始极片加工自动生产线的自动送棒装置设计与研究
全自动光纤预制棒生产设备的设计与优化

全自动光纤预制棒生产设备的设计与优化摘要:光纤通信作为现代通信技术的重要组成部分,对光纤预制棒的需求量不断增加。
本文分析了光纤预制棒生产过程中的主要问题,并设计了一套全自动光纤预制棒生产设备,通过优化设备的各个环节,提高了生产效率和产品质量。
关键词:光纤预制棒、全自动、生产设备、设计、优化1. 引言光纤通信是现代通信技术的重要组成部分,而光纤预制棒则是光纤通信的基础材料。
随着光纤通信的广泛应用,对光纤预制棒的需求量不断增加。
然而,目前市场上的光纤预制棒生产设备存在一些问题,如手工操作多、生产效率低下、产品质量不稳定等。
因此,设计一套全自动的光纤预制棒生产设备,优化生产流程,提高生产效率和产品质量,具有重要的意义。
2. 光纤预制棒生产过程中存在的问题在光纤预制棒生产过程中,存在以下几个主要问题:2.1 手工操作多传统的光纤预制棒生产方法多为手工操作,人工劳动强度大,容易引入人为误差,而且效率低下,无法满足大规模生产需求。
2.2 生产效率低下手工操作的光纤预制棒生产方法生产效率低,无法满足大规模生产的需求。
随着光纤通信市场的快速发展,对光纤预制棒的需求量不断增加,因此提高生产效率是非常关键的。
2.3 产品质量不稳定由于手工操作存在操作误差,产品质量难以保证。
在光纤通信领域,产品质量是至关重要的,稳定的产品质量可以保证通信稳定性和可靠性。
3. 设计全自动光纤预制棒生产设备的原则为了解决上述问题,设计一套全自动光纤预制棒生产设备应遵循以下原则:3.1 自动化程度高全自动光纤预制棒生产设备应该尽可能实现自动化操作,减少手工操作的介入,从而提高生产效率,并保证产品质量的稳定性。
3.2 操作简单、易于维护全自动光纤预制棒生产设备的操作应简单易懂,减少操作人员的培训成本,且设备的维护保养应方便快捷,减少停机时间,提高设备的利用率。
3.3 系统稳定可靠全自动光纤预制棒生产设备应具有稳定可靠的性能,能够长时间稳定运行,并具备故障自动诊断和修复的功能,降低设备故障停机时间,提高设备的生产效率。
一种热剪自动送棒装置

专利名称:一种热剪自动送棒装置专利类型:实用新型专利
发明人:邱德芹
申请号:CN202122257747.3
申请日:20210917
公开号:CN215615481U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种热剪自动送棒装置,包括框架,所述框架的右侧端安装有电机且电机的顶端安装有螺杆,所述螺杆的外侧壁上螺纹连接有螺杆套所述螺杆套的底端固定连接有连接杆且连接杆的底端固定连接有内块,所述内块的表面滑动连接有滑槽座且滑槽座的顶端左右两侧均固定连接有连接板,所述螺杆套的顶端安装支撑柱,所述支撑柱的顶端安装有固定组件且固定组件包括限位槽座、电动推杆、顶板、导轨和滑块,本实用新型能将铝棒固定,让运输变得更加稳定,而且操作简单。
申请人:佛山市亚欧机械科技有限公司
地址:528299 广东省佛山市南海区狮山镇塘联东风路八号之一A1车间6号
国籍:CN
代理机构:重庆卓茂专利代理事务所(普通合伙)
代理人:许冲
更多信息请下载全文后查看。
大极板始极片机组排板装置及其改进

P l a t e Ar r a n g e me n t De v i c e o f La r g e Pl a t e S t a r t i n g S h e e t Ma c h i n e S e t a n d i t s I mp r o v e me n t
组 的生 产能 力. 可 以满足 6 0 0块 / h的 生 产 需 求 。
[ 关键 置 ; 拔板; 等 间距 排 列 ; 动 作 时序
中 图 分类 号 : T F 3 5 1 文 献标 识 码 : B 文章编号 : 1 0 0 4 — 4 3 4 5 ( 2 0 1 4 ) 0 2 — 0 0 2 4 — 0 2
o f a c t i o n
改进 。 改进 前 的 大 极 板 始极 片机 组 排 板 装 置 采取 了与 进 口机 组 类似 的 结构 , 基 本 满 足机 组 自动 化 作 业 的 要 求, 机组 生 产能 力达到 3 8 0块/ h 。通 过 对排 板 装 置结构 的 改进 . 缩短 了提 升拨 板 工序 的工作 时间, 提 高 了机
Ke y wo r d s l a r g e p l a t e s t a r t i n g s h e e t ma c h i n e s e t ; p l a t e a ra n g e me n t d e v i c e ; s wi t c h p l a t e ; e q u i s p a c e d a r r a n g e me n t ; t i me s e q u e n c e
Ab s t r a c t I n o r d e r t o ma k e s u i t a b l e f o r e l e c t r o l y s i s p r o c e s s a n d i n c r e a s e p r o d u c t i o n c a p a c i t y o f i f r s t g e n e r a t i o n d o me s t i c l a r g e p l a t e s t a r t i n g s h e e t ma c h i n e s e t ,t h e p l a t e a r r a n g e me n t d e v i c e n e e d s t o b e i mp r o v e d . P l a t e a r r a n g e me n t d e v i c e o f l a r g e p l a t e s t a r t i n g s h e e t ma c h i n e s e t a d o p t s s t r u c t u r e s i mi l a r t o i mp o s e d ma c h i n e s e t b e f o r e i mp r o v e me n t , wh i c h c a n b a s i c a l l y me e t t h e r e q u i r e me n t o f a u t o ma t i c o p e r a t i o n o f ma c h i n e s e t ,a n d t h e c a p a c i t y o f ma c h i n e s e t c a n r e a c h 3 8 0 p i e c e / h . T h r o u g h i mp r o v e me n t o f s t r u c t u r e o f p l a t e a ra n g e me n t d e v i c e , wo r k i n g t i me o f s wi t c h p l a t e h o i s t i n g c a n b e s h o te r n e d a n d p r o d u c t i o n c a p a c i t y o f ma c h i n e s e t c a n b e i mp r o v e d , w h i c h c a n me e t t h e p r o d u c t i o n r e q u i r e me n t o f 6 0 0 p i e c e / h . ‘
优化铜电解始极片机组方案
优化铜电解始极片机组方案发布时间:2023-01-16T05:45:12.735Z 来源:《科学与技术》2022年第16期8月作者:赵昌辉[导读] 垣曲冶炼厂电解车间7.6万t电解生产系统中有一套江西华正新技术有限公司制造的始极片加工机组,它的理论生产能力为500片/小时,功能为自动送料、自动切边、矫直、压纹、钉耳、穿棒、组装、排板。
赵昌辉山西北方铜业有限公司垣曲冶炼厂山西垣曲 043700摘要:垣曲冶炼厂电解车间7.6万t电解生产系统中有一套江西华正新技术有限公司制造的始极片加工机组,它的理论生产能力为500片/小时,功能为自动送料、自动切边、矫直、压纹、钉耳、穿棒、组装、排板。
但经过多年运行发现,他的实际生产能力为400片/小时,为此提出优化方案,提升始极片加工机组效率。
关键词:始极片机组;翻板,储板,排板,优化北方铜业垣曲冶炼厂电解车间于1988年5月投入生产,年设计产量为8000t,随着生产规模的不断扩大、改造,目前拥有三个生产系统,分别为1.8万t生产系统、2.7万t生产系统、7.6万t生产系统。
在扩建7.6万t生产系统前,1.8万t、2.7万t生产系统始极片为人工装订,工序为:剪板机切边—人工送料—压纹矫直、压纹—人工钉耳—人工拍片—人工穿棒—人工排板。
为此,在7.6万t生产系统投入始极片机组时,计划由一套机组供应三个生产系统始极片,并在储板输送机工位留有旁路,以便采用机械装置将始极片取出供其他生产系统。
但在实际生产中,该工位一直未使用,原因为7.6万t生产系统每天需4332块始级片,机组正常情况下需加工11个小时,遇到故障时,耗时会更长,这样会影响三个系统生产;加之考虑始极片运输成本、安全性;其他生产系统工人工作量、工作时间等等。
该始极片机组一直只供7.6万t生产系统,其他生产系统继续使用人工装订。
因设计初衷与实际使用不符,为此,我们对始极片机组翻板运输机、储板运输机、排板运输机进行研究并提出优化方案,以此来降低机组故障率,提高机组效率。
一种镍始极片的自动穿棒装置[实用新型专利]
![一种镍始极片的自动穿棒装置[实用新型专利]](https://img.taocdn.com/s3/m/f5145faa50e79b89680203d8ce2f0066f53364c7.png)
(10)授权公告号(45)授权公告日 (21)申请号 201420828479.3(22)申请日 2014.12.24C25C 7/02(2006.01)C25C 1/08(2006.01)(73)专利权人昆明理工大学地址650093 云南省昆明市五华区学府路253号专利权人金川集团股份有限公司(72)发明人孙东明 童切 朱纪念 苏兰伍徐军章 孙渊君 吴琼 王得祥允泽清(54)实用新型名称一种镍始极片的自动穿棒装置(57)摘要本实用新型涉及一种镍始极片的自动穿棒装置,属于冶金机械技术领域。
本实用新型包括上吸盘装置、下吸盘装置、过渡托轮装置、导电棒定位装置、基础架;下吸盘装置安装在基础架下部,上吸盘装置安装在基础架上部,过渡托轮装置安装在基础架下部位于下吸盘装置旁部,导电棒定位装置安装在基础架下部位于下吸盘装置旁部。
本实用新型能使镍始极片吊耳内侧产生空隙,从而实现自动穿棒;能减小工人的劳动强度,减少工件人为损坏,具有较好的适用性;采用气压驱动和夹紧,工作运行安全可靠,吊耳受力均匀平稳,能提高工作效率,符合自动化生产的要求。
(51)Int.Cl.(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书1页 说明书2页 附图1页(10)授权公告号CN 204370010 U (45)授权公告日2015.06.03C N 204370010U1.一种镍始极片的自动穿棒装置,其特征在于:包括上吸盘装置、下吸盘装置、过渡托轮装置、导电棒定位装置、基础架(7);下吸盘装置安装在基础架(7)下部,上吸盘装置安装在基础架(7)上部,过渡托轮装置安装在基础架(7)下部位于下吸盘装置旁部,导电棒定位装置安装在基础架(7)下部位于下吸盘装置旁部,下吸盘装置包括气缸Ⅰ(1)、导向装置Ⅰ(2)、缸体Ⅰ(3)、高度调节器Ⅰ(5)、真空吸盘Ⅰ(6);导向装置Ⅰ(2)安装在基础架(7)下部并与气缸Ⅰ(1)连接,缸体Ⅰ(3)安装在导向装置Ⅰ(2)上,高度调节器Ⅰ(5)安装在缸体Ⅰ(3)上,真空吸盘Ⅰ(6)与高度调节器Ⅰ(5)连接,上吸盘装置包括气缸Ⅱ(8)、导向装置Ⅱ(9)、缸体Ⅱ(10)、高度调节器Ⅱ(11)、真空吸盘Ⅱ(12);气缸Ⅱ(8)一端安装在基础架(7)上部,导向装置Ⅱ(9)一端安装在基础架(7)上部并与气缸Ⅱ(8)另一端连接,缸体Ⅱ(10)安装在导向装置Ⅱ(9)另一端,高度调节器Ⅱ(11)安装在缸体Ⅱ(10)上,真空吸盘Ⅱ(12)与高度调节器Ⅱ(11)连接,过渡托轮装置包括托轮(13)、过渡托轮架(14);过渡托轮架(14)安装在基础架(7)下部位于下吸盘装置旁部,托轮(13)安装在过渡托轮架(14)上,导电棒定位装置包括电棒定位板(4)、支架(15);支架(15)安装在基础架(7)下部位于下吸盘装置旁部,电棒定位板(4)安装在支架(15)上。
始极片加工制备机组[实用新型专利]
![始极片加工制备机组[实用新型专利]](https://img.taocdn.com/s3/m/3ab81569bf23482fb4daa58da0116c175f0e1ec5.png)
[19]中华人民共和国国家知识产权局[12]实用新型专利说明书[11]授权公告号CN 2568674Y [45]授权公告日2003年8月27日[21]ZL 专利号02276335.X [21]申请号02276335.X[22]申请日2002.08.29[73]专利权人昆明理工大学地址650031云南省昆明市学府路253号共同专利权人云南铜业股份有限公司[72]设计人马骏骑 旷长光 袁子荣 季庸惠 任新民管前新 吴张永 杨用 [74]专利代理机构云南协立专利事务所代理人旃习涵 程韵波[51]Int.CI 7C25C 7/02权利要求书 2 页 说明书 7 页 附图 6 页[54]实用新型名称始极片加工制备机组[57]摘要本实用新型涉及一种始极片加工制备机械设备,其包括矫平压纹机、送料机构、冲铆机、翻片机以及传动和控制系统。
经矫平压纹的种板由送料机构送入冲铆机,送料机构是一行程倍增机构;冲铆机为三梁四柱结构,其上安装五个液压油缸,完成种板和吊耳的冲铆;翻片机将制备好的始极片翻转并推出。
该机组能自动完成种板的矫平、压纹,种板、吊耳、导电棒三者的定位与输送,冲铆、翻片等过程,工作可靠,劳动强度低,生产率高,加工质量好。
02276335.X权 利 要 求 书第1/2页 1.始极片加工制备机组包括矫平压纹机、送料机构、冲铆机、翻片机以及液压传动和电气控制系统,其特征是:1).矫平压纹机由一对送料粗矫辊(1-1)、七个精矫辊(1-2)、一对压纹辊(1-3)、两对整形辊(1-4)、一对送出辊(1-5)、以及压下丝杆(1-6)、弹簧(1-7)、电动机(1-8)、链条链轮(1-9)、受料平台(1-10)、支承板(1-11)、支架(6)、齿轮(9)组成,所有辊子都安装在两侧支承板上,下辊固定,上辊的位置可通过压下丝杆和弹簧进行调整,送料粗矫辊、压纹辊、整形辊和送出辊的上下辊对正,七个精矫辊上下交错排列,两个电动机固定在支架底部,通过链条链轮分别驱动送料粗矫辊、精矫辊、压纹辊、整形辊和送出辊的下辊转动,上下辊的另一端安装有一对相互啮合的齿轮,当下辊转动时,通过齿轮传动使上述四组辊的上辊反向转动,上排的三个精矫辊可自由转动,压纹辊表面有梯形沟槽和凸缘,且凸凹相间,各辊缝大小采用压下丝杆和弹簧进行调整,2).双液压油缸驱动的送料机构包括一个固定的双活塞杆油缸(2 -1)、齿轮(2-2)、上齿条(2-3)、下齿条(2-4)、送料架(2-5)、前棘爪(2-6)、固定爪(2-7)、后棘爪(2-8),两套送料机构分别安装在工作台(5)的两侧,通过连接槽钢(11)将其联为一体,液压油缸活塞杆前端与可转动的齿轮铰接,液压油缸固定在支架(8)上,上齿条固定在送料架上,下齿条固定在支架(7)上,齿轮与上下齿条同时啮合。
一种始极片自动排板机[实用新型专利]
![一种始极片自动排板机[实用新型专利]](https://img.taocdn.com/s3/m/6659dde9b52acfc788ebc98d.png)
专利名称:一种始极片自动排板机
专利类型:实用新型专利
发明人:吴鹏云,何文波,李萍奎,阮建军,胡广平,李天刚,黄丽君
申请号:CN201821113639.0
申请日:20180713
公开号:CN208791790U
公开日:
20190426
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种始极片自动排板机,包括机架,机架的一端两侧设有两个前端链轮,机架的另一端两侧设有两个后端链轮且位于机架同一侧的前端链轮与后端链轮之间安装有排板链条,排板链条的每一个链板上均设有始极片导电棒勾挡凸起,排板链条连接有驱动装置,机架安装有前端链轮的一端顶部设有接近开关,机架安装有后端链轮的一端还连接有受板装置,受板装置包括槽钢框架,槽钢框架的一端与机架铰接,槽钢框架的另一端底部竖直设有支撑气缸,槽钢框架的两侧安装有两套始极片导向装置。
本实用新型从始极片放置到受板装置上到整槽始极片排布完成,无需人工干预,能有效降低工人排板和单片下槽的工作量和劳动强度,大大提高了工作效率。
申请人:金川集团股份有限公司
地址:737103 甘肃省金昌市金川路98号
国籍:CN
代理机构:甘肃省知识产权事务中心
代理人:尚鹏
更多信息请下载全文后查看。
豫光金铅集团始极片制造联动线机组改进实践
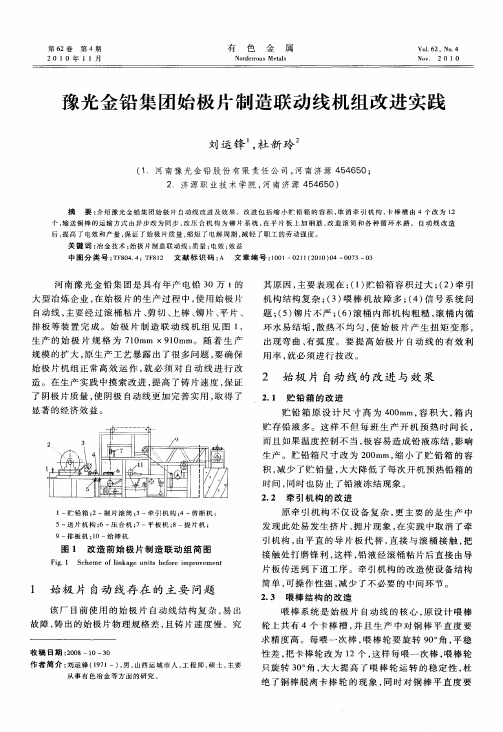
2 始 极 片 自动 线 的 改 进 与 效 果
2 1 贮 铅 箱 的 改 进 .
显著 的经济 效益 。
贮铅 箱 原 设 计 尺 寸 高 为 4 0 0 mm, 积 大 , 内 容 箱 贮存 铅液 多 。这样 不 但 每 班 生 产 开机 预 热 时 间 长 , 而且 如果 温度控 制 不 当 , 极容 易造 成铅 液冻结 , 响 影
从 事 有 色 冶 金 等 方 面的 研 究 。
简单 , 操 作性 强 , 少 了不 必要 的 中间环节 。 可 减 2 3 喂 棒 结 构 的 改 造 . 喂 棒 系 统 是 始 极 片 自动 线 的 核 心 , 设 计 喂 棒 原 轮 上 共 有 4个 卡 棒 槽 , 且 生 产 中对 铜 棒 平 直 度 要 并
该 厂 目前 使 用 的始极 片 自动 线 结构 复 杂 , 出 易
故 障 , 出的始极 片物 理规 格差 , 铸 片速度 慢 。究 铸 且
收 稿 日期 :0 8—1 3 20 0— 0 作者简介 : 刘运锋 (9 1一) 男 , 17 , 山西运城 市人 , 工程 师, 硕士 , 主要
第 6 2卷
第 4期
有 色
金 属
Vo . 2 . 16 NO 4 . NO . 2 0 1 0 V
20 10年 1 1月
No fF O S M ea s n e F U tl
豫 光 金铅 集 团始 极 片制 造 联 动 线 机 组 改 进 实 践
刘运 锋 杜 新 玲 ,
求 精度 高 。每 喂Байду номын сангаас次 棒 , 棒 轮要 旋 转 9 。 , 喂 O 角 平稳
性 差 , 卡 棒轮 改为 1 把 2个 , 样 每 喂 一 次 棒 , 棒 轮 这 喂
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
始极片加工自动生产线的自动送棒装置
设计与研究
顾毅*
吴张永 王强 刘海昌
(昆明理工大学流体控制工程研究所 昆明 650093)
摘 要: 本文针对铜电解始极片(阴极板)加工自动生产线的需要,根据生产节拍研究设计了导电棒给棒装置,经生产实践验证,满足了实际要求。
关键词: 始极片; 自动送棒;生产线
0 引言
在始极片加工自动生产线上,给棒装置的功能是将经矫直、 清刷处理过的截面为方形的导电棒,以每8秒一根的节拍与种板、吊耳同时送入冲铆工位, 以实现种板、吊耳、导电棒的装配工序。
整个导电棒供给装置由棒箱、提升机构、滑道及取棒盘等几部分组成,如图1所示。
经矫直、清刷处理过的导电棒放入棒箱内。
棒箱倾斜使导电棒逐渐滑入链式提升机上,衔棒链条上行时,将棒箱内贴近链条的导电棒松动并理直。
由于衔棒链条的棒槽间距尺寸比导电棒断面尺寸大mm 4~3。
因此,导电棒可自由进入或脱出棒槽的空间,导电棒由衔棒链条带动上移,经上面链轮转向后自行脱出进入倾斜滑道,在滑道的底端,带槽取棒盘按节拍周期地将导电棒送到装配线上实现自动给棒。
2 给棒装置的设计
2.1 棒箱
棒箱设计的容量为800~600根导电棒,棒箱的倾角α1为°45~0,由小振幅举升油缸振动举升实现小幅度的振动,可把棒箱内的导电棒松动滑入提升机上,有利于链式提升机理直、提升输送。
图1 导电棒供给装置简图
2.2 提升机
导电棒提升机采用倾斜链式提升机构设置在棒箱的前侧,其倾角α2为°70~68,链上有刮棒齿槽,便于储棒提升,提升机的驱动装置采用液压马达以满足其低速频繁启动制动的要求。
2.3 滑道
为防止较大的冲击,滑道分为两段,上段需要顺畅下滑,下段为缓冲下滑。
因此,滑道上段的倾角α3为°75,下段倾角α4为°45~30。
在倾斜滑道的适当位置上安装有两个光电开关,当滑道上的导电棒排列到上限高度遮住了光线时,其发出的信号控制液压马达停止,当滑道上的导电棒下降到下限高度时,使光电开关发出信号控制液压马达启动,将导电棒送入滑道内。
2.4 取棒盘
取棒盘上开有一个槽(也可以开两个对称槽),取棒盘每隔8秒翻转一次,自动完成撮棒和放棒过程,其往复翻转动作是通过液压缸带动齿条、齿轮及链轮并带动取棒盘而实现的。
使用油缸驱动的好处是取棒盘转角定位准确可靠,运行平稳。
2.5 液压系统设计
给棒装置的液压系统由棒箱举升回路、提升机回路和取棒盘回路组成,如图2所示。
(1)给棒装置采用PLC 可编程序控制器与液压传动控制系统结合,实现全自动给棒,简化了控制系统,提高了自动化程度。
(2)采用齿条油缸推动齿轮的回转运动,使给棒盘的间歇运动回转角度更准确、可靠。
(3)提升机的提升运动采用油马达,使提升速度调整与控制较为方便,同时使频繁间歇起停动作特性更好。
(4)采用小振幅振动举升油缸举升实现棒箱的小幅度振动,有利于链式提升机提升输送。
参考文献
[1]. 有色金属冶炼设备编委会编,有色金属冶炼设备(第三卷),北京:冶金工业出版社,1994.5。
[2]. 煤炭工业部等编,《液压传动设计手册》,上海:上海科学技术出版社,1981.10.7-12,46-80. 作者介绍: 顾 毅,男,1978年生,机械制造及自动化,硕士生。