DIN5480花键孔及外花键标准
din5480花键跨棒距公差计算
din5480花键跨棒距公差计算
DIN 5480是一种德国国家标准,用于定义花键和轴承中心的
跨棒距公差。
花键跨棒距公差的计算主要涉及两个参数:花键宽度(b)和
轴承中心距(BCD)。
公差计算公式如下:
公差=K1*(b/BCD)^K2
其中,K1和K2是由DIN 5480标准给出的常数,其数值取决
于花键的类型和尺寸等。
具体的公差数值可以参考DIN 5480标准的相关表格或者公式
进行计算。
在实际应用中,可以根据所需的公差等级和具体的花键尺寸参数,选择合适的公差数值。
需要注意的是,花键跨棒距公差的计算只是其中一项工艺要求,还需要考虑其他因素如材料的热胀冷缩、制造工艺等。
因此,在实际应用中还应综合考虑这些因素,以确保花键和轴承的匹配和工作性能。
din5480花键跨棒距公差计算
din5480花键跨棒距公差计算摘要:1.介绍DIN5480 花键的标准和应用2.阐述花键跨棒距公差的概念和重要性3.详细解析计算花键跨棒距公差的方法4.总结DIN5480 花键跨棒距公差的计算要点正文:1.介绍DIN5480 花键的标准和应用DIN5480 是德国工业标准中的一种花键标准,主要用于连接轴和齿轮,以实现传递转矩和运动的功能。
花键连接具有结构紧凑、传动效率高、承载能力大等优点,因此在工业制造领域中得到了广泛的应用。
2.阐述花键跨棒距公差的概念和重要性花键跨棒距公差是指花键轴和花键齿轮的齿槽中心线之间的距离与标准规定的距离之间的差值。
这个公差的大小直接影响到花键连接的精度和可靠性。
如果公差过大,会导致传动过程中产生振动和噪音,影响设备的正常运行;反之,如果公差过小,会增加加工难度和成本。
3.详细解析计算花键跨棒距公差的方法计算DIN5480 花键跨棒距公差的方法主要包括以下步骤:(1)确定花键的类型和规格根据轴和齿轮的传动要求,选择合适的花键类型(如矩形花键、渐开线花键等)和规格(如齿数、模数等)。
(2)计算花键的理论跨棒距根据花键的规格,利用公式计算花键的理论跨棒距。
公式为:L = (Zn/2) * (m/Z) * (d/2),其中L 为理论跨棒距,Zn 为齿数,m 为模数,d 为齿宽。
(3)考虑公差因素根据标准规定的公差等级,对理论跨棒距进行修正。
公式为:L" = L * (1 + Δ),其中L"为修正后的跨棒距,Δ为公差。
(4)计算实际跨棒距公差根据实际加工和装配条件,对修正后的跨棒距进行调整。
公式为:ΔL = L" - L,其中ΔL 为实际跨棒距公差。
DIN5480花键轴主要参数计算
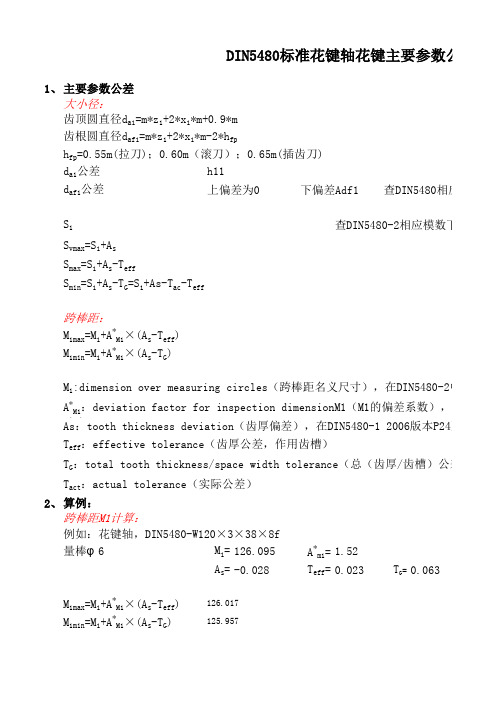
1、主要参数公差大小径:d a1公差d af1公差下偏差Adf1跨棒距:M 1max =M 1+A *M1×(A s -T eff )M 1min =M 1+A *M1×(A s -T G )2、量棒φ6M 1=126.095A *m1=1.52A s =-0.028T eff =0.023T G =0.063M 1max =M 1+A *M1×(A s -T eff )M 1min =M 1+A *M1×(A s -T G )DIN5480标准花键轴花键主要参数公差查DIN5480相应模h11上偏差为0查DIN5480-2相应模数下的齿顶圆直径d a1=m*z 1+2*x 1*m+0.9*m齿根圆直径d af1=m*z 1+2*x 1*m-2*h fph fp =0.55m(拉刀);0.60m(滚刀);0.65m(插齿刀)S 1M 1:dimension over measuring circles(跨棒距名义尺寸),在DIN5480-2中查找相S min =S 1+A s -T G =S 1+As-T ac -T eff S max =S 1+A s -T effS vmax =S 1+A sA *M1:deviation factor for inspection dimensionM1(M1的偏差系数),在DIN548寸表125.957T act :actual tolerance(实际公差)126.017算例:跨棒距M1计算:例如:花键轴,DIN5480-W120×3×38×8fAs:tooth thickness deviation(齿厚偏差),在DIN5480-1 2006版本P24页“T G :total tooth thickness/space width tolerance(总(齿厚/齿槽)公差)T eff :effective tolerance(齿厚公差,作用齿槽)S 1S vmax =S 1+A sS max =S 1+A s -T effS min =S 1+A s -T G =S 1+A s -T ac -T eff 6.186.2436.2716.226.18数公差相应模数下的公称尺寸表数下的公称尺寸表N5480-2中查找相应模数下的检验尺寸表系数),在DIN5480-2中查找相应模数下的检验尺24页“偏差和公差”图表上查找齿槽)公差)T act=0.04。
DIN 5480-2 2006基于基准直径的渐开线花键 第2部分 公称尺寸和检验尺寸

5
模数 m = 0.6 mm ............................................................................................................................ 10
6
模数 m = 0.75 mm .......................................................................................................................... 12
2
引用标准 .......................................................................................................................................... 5
3
尺寸和测量的图表表示法 ................................................................................................................. 6
2006-05
DIN 5480-2
基于基准直径的渐开线花键 — 第 2 部分 公称尺寸和检验尺寸
Passverzahnungen mit Evolventenflanken und Bazugsdurchmesser — Teil 2: Nennmaβe und Prufmaβe
代替 DIN 5480-2:1991-10, DIN 5480-3:1991-10, DIN 5480-4:1991-10, DIN 5480-5:1991-10, DIN 5480-6:1991-10, DIN 5480-7:1991-10, DIN 5480-8:1991-10, DIN 5480-9:1991-10, DIN 5480-10:1991-10, DIN 5480-11:1991-10, DIN 5480-12:1991-10, DIN 5480-13:1991-10 和 DIN 5480 Bar. 1:1995-11
din5480渐开线花键跨棒距、棒间距
din5480渐开线花键跨棒距、棒间距DIN5480德标花键检测、测量、量棒、跨棒距、棒间距计算公式
DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
DIN花键检测方法是用量棒来测定跨棒距或棒间距,但是DIN花键计算公式繁琐,一般加工单位无法掌握。
我司对花键的加工和检测有丰富的检验,常年为上海、苏州、无锡等地的外资企业生产DIN花键,对跨棒距或棒间距的计算方法非常熟悉,因此欢迎有需要的厂家、工厂技术人员洽谈合作,为你们提供棒间距和跨棒距的计算服务,也可以探讨技术问题。
微信号:ydc8789
收费标准:不论花键大小,一律30元。
DIN5480 花键棒间距、跨棒距速查手册
苏州某企业齿轮内花键DIN5480 N55X3X30X17X7H 量棒直径5.25 棒间距43.836~43.885
无锡某企业齿轮外花键DIN5480 W200X5X30X38X8g 量棒直径10 棒间距210.025~210.094
滚齿机
数控插齿机。
DIN5480花键孔及外花键标准

DIN5480花键孔及外花键标准分析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了º及45º压力角花键的内容,只保留了30º压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了及两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
花键计算DIN5480
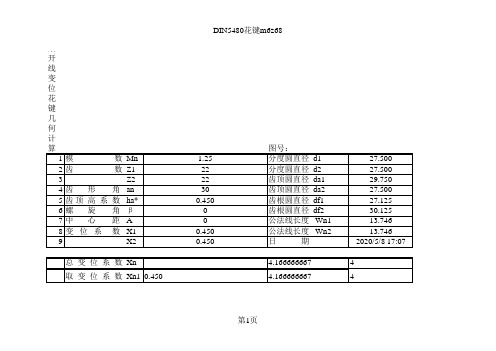
相目公式计算结果齿轮已知参数齿数Z122齿数Z222模数Mn 1.25中心距A0齿面宽B100螺旋角β00齿高系数ha*0.45齿形角an0.52359877630齿顶系数cn*0.15 1分度圆直径d1d1=Mn*Z127.527.500分度圆直径d2d2=Mn*Z227.527.500 4啮合角a wt tgat=tgan0.5773502690.577 at=arctgat0.52359877630.000 5总变位系数Xn invawt=tgawt-awt0.0537514940.054 invat=tgat-at0.0537514940.054 6变位系数分配Xn1 Xn2Xn1 取值0.450.450 Xn2=Xn10.4500.450Z2Z2=Z122.00022.000 8齿顶高ha1 ha2ha1=(ha*+x1)*Mn 1.125 1.125 ha2=(ha*-x2)*Mn00.000 9齿根高hf1 hf2hf1=(ha*+cn-x1)*Mn0.18750.188 hf2=(ha*+cn*+x2)*Mn 1.3125 1.31310齿高 h1 h2h1=ha1+hf1 1.313 1.313h2=ha2+hf2 1.313 1.313 11齿顶圆直径da1 da2da1=m*z1+2*x1*m+2*0.45*m29.7529.750da2=m*z2+2*x2*m-2*0.45*m27.527.500 12齿根圆直径df1 df2df1=mz1+2*x1m-2*0.6*27.12527.125df2=mz2+2*x2m-2*0.6*m30.12530.12513公法线计算Wn1 Wn2当量齿数 Z*1 Z*2Z*1=Z1*invat/invan79.3412822979.341Z*2=Z2*invat/invan79.3412822979.341跨测齿数 K1 K2(1+2*Xn/Z*)*(1+2*Xn/Z*) 1.022815475 1.0231.022815475 1.023COSan*COSan0.750.750SQRT0.5223174090.5220.5223174090.522K1 4.1666666674 K2 4.1666666674 W*1 W*2W*=COS(PI(K-0.5)+Z*INVan)10.5465501610.54710.5465501610.547Wn1 Wn1=(W*1+2*Xn1*SINan)*Mn13.745687713.746 Wn2Wn1=(W*2+2*Xn2*SINan)*Mn13.745687713.7462、适用于DIN5480标准3、C5单元参数输入角度数值4、该程序适用于西欧DIN5480花键计算,内齿套不保根径,齿侧系数为0.15齿根高hf1 hf2 0.60Mn备注:1、以上数据均为理论数据,齿顶系数cn*选为0.15。
din5480花键跨棒距公差计算
din5480花键跨棒距公差计算
摘要:
1.介绍Din5480 花键跨棒距公差计算的基本概念
2.详细讲解Din5480 花键跨棒距公差计算的步骤
3.总结Din5480 花键跨棒距公差计算在实际应用中的意义
正文:
Din5480 花键跨棒距公差计算是机械加工领域中一个重要的计算内容,主要用于确定花键的加工尺寸和形位公差。
花键是一种常见的连接方式,广泛应用于轴和齿轮、皮带轮等传动部件的连接。
Din5480 是德国工业标准,对花键的跨棒距公差计算有着详细的规定。
Din5480 花键跨棒距公差计算的基本概念主要包括:公差等级、公差带、基本偏差、实际偏差等。
公差等级是衡量零件加工精度的一种方法,它反映了加工尺寸与设计尺寸之间的差距。
公差带是指在公差等级范围内,实际加工尺寸可以偏离设计尺寸的最大值和最小值。
基本偏差是指在公差带中,与设计尺寸最接近的加工尺寸。
实际偏差是指实际加工尺寸与设计尺寸之间的差值。
Din5480 花键跨棒距公差计算的步骤如下:
1.根据设计图纸,确定花键的尺寸和公差等级。
2.根据公差等级,查找公差带,确定实际偏差的最大值和最小值。
3.根据实际偏差的最大值和最小值,计算出基本偏差。
4.根据设计尺寸和基本偏差,计算出花键的加工尺寸。
Din5480 花键跨棒距公差计算在实际应用中的意义主要体现在:确保花键
与连接部件的配合良好,避免因配合不良导致的连接部件的磨损、断裂等故障,从而保证整个传动系统的正常运行。
同时,合理的公差计算可以降低加工成本,提高生产效率。
din5480花键标准
din5480花键标准DIN 5480花键标准。
DIN 5480标准是德国标准化协会(Deutsches Institut für Normung)制定的一项机械工程标准,主要用于规范花键的设计和制造。
花键是一种常用的连接元件,用于传递旋转运动和扭矩,广泛应用于各种机械传动系统中。
本文将对DIN 5480花键标准进行详细介绍,包括标准的内容、适用范围、特点及其在工程应用中的意义。
DIN 5480标准的内容主要包括花键的尺寸、公差、材料、加工工艺以及检测方法等方面。
在设计和制造花键时,需要严格遵循DIN 5480标准的规定,以确保花键在不同工况下的可靠性和稳定性。
该标准的制定旨在提高花键的互换性,降低制造成本,增强产品的可靠性和安全性。
DIN 5480标准适用于各种类型的花键,包括平键、圆柱键、楔键和特殊形状的花键等。
无论是直齿花键还是斜齿花键,都可以根据DIN 5480标准进行设计和制造。
该标准不仅规定了花键的基本尺寸和公差,还对花键的材料、热处理和表面处理等方面进行了详细的规定,确保花键在使用过程中具有良好的耐磨性和抗疲劳性能。
DIN 5480标准的特点之一是采用了模数制,即通过模数来确定花键的尺寸和齿形。
这种设计方法使得不同模数的花键可以实现互换使用,提高了花键的通用性和标准化程度。
此外,DIN 5480标准还规定了花键的齿形参数和齿廓线,确保花键在传递扭矩时具有良好的传动效率和精度。
在工程应用中,遵循DIN 5480标准可以带来诸多好处。
首先,标准化的花键尺寸和公差可以降低零部件的制造成本,提高生产效率。
其次,符合标准的花键具有良好的互换性和通用性,可以简化零部件的设计和选择,减少库存成本。
最重要的是,标准化的花键可以提高机械传动系统的可靠性和安全性,减少故障率,延长设备的使用寿命。
总之,DIN 5480花键标准是机械工程领域中一项重要的标准,对于设计和制造花键具有指导意义。
遵循该标准可以提高产品的质量和可靠性,降低制造成本,促进机械传动技术的发展。
DIN5480花键孔及外花键标准
Adf1
45
21
42
36.373
0.4
3.603
45
+0.52
44.67
41
44.6
40.93
40.60
-0.83
基础参数
内花键
外花键
名义大
径
dB
J_K齿
数
z
量柱直 径
Dm
量柱间 距
M2
偏差系 数
A*M2
量柱直 径
Dm
跨柱 距
M1
偏差系 数
A*M1
跨测齿 数
k
公法线长 度
Wk
45
21
3.5
37.603
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀
可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能 采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插 制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配 磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿 花键图。
对应某个模数的内、外花键的全部尺寸参数,其前表为规格参数,紧接 其后的表为检测参数;如DIN5480-W45< 2X30X21刈g,该型花键的标定
含义是:名义大径45,模数2,标称压力角300齿数21,精度9级,配 合性质g;该花键的尺寸参数见表18(P24),检测参数见表19(P25),表
18及表19的中文内容如下:
变位后的分度圆仅保留了基础齿咼中位线的性质,并以此确定变位后的 齿顶及齿根。
新标准DIN5480-2的第7页至第39页给出了33个参数表,包括了
DIN5480-1-总则

德国标准2006年3月5480-1 DIN DINICS 21.120.10 代替DIN 5480-1:1991-10和DIN 5480-14:1986-03基于参考直径的渐开线花键轴连接-第1部分:总则Involute splines based on reference diameters - Part 1: GeneralitiesCannelures àflancs en développante basées sur les diamètres de référence-Partie 1:Généralités共25页DIN 德国工业标准化协会机械工程标准化委员会(NAM)德国标准委员会·未经德国标准委员会明确许可,价格类别:11不得复制以及翻印本书面资料,利用和转述其内容。
www.din.de本标准由Beuth出版有限责任公司,10772柏林,独家经销www.beuth.deDIN 5480-1:2006-03目录页码前言 (4)1 适用范围及目的 (5)2 规范性引用文件 (5)3 代号、名称及其单位 (6)4 结构 (8)5 模数、基准直径和齿数的选择系列 (9)6 基本齿廓 (12)7 直径 (14)7.1 采用齿侧定心配合时的直径 (14)7.2采用直径定心时的直径 (15)7.2.1 概述 (15)7.2.2 外径定心 (15)7.2.3 内径定心 (16)8 名称标记 (17)9 图纸数据 (18)9.1 数据项 (18)9.2 单项偏差数据 (19)9.3 实际统计公差限(STA) (19)9.4 技术制图 (19)10 配合系统齿槽宽/齿厚 (19)10.1 概述 (19)10.2 公差系统的构成 (20)10.3 偏差 (20)10.4 总公差T G (20)10.5实际公差T act (21)10.6作用公差T eff (21)10.7 设计规定 (21)10.8 公差限的计算 (21)10.9 偏差和公差 (22)10.10齿轮径向跳动公差参考值 (23)10.11 配合类型 (23)10.12 质量检验 (23)参考文献 (25)2图页码图1-双齿 (9)图2-基本齿廓 (12)图3-齿侧定心时的顶隙 (15)图4-外径定心 (16)图5-内径定心 (16)图6-数据项举例 (18)图7-配合图表齿槽宽/齿厚 (20)表页码表1-选择系列,基准直径d B为6 mm-58 mm (10)表2-选择系列,基准直径d B为60mm-500 mm (11)表3-基本齿廓 (13)表4-最小成形余量 (14)表5-推荐的齿顶圆直径和齿根圆直径公差和偏差 (17)表6-公差限的计算 (21)表7-偏差和公差 (22)表8-齿轮径向跳动公差参考值 (23)表9-配合类型 (23)本标准与国际标准化组织(ISO)发布的国际标准ISO4156之间的关系,请见前言中的说明。
DIN 5480 渐开线花键联结
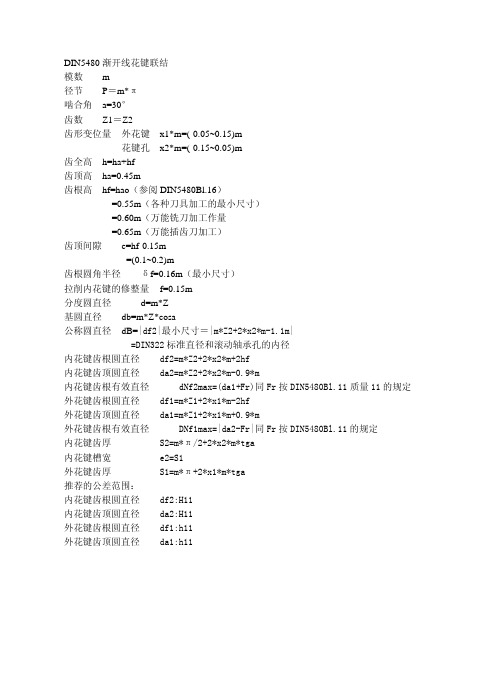
DIN5480渐开线花键联结模数m径节P=m*π啮合角 a=30°齿数Z1=Z2齿形变位量外花键 x1*m=(-0.05~0.15)m花键孔 x2*m=(-0.15~0.05)m齿全高 h=ha+hf齿顶高 ha=0.45m齿根高 hf=hao(参阅DIN5480Bl.16)=0.55m(各种刀具加工的最小尺寸)=0.60m(万能铣刀加工作量=0.65m(万能插齿刀加工)齿顶间隙c=hf-0.15m=(0.1~0.2)m齿根圆角半径δf=0.16m(最小尺寸)拉削内花键的修整量 f=0.15m分度圆直径d=m*Z基圆直径db=m*Z*cosa公称圆直径 dB=|df2|最小尺寸=|m*Z2+2*x2*m-1.1m|=DIN322标准直径和滚动轴承孔的内径内花键齿根圆直径 df2=m*Z2+2*x2*m+2hf内花键齿顶圆直径 da2=m*Z2+2*x2*m-0.9*m内花键齿根有效直径 dNf2max=(da1+Fr)同Fr按DIN5480Bl.11质量11的规定 外花键齿根圆直径 df1=m*Z1+2*x1*m-2hf外花键齿顶圆直径 da1=m*Z1+2*x1*m+0.9*m外花键齿根有效直径 DNf1max=|da2-Fr|同Fr按DIN5480Bl.11的规定内花键齿厚 S2=m*π/2+2*x2*m*tga内花键槽宽 e2=S1外花键齿厚 S1=m*π+2*x1*m*tga推荐的公差范围:内花键齿根圆直径 df2:H11内花键齿顶圆直径 da2:H11外花键齿根圆直径 df1:h11外花键齿顶圆直径 da1:h11。
DIN5480-2中文版
2006-05DIN 5480-2基于基准直径的渐开线花键—第2部分公称尺寸和检验尺寸Passverzahnungen mit Evolventenflanken und Bazugsdurchmesser — Teil 2: Nennmaβe und Prufmaβe代替DIN 5480-2:1991-10,DIN 5480-3:1991-10,DIN 5480-4:1991-10,DIN 5480-5:1991-10,DIN 5480-6:1991-10,DIN 5480-7:1991-10,DIN 5480-8:1991-10,DIN 5480-9:1991-10,DIN 5480-10:1991-10,DIN 5480-11:1991-10,DIN 5480-12:1991-10,DIN 5480-13:1991-10 和DIN 5480 Bar. 1:1995-11Translated by technomedia – Hirsinger, Corte, Gosch & Parther, BerlinThis translation has not been checked by DIN Deutsches Institut fur Normung e. V., BerlinDIN 5480-2目次页数前言 (3)1 范围 (5)2 引用标准 (5)3 尺寸和测量的图表表示法 (6)3.1 齿槽宽/齿厚 (6)3.2 直径 (6)3.3 检验尺寸 (6)4 模数 m = 0.5 mm (8)5 模数 m = 0.6 mm (10)6 模数 m = 0.75 mm (12)7 模数 m = 0.8 mm (14)8 模数 m = 1 mm (16)9 模数 m = 1.25 mm (18)10 模数 m = 1.5 mm (20)11 模数 m = 1.75 mm (22)12 模数 m = 2 mm (24)13 模数 m = 2.5 mm (26)14 模数 m = 3 mm (28)15 模数 m = 4 mm (30)16 模数 m = 5 mm (32)17 模数 m = 6 mm (34)18 模数 m = 8 mm (36)19 模数 m = 10 mm (38)参考文献 (40)译者的话 (41)插图页数图 1 : 齿槽宽/齿厚 (6)图 2 : 直径 (6)图 3 : 检验尺寸 (6)图 4 : 齿厚测量 (7)参见前言所关联的国际标准 lSO 4156,包括lSO 4156 AMD 1:1991,由国际标准化组织(lSO)发表。
DIN5480花键孔及外花键标准

DIN5480花键孔及外花键标准分析与应用DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了37.5o及45o压力角花键的内容,只保留了30o 压力角的花键规格。
白80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了m0.6及m0.8两个规格;其二是精度级别,DIIN5480 规定了7、8、9、10、11 计5 个级别,新标准DIN5480-1 则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9 级精度相当于GB的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
DIN5480花键轴主要参数计算

DIN5480花键轴主要参数计算1、主要参数公差⼤⼩径:d a1公差d af1公差下偏差Adf1跨棒距:M 1max =M 1+A *M1×(A s -T eff )M 1min =M 1+A *M1×(A s -T G )2、量棒φ6M 1=126.095A *m1=1.52A s =-0.028T eff =0.023T G =0.063M 1max =M 1+A *M1×(A s -T eff )M 1min =M 1+A *M1×(A s -T G )DIN5480标准花键轴花键主要参数公差查DIN5480相应模h11上偏差为0查DIN5480-2相应模数下的齿顶圆直径d a1=m*z 1+2*x 1*m+0.9*m齿根圆直径d af1=m*z 1+2*x 1*m-2*h fph fp =0.55m(拉⼑);0.60m(滚⼑);0.65m(插齿⼑)S 1M 1:dimension over measuring circles(跨棒距名义尺⼨),在DIN5480-2中查找相S min =S 1+A s -T G =S 1+As-T ac -T eff S max =S 1+A s -T effS vmax =S 1+A sA *M1:deviation factor for inspection dimensionM1(M1的偏差系数),在DIN548⼨表125.957T act :actual tolerance(实际公差)126.017算例:跨棒距M1计算:例如:花键轴,DIN5480-W120×3×38×8fAs:tooth thickness deviation(齿厚偏差),在DIN5480-1 2006版本P24页“T G :total tooth thickness/space width tolerance(总(齿厚/齿槽)公差)T eff :effective tolerance(齿厚公差,作⽤齿槽)S 1S vmax =S 1+A sS max =S 1+A s -T effS min =S 1+A s -T G =S 1+A s -T ac -T eff 6.186.2436.2716.226.18数公差相应模数下的公称尺⼨表数下的公称尺⼨表N5480-2中查找相应模数下的检验尺⼨表系数),在DIN5480-2中查找相应模数下的检验尺24页“偏差和公差”图表上查找齿槽)公差)T act=0.04。
DIN5480花键参数及校核
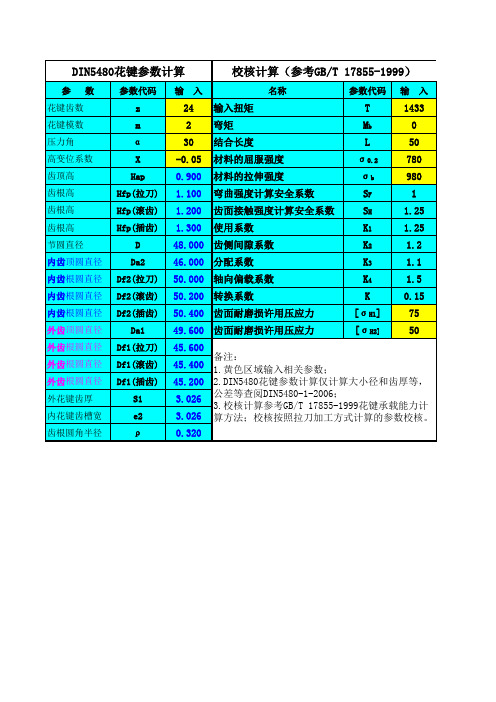
花键强度校核结果(GB/T 17855-1999)
校核项目
计算值(MPa) 许用值(MPa)
校核结果
齿面接触强度 σH 31.92 [σH] 252
通过
齿根弯曲强度 σF 38.45 [σF] 396
通过
扭转与弯曲强度 σv 140.84 [σv] 315
通过
齿面耐磨损能力 σH 31.92 [σH1] 75
50.400 齿面耐磨损许用压应力
[σH1]
75
49.600 齿面耐磨损许用压应力
[σH2]
50
45.600 45.400 45.200 3.026 3.026 0.320
备注: 1.黄色区域输入相关参数; 2.DIN5480花键参数计算仅计算大小径和齿厚等, 公差等查阅DIN5480-1-2006; 3.校核计算参考GB/T 17855-1999花键承载能力计 算方法;校核按照拉刀加工方式计算的参数校核。
参数代码 z m α X Hap
Hfp(拉刀) Hfp(滚齿) Hfp(插齿)
D Da2 Df2(拉刀) Df2(滚齿) Df2(插齿) Da1 Df1(拉刀) Df1(滚齿) Df1(插齿) S1 e2 ρ
输入
名称
参数代码 输 入
24 输入扭矩
T
1433
2 弯矩
Mb
0
30 结合长度
L
50
-0.05 材料的屈服强度
能在10e8循环次以下正常工作
长期无磨损能力 σH 31.92 [σH2] 50
能长期无磨损工作
DIN5480花键参数计算
校核计算(参考GB/T 17855-1999)
参数 花键齿数 花键模数 压力角 高变位系数 齿顶高 齿根高 齿根高 齿根高 节圆直径 内齿顶圆直径 内齿根圆直径 内齿根圆直径 内齿根圆直径 外齿顶圆直径 外齿根圆直径 外齿根圆直径 外齿根圆直径 外花键齿厚 内花键齿槽宽 齿根圆角半径
DIN5480花键计算

m
Z X Hap Hfp Hfp Hfp D Da2 Df2 Df2 Df2 Da1 Df1 Df1 Df1 S2 S1 内齿 (拉刀) (滚齿) (插齿)
参数模数花键齿数高变位系数齿顶高齿根高齿根高齿根高节圆直径内齿顶圆直径内齿根圆直径内齿根圆直径内齿根圆直径外齿顶圆直径外齿根圆直径外齿根圆直径外齿根圆直径内花键齿厚外花键齿厚参数代码mzxhaphfphfphfpdda2df2df2df2da1df1df1df1s2s1输入2140
30度花键计算(DIN5480)
(拉刀) (滚齿) (插齿) (拉刀) (滚齿) (插齿)
mm mm
2 18 -0.1 0.900 1.100 1.200 1.300 36.000 33.800 37.800 38.0003.000 2.911 3.373
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DIN5480花键孔及外花键标准分析与应用
DIN5480花键标准是德国于1986年颁布实施的米制模数变位制花键标准;该标准于2005年及2006年做了修订,标准号为DIN5480-1及DIN5480-2,这两个新标准各包含不同的内容,共同构成新的标准。
与旧标准相比,新标准更为简明、实用(如取消了旧标准中内花键公法线及偏差的计算),新标准还取消了º及45º压力角花键的内容,只保留了30º压力角的花键规格。
自80年代以来,我国大规模引进了德国汽车及液压产品技术,DIN5480花键在我国已被广泛使用,除了采用定型刀具(主要是拉刀)大批量生产定型产品外,采用通用加工手段少量配制DIN花键的情况也日益增多。
与国标GB/T3478花键标准相比,DIN标准主要有三处差别:其一是模数系列较国标模数多了及两个规格;其二是精度级别,DIIN5480规定了7、8、9 、10、11计5个级别,新标准DIN5480-1则规定了5、6、7、8、9、10、11、12计8个级别,其主要差别在于DIN 9级精度相当于GB 的5级精度,DIN 10级相当于GB 6级,其余类推(线切割的制齿精度一般为DIN 9级);其三,DIN5480全是变位键,其外花键大多采用正变位,相配的内花键为负变位,少量外花键为负变位,与之相配的内花键则为正变位,同一规格花键的变位系数相同仅符号相反,即同一花键副的总变位系数为0,由此决定了一套内、外花键的分度圆在变位前、后均相同且重合;国标花键则全是非变位键。
依据齿轮(含花键)变位加工原理可知,采用标准模数的花键滚刀
可直接滚切出DIN5480的变位外花键,而内花键在小批量加工时则只能采用插床(而不是插齿机)单刀插齿或数控线切割制齿;当采用单刀插制内花键时,也要先由线切割制出刀形模板,若直接以外花键做母板配磨刀具则齿形精度及侧隙配合精度均无法保证。
当采用线切割制齿或制刀形样板时,则首先要在计算机上绘制全齿花键图。
从原理上讲,绘制齿形图需要输入基圆直径,分度圆齿槽宽(或齿厚)、模数、齿数、齿顶圆直径、齿根圆直径及齿根过渡圆角半径计7个参数,或者输入分度圆齿槽宽、分度圆压力角、模数、齿数、齿顶圆直径、齿根圆直径及齿根过渡圆角半径7个参数。
由于国内使用的花键绘图软件多为不可修改参数的GB花键软件,上述绘图方法不易实现。
另外,可以借用齿轮绘图软件并输入齿数、模数、分度圆压力角、变位系数及齿顶圆直径、齿根圆直径、齿根过渡圆角半径计7个参数也可绘制出精准的花键齿形图。
理论分析表明:当齿数、模数、分度圆变位系数及分度圆压力角四者相同时,齿轮与花键具有相同的齿形曲线,花键与齿轮的区别仅在于齿高不同,齿轮的基础齿高是2个模数,而花键的基础齿高是1个模数。
需要注意的是:国标键的齿高不加修正,为1×m,其分度圆之外的齿顶高为×m;而DIN5480的齿高为×m,其变位后分度圆之外的齿顶高为×m。
需额外说明的是:当齿轮或花键的分度圆变位后,齿侧渐开线形状并未改变,但齿两侧渐开线的距离发生了变化,也即原始分度圆上的齿
厚及齿槽宽在变位后发生变化,分度圆变位后,原始分度圆上的齿厚不再等于齿槽宽,而变位后的“分度圆”更不具有“分度圆上齿厚等于齿槽宽”的性质,变位后的“分度圆”上的压力角也不再是标称压力角,但原始分度圆上的压力角不变,也即变位后该齿形的标称压力角不变;变位后的分度圆仅保留了基础齿高中位线的性质,并以此确定变位后的齿顶及齿根。
新标准DIN5480-2的第7页至第39页给出了33个参数表,包括了模数自至10,压力角为30º的全部内、外花键的尺寸参数及偏差系数,表1名头的中文内容如下:
表1:齿根过渡圆角半径和偏差系数单位:mm
当采用线切割加工花键时,齿根过渡圆角半径可取×m,如模数2,圆角半径为;偏差系数是计算公法线偏差的系数,且不论规格、模数,一律取。
使用方法后述。
DIN5480-2的表2至表33计32个表,分为16组,每2个表为一组,对应某个模数的内、外花键的全部尺寸参数,其前表为规格参数,紧接其后的表为检测参数;如DIN5480-W45×2×30×21×9g,该型花键的标定含义是:名义大径45,模数2,标称压力角30º,齿数21,精度9级,配合性质g;该花键的尺寸参数见表18(P24),检测参数见表19(P25),
表18及表19的中文内容如下:
表18:标称尺寸,m=2mm, 单位:mm
表19:检测尺寸,m=2mm 单位:mm
确定内、外花键的检测尺寸偏差,需要查2006版DIN5480-1的表7(P 24),Table 7: Deviations and tolerances(极限偏差),方法如下:
以外花键W45×2×30×21×9g 为例,由W45对应“(名义大径)Reference diameters 下方
的
所指斜线”,并与左侧Madules (模数)标题下的
“ to 4”对应,即与m2对应,并与“ to 4”所指横线相交,由该交点
25 50
向下对应下表(A e、A s)中的“110~0~-110”一列,由左侧竖表的侧隙代号g查得此列中的A s的数值为-11;延此列表继续向下并与“Tolerance class(精度级别)”中的9级斜线相交,由此交点向右查得“T G=71,T act=45,T eff=26”,三者关系为:T G=T act+T eff,如下表加黑线所示:
v1.0 可编辑可修改
查表结果处理如下:
1、该“W45×2×30×21×9g外花键”的跨柱距上偏差为:
-(A s+T eff)×A*M1=-(-11+26×=μm= ,
下偏差为:
-(A s+ T G)×A*M1=-(-11+71) ×=μm=,
于是跨柱距表示为
M1=
2、该“W45×2×30×21×9g外花键”的公法线上偏差为:
-(A s+T eff)×=-(-11+26) ×=-13μm,
下偏差为:
-(A s+T G) ×=-52μm;
于是公法线长度为:
W k=
3、“N45×2×30×21×9H”内花键H所对应的A e=0,所以其量柱距上偏差为T G×A*M2=71×=131μm,下偏差为T eff× A*M2=26×=48μm,于是该内花键量柱距为:
+
+
M2=
上述A s、A e、T G、T act、T eff等参数尚可用于齿厚、齿槽宽偏差的计算,本文从略。
依据以上参数及前述方法,可在计算机上绘制出精准的花键齿形图,并可进行量柱距及公法线的模拟检测,针对模拟检测结果,可通过微调变位距使齿形符合设计精度。
另外,DIN5480-1,P24中右上方的方框内有一处错误:
原文:
“Example:shaft DIN 5480-N120×3×38×9H
Hub DIN 5480-W120×3×38×8f ”
应改为:
“Example: Hub DIN 5480-N120×3×38×9H
Shaft DIN 5480-W120×3×38×8f ”。
再有,该表上方尚有一处欠妥(英文文件夹杂了德文):。