铸造金属全冠PPT课件
铸造金属全冠的制作PPT课件
整理版课件
16
2、颊舌面预备 用 轮状磨石或金刚砂鱼 雷车针,磨除颊、舌 面的凸度,消除倒凹, 使牙冠的 最大周径降
至龈缘处,在颊舌面 合缘处应多磨除一些 牙体组织,以缩窄合 面的 颊舌径、减少合
力。ห้องสมุดไป่ตู้
整理版课件
17
3、邻面预备 用金刚 砂车针,在合面近远 中边缘脊内0.5mm处 开始向邻面和龈端磨 除,近远中面应与牙 体长轴平行或向合方 聚拢2°~5° 。不能 形成倒凹。
整理版课件
18
4、轴角预备 用刃 状磨石或金刚砂车针, 降锐利的 轴角、合轴
角和点角磨圆钝,并 形成与牙体形态一致 的 合外展隙和颊舌外 展隙。
整理版课件
19
5、颈部的预备 一般采 用刃状肩台,135 °或直 角90 °肩台。
6、精修完成 确认在下 颌各向运动时预备牙体均 由适当的 空隙,轴面无 倒凹,轴面角、边缘嵴线 角圆钝,各轴面和牙尖斜 面平滑,无锐边和粗糙面。 最后用纸砂片或橡胶皮轮 磨光整个预备体。
2)邻面片切形:用于凸度小、缺损范围大而表 浅,邻接不良的患牙。颊舌壁应达到自洁区, 去除邻面倒凹,与牙合面轴壁平行或向牙合方 内收2°~5°,方向与就位道方向一致。龈端 与龈缘平齐或置于龈下。可在片切形内制备小 箱形沟形或小肩台。邻面制备时特别注意不可 损伤邻牙和牙龈。
整理版课件
10
注意事项
1、备牙时手的支点要稳,用力适当。 2、邻面预备时不要损伤邻牙,且保护好周围
整理版课件
20
铸造金属全冠牙体预备各示意图
各式牙备车针
牙尖功能斜面
整理版课件
21
铸造金属全冠牙体预备
计就位道。
颈部肩台:0.35-0.5mm(贵金属);0.5-0.8mm(非贵金属) 边缘位置:龈上、龈下、平龈 牙尖功能斜面:自由平滑运动、修复体足够厚度 精修完成
《铸造全冠预备》课件

灌制模型技巧
选择合适的模型材料
根据全冠要求选择合适的模型材料。
注意模型厚度
注意模型的厚度,保证足够的强度和耐用性 。
灌制准确
灌制模型时要确保准确无误,防止变形和气 泡的产生。
修整模型
灌制完成后需对模型进行修整,使其表面更 加光滑平整。
制作暂时冠技巧
02
全冠预备的步骤
BIG DATA EMPOWERS TO CREATE A NEW
ERA
牙体预备
01
02
03
04
去除龋坏组织和无保留价值的 牙体组织。
消除倒凹,将牙体预备成规定 的外形。
修整外形,使牙冠边缘与牙面 密合。
制备出固位形和抗力形,以增 加全冠的固位和抗力。
制取印模
根据牙体预备后的牙 形,制取清晰的印模 。
选择合适的材料
根据牙齿情况和全冠要 求选择合适的暂时冠材
料。
保持舒适
暂时冠应保持舒适,避 免对牙龈造成刺激。
注意颜色和形状
暂时冠的颜色和形状应 与邻牙相匹配,以达到
良好的美观效果。
粘结牢固
暂时冠应牢固地粘结在 牙齿上,防止脱落和移
位。
04
全冠预备的案例分析
BIG DATA EMPOWERS TO CREATE A NEW
。
建立咬合面
根据牙齿咬合关系,建立合适 的咬合面,确保全冠的咬合功
能。
预备间隙
为全冠的制作预留足够的空间 ,保证全冠的固位和稳定性。
制取印模技巧
选择合适的印模材料
根据牙齿情况和全冠要求选择 合适的印模材料。
制取准确
制取印模时需准确无误,确保 印模的真实性和清晰度。
铸造金属全冠 ppt课件
第一节 材料和适应范围
一、材料 1、金合金 2、钛及钛合金 3、铬基合金 4、钯
1、金合金
1)切割牙体组织少,对牙髓刺激小 2)对对颌牙磨耗小 3)延展性好,适合性好 4)对牙周组织的生物相容性好 5)高强度,耐磨,耐腐蚀性好
2、钛及钛合金
1)生物相容性好 2)比金合金强度高 3)化学性能稳定抗腐蚀 4)易氧化,熔点高,工艺复杂,铸造较复杂
① 邻接区:维持正常的邻接区紧密接触可防止食物嵌塞,同时使邻牙相互支 持。
① 外展隙(embrasure):环绕邻接区,向四周站外的空 隙。唇/颊/舌/牙合外展隙。预留足够的外展隙有利于食 物的排溢。
② 邻间隙(interpoximate space):邻接区牙龈方的外展 隙,修复时应注意保护此区的牙龈组织。
PS:活髓牙应同时注意保护牙髓: ①备牙后暂冠保护 ②选择材料避免口内有不同金属 ③修复体边缘应该密合
2.对软组织的保护
1)全冠龈边缘的位置:曾经的分为三派
①修复体龈边缘位于 龈缘上2mm处 ②和龈缘平齐
③位于龈沟0.5mm处
龈沟
上皮附着 生物学宽 度
嵴上结缔组织附着
随着技工制作技术的提高,现今该方面的诸多文献中多数提到,只要保证了 全冠修复体的制作精度(预备、印模、制作),龈缘位于龈沟内0.5~1mm 处,较龈上边缘具有更好的密合性和对牙体的保护作用
2、后牙牙冠位置与形态异常,需恢复者 3、后牙咬合偏低、邻接位置不良时
4、后牙固定局部义齿的全冠固位体 5、用作RPD的基牙,但固位倒凹不足需改形或基牙需保护者 6、牙周夹板固定的固位体
7、后牙隐裂,牙髓活力未见异常或已作牙髓治疗者
8、龋变率高、牙本质过敏、汞合金充填后的活髓牙且与对颌牙或邻牙存在异 种金属者
《口腔修复学》第7节 铸造金属全冠
• 4.活动义齿基牙需要保护、改形
• 5.龋变率高、牙本质过敏严重、微电 流刺激等。
禁忌证
• 1.龋变牙致龋因素未有效控制 • 2.金属过敏 • 3.要求不暴露金属的 • 4.牙体无足够固位形、抗力形 • 5.牙体无足够修复空间
设 计(一)
• 1.修复材料:首选金合金,减少切割量。 预防微电流,防止被腐蚀。
就位。 • (3)保证颈部肩台的质量,利于铸造金
属全冠颈缘的密合。
(五)精修完成
• 2.精修的方法
• 首先,用粒度小的金刚砂车针将牙冠的轴面角、边缘 嵴处的线角磨圆钝,再用颈部磨光车针或橡皮轮、橡 皮尖等在低速下将所有预备的牙面磨光滑。
【注意事项】:
• 1.保护牙髓 术前拍片 术中控制 术后护髓
舌轴面角处,预备出全冠修复所要求的轴面角 空间。 • (2)再由颊侧向舌侧紧贴预备牙预备出全冠 修复所要求的邻面空间。 • (3)邻面预备深度一般要求达到龈嵴顶以下, 使预备牙与邻牙完全分离,并完全消除倒凹。
(三)邻面预备
• 3.注意事项: • (1)预备后邻面应
尽量平行,方向与就 位道一致,或使之 向聚合度为2°~ 5°,但要避免 向 聚合度过大而使固位 力减少。
颈部肩台预备
(四)颈部肩台预备
• 3.注意事项 • (1)制备龈下肩台时,首先应进行排龈
处理,使操作视野清晰,保证肩台预备 的质量,避免损伤牙龈。 • (2)颈部肩台边缘应平滑且连续一致, 无粗糙面及锐边。
(五)精修完成
• 1.精修的目的 • (1)使经过预备的牙体各个轴面的交界
线圆钝而光滑。 • (2)消除轴壁倒凹,利于铸造金属全冠
贴,增强其固位和稳定。 • (3)有利于患牙牙体及牙周组织的健康。
口腔修复学 铸造金属全冠
铸造金属全冠
casting metal full crown
刘琦
南方医科大学口腔医学院
全冠的主要种类 ★ 金属全冠 ★ 非金属全冠 ★ 金属非金属混合全冠
锤造全冠 铸造全冠 CAD/CAM金属全冠
金属全冠
后牙牙体缺损和 固定桥的固位体
可铸玻璃陶瓷全冠 切削陶瓷全冠 烤瓷瓷全冠
硬质树脂全冠 复合树脂全冠
1. 面预备
★ 提供 面间隙,一般为0.5-1.0mm,可用蜡片或 咬合纸检查
★ 面陡坡会增加牙冠的侧向力,影响冠的固位与 稳定,应予以降低
面预备过程及预备后保持 面形态
面预备出间隙
2.颊舌面预备
★ 目的:消除倒凹,将轴面最大周径降到全冠的边 缘处,并预备出金属全冠需要的厚度
★ 先从颊舌面外形最高点到龈缘处消除倒凹,使轴 壁与就位道平行
非金属全冠
前牙或后牙的牙体缺损 固定桥的固位体
金属树脂 混合全冠
瓷熔附 金属全冠
金属非金属混合全冠
前、后牙牙体缺损 固定桥的固位体
铸造金属全冠
★ 牙科合金材料铸造而成的全冠 ★ 外形及厚度可根据牙体缺损、咬合、邻接情况加
以调整,而且可根据需要灵活地增加沟、洞、钉 洞等辅助固位形,以获得良好的固位
8.注意事项
① 改善邻牙、对颌牙的不良解剖外形,过尖过锐的 牙尖、边缘嵴
② 降低邻牙邻接面的突度,防止过大邻间隙 ③ 修改邻牙、对颌牙合面形态,加深颊舌沟 ④ 建立正常的 面及外展隙形态,防止食物嵌塞 ⑤ 磨切牙面要抛光
9.增强固位力的方法(固位力差, 力大) ① 增加辅助固位形 ② 适当加宽肩台的宽度 ③ 处理修复体粘接面 ④ 树脂类粘接剂 ⑤ 适当延长冠边缘长度 ⑥ 增加 面沟窝深度 ⑦ 适当减少 面面积 ⑧ 减小牙尖斜度,减少侧向力
金属全冠铸造-金属全冠铸造.ppt

因为冷却速度过快,会引起内应力过大,引 起铸件变形
冷却和拆包埋
铸造镍铬高熔合金和纯钛金属需要 冰水速冷
镍铬高熔合金冷却过程中会析出CrC,影响 合金耐腐蚀性
纯钛金属高温时非常活泼,容易氧化,快 速冷却可减少氧化层形成
冷却和拆包埋
用取圈器或用敲击铸圈震碎包埋料的方法 脱出铸件,剪除铸件周围大块包埋料,然后 用喷砂的方法去除铸件表面的包埋料和氧化 膜。
浇铸
金属充分熔化后可成 流动的球状.此时,为去除 氧化膜,可投入硼砂。
但使用新的金属时无需 投入硼砂.
浇铸
现代水平式离心机 电流溶解代替火焰
熔化。温度可调,弹簧 由电机上紧,离心过程 由电控装置控制,具有 较高的安全保障。具有 大功率熔炉,可在8-9 分钟升温至1400 ℃ 。
浇铸
高频离心铸造机步骤: 1.检查各部件是否完好,根据铸圈调换合适
焙烧 (二)设备
1.老式预热电炉
焙烧
2.程控预热炉: 机制:以2 ℃/min的速率缓 慢升温,加热绕阻放出热量, 温度升高。达到270 ℃时, 包埋料内会出现若干区域。 靠近铸圈的区域,包埋料彻 底干燥,温度达到270 ℃ 。 在一个边界处,其温度不高 于100 ℃ 。当内层区域温 度达到270 ℃时,水变为蒸 汽,蒸汽由铸圈中心排出, 把蜡“驱走”。
浇铸
铸造的时机 铜基合金:熔化时先为分散块状,逐渐熔成
球状,表面有膜呈不太光亮的橘红色时即可 铸造。 金合金:熔化时分散的合金块向坩埚底聚集, 随着温度上升,合金熔成球面,呈淡黄色, 光亮如镜,此时为铸造时机。 高熔合金:铸造时机为当合金熔化呈球面状, 其表面的氧化膜即将破开时。
浇铸
口腔铸造合金应具备的要求
牙体缺损的修复—全冠—铸造金属全冠修复(口腔修复学课件)
获得一个基牙颈部龈下肩台清晰准确的印模
印模
工作模:硅橡胶
咬合硅橡胶
• 目的:
1. 保护牙髓 2. 保护牙周组织健康 3. 保持咬合稳定 4. 防止临牙或患牙移位 5. 恢复咀嚼功能 6. 美观
1. 灌注模型 2. 制作可卸代型,涂布间隙剂和分离剂 3. 4. 打磨、抛光
• 初步检查:
• 冠的完整性; • 模型上的就位、 • 邻接情况; • 邻牙的情况
• 口内试戴:
• 检查就位 • 邻接 • 密合性 • 咬合关系等
• 常用金属冠粘固剂:
• 磷酸锌水门汀:仅用于死髓牙 • 玻璃离子水门汀 • 聚羧酸水门汀
临床上需要注意的事项:★
➢保护牙髓:术前 术中 术后 ➢保护牙龈:排龈! ➢保护牙体组织:严格按照备牙要求切磨牙体组织,避
邻面预备
聚合度
轴面角的修整
检查就位道、倒凹、聚合度
• 颈部(肩台)预备
• 形状: 浅凹形、连续、平滑 • 高度:
①平龈 ②龈上 ③龈下0.5mm • 宽度: • 非贵金属:0.5-0.8mm • 贵金属:0.35-0.5mm
• 精修
• • 倒凹、聚合度、共同就位道 • 肩台(宽度、均匀性、光滑性、连续性) • 线角圆滑
材料评价
➢贵金属合金及半贵金属合金
➢铸造性能和生物相容性较好 ➢化学性能稳定 ➢全冠边缘适应性好 ➢是比较理想的金属修复材料
➢非贵金属合金
➢硬度高 大于牙釉质,对对颌牙磨耗大,调磨困难 ➢铸造收缩率大,全冠边缘密合性差 ➢细胞毒性也较大 ➢修复效果差于贵金属材料
临床选用原则
• 尽量选择贵金属合金 • 同一患者口内不同修复体需选择同类金属 • 对颌牙磨损时,选择硬度较低的材料,如:金合金 • 对金属过敏者,选择贵金属合金或非金属材料
铸造金属全冠

铸造金属全冠一、概述1.全冠(fullcrown)是用牙科修复材料制作的覆盖全牙冠的修复体。
它是牙体缺损的主要修复形式。
2.全冠分类金属全冠(metalfullcrown)铸造金属全冠、锤造金属全冠、CAD/CAM金属全冠非金属全冠(none-metalfullcrown)树脂全冠、瓷全冠金属非金属混合全冠:烤瓷熔附金属全冠(PFM全冠)、金属-树脂混合全冠3.金属全冠用合金材料完成的牙冠全覆盖修复体。
4.铸造全冠(castingmetalfullcrown)用牙科合金以铸造方式完成的覆盖整个牙冠的修复体。
常用材料:镍铬合金、钴铬合金、18-8不锈钢、金合金、银合金、铜合金、钯合金、银钯合金、钛合金等。
二、铸造全冠适应症与禁忌症适应症:1.后牙牙体严重缺损,固位形、抗力形较差。
2.后牙低牙合、邻接不良、牙冠短小、错位牙改形、牙冠折断、半切术后需以修复体恢复正常解剖外形、咬合、邻接及排列关系。
3.固定义齿的固位体。
4.可摘局部义齿基牙的缺损需保护,改形。
5.龋患率高,牙本质过敏严重伴牙体缺损,银汞充填后与对颌牙、邻牙存在异种金属微电流刺激作用引起症状。
禁忌症:1.龋变牙的致龋因素未得到有效控制者2.对金属过敏的患者3.要求不暴露金属的患者4.牙体无足够固位形、抗力形者5.牙体尚无足够的修复空间者三、铸造全冠的设计1.考虑邻牙、对颌牙、可摘义齿所用金属材料种类和接触关系,尽量保护剩余牙体组织,选择合适的合金修复材料,避免异种金属微电流和牙髓刺激问题。
2.牙合龈距离短、牙体小、轴壁缺损大、对颌天然牙、牙合力大、牙周支持组织差者,全冠边缘到龈下,增加固位力。
3.老年患者牙冠长、冠根比例长者,冠边缘设计龈缘以上,适当增加全冠轴面突度,增加与邻牙接触面积。
4.牙冠一侧缺损,牙合面存在高尖陡坡,牙冠短小,有旋转脱位倾向,增加轴沟、箱形或钉洞固位形,减小旋转半径。
另外修平过大牙尖斜面,减小侧向力。
5.牙冠严重缺损考虑桩核冠修复。
铸造金属全冠的制作演示幻灯片
牙体预备
1、牙合面的预备 用刃状磨石或金刚砂 车针,将发育沟磨除 近1.0mm作为引导沟, 再用轮状磨石依照合 面的 解剖形态,均匀 磨去1.0mm,为金属 冠提供足够的厚度。 必要时用蜡片检查咬 合空间。
16
2、颊舌面预备 用 轮状磨石或金刚砂鱼 雷车针,磨除颊、舌 面的凸度,消除倒凹, 使牙冠的 最大周径降 至龈缘处,在颊舌面 合缘处应多磨除一些 牙体组织,以缩窄合 面的 颊舌径、减少合
力。
17
3、邻面预备 用金刚 砂车针,在合面近远 中边缘脊内0.5mm处 开始向邻面和龈端磨 除,近远中面应与牙 体长轴平行或向合方 聚拢2°~5° 。不能 形成倒凹。
18
4、轴角预备 用刃 状磨石或金刚砂车针, 降锐利的 轴角、合轴 角和点角磨圆钝,并 形成与牙体形态一致 的 合外展隙和颊舌外 展隙。
2
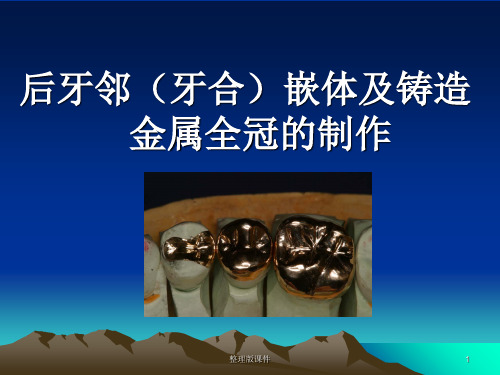
嵌体的适应证
①牙体缺损处用一般充填材料承受不了牙 合压力,易于引起充填材料折断者。 ②牙冠过短或严重磨耗,可用高嵌体修复。 ③两只牙齿邻接点缺失,食物易于嵌入者。 ④可用于固定桥的固位体,或可摘局部义 齿的牙合支托沟式的嵌体。
3
禁忌证
①青少年的恒牙和儿童的乳牙,因其髓角 位置高,不宜做嵌体。
(2)邻面:两种预备形式 1) 箱状洞型:用于邻面凸度大,缺损范围小
而深,或容纳附着体的患牙。邻面洞的颊舌壁 应达到自洁区,互相平行或向牙合方外展2°~ 5°,为长方形,或为倒梯形,牙合缘颊舌径大 于龈壁颊舌径,邻面洞的轴壁应与牙合面轴壁
9
平行,无倒凹,与就位道方向一致,可向牙合 方内收2°~5°。龈壁与轴壁垂直。
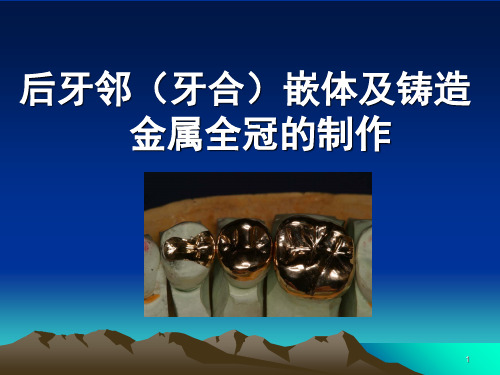
后牙邻(牙合)嵌体及铸造 金属全冠的制作
1
一、后牙邻(牙合)嵌体
嵌体:是一种嵌入牙体内部,用以恢复
第十章 铸造金属全冠

第十章铸造金属全冠一、概述1.全冠(full crown)是用牙科修复材料制作的覆盖全牙冠的修复体。
它是牙体缺损的主要修复形式.2.全冠分类金属全冠(metal full crown)铸造金属全冠、锤造金属全冠、CAD/C AM金属全冠非金属全冠(none-metal full crown)树脂全冠、瓷全冠金属非金属混合全冠:烤瓷熔附金属全冠(PFM全冠)、金属-树脂混合全冠3.金属全冠用合金材料完成的牙冠全覆盖修复体。
4.铸造全冠(casting metal full crown)用牙科合金以铸造方式完成的覆盖整个牙冠的修复体。
常用材料:镍铬合金、钴铬合金、 18-8不锈钢、金合金、银合金、铜合金、钯合金、银钯合金、钛合金等。
二、铸造全冠适应症与禁忌症适应症:1.后牙牙体严重缺损,固位形、抗力形较差。
2.后牙低牙合、邻接不良、牙冠短小、错位牙改形、牙冠折断、半切术后需以修复体恢复正常解剖外形、咬合、邻接及排列关系。
3.固定义齿的固位体。
4.可摘局部义齿基牙的缺损需保护,改形。
5.龋患率高,牙本质过敏严重伴牙体缺损,银汞充填后与对颌牙、邻牙存在异种金属微电流刺激作用引起症状。
禁忌症:1.龋变牙的致龋因素未得到有效控制者2.对金属过敏的患者3.要求不暴露金属的患者4.牙体无足够固位形、抗力形者5.牙体尚无足够的修复空间者三、铸造全冠的设计1.考虑邻牙、对颌牙、可摘义齿所用金属材料种类和接触关系,尽量保护剩余牙体组织,选择合适的合金修复材料,避免异种金属微电流和牙髓刺激问题。
2.牙合龈距离短、牙体小、轴壁缺损大、对颌天然牙、牙合力大、牙周支持组织差者,全冠边缘到龈下,增加固位力。
3.老年患者牙冠长、冠根比例长者,冠边缘设计龈缘以上,适当增加全冠轴面突度,增加与邻牙接触面积。
4.牙冠一侧缺损,牙合面存在高尖陡坡,牙冠短小,有旋转脱位倾向,增加轴沟、箱形或钉洞固位形,减小旋转半径。
另外修平过大牙尖斜面,减小侧向力。
铸造金属全冠(1)PPT课件
牙)
14
全冠种类
15
金属全冠
利用合金成分完成的覆盖全牙冠的修复体
铸造金属全冠:铸造工艺完成的覆盖整个牙冠表面的
金属修复体。
铸造使用金属:金合金、银合金、铜合金、Ni-Cr、
33
全程治疗无痛观念-排龈定义
gingival retraction: Condition in which the gum line recedes away from the tooth causing the root surface to be exposed.为了暴露位于根面的预备体边 缘而使游离龈推离牙体组织的过程。
35
全程治疗无痛观念-排龈目的
备牙前:保护沟内上皮和结合上皮 备牙后:获得预备体龈下肩台清晰准确的印模 粘固前:便于彻底清除粘固剂,隔绝龈沟液对粘固剂
的稀释、避免微隙,减少牙龈炎症
保证印模的准确、清晰,为精确修复提供条件
36
全程治疗无痛观念-排龈方法
机械方法(Mechanical Technique ) 化学法(Chemical Technique) 机械化学法( Chemo-mechanical Technique) 外科手术方法(Surgical Technique)
37
全程治疗无痛观念-机械排龈法
排龈线安放技巧
1. 轻柔 2. 器械头应该略向龈线已经压好的方向 3. 向龈下压龈线时器械必须略倾向牙根的方向 4. 将压龈线的最后重叠段时,器械的用力方向为直接
对着已经压入的龈线
38
全程治疗无痛观念-化学排龈法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二节 铸造全冠的设计
设计原则:
1、功能与形态的恢复 2、保护组织健康 3、修复体的固位形和抗力形 4、美观
18
一.正确恢复形态及功能
1. 轴面形态: 1)颊舌面轴面凸度:维持适当的轴面凸度对于维护牙周组织有重要意义: ①维持牙龈张力 ②保证食物对牙龈有一定的生理刺激 ③便于患者自洁
19
2)邻接关系: ① 邻接区:维持正常的邻接区紧密接触可防止食物嵌塞,同时使邻牙相互支
固位形:我们将基牙预备成一定的几何形状,限制人造冠的运动方向,只 允许其在固定的方向就位与脱位
37
聚合度的重要性:2°~5°
38
② 摩擦力 影响因素: a.接触面积 b.表面粗糙程度 c.自锁作用(密合度)
4
全冠
指覆盖在整个牙体表面的帽状修复体。 包括种植体冠部,桩核冠部。
5
金属全冠
1、定义:覆盖整个牙体(种植体冠部&桩核冠部)表面的金属修复体。包括铸 造全冠,锤造全冠,CAD/CAM机械加工金属全冠。
6
金属全冠 Metal Crown
2、制作过程: 1)判断适应证与禁忌证 2)设计 3)牙体预备 4)取模 5)制作 6)试戴与粘接
持。
20
① 外展隙(embrasure):环绕邻接区,向四周站外的空 隙。唇颊/舌/牙合外展隙。预留足够的外展隙有利于食 物的排溢。
② 邻间隙(interpoximate space):邻接区牙龈方的外 展隙,修复时应注意保护此区的牙龈组织。
21
2. 咬合面形态 形成适当的咬合面形态,根据患者年 龄、对颌牙、余留牙、基牙牙周、 基牙牙冠状况选择合适的尖窝沟嵴
铸造金属全冠
四川大学华西口腔医院修复科
1
冠 Crown
是覆盖在牙体表面的帽状修复体 恢复功能和美观
2
1、分类
1)面积:①部分冠 ②全冠 ③半冠 2)制作方法:①锤造 ②铸造 ③CAD/CAM 3)材料:①金属 ②非金属:树脂、陶瓷 ③联合:金瓷、金属--树脂
3
2、特点
1)覆盖面积大 2)固位力好 3)切割牙体组织表浅,对牙髓刺激性小
25
3. 当基牙为活髓牙时,备牙应注意保护牙髓: ①局麻下预备 ②使用高速手机,一次性完成操作 ③熟悉牙髓位置,避免穿髓 ④完成取模后,应采用暂冠保护
26
二)修复体应保护组织健康
1. 保护剩余牙体硬组织 ①预备时应去净龋坏组织,去除无基釉, 磨除过锐过陡牙尖 ②预备时应尽量少切割牙体组织 ③修复体边缘线应该尽量短,并扩展到自 洁区
31
2)边缘形态
①刃状缘 Blade
• ②肩台shoulder:垂直肩台/带斜面的肩台
32
③凹槽形chamfer:直角凹槽、带斜面的凹槽形、深凹槽形(deep chamfer)
33
3)边缘适合性(密合程度)
包括边缘间隙和边缘浮升量 1)边缘间隙:指全冠边缘到牙体预备颈缘的水平距离,即粘
接介质的厚度。 2)边缘浮升量:指全冠边缘到牙体预备颈缘的垂直距离,代
22
咬合面的要求
①与对颌牙具有良好的咬合 ②所有颌位关系都不能有障碍
正中牙合 侧向牙合 前伸牙合
23
③后牙受力处(中央窝与功能尖接触的位置)应平行于牙长轴 ④根据牙周状况适当的恢复咬合功能
24
二.保护组织健康
一)牙体预备时的注意事项 1. 预备时应注意保护邻牙接触区 2. 预备时应注意保护牙龈及周围软组织
种金属者 PS:后牙咬合过紧者或者牙冠固位力不足者也只能行金属全冠修复
15
B、禁忌证
1、前牙或对美观要求高者 2、对金属材料过敏者 3、剩余牙体无足够的组织预备
固位形与抗力形 4、活髓状态下,牙体无足够的修复体空间者
16
5、颈部龋变率高,同时致龋因素尚未得到有效的控制者 6、后牙髓角、髓腔过高,畸形中央尖者且无牙髓治疗计划 7、已有明显牙髓病变或者根尖周病变但又未行RCT的患者
10
3、铬基合金
包括钴铬合金和镍铬合金 1)熔点高,硬度高,抗腐蚀 2)边缘易氧化发黑,影响美观 3)生物相容性欠佳——临床要求:Cr≤0.05%,因其有致癌
性
11
4、钯
半贵金属 其危害次于贱金属
12
二、适应范围 A、相对适应证 Indication
1、后牙牙体严重缺损,致固位形、抗力 性差,不能用嵌体或部分冠修复者
7
第一节 材料和适应范围
一、材料 1、金合金 2、钛及钛合金 3、铬基合金 4、钯
8
1、金合金
1)切割牙体组织少,对牙髓刺激小 2)对对颌牙磨耗小 3)延展性好,适合性好 4)对牙周组织的生物相容性好 5)高强度,耐磨,耐腐蚀性好
9
2、钛及钛合金
1)生物相容性好 2)比金合金强度高 3)化学性能稳定抗腐蚀 4)易氧化,熔点高,工艺复杂,铸造较复杂
27
PS:活髓牙应同时注意保护牙髓: ①备牙后暂冠保护 ②选择材料避免口内有不同金属 ③修复体边缘应该密合
28
2.对软组织的保护
29
1)全冠龈边缘的位置:曾经的分为三派
①修复体龈边缘位于 龈缘上2mm处 ②和龈缘平齐
③位于龈沟0.5mm处
龈沟
上皮附着 生物学宽 度
嵴上结缔组织附着
30
随着技工制作技术的提高,现今该方面的诸多文献中多数提到,只要保证了 全冠修复体的制作精度(预备、印模、制作),龈缘位于龈沟内0.5~1mm 处,较龈上边缘具有更好的密合性和对牙体的保护作用
表全冠的就位程度。 *临床一般控制在120μm内(边缘间隙)
34
边缘密合性的意义: ①维护牙龈健康 ②避免继发龋 ③避免粘接剂被体液侵蚀,长期会导致冠脱落
35
三)铸造全冠的固位力设计
1)固位力来源: ①静态的机械摩擦力 ②动态的约束力 ③物理的粘固力合化学的粘结力
36
① 约束力binding force: 限制物体某些运动的条件成为约束 约束加给被约束物体的力称为约束力
2、后牙牙冠位置与形态异常,需恢复者 3、后牙咬合偏低、邻接位置不良时
13
4、后牙固定局部义齿的全冠固位体 5、用作RPD的基牙,但固位倒凹不足需改形或基牙需保护者 6、牙周夹板固定的固位体
14
7、后牙隐裂,牙髓活力未见异常或已作牙髓治疗者 8、龋变率高、牙本质过敏、汞合金充填后的活髓牙且与对颌牙或邻牙存在异