和基体碳
制备的基本思路 先将碳增强材料预先制成预成型体,然后再以基体碳填充,
逐渐形成致密的C/C复合材料。 预成型体是一个多孔体系,含有大量孔隙,即使是在用成束
碳纤维编织的预成型体中,纤维束中的纤维之间仍含有大量 的孔隙。
一、碳/碳复合材料概述
我国碳/碳复合材料的研究和开发主要集中在航天、 航空等高技术领域,较少涉足民用高性能、低成本碳 /碳复合材料的研究。
目前整体研究水平还停留在对材料宏观性能的追求上, 对材料组织结构和性能的可控性、可调性等基础研究 还相当薄弱,难以满足国民经济发展对高性能碳/碳 复合材料的需求。
预成型体和基体碳
树脂碳:为无定形(非 晶态)碳,在偏光显微 镜下为各向同性。
图7-l4为碳纤维/酚醛 树脂碳基复合材料的 偏光显微组织。
可以看出树脂碳在碳 化时收缩所形成的显 微开裂。
碳/碳复合材料CVD工艺
CVD反应过程 1)反应气体通过层流流动向沉积衬底的边界层扩散; 2)沉积衬底表面吸附反应气体; 3)反应气体产生反应并形成固态产物和气体产物; 4)气体产物分解吸附,并沿一边界层区域扩散; 5)产生的气体产物排出。
化学气相沉积法
在沉积法中也可用等离子弧法。这种方法已经用来制 取微细碳化物,如碳化钛、碳化钽、碳化铌等。等离 子弧法的基本过程是使氢通过等离子体发生器将氢加 热到平均30000C的高温, 再将金属氯化物蒸气和碳 氢化合物气体喷入炽热的 氢气流(火焰)中,则金 属氯化物随即被还原、碳 化,在反射墙上骤冷而得 到极细的碳化物。
CC复合材料性能参数
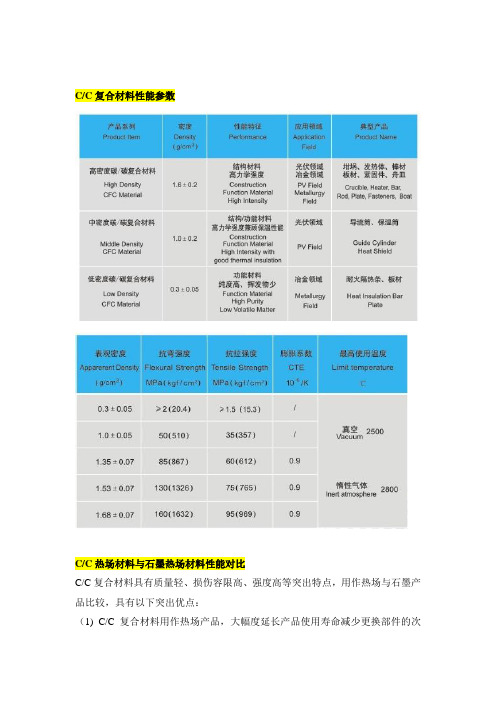
C/C复合材料性能参数C/C热场材料与石墨热场材料性能对比C/C复合材料具有质量轻、损伤容限高、强度高等突出特点,用作热场与石墨产品比较,具有以下突出优点:(1) C/C复合材料用作热场产品,大幅度延长产品使用寿命减少更换部件的次数,从而提高设备的利用率,减少维修成本。
(2) 用作拉晶砖的坩埚时,由于石英坩埚对石墨坩埚产生较大的膨胀应力作用,石墨坩埚只好做成多瓣,或在坩埚上开热膨胀槽.而使用C/C复合材料热场产品由于不用开热膨胀槽,可以做成一个整体,可以在石英坩埚内获得更均匀的热场,可以提高成品率,而且可以避免“漏硅”事故造成的损失,据统计一次“漏硅”事故造成的设备、材料方面的损失超过10万元。
(3) C/C复合材料用作热场产品时,现有设备具有固定的,而由于C/C复台材料具有优异的性能,与石墨产品相比,可以做得更薄,从而可以利用现有设备生产尺寸更长、更大直径的产品,可节约大量新设备投资费用。
(4) 在拉制大直径的产品时,石墨热场产品成型困难,如果要制造超大大直径的石墨热场零部件其制造成本加工成本都很高,而由于C/C复合材料具有优异的性能,目前国外拉制大直径的产品时,较多地采用了C/C复合材料热场产品(5) 石墨热场产品在反复高温热震条件下易产生裂纹,微裂纹的存在改变了其热传导性能,使加热时石墨加热器的功率与硅熔体的温度场发生变化,将影响拉晶的效率和拉出的晶体的质量和品质。
而使用C/C复合材料热场产品可以克服这个缺点。
(6) C/C复合材料用作热场产品时,导热系数比石墨热场产品低很多,用做隔热保温材料隔热保温效果好,可以节约大量的电能,节省大量的电费开支,可有效的降低单(多)晶硅生产厂家的生产成本,随着全球能源供应的紧张,单(多)晶硅生产作为高耗能行业,能源消耗的降低具有较大的经济和社会意义。
碳碳复合材料的热膨胀系数
碳碳复合材料的热膨胀系数
碳碳复合材料 (C/C) 是一种具有高温强度和热膨胀系数较低的材料。
热膨胀系数 (CTE) 是材料在温度变化下长度变化的程度,在高温环境
下特别重要,因为材料的长度变化会导致应力和变形。
C/C 的热膨胀系数通常在 0.5-1.5 μm/(m·K) 之间,比普通的金属和陶瓷材料低得多。
这种低热膨胀系数是由于材料的微观结构和化学成分
决定的。
C/C 是一种由碳纤维和炭化树脂组成的复合材料,其中碳纤
维具有高强度和低CTE,而炭化树脂具有较低的CTE。
这种结构和化
学成分的组合使得C/C的整体热膨胀系数相对较低。
C/C 的低热膨胀系数使得它在高温环境下具有很多应用。
例如,C/C
可以用作发动机部件、高温热障涂层、熔融金属流体处理设备等。
此外,C/C 也可用于太空航天和核工程领域等应用。
然而,需要注意的是,C/C 的热膨胀系数并非固定不变。
由于温度和
应力的变化,C/C 的热膨胀系数也会出现变化。
因此,在设计和使用
C/C 材料时,需要考虑它的热膨胀系数的差异,以确保其强度和稳定性。
总之,C/C 是一种独特的材料,具有高温强度和低热膨胀系数等特点。
这使得它在高温应用中具有重要的应用价值。
了解其热膨胀系数的特点和变化规律,可以更好地应用和设计 C/C 材料。
碳碳复合材料的研究进展

碳碳复合材料的研究进展材料科学与工程学院 11N091820030 许明阳碳/ 碳(C/ C) 复合材料是碳纤维增强碳基体的复合材料,具有高强高模、比重轻、热膨胀系数小、抗腐蚀、抗热冲击、耐摩擦性能好、化学稳定性好等一系列优异性能,是一种新型的超高温复合材料。
C/C 复合材料作为优异的热结构、功能一体化工程材料,自1958 年诞生以来,在军工方面得到了长足的发展,其中最重要的用途是用于制造导弹的弹头部件。
由于其耐高温、摩擦性好,目前已广泛用于固体火箭发动机喷管、航天飞机结构部件、飞机及赛车的刹车装置、热元件和机械紧固件、热交换器、航空发动机的热端部件、高功率电子装置的散热装置和撑杆等方面。
C/ C 复合材料种类多、性能各异,为此人们针对特定的用途来设计合适的C/ C 复合材料。
由于碳/ 碳复合材料具有以上特征,自20 世纪50 年代末问世起就引起了全世界的关注, 各发达国家纷纷投入这方面的研究。
到60 年代末至70 年代初,美国就将其用于火箭喷管, 英国用于协和号飞机刹车盘。
自此碳/ 碳复合材料在欧美得到了很大发展。
80 年代以后, 更多国家进入了这一研究领域, 在提高性能、快速致密化工艺研究及扩大应用等方面取得很大进展。
近两年, 我国中南大学、航天科技集团公司和西北工业大学科研人员分别用CLVD( 化学液气相沉积) 法和CLVI(化学液相气化渗透) 工艺制备出碳/ 碳复合材料, 济南大学用RCLD(快速化学液相沉积)制备出1D 和2D 碳/ 碳复合材料。
碳/ 碳复合材料由于制备周期长、工艺复杂、成本高等因素, 其应用范围仅限于军事、高科技等领域, 而在民用领域远远尚未开发。
1、碳/碳复合材料的制备工艺1.1碳/碳复合材料的预成型体和基体碳在进行预制体成型前,根据所设计复合材料的应用和工作环境来选择纤维种类和编织方式,预成型体是一个多孔体系,含有大量空隙。
如三维碳/碳复合材料中常用的结构的预成型体中的纤维含量仅有40%,也就是说其中空隙就占60% 。
掺杂改性C_C复合材料研究进展

第30卷第11期2011年11月中国材料进展MATERIALS CHINAVol.30No.11Nov.2011特约专栏收稿日期:2011-09-24通信作者:崔红,女,1969年生,研究员,博士生导师掺杂改性C /C 复合材料研究进展崔红,闫联生,刘勇琼,张强,孟祥利(西安航天复合材料研究所,陕西西安710025)摘要:陶瓷掺杂改性碳/碳(C /C )复合材料在保持C /C 复合材料原有优异高温力学性能及尺寸稳定性等特性的前提下,显著提高了C /C 复合材料的高温抗氧化、抗烧蚀性能,且其具有可设计性和良好的抗热震性能等优势,是新型高超声速飞行器和新一代高性能发动机热防护部件的理想候选材料。
综述了国内外在SiC 陶瓷掺杂改性C /C 复合材料,ZrC ,ZrB 2超高温陶瓷掺杂改性C /C 复合材料以及TaC ,HfC 超高温陶瓷掺杂改性C /C 复合材料等方面的最新研究进展和应用情况,并分析了陶瓷掺杂改性C /C 复合材料目前研究及应用中存在的主要问题和今后潜在的研究发展方向。
关键词:高温材料;C /C 复合材料;掺杂改性;抗氧化中图分类号:TB333文献标识码:A 文章编号:1674-3962(2011)11-0013-05Advances on Ceramic Hybird ModifiedCarbon /Carbon CompositesCUI Hong ,YAN Liansheng ,LIU Yongqiong ,ZHANG Qiang ,MENG Xiangli(Xi'an Aerospace Composite Material Institute ,Xi'an 710025,China )Abstract :Being the ideal candidate material for thermal protection parts in supersonic flight and the high performancerocket engine ,carbon /carbon composites modified by ceramic hybrid have good oxidation and ablation resistance ,design-ability ,good thermal shock resistance as well as the inherent unique comprehensive properties ,such as excellent mechani-cal properties and dimensional stability at high temperature.The present status of research and application of carbon /car-bon composites modified by the SiC ceramics and ZrC ,ZrB 2,TaC ,HfC ultrahigh temperature ceramics were summarized.The existing problems and the potential development direction on the investigation of the ceramic hybrid modification C /C composites were also proposed.Key words :high temperature materials ;carbon /carbon composites ;hybird modification ;anti-oxidation1前言碳/碳(C /C )复合材料即碳纤维增强碳基体复合材料,是一种特别具有性能可设计性和抗热震性的先进复合材料,它以优异抗烧蚀性能、高比强度、高比模量、及高温下极好的力学性能和尺寸稳定性等一系列突出的特点,特别适合于需要材料具有较高物理性能和化学稳定性的高温环境下使用,已成功地在航空航天领域得到广泛应用,如航天器鼻锥、机翼前缘、固体火箭发动机(SRM )喉衬及扩张段和飞机刹车片等,C /C 复合材料是应航空航天领域的需要而开发的最成功的材料之一[1-2]。
C、C复合材料性能特点与应用领域PPT(36张)
内燃发动机
密度低、优异的摩擦性能、热膨胀率低 有利于控制活塞与汽缸之间的空隙
发热元件
强度高,韧性好,耐高温,可减少发热体 体积,扩大工作区
31
4.5 生物学上的应用 生物相容性好,强度高,耐疲劳,韧性好 在生物体内稳定,不被腐蚀 与骨的弹性模量接近,具有良好的生心脏瓣膜
33
5、C/C复合材料研究展望
航天领域
普通航空和其他一般工业领域
发展方向:双元复合向多元复合
研究重点:控制孔隙的最佳数量,提高高温下的抗氧化性能, 降低成本
34
谢 谢!
35
•
1、有时候,我们活得累,并非生活过于刻薄,而是我们太容易被外界的氛围所感染,被他人的情绪所左右。
•
2、身材不好就去锻炼,没钱就努力去赚。别把窘境迁怒于别人,唯一可以抱怨的,只是不够努力的自己。
•
7、时间就像一张网,你撒在哪里,你的收获就在哪里。纽扣第一颗就扣错了,可你扣到最后一颗才发现。有些事一开始就是错的,可只有到最后才不得不承认。
•
8、世上的事,只要肯用心去学,没有一件是太晚的。要始终保持敬畏之心,对阳光,对美,对痛楚。
•
9、别再去抱怨身边人善变,多懂一些道理,明白一些事理,毕竟每个人都是越活越现实。
•
3、大概是没有了当初那种毫无顾虑的勇气,才变成现在所谓成熟稳重的样子。
•
4、世界上只有想不通的人,没有走不通的路。将帅的坚强意志,就像城市主要街道汇集点上的方尖碑一样,在军事艺术中占有十分突出的地位。
•
5、世上最美好的事是:我已经长大,父母还未老;我有能力报答,父母仍然健康。
•
6、没什么可怕的,大家都一样,在试探中不断前行。
19
C-C复合材料
3)高压浸渍
PIC工艺:浸渍和碳化都在高压下进行,利 用等静压技术使浸渍和碳化都在热等静压 炉内进行。可提高产碳率降低空隙率。
表6-5 PIC工艺压力对致密化的影响,当外 压增加到6.9MPa时产碳率显著增加,高密 度C/C复合材料需要51.7~103.4MPa的外 压。
二、气相沉积法
气相沉积法(CVD法):将碳氢化合物, 如甲烷、丙烷、天然气等通入预制体,并 使其分解,析出的碳沉积在预制体中。 技术关键:热分解的碳均匀沉积到预制体 中。 影响因素:预制体的性质、气源和载气、 温度和压力都将影响过程的效率、沉积碳 基体的性能及均匀性。 工艺方法:等温法、温度梯度法、差压法。
1)等温法
工艺过程:将预制体放入等温感应炉中加 热,导入碳氢化合物和载气,碳氢化合物 分解后,碳沉积在预制体中。 工艺控制:为使碳均匀沉积,温度应该控 制得使碳氢化合物的扩散速度低于碳的沉 积速度。 特点:该法制得的C/C中碳沉积均匀,因而 性能也较均匀。但沉积时间较长,容易使 材料表面产生热裂纹。
6.2.4 化学稳定性
C/C除含有少量的氢、氮和微量金属元素外, 几乎99%以上都是元素C,因此它具有和C 一样的化学稳定性。 耐腐蚀性:C/C像石墨一样具有耐酸、碱和 盐的化学稳定性; 氧化性能:C/C在常温下不与氧作用,开始 氧化温度为400℃,高于600℃会严重氧化。 提高其耐氧化性方法—成型时加入抗氧化 物质或表面加碳化硅涂层。
6.2.3 烧蚀性能
烧蚀性能:在高温高压气流冲刷下,通过材 料发生的热解、气化、融化、升华、辐射等 物理和化学过程,将材料表面的质量迁移带 走大量的热量,达到耐高温的目的。 C/C的升华温度高达3600℃,在这样的高温 度下,通过表面升华、辐射除去大量热量, 使传递到材料内部的热量相应地减少。 表6-1 不同材料的有效烧蚀热的比较
碳碳复合材料关键技术

碳碳复合材料关键技术碳碳复合材料(Carbon-Carbon Composite,简称C/C复合材料)是一种由碳纤维和碳基矩阵构成的复合材料。
由于其具有高温性能优异、热膨胀系数低、机械性能良好等特点,被广泛应用于航空航天、汽车制造、电子设备等领域。
以下将从碳纤维制备、矩阵制备、界面处理和复合加工等方面介绍碳碳复合材料的关键技术。
一、碳纤维制备技术碳纤维是C/C复合材料的增强材料,其性能直接影响到C/C复合材料的性能。
碳纤维的制备一般采用有机纤维作为前体材料,在高温下进行热解和碳化得到。
传统的碳纤维制备方法包括湿法纺丝法和气相沉积法。
湿法纺丝法是将前驱体纤维在溶胶-凝胶体系中纺丝,然后高温热解得到碳纤维。
气相沉积法是将前驱体纤维暴露在碳源气氛中,通过热解和碳化反应得到碳纤维。
此外,近年来发展起来的熔融纺丝法和电纺丝法也逐渐应用于碳纤维制备。
二、矩阵制备技术矩阵是C/C复合材料的基体材料,起到固定和保护纤维的作用。
常用的矩阵制备方法有化学气相沉积法、碳热还原法和化学气相渗透法。
化学气相沉积法是将碳源气体通过热解和反应沉积在碳纤维上,形成矩阵。
碳热还原法是将含碳化合物的预制体在高温下进行热解和碳化反应,生成矩阵。
化学气相渗透法是将含碳化合物的液体浸渗进碳纤维预制体中,通过热解和碳化反应形成矩阵。
三、界面处理技术界面处理是为了提高碳纤维与矩阵之间的结合强度和界面粘结性,常用的界面处理方法有化学处理、物理处理和涂覆处理等。
化学处理常用的方法是在碳纤维表面进行活化处理,增加官能团的引入,提高界面的粘结性。
物理处理包括机械刻蚀、喷砂和放电等方法,通过增加表面粗糙度来提高界面粘结强度。
涂覆处理是在碳纤维表面涂覆一层界面增强剂,增加界面的粘结性和耐热性。
四、复合加工技术复合加工是将碳纤维和矩阵进行预制件的成型和烧结,常用的复合加工方法包括热压、热处理和化学气相渗透等。
热压是将碳纤维和矩阵按照一定的层序和排列方式进行堆叠,然后在高温和高压的条件下进行热压成型。
碳碳复合材料

03
C/C复合材料产业现状
C/C复合飞机刹车材料快速致密化技术
C/C复合飞机材料致密化技术主要包括液相浸渍法和化学气相渗积法。 前者不仅工艺繁杂,而且由于在碳化和石墨化过程中树脂和沥青会收 缩导致纤维被损伤,从而减弱了纤维/基体的界面性能,使得所制备的复 合材料力学和摩擦学性能下降。 化学气相渗积法由于渗积时碳氢气体在预制体表面浓度大于其在内部 的浓度,造成预制体表面优先沉积,并形成一层涂层硬壳,使得预制体难 以进一步致密,导致其渗积周期很长,在国外预制体在炉内的等温渗积时 间一般超过1000h,考虑到还要进行中间检查、设备维护等,一个制备周 期要3~4个月。
01 C/C复合材料定义
02 C/C复合材料制备原理
03 C/C复合材料产业现状
04 C/C复合材料产业未来发展
02
C/C复合材料制备原理
01 C/C复合材料定义
02 C/C复合材料制备原理
03 C/C复合材料产业现状
04 C/C复合材料产业未来发展
03
C/C复合材料产业现状
03
C/C复合材料产业现状
03
C/C复合材料产业现状
C/C复合飞机刹车材料快速致密化技术
为了解决制备周期长这一关键题目,国外进行了大量的研发工作。 早在1994年,美国Textron公司报道,他们研发的高效工艺能在8h内制 备出碳盘样品,但主要题目是该方法一炉只能制备一个样品,至今仍未 能实现工程化。Vaidyaraman S等人研究的强制活动热梯度法能使沉积 速率进步12~30倍,但仅适用于制备外形简单的小样品(直径小于 100mm,厚度小于10mm),同样一炉只能制备一个样品,仍然无法 批量生产。 近年来国内也对C/C复合飞机刹车材料的基础理论和制备工艺进行 了大量研究,分别采用复合工艺和化学气相渗积工艺研发制备出了碳盘, 并在一些机种上获得应用,但仍存在着制备周期长、性能调控性差以及 静摩擦性能和湿态刹车性能需要进一步改进等题目,这些题目尚需进行 更深进的研究。
《2024年基于SR-μ-CT和原位电子辐照研究C-C复合材料》范文

《基于SR-μ-CT和原位电子辐照研究C-C复合材料》篇一基于SR-μ-CT和原位电子辐照研究C-C复合材料一、引言C/C复合材料(碳纤维增强碳基复合材料)因其出色的力学性能、热稳定性和电磁性能,在航空、航天、能源等领域得到了广泛应用。
然而,其微观结构和性能的深入研究仍需借助先进的检测技术。
本文将介绍一种基于SR-μ-CT(同步辐射微米级计算机断层扫描)和原位电子辐照的方法,用于研究C/C复合材料的高质量分析。
二、研究方法1. 实验材料本实验采用不同配比的C/C复合材料样本。
2. 同步辐射微米级计算机断层扫描(SR-μ-CT)SR-μ-CT是一种无损检测技术,具有高分辨率、高对比度等优点,可以用于观测C/C复合材料的微观结构。
通过对样本进行SR-μ-CT扫描,可以获取其三维结构信息。
3. 原位电子辐照原位电子辐照技术可以模拟材料在极端环境下的性能变化,通过观察材料在电子束辐照下的微观结构变化,可以研究其辐射稳定性。
三、实验结果与分析1. 微观结构分析通过SR-μ-CT扫描得到的C/C复合材料三维结构图像显示,碳纤维分布均匀,与碳基体结合紧密。
不同配比的C/C复合材料在微观结构上存在差异,但总体上表现出良好的纤维增强效果。
2. 原位电子辐照实验结果原位电子辐照实验表明,C/C复合材料在电子束辐照下表现出较好的辐射稳定性。
随着辐照时间的延长,碳纤维和碳基体的微观结构发生变化,但整体结构仍保持稳定。
这表明C/C复合材料具有良好的抗辐射性能。
四、讨论与结论通过SR-μ-CT和原位电子辐照实验,我们深入了解了C/C复合材料的微观结构和抗辐射性能。
结果表明,C/C复合材料具有优异的力学性能和热稳定性,以及良好的抗辐射性能。
这为其在航空、航天、能源等领域的应用提供了有力支持。
此外,SR-μ-CT和原位电子辐照技术的结合为研究其他复合材料的微观结构和性能提供了新的思路和方法。
五、展望与建议未来,我们可以进一步研究C/C复合材料的抗辐射机理,以及不同配比和制备工艺对其性能的影响。
碳碳复合材料
复合材料论文论文题目:碳/碳复合材料的研究姓名: ___________ 王志冈H ________________________ 班级:金属材料工程2010级3班__________________ 学号:1001130326 ___________________________ 指导教师:___________ 吴杰____________________________引言:c/C复合材料是指以碳纤维作为增强体,以碳作为基体的一类复合材料。
作为增强体的碳纤维可用多种形式和种类,既可以用短切纤维,也可以用连续长纤维及编织物。
各种类型的碳纤维都可用于C/C复合材料的增强体。
碳基体可以是通过化学气相沉积制备的热解碳,也可以是高分子材料热解形成的固体碳。
C/ C 复合材料作为碳纤维复合材料家族的一个重要成员,具有密度低、高比强度比模量、高热传导性、低热膨胀系数、断裂韧性好、耐磨、耐烧蚀等特点,尤其是其强度随着温度的升高,不仅不会降低反而还可能升高,它是所有已知材料中耐高温性最好的材料。
因而它广泛地应用于航天、航空、核能、化工、医用等各个领域。
正文:1. 碳/碳复合材料的特征C/ C复合材料具有低密度、高强度、高比模、低烧蚀率、高抗热震性、低热膨胀系数、零湿膨胀、不放气、在 2 000 C以内强度和模量随温度升高而增加、良好的抗疲劳性能、优异的摩擦磨损性能和生物相容性(组织成分及力学性能上均相容)、对宇宙辐射不敏感及在核辐射下强度增加等性能,尤其是 C /C复合材料强度随温度的升高不降反升的独特性能,使其作为高性能发动机热端部件和使用于高超声速飞行器热防护系统具有其它材料难以比拟的优势[1] O2. 碳/碳复合材料的成型加工碳/碳复合材料的碳基体可以从很多碳源采用不同的方法获得,典型的基体有树脂碳和热解碳,前者是合成树脂或沥青经碳化和石墨化而得,后者由烃类气体的气相沉积而成。
C/C复合材料坯体所用碳纤维、碳纤维织物或碳毡等的选择是根据复合材料所制成构件的使用要求来确定的,同时要考虑到坯体与基体碳的界面配合C/C复合材料的坯体可分为单向、二向和三向,甚至可以是多向方式,大多采用编织方法制备。
CC复合材料制备工艺简介
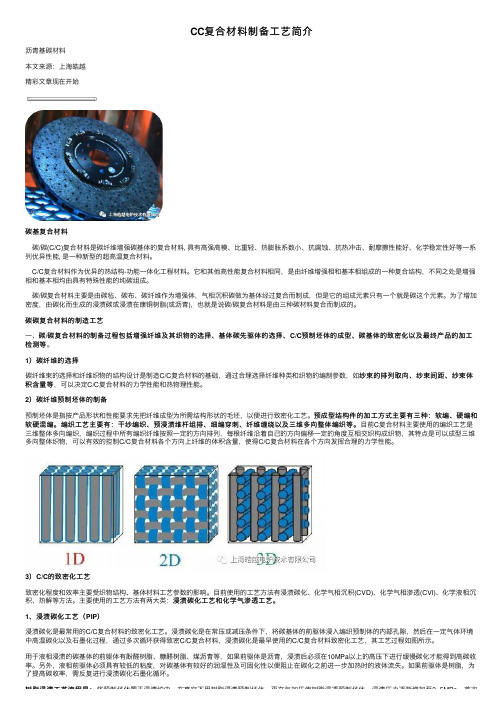
CC复合材料制备⼯艺简介沥青基碳材料本⽂来源:上海皓越精彩⽂章现在开始碳基复合材料碳/碳(C/C)复合材料是碳纤维增强碳基体的复合材料, 具有⾼强⾼模、⽐重轻、热膨胀系数⼩、抗腐蚀、抗热冲击、耐摩擦性能好、化学稳定性好等⼀系列优异性能, 是⼀种新型的超⾼温复合材料。
C/C复合材料作为优异的热结构-功能⼀体化⼯程材料。
它和其他⾼性能复合材料相同,是由纤维增强相和基本相组成的⼀种复合结构,不同之处是增强相和基本相均由具有特殊性能的纯碳组成。
碳/碳复合材料主要是由碳毡、碳布、碳纤维作为增强体,⽓相沉积碳做为基体经过复合⽽制成,但是它的组成元素只有⼀个就是碳这个元素。
为了增加密度,由碳化⽽⽣成的浸渍碳或浸渍在康铜树脂(或沥青),也就是说碳/碳复合材料是由三种碳材料复合⽽制成的。
碳碳复合材料的制造⼯艺⼀、碳碳/碳复合材料的制备过程包括增强纤维及其织物的选择、基体碳先驱体的选择、C/C预制坯体的成型、碳基体的致密化以及最终产品的加⼯检测等。
检测等1)碳纤维的选择纱束的排列取向、纱束间距、纱束体碳纤维束的选择和纤维织物的结构设计是制造C/C复合材料的基础,通过合理选择纤维种类和织物的编制参数,如纱束的排列取向、纱束间距、纱束体积含量等,可以决定C/C复合材料的⼒学性能和热物理性能。
积含量等2)碳纤维预制坯体的制备预成型结构件的加⼯⽅式主要有三种:软编、硬编和预制坯体是指按产品形状和性能要求先把纤维成型为所需结构形状的⽑坯,以便进⾏致密化⼯艺。
预成型结构件的加⼯⽅式主要有三种:软编、硬编和软硬混编。
编织⼯艺主要有:⼲纱编织、预浸渍维杆组排、细编穿刺、纤维缠绕以及三维多向整体编织等。
⽬前C复合材料主要使⽤的编织⼯艺是软硬混编。
编织⼯艺主要有:⼲纱编织、预浸渍维杆组排、细编穿刺、纤维缠绕以及三维多向整体编织等。
三维整体多向编织,编织过程中所有编织纤维按照⼀定的⽅向排列,每根纤维沿着⾃⼰的⽅向偏移⼀定的⾓度互相交织构成织物,其特点是可以成型三维多向整体织物,可以有效的控制C/C复合材料各个⽅向上纤维的体积含量,使得C/C复合材料在各个⽅向发挥合理的⼒学性能。
碳碳复合材料概述
碳碳复合材料概述1概述碳/碳复合材料是由碳纤维(或石墨纤维)为增强体,以碳(或石墨)为基体的复合材料,是具有特殊性能的新型工程材料,也称为“碳纤维增强碳复合材料”。
碳 /碳复合材料完全是由碳元素组成,能够承受极高的温度和极大的加热速率。
它具有高的烧蚀热和低的烧蚀率,抗热冲击和在超热环境下具有高强度,被认为是超热环境中高性能的烧蚀材料。
在机械加载时,碳 /碳复合材料的变形与延伸都呈现出假塑件性质,最后以非脆性方式断裂。
它的主要优点是:抗热冲击和抗热诱导能力极强,具有一定的化学惰性,高温形状稳定,升华温度高,烧蚀凹陷低,在高温条件下的强度和刚度可保持不变,抗辐射,易加工和制造,重量轻。
碳/碳复合材料的缺点是非轴向力学性能差,破坏应变低,空洞含量高,纤维与基体结合差,抗氧化性能差•制造加工周期长,设计方法复杂,缺乏破坏准则。
1958年,科学工作者在偶然的实验中发现了碳/碳复合材料,立刻引起了材料科学与工程研究人员的普遍重视。
尽管碳/碳复合材料具有许多别的复合材料不具备的优异性能,但作为工程材料在最初的10年间的发展却比较缓慢,这主要是由于碳/碳的性能在很大程度上取决于碳纤维的性能和谈集体的致密化程度。
当时各种类型的高性能碳纤维正处于研究与开发阶段, 碳/碳制备工艺也处于实验研究阶段,同时其高温氧化防护技术也未得到很好的解决。
在20世纪60年代中期到70年代末期,由于现代空间技术的发展,对空间运载火箭发动机喷管及喉衬材料的高温强度提出了更高要求,以及载人宇宙飞船开发等都对碳/碳复合材料技术的发展起到了有力的推功作用。
那时,高强和高模量碳纤维已开始应用于碳/ 碳复合材料,克服碳/碳各向异性的编织技术也得到了发展,更为主要的是碳/碳的制备工艺也由浸渍树脂、沥青碳化工艺发展到多种CVD沉积碳基体工艺技术。
这是碳/碳复合材料研究开发迅速发展的阶段,并且开始了工程应用。
由于20世纪70年代碳/碳复合材料研究开发工作的迅速发展,从而带动了80年代中期碳/碳复合材料在制备工艺、复合材料的结构设计,以及力学性能、热性能和抗氧化性能等方面基础理论及方法的研究,进一步促进和扩大了碳/碳复合材料在航空航天、军事以及民用领域的推广应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.3.1 C/C用碳纤维选择
1)碳纤维碱金属等杂质含量越低越好 C/C的一个重要用途是耐烧蚀材料,钠等碱金属是
碳的氧化催化剂;
当C/C用来制造飞行器烧蚀部件时,飞行器飞行过 程中由于热烧蚀而在尾部形成含钠离子流,易被 探测和跟踪,突防和生存能力受到威胁。
制造C/C的碳纤维碱金属含量要求<100mg/kg,目 前黏胶基碳纤维和PAV基碳纤维(特别是石墨纤 维)碱金属含量均满足要求。碱金属含量 <50mg/kg的超纯碳纤维的研制也正在进行中。
6.5.3 其他方面的应用
医疗:C/C与人体组织生理上相容,弹性模 量和密度可以设计得与人骨相近,并且强 度高,可做人工骨。
工业生产:美国用作玻璃工业中的热端、 高温模具、高温真空炉内衬材料;核反应 堆零件、电触头、热密封垫和轴承。
6.5.4 C/C的发展趋势与应用前景
今后将以结构C/C复合材料为主,向功能和 多功能C/C复合材料发展;
C/C的升华温度高达3600℃,在这样的高温 度下,通过表面升华、辐射除去大量热量, 使传递到材料内部的热量相应地减少。
表6-1 不同材料的有效烧蚀热的比较
6.2.4 化学稳定性
C/C除含有少量的氢、氮和微量金属元素外, 几乎99%以上都是元素C,因此它具有和C 一样的化学稳定性。
耐腐蚀性:C/C像石墨一样具有耐酸、碱和 盐的化学稳定性;
预制件的浸渍:通常在真空下进行,有时 为保证树脂或沥青渗入所有空隙也需施加 一定压力。
固化及碳化:若先驱体为树脂需先固化, 然后碳化。碳化在惰性气氛中进行,温度 范围为650~1100℃;
石墨化:为提高模量有必要进行石墨化, 通常在惰性气氛炉中进行,温度范围 2600~2750 ℃。
低压浸渍很难得到高致密度的C/C,其密度 一般为1.6~1.85,空隙率约为8~10%。
6.2.2 物理性能
热膨胀性能低:常温下为-0.4~1.8×10-6/K,仅 为金属材料的1/5~1/10;
导热系数高:室温时约为0.38~0.45 cal/cm·s·℃ (铁:0.13),当温度为1650℃时,降为0.103 cal/cm·s·℃。
比热高:其值随温度上升而增大,因而能储存大 量的热能,室温比能约为0.3 kcal/kg·℃(铁: 0.11),1930℃时为0.5 kcal/kg·℃。
3)高压浸渍
PIC工艺:浸渍和碳化都在高压下进行,利 用等静压技术使浸渍和碳化都在热等静压 炉内进行。可提高产碳率降低空隙率。
表6-5 PIC工艺压力对致密化的影响,当外 压增加到6.9MPa时产碳率显著增加,高密 度C/C复合材料需要51.7~103.4MPa的外 压。
二、气相沉积法
气相沉积法(CVD法):将碳氢化合物, 如甲烷、丙烷、天然气等通入预制体,并 使其分解,析出的碳沉积在预制体中。
体时应考虑下列特性-黏度、碳收获率、碳 的微观结构和晶体结构。通常有热固性树 脂和沥青两大类。其中常用的有酚醛树脂 和呋喃树脂以及煤焦油沥青和石油沥青。
热固性树脂:经热解其碳的质量转化率为 50%~60%;
沥青:常压下产碳率为50%左右,在 10MPa氮压和550℃下产碳率可高达90%。
2)低压浸渍
6.5.1 先进飞行器上的应用
作为高性能的重返大气层飞行器的鼻嘴和 热屏蔽材料,先进的推进装置的耐冲蚀、 尺寸稳定和热稳定材料。
表6-7 C/C在航天飞机上的应用 表6-8 C/C在战略导弹上的应用。
图6-1 C/C在航天飞机上的应用部位
航天飞机表面温度
C/C在航天飞机上应用部位
图6-2 导弹鼻嘴
6.5.2 刹车材料方面的应用
法国欧洲动力公司大量生产C/C刹车片,用 作飞机(如幻影式战斗机)、汽车(如赛 车)和高速火车的刹车材料。
波音747上使用C/C刹车装置,大约使机身 质量减轻了816.5kg。
日本C/C用作飞机刹车材料已有10年的历史。 日本协和式超音速客机共8个轮,刹车片约 用300kgC/C复合材料,可使飞机减轻 450kg。用作F-1赛车刹车片,可使其减轻 11kg。
特点:该法制得的C/C中碳沉积均匀,因而 性能也较均匀。但沉积时间较长,容易使 材料表面产生热裂纹。
2)温度梯度法
工艺方法:将感应线圈和感应器的几何形 状做得与预制体相同。接近感应器的预制 体外表面是温度最高的区域,碳的沉积由 此开始,向径向发展。
特点:与等温法相比,沉积速度快,但一 炉只能处理一件,不同温度得到的沉积物 的微观结构有差别。
技术关键:热分解的碳均匀沉积到预制体 中。
影响因素:预制体的性质、气源和载气、 温度和压力都将影响过程的效率、沉积碳 基体的性能及均匀性。
工艺方法:等温法、温度梯度法、差压法。
1)等温法
工艺过程:将预制体放入等温感应炉中加 热,导入碳氢化合物和载气,碳氢化合物 分解后,碳沉积在预制体中。
工艺控制:为使碳均匀沉积,温度应该控 制得使碳氢化合物的扩散速度低于碳的沉 积速度。
脂—酚醛、呋喃、糠醛、糠醇和聚酰亚胺等,热塑性树 脂—聚醚醚酮、聚芳基乙炔、聚苯并咪唑等。其中用量 最大的是酚醛和呋喃类树脂。 比较:沥青浸渍碳—产碳率较低,但易于石墨化,生成 的碳电阻率低、热导率高、模量高,最终生成各向同性 的石墨;树脂浸渍碳—产碳率高,但难以石墨化,且电 阻率高、热导率低,最终生成各向异性的石墨。
表6-2 C/C与宇航级石墨ATJ-S性能比较
性能 密度
温度 ℃
24
T-50-221-44 X-y向 Z向
1.9
ATJ-5 结晶向 ⊥结晶向
1.83
拉伸强度 24 140
126 39.6
30.5
/MPa 2500 280
231 54.3
43.4
抗拉模量 24 59.4 52.4 11.7
7.8
/GPa 2500 40.9 30.5 11.2
3)对碳纤维表面处理及界面特性的要求
➢ 碳纤维表面处理对C/C有显著的影响
未经表面处理的碳纤维,两相界面粘接薄 弱,基体的收缩使两相界面脱粘,纤维不 会损伤;当基体的裂纹传播到两相界面时, 薄弱界面层可缓冲裂纹传播速度或改变传 播方向,或界面剥离吸收掉集中的应力, 从而使碳纤维免受损伤而充分发挥其增强 作用,使C/C强度提高。
未经表面处理的碳纤维和石墨纤维更适宜 制造C/C复合材料。
6.3.2 C/C的基体前驱体
C/C的基体材料有热解碳和浸渍碳两种。 ➢ 热解碳的前驱体:主要有甲烷、乙烷、丙烷、丙烯和乙
烯以及低分子芳烃等; ➢ 浸渍碳的前驱体:主要有沥青和树脂, 沥青:主要采用天然沥青和煤沥青; 树脂:采用热固性树脂或热塑性树脂,常用热固性树
3)差压法
工艺方法:通过在织物厚度方向上形成的 压力梯度促使气体通过植物间隙。将预制 体的底部密封后放入感应炉中等温加热, 碳氢化合物以一定的正压导入预制体内, 在预制体壁两边造成压差,迫使气体流过 空隙,加快沉积速度。
三、CVD法的优缺点
优点:基体性能好,且与其他致密化工艺 一起使用,充分利用各自的优势。可以将 CVD法和液态浸渍法联合应用,可以提高 材料的致密度。
7.4
断裂延伸 24 0.18
0.2
0.45
0.54
率/% 2500 0.2 0.21 2.0
2.2
抗弯强度 24 /MPa 2500
142 42.7 38.2 190 70.4 68.5
•T-50-221-44为三向正交细编C/C复合材料
6.3 C/C用组分材料选择
C/C用碳纤维选择 C/C的基体前驱体
2)对性能要求
采用高模量中强或高强中模量碳纤维制造 C/C不仅强度和模量的利用率高,而且具有 优异的热性能。
例如:选用HM(高模量型)MP(中间相) 或MJ系列纤维由于发达的石墨层平面和较 好的择优取向,抗氧化性能不仅优于通用 的乱层石墨结构碳纤维,而且热膨胀系数 小,可减小浸渍碳化过程中产生的收缩以 及减少因收缩而产生的裂纹,使整体的综 合性能得到提高。
6.3.3 基体前驱体组成及碳收率
前驱体中的含碳量和热解碳收率是评价前驱 体优劣的两个重要指标 表6-3 基体前驱体及其组成 表6-4 基体前驱体含碳量及热解碳收率
6.4 C/C复合材料的成型技术
C/C复合材料制备:液体浸渍分解法和气相 沉积法
液体浸渍分解法
碳纤维 预制体
浸渍热固 性树脂
通入C、 H化合物 气体
碳化、 石墨化
加热分 解、沉 积
C/C复 合材料
化学气相沉积法
6.4.1 预制体的制备
➢ 碳纤维预制体是根据结构工况和形状要求, 编织而成的具有大量空隙的织物。
二维编织物:面内各向性能好,但层间和垂 直面方向性能差;
三维编织物:改善层间和垂直面方向性能; 多向编织物:编织成四、五、七、十一向
增强的预制体,使其接近各向同性。
缺点:沉积碳的阻塞作用形成很多封闭的 小空隙,得到的C/C复合材料密度低。
表6-6 树脂/沥青浸渍与CVD制C/C复合材料 性能比较
6.5 C/C复合材料的应用
世界各国均把C/C复合材料用作先进飞行 器高温区的主要热结构材料,其次是作为 飞机和汽车等的刹车材料。 飞行器中的应用 刹车材料方面应用 其他应用 发展趋势与应用前景
密度:<1.7~1.9;
熔点:4100℃。
耐磨性:摩擦系数小,具有优异的耐磨擦磨损性 能,是各种耐磨和摩擦部件的最佳候选材料。
6.2.3 烧蚀性能
烧蚀性能:在高温高压气流冲刷下,通过材 料发生的热解、气化、融化、升华、辐射等 物理和化学过程,将材料表面的质量迁移带 走大量的热量,达到耐高温的目的。
氧化性能:C/C在常温下不与氧作用,开始 氧化温度为400℃,高于600℃会严重氧化。 提高其耐氧化性方法—成型时加入抗氧化 物质或表面加碳化硅涂层。