焊接符号-ASME3
ASME标准中文版

A S M E标准中文版(共3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--ASME标准中文版ASME 管法兰用环连接式.螺旋缠绕式及夹套式金属垫片ASME 管法兰用非金属平垫片ASME SECTION-I ASME锅炉及压力容器规范第Ⅰ卷动力锅炉建造规范2004版+05+06增补ASME SECTION-II A ASME锅炉及压力容器规范第Ⅱ卷 A篇铁基材料2004版+05+06增补ASME SECTION-II B ASME锅炉及压力容器规范第Ⅱ卷 B篇非铁基材料2004版+05+06增补ASME SECTION-II C ASME锅炉及压力容器规范第Ⅱ卷C篇焊条焊丝及填充材料2004版+05+06增补ASME SECTION-II D ASME锅炉及压力容器规范第Ⅱ卷 D篇材料性能2004版+05+06增补ASME SECTION-IV ASME锅炉及压力容器规范第Ⅳ卷采暖锅炉建造规范2004版+05+06增补ASME SECTION-V ASME锅炉及压力容器规范第Ⅴ卷无损检测2004版+05+06增补ASME SECTION-III NB 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NB分卷一级设备ASME SECTION-III NC 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NC分卷二级设备ASME SECTION-III NCA ASME规范Ⅲ卷(89版) 核动力设备建造规则NCA卷一册与第二册之总要求ASME SECTION-III ND 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册ND分卷三级设备ASME SECTION-III NF 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NF分卷设备支承结构ASME SECTION-IX ASME锅炉及压力容器规范第Ⅸ卷焊接及钎焊评定标准2004版+05+06增补ASME SECTION-VI ASME锅炉及压力容器规范第Ⅵ卷采暖锅炉维护和运行推荐规则2004版+05+06增补ASME SECTION-VII ASME锅炉及压力容器规范第Ⅶ卷动力锅炉维护推荐导则 05年版ASME SECTION-VIII-1 ASME锅炉及压力容器规范第Ⅷ卷1压力容器建造规则2004版+05+06增补ASME SECTION-VIII-2 ASME锅炉及压力容器规范第Ⅷ卷2压力容器另一规则2004版+05+06增补ASME SECTION-VIII-3 ASME锅炉及压力容器规范第Ⅷ卷3高压容器建造另一规则2004版+05+06增补ASME SECTION-XII ASME锅炉及压力容器规范第Ⅻ卷运输罐的建造和连续使用规则2004版+05+06增补CODE CASES 规范案例 2004年版TCED 41001-2000 ASME 压力容器规范实施导则ASME 版动力管道ASME 版工艺管道ASME规范压力管道及管件B31、B16系列标准(上册)含5个标准版液态烃和其他液体管线输送系统(R1994) 制冷管道版输气和配气管道系统版建筑管道规范(R1998)版浆液输送管道系统ASME B31G-1991版确定已腐蚀管线剩余强度的手册(对ASME B31压力管道规范的补充文件)ASME规范压力管道及管件B31、B16系列标准(下册)含10个标准版铸铁管法兰和法兰管件(25、125和250磅级)版可锻铸铁螺纹管件(150和300磅级)版灰铸铁螺纹管件(125和250磅级)版工厂制造的锻钢对焊管件版阀门的面至面和端至端尺寸版承插焊式和螺纹式锻造管件版钢铁管螺纹管堵、内外螺丝和锁紧螺母版锻轧钢制对接焊小弯头半径弯头和180度弯头版方头及六角头螺栓和螺钉PTC25-1994 压力泄放装置性能试验规范ASME 版统一英制螺纹(16开中文版)ASME (R2001)版螺纹尺寸验收的检测体系—英寸和米制螺纹(UN、UNR、UNJ、M和MJ) ASME 版爱克母(ACME)螺纹ANSI/ASME (R2001)版螺纹的术语、定义和字母符号ASME (R1994)版矮牙爱克母螺纹ASME (R1998)版 5级过盈配合螺纹ASME 版 M形米制螺纹ANSI/ASME 版通用管螺纹ASME 版干密封管螺纹(英制)ASME 版干密封管螺纹的检测(英制)ASME 版软管接头螺纹(英制)ASME (R1999)版米制尺寸产品通用公差ASME 版管法兰和法兰管件ASME 版工厂制造的锻轧制对焊管配件ASME (R2003)版阀门的面对面和端至端的尺寸ASME 承插焊式和螺纹式锻造管件ASME (R1994)版铸青铜螺纹管配件(125和250磅级)ASME (R1994)版铸铜合金钎焊接头受压管配件ASME 版管道法兰用环垫式、螺旋缠绕式和夹层式金属垫片ASME 版管法兰用非金属平垫片ASME 版锻压铜和铜合金钎焊连接压力管配件ASME 版铸铜合金管法兰和法兰连接管配件ASME 版对焊端部ASME 版压力在125psi以下燃气系统用手动金属制燃气阀门(规格从NPS1/2至NPS2) ASME 版法兰、螺纹和焊接端连接的阀门ASME 版孔板法兰(ASME (R1994)版气体分配用大金属阀ASME 版可锻铸铁螺纹端管套节150、250和300磅级ASME (R1994)版气体分配系统中手动热塑切断器和阀门ASME 版球墨铸铁管法兰和法兰连接管配件ASME 版室内管道系统用手动操作金属气阀ASME 版大直径管钢制法兰(NPS 26~NPS 60)ASME 版钢制管线盲板ASME (R2003)版锻制吊环螺栓ASME 版方螺母和六角螺母(英制系列)ASME BM-2005版米制成型加工六角头螺钉ASME B18系列标准合订本含25个标准,也可以单个标准订购BM-1999版米制六角头螺钉BM-79(R1995)版米制成型加工六角头螺钉BM-79(R2001)版米制大六角头螺钉BM-2001版米制六角头法兰面螺钉BM-79(R2001)版米制六角头螺栓BM-79(R2001)版米制厚六角头螺栓BM-79(R2001)版米制大六角头结构螺栓BM-81(R1999)版米制六角头尖端阻滞螺钉BM-2001版米制大六角头法兰面螺钉BM-1996版方头螺栓(米制系列)BM-2002版米制六角螺母-类型1BM-2005版米制六角螺母-类型2BM-79(R2001)版米制六角开槽螺母BM-82(R1999)版米制六角法兰面螺母BM-79(R1998)版米制六角形压紧螺母BM-79(R1998)版米制厚六角形螺母(R1998)版圆头螺栓(英制系列)BM-1996 (R2001) 米制圆头短方颈螺栓BM-82(R2000) 米制圆头方颈螺栓BM-90(R1998)版大圆头方颈螺栓版农用防松螺栓(英制系列)(R2000)版轨道螺栓和螺母版螺钉和垫圈组件-版有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的力学和性能要求版有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的扭转拉伸试验要求ASME 版螺旋盘绕螺纹内插件—自由旋入和螺钉锁紧(英制系列)ASME 版液态烃和其他液体管线输送系统ASME 版输气管道的管理系统完整性ASME 版建筑管道规范ASME 版焊接和无缝轧制钢管ASME 版不锈钢钢管ASME 版表面结构特征(表面粗糙度、波浪度及形态)ASME 版化学流程用卧式轴向吸入离心泵技术规范ASME (R1999)版化学过程用立式管道离心泵技术规范ASME 版螺柱、螺钉和管道提取器:安全要求ISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编。
焊接符号及识图培训讲义
焊接符号及识图培训讲义一、焊接符号介绍1.1 焊接符号的作用焊接符号是用来表示焊接工艺和焊接要求的一种图形化标示方法。
通过焊接符号,可以清晰地表达焊缝的形式、尺寸、质量要求以及焊接工艺。
焊接符号广泛应用于工程制图、焊接工艺规程和产品标准中。
1.2 焊接符号的分类根据ASME标准,焊接符号分为两大类:一类是表示焊接缝的符号,另一类是表示焊接工艺的符号。
1.2.1 表示焊接缝的符号表示焊接缝的符号主要包括直线型焊接缝符号、间隔型焊接缝符号、角焊缝符号和T型焊缝符号等。
1.2.2 表示焊接工艺的符号表示焊接工艺的符号包括焊接方法、填充金属、气体保护和焊接位置等。
1.3 焊接符号的常用规范常用的焊接符号规范主要包括ASME、ISO、GB和AWS等。
在不同的国家和地区,可能会有所不同,需要根据具体情况选择相应的规范。
二、焊接符号的识图方法2.1 焊缝表示方法(1) 直线型焊接缝符号直线型焊接缝符号用于表示直线焊接缝,通常在连接的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
(2) 间隔型焊接缝符号间隔型焊接缝符号用于表示具有间隔的焊接缝,通常在两条平行的直线之间画上交替的短、长横线,中间标注焊缝的尺寸和质量要求。
(3) 角焊缝符号角焊缝符号用于表示角焊缝,通常在两条相交的直线的交点处画上一个小角标,中间标注焊缝的尺寸和质量要求。
(4) T型焊缝符号T型焊缝符号用于表示T型焊缝,通常在T型焊缝的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
2.2 焊接工艺表示方法(1) 焊接方法表示焊接方法的符号一般在连接的两侧画上相应的符号,如SMAW(手工电弧焊)、GTAW(氩弧焊)、GMAW(气体保护焊)、SAW(埋弧焊)等。
(2) 填充金属表示填充金属的符号一般在连接的两侧画上相应的符号,如E7018(焊条)、ER70S-6(焊丝)等。
(3) 气体保护表示气体保护的符号一般在连接的两侧画上有关的符号,如Ar(氩气)、CO2(二氧化碳)等。
ASME III-2004-NB-3300
图 NB-3338.2(a)-1 应力分量的方向
NB-3338 开孔处应力的疲劳评定 NB-3338.1 概述 为了确定开孔周围的峰值应力,列出如下三种可采用的方法。 (a)分析法 此法用于相适应的分析技术,如有限元计算分析,它可提供开孔周围详 细应力分布,包括由压力及其他载荷引起的峰值应力。任意给定点处的总峰值应力,应按 NB-3200 规则,由压力载荷、热载荷和外部载荷引起的组合应力来确定。 (b )实验应力分析法 此法是以试验数据为根据的(见附录 II) 。 (c)应力指数法 此法利用各种公式连同各种适用的尺寸比和结构变化范围进行一系 列试验得到的有效数据(NB-3338.2)进行计算。这种方法只对单个的孤立的开孔适用。应 力指数也可由理论的或实验的应力分析来确定。 NB-3338.2 应力指数法 (a)术语“应力指数”定义为所考虑的应力分量σt、σn 和σr[见图 NB-3338.2(a)-1]与 容器材料计算所得的薄膜周向应力的数值之比; 但在计算这些应力分量中, 不包括接管处容 器壁厚局部增加的材料。当壁厚增加超过如下规则所要求时,图 NB-3338.2(b)-2 中的 r1 和 r2 值应和增厚部分有关。 (b)在 NB-3338 中所用的符号定义如下: R=圆筒形容器、球形容器或球形封头的内半径,不包括腐蚀裕量 S=在所考虑点的应力强度(组合应力) t=容器或封头的名义壁厚,不包括腐蚀裕量 σn=垂直于截面的应力分量(通常指壳体开孔周围的周向应力) σr=垂直于截面边界的应力分量 σt=在所考虑的截面上,并和截面边界平行的应力分量 (c)凡按 NB-3330 适用的规则设计的接管,当满足下面( d)中的条件时,可采用表 NB-3338.2(c)-1 中的应力指数。这些应力指数仅涉及一定的常用部位上由内压引起的最大应 力。 在评定容器开孔和连接件上或它们邻近处的应力时, 经常需要考虑由于外载荷产生的应 力或热应力的效应。在这些情况下,某一给定点的总应力可用叠加法确定。除非确实证明在
美国焊接标准中焊缝接头的正确叫法及专业术语|技术流

美国焊接标准中焊缝接头的正确叫法及专业术语|技术流核电观察 Nuclear Observer独⽴、严肃、原创⾼端核电微信读物写在前⾯:今天,核电观察尝试推出⼀个新的栏⽬“技术流”,这个栏⽬秉承互联⽹的分享精神,在确保不涉密的前提下旨在为订阅者分享⼀些涉及技术的信息和经验。
第⼀次推送仅为尝试,是否继续视效果⽽定,我们在最后设置了投票栏⽬,举⼿之劳,请您参与。
感谢撰稿者的⾟勤努⼒,本⽂的刊出是出于科普和分享⽬的的志愿⾏为,这是核电观察存在的意义。
也欢迎核电技术流⼤神们给我来信,邮箱和个⼈微信号可在⽂尾发现。
主要内容:焊接专业中涉及了⼤量专业术语和专业知识,单就焊缝接头⽽⾔,其中也包括了诸多专业术语。
⼤多数焊接⼯程师受国标的影响,易对美标中焊缝接头的叫法和理解产⽣分歧。
本⽂将以下⼏个案例为引导,归纳总结出了焊缝接头的三个要素,熔透⽅式、坡⼝型式、接头类型,便于初学者快速掌握。
1.背景在AP1000依托项⽬建设过程中,对焊缝接头型式正确叫法有过多次讨论,部分焊接专业⼈员⽆法对焊缝接头型式正确定义。
其中⽐较突出的⼀次讨论是,⼀部分⼯程师在某主设备⽀撑⽆损检测委托单中填写的信息是,“坡⼝型式:V,接头型式:BW”。
原设计仅要求“CJP焊缝”,此坡⼝型式由该⼯程师所属公司⾃⼰设计。
图焊缝坡⼝⽰意图另⼀部分⼯程师认为,上述两个基本焊接信息的填写不正确,将会导致NDE检测⼈员对焊缝检测区域误判,进⼀步产⽣焊缝漏检的风险。
⽽正确的叫法应该是,全熔透、单边坡⼝、T型焊缝,其坡⼝型式⾮典型设计,NDE委托时应配焊缝⽰意图。
理由如下:1)BW是butt (joint)weld的简称,中⽂名对接(接头)焊缝。
⽽按照NF-3226.1(b)中指出对接接头型式,上图显然不属于对接。
⽽更满⾜图NF-3226.1-1中(c)和(g)的T型接头型式,且满⾜ASME 第IX卷QW – 490中给出的T型字接头,相互之间近乎直⾓排列作T字型的两个构件之间的接头;⽽对接接头定义为,近似在同⼀平⾯上两个构件之间的接头。
ASME B31.3-2010 Process Pipe 焊缝验收准则 Acceptance Criteria for Welds-中文版

L
除(9)所列以外,在通过焊缝任一平面内,余高或内凸起高度(8),应符合右 表内相应的高度数值范围。焊缝金属应与组件表面熔合,并平滑过渡到组件 表面。
≤6 6 < Tw ≤ 13 13 < Tw ≤ 25 > 25
M
在通过焊缝任一平面内,余高或内凸起高度(8),应符合右表内相应的高度数 值范围。焊缝金属应与组件表面熔合,并平滑过渡到组件表面。
D类流体输送管道
坡口纵缝 [Note (3)] 角焊缝 [Note (4)] 支管接头 [Note (2)]
坡口纵缝 [Note (3)]
角焊缝 [Note (4)]
裂纹 未熔合 未焊透 内部气孔 内部夹渣、夹钨或 条形显示 咬边 表面气孔或外部夹 渣[Note (5)] 表面质量 根部凹陷(上缩) 余高或内部凸起
Design by Andrew.Lu
C D E
未熔合、未焊透深度 未熔合、未焊透累计长度 [Note (7)] 内部气孔尺寸及分布 内部气孔尺寸及分布Βιβλιοθήκη F夹渣、夹钨或条形显示
单个宽度 累计长度 单个长度
G
夹渣、夹钨或条形显示
单个宽度 累计长度
H I J K
咬边深度 咬边深度 表面粗糙度 根部表面凹陷的深度
范围为L的2倍。
注释:
(1) 所列准则是针对所要求的检验,更严格的准则可在工程设计中规定。参见341.5段和341.5.3段。 (2) 支管接头包括支管和预制翻边的受压焊缝。 (3) 坡口纵缝包括直缝和螺旋缝。 标准并不适用于按表A-1或表326.1中所列标准而制造的焊缝。 替代泄漏试验需要检验上述焊缝,详见345.9段。 (4) 角焊缝包括承插焊和密封焊以及平焊法兰、支管补强和支撑件的连接焊缝。 (5) 仅评定公称厚≤ 5 mm的焊缝的缺陷。 (6) 两个极限数值用“和”字分开时,以较小值确定合格;两组数值用“或”分开时,则较大的数值确定合格。Tw为焊接头中两个连接件中厚度较薄者公 称厚度。 (7) 紧密对接未熔合的钝边是不合格的。 (8) 对于坡口焊接,高度是指从相邻的两个连接件的表面所测得的较小者;余高和内凹起在焊缝中是允许的。 对于角焊缝高度是从理论焊缝厚度所测得,见图328.5.2A,内凸起不适用。 (9) 对于铝合金焊缝的内凹量不得超过以下数值: (a) 厚度≤ 2 mm的,为1.5 mm; (b) 2 mm< 厚度 ≤ 6 mm, 为2.5 mm。 对于外部余高和更大的厚度,见表中“L”栏。
常用焊接符号大全

常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
ASME规范第III卷N类钢印

ASME规范第III卷N类钢印(节选)一、前言压水堆(PWR)核电站沸水堆(BWR)核电站相关术语(NCA-9000)∙核设备(Component)按ASME规范第III卷设计、制造并打钢印的容器、混凝土安全壳、泵、泄压阀、管路阀门、储罐、管路系统、或堆芯支撑。
∙附件(Appurtenance)装在已完工、并打过钢印的核设备上,其制造过程需要ANI的检验。
∙部件(Part)装在未完工的核设备或支撑上,成为设备或支撑的组成部分,其制造过程需要ANI 的检验。
∙材料(Material)按SA、SB、SFA或其它第III卷允许的材料技术条件和第III卷的要求制造、标识和证明的金属材料。
∙源材料(Source Material)用于由持证厂家(CH)或材料组织(MO)转换成或评定为材料的金属制品。
∙未经评定的源材料(Unqualified Source Material)由非CH、MO或未按NCA-3800评审过的供方提供的源材料。
∙物项(Item)按授权证书(Certificate of Authorization)范围或认证证书范围(Certificate of Accreditation)(支撑)建造的产品,或材料。
核持证厂家分类∙N 证持证厂家–核容器、管道系统、核泵、阀、储罐、堆芯支撑和混凝土安全壳。
∙NV 证持证厂家–泄压阀。
∙NPT证持证厂家–部件、附件、焊管类产品、管道组件。
∙NA 证持证厂家–现场和工厂组装。
∙N3 证持证厂家–核废料和高放射性废料容器。
∙NS 证持证厂家–支撑(无钢印)。
∙QSC证持证厂家–材料供应(无钢印)。
典型的N 和NPT 证书范围(Div. 1)∙N 证书的建造范围:o1、2、3 和MC 级压力容器;o1、2、3 级泵、阀、管路系统;o 2 和3 级储罐;o CS 级堆芯支撑;o1、2、3 级设备工厂安装。
∙NPT 证书的制造范围:o1、2、3、CS 和MC 级部件或附件制造,不承担设计责任。
焊接术语

焊接系数
焊接接头系数,符号为φ,,即焊接接头强度与母材强度之比,,它是考虑焊接对容器强度的削弱,用以降低设计许用应力的系数,φ≤1 在ASME规范中焊接接头系数仅取决于该焊接接头型式和无损检测程度,一台容器不同的接头可以使用不同的焊接接头系数,对A、B、C、D四类焊接接头都规定了焊接接头系数,同时允许采用降低焊接接头系数而免除无损检测要求。
而在我国GB 150中,焊接接头系数特指A、B类焊接接头,不允许采用降低焊接接头系数而免除无损检测要求,产品制造完成后必须对A、B类接头进行射线或超声检测
碳素结构钢
[返回]
优质碳素结构钢
[返回]碳素工具钢
[返回]合金结构钢
[返回]
淬透性合金结构钢
[返回]
弹簧钢
[返回]滚动轴承钢
[返回]高速工具钢
[返回]不锈耐酸钢
[返回]耐热钢
[返回]易切结构钢
[返回]合金工具钢
SCrNiMo SKT455NiCrMoV6(1.2713)6F2(ASM)6F23381
55NCDV7
5XГM
3Cr2W8V SKD5X30WCrV53(1.2567)H21H21BH21,
BH21A
3543
Z30WCV9
3X2B8ψ
4SiCrV38SiCrV8(1.2248)
45SiCrV6(1.2249)
4XC
8Cr38X3
4Cr5MoVSi SKD6X38CrMoV51(1.2343)H11H11BH113431
Z38CDV5
SKD44X2B5ψM
SKD61X40CrMoV51(1.2344)H13H13BH13
SKD62H12H12BH123432
Z38CDWV5
[返回]。
常用焊接方法在图样上的表示代号

常用焊接方法在图样上的表示代号1. 常用焊接方法的代号GB5185-85中规定,采用阿拉伯数字代号来表示金属焊接及钎焊等各种焊接方法,并配合GB324-88使用。
常用焊接方法在图样上的表示代号为:1——电弧焊11——无气体保护的电弧焊111——焊条电弧焊 112——重力焊条电弧焊 113——光焊丝电弧焊114——自保护药芯焊丝电弧焊12——埋弧焊121——丝极埋弧焊 122——带极埋弧焊13——熔化极气体保护焊131——MIG焊:熔化极惰性气体保护焊135——MAG焊:熔化极非惰性气体保护焊(含CO2气体保护焊)136——非惰性气体保护药芯焊丝电弧焊137——非惰性气体保护熔化极电弧点焊14——非熔化极气体保护电弧焊141——TIG焊:钨极惰性气体保护焊142——TIG点焊15——等离子弧焊2——电阻焊21——点焊 22——缝焊 23——凸焊 24——闪光焊3——气焊311——氧-乙炔焊其它焊接方法71——铝热焊 72——电渣焊 78——螺柱焊2.焊接方法在图样上的表示方法1)采用单一焊接方法焊接的焊缝表示,如角焊缝采用埋弧自动焊时,为:1212)采用组合焊接方法焊接的焊缝表示,如板单元对接焊缝,开V型坡口,首先采用CO气体保护焊打底,然后采用埋弧自动焊填充,为:2 Array 135 / 1213.焊接方法新旧代号对照见表1。
表1 焊接方法新旧代号对照焊缝符号及标注原则GB324-88中规定了焊缝符号和在图样上的标注原则。
1.焊缝符号焊缝符号一般由基本符号和指引线组成,必要时还可增加辅助符号、补充符号和焊缝尺寸符号。
1)焊缝标注的基本符号见表9。
表9 焊缝标注的基本符号2)焊缝标注的辅助符号见表10。
表10 焊缝标注的辅助符号3)焊缝标注的补充符号见表11。
4)焊缝尺寸符号见表12。
表11 焊缝标注的补充符号表12 焊缝尺寸符号2.焊缝符号标注原则1)焊缝符号在图样上的标注位置完整的焊缝表示方法,除了基本符号、辅助符号、补充符号外,还包括指引线、尺寸符号及数据。
ASME第III卷N类钢印(讲座)
• 1000: 第III卷的范围 • 2000: 设备的分级 • 3000: 职责和权责 • 4000: 质量保证 • 5000: 授权检验 • 8000: 授权证书、铭牌、规范钢印和数据报告 • 9000: 专业术语
6/16/2008 H. Y. Dai
HSB Global Standards
Page 19
• NDE人员资格评定不执行补充规定第 S-2 条, 应按 NX-5520 的规定执行;
• 质量保证手册的控制 • 修改变更要得到 ANIS的认可。
6/16/2008 H. Y. Dai
HSB Global Standards
Page 25
设计控制(NCA-4134.3)
NQA-1 基本要求第 3条、补充要求第 3S-1条
– 1、2、3 级设备工厂安装。
• NPT 证书的制造范围:
– 1、2、3、CS 和 MC 级部件或附件制造,不承担设计责任。
• MO的范围
– 提供核级铁基和有色金属材料、包括焊材。
6/16/2008 H. Y. Dai
HSB Global Standards
Page 6
3
ASME核规范
y 为什么核规范(第III卷)与非核规范存在差异? – 核设备内有放射性物质;
6/16/2008 H. Y. Dai
HSB Global Standards
Page 28
6/16/2008 H. Y. Dai
HSB Global Standards
Page 5
典型的 N 和 NPT 证书范围(Div. 1)
• N 证书的建造范围:
– 1、2、3 和 MC 级压力容器;
– 1、2、3 级泵、阀、管路系统;
NB-2000 材料 ASME-Ⅲ-1-NB(1级部件)
10
NB-2200 铁素体钢材的试件和试样
NB-2210 热处理要求
NB-2211 铁素体材料试件的热处理1 当铁素体钢材在部件的制作或安装过程中需进行热处理时,则用作拉伸和冲击试样的材料应
(a)在部件支承载荷轴线的材料并焊于承压材料上而不执行承压功能的材料(见 NB-1130) 应符合 NF-2000 的要求。
(b)不执行承压功能的材料以及焊接于离部件承压部位等于或小于 2t 的不在部件支承载荷 轴线上的材料(非结构附件)只要满足 NB-4330 的要求,就不需要符合 NB-2000 或 NF-2000。
NB-2124 尺寸范围 如果材料符合技术规格书的其它要求,且在建造规则中没有给定尺寸限制,则尺寸或厚度超
过第Ⅱ卷任何技术规格书规定的材料是可以使用的。在这些技术规格书中规定的化学成份或力学 性能随尺寸或厚度改变时,则任何超出技术规格书范围的材料,应要求化学成份和力学性能符合 最接近的规定范围[NCA-3856]。
表面 1/4t 深处的冷Байду номын сангаас速率,以及离产品任何热处理边缘不小于名义厚度 t 的冷却速率。淬火时从
奥氏体化温度开始冷却的所有温度,20 秒内不超过 25℉(14℃)。 (b)如果有材料的冷却速率数据,并有控制试样冷却速率的装置,如上述(a)项的要求得
到满足,则试样可在此装置中进行热处理以代表该材料。 (c)当采用 NB-2220 中所述的任一专用规程时,对于材料边缘较快的冷却速率,可用下列
NB-2128 螺栓连接材料 (a)螺栓和双头螺栓材料应符合第Ⅱ卷 D 篇第 1 分篇表 4 中所列规格中一个的要求。螺母
AWS焊接检验规范

不连续的种类 2. 冶金的 1) 机械性能: 强度; 延伸率; 硬度 2) 化学性能: 化学成份; 抗腐蚀
3. 母材
1) 分层 2) 层状撕裂 3) 划伤和结疤
各种不连续----焊接变形
焊接接头的变形
各种不连续
焊瘤
咬边
各种不连续---焊缝尺寸
各种不连续---焊缝轮廓
各种不连续---焊缝轮廓
各种不连续---裂纹
焊趾裂纹是指焊趾处开裂而扩展到母材,焊缝的几何形状,如焊缝加强高或内凹可 能会在焊趾处形成应力集中,再加上热影响区金相组织韧性较差,从而易产生焊趾 裂纹,焊趾裂纹通常是冷裂纹,是由焊接横向收缩应力或在役应力造成的或者兼而 有之.
各种不连续---裂纹
各种不连续---裂纹
各种不连续---裂纹
各种不连续---未熔合
各种不连续---未熔合
各种不连续---未焊透
各种不连续---未焊透
各种不连续---未焊满各种不连续-ຫໍສະໝຸດ -气孔各种不连续---气孔
各种不连续---裂纹
根部裂纹通常是纵向的,但它可能在焊缝或母材内扩展,与焊喉裂纹一样,通常是热 裂纹,接头装配或准备不当会导致根部裂纹,如根部间隙过大会导致应力集中而产 生根部裂纹
各种不连续---夹渣; 夹钨
各种不连续---夹渣; 夹钨
各种不连续---分层
分层是一种母材的缺陷,是由于在钢的制造过程中有非金属 杂质的存在而造成的,这些杂质通常是由当钢在熔化的过程 中产生的氧化物造成的,在轧制的过程中,杂质伸长为长条,如 果这些长条特别大并形成平面形状,就形成分层.
各种不连续---层状撕裂
各种不连续---总结
AWSD1.1 目视检验验收标准
AWSD1.1 目视检验验收标准
ASME 材料分类及其与UNS 的关系

第一个×表示:1 为碳素钢,2 为镍钢,3 为镍 铬钢,4 为钼钢,5 为铬钢,61 为铬钒钢,8 为低 镍铬钢,92 为硅锰钢,93、94、97、98 为铬镍钼 钢;
A00001~A99999 C00001~C99999 E00001~E99999 L00001~L99999 M00001~M99999 N00001~N99999 P00001~P99999 R00001~R99999 Z00001~Z99999 D00001~D99999 F00001~F99999 G00001~G99999 H00001~H99999 J00001~J99999 K00001~K99999 S00001~S99999 T00001~T99999
1 前言 ASME(美国机械工程师学会)规范产品需要
打规范钢印时,必须采用 ASME 规范材料。而 ASME 规范材料基本上选择 ASTM(美国材料试验学会) 的标准材料。ASME 和 ASTM 在编制承压设备采用 安全的铁基及非铁基材料标准方面,已经合作了 50 多年。这些材料标准归纳在 ASME 锅炉和压力容器 规范第Ⅱ卷里(A 篇-铁基材料或称黑色金属材料, B 篇-非铁基材料,C 篇-焊条﹑焊丝及填充材料或 称焊接材料)。在 A,B 篇内材料标准与相应的 ASTM 标准完全等同,有的则作某些修改,在 C 篇 内的焊接材料标准与 AWS(美国焊接学会)的标准 相同或相似。对各相关标准的研究能够正确的使用 材料标准,做到正确标识和使用材料。 2 ASME 材料分类
AWS ER316 焊丝,它的 UNS 编号为 S31680。对于 第二种类型焊接材料被指定为新的基本系列,并用 字母 W 表示,若用 AWS E7016 的焊条,它的 UNS 编号为 W07016。焊材的 UNS 编号在 ASME 第Ⅱ 卷 C 篇焊条,焊丝及填充材料里有较多的介绍。
不同标准焊接符号对比

111
M
FCAW FCAW FCAW
136
GMAW GMAW GMAW
135
S
138
GTAW GTAW GTAW
141
T
SAW
SAW
SAW
121
with with with
ss,mb
单面焊带衬垫
without without without ss,nb
单面焊不带衬垫
只包含 碳钢和 低合金
钢
CS SS DSS CUNI
Group a to group
c
用数字表示 1,2,3,4等
W01,W02…
F1-F6
F1-F6
用字母表示 用药皮或药芯类型表
F1-F6 A,B,C,M,P,Z 示,如酸性,碱性,纤
等
维素型等
uphill uphill uphill PF(立向上), downhil downhil downhil PG(立向下)
6G SMAW
PC
H
PF(立向上), PG(立向下)
V
II(H+V) S代表 船舶与
PE
O III(H+V+0) 海上设
1G
Ip
施;B 代表船
2G
IIp 用锅炉
PF(立向上), PG(立向下)
5G
H-L045(立向上), J-L045(立向下)
6G
IIp IIIp
压力容 器
Branch(支管) 6GR IIIPR
板 常 用 焊 接 位 置管
常用焊接 方法
衬垫 backing
母材
焊材
立焊方向 焊丝数量
不同标准焊接符号对比
美国ASME锅炉及压力容器焊接标准-焊材

美国ASME锅炉及压力容器焊接标准时间:2002-05-18 11:36:12(第II卷第C分卷)标准号标准名称SFA-5.1 碳钢手工电弧焊焊条(Carbon steel Electrodes for Shielded Metal Arc Welding)SFA-5.2 碳钢和低合金钢氧-可燃气焊接填充丝(Carbon and Low Alloy Steel Rods for Oxyfuel Gas Welding)SFA-5.3 铝和铝合金药皮焊条(Aluninum and Aluninum Alloy Electrodes for Shielded Metal Arc welding) SFA-5.4 不锈钢手工电弧焊焊条(Stainless Steel Electrodes for Shielded Meral Arc Welding)SFA-5.5 低合金钢手工电弧焊焊条(Low-Alloy Steel Electrodes for Shielded Meral Arc Welding)SFA-5.6 铜和铜合金药皮焊条(Covered Copper and Copper Alloy Arc Welding Electrodes)SFA-5.7 铜和铜合金焊丝和填充丝(Copper and Copper Alloy Bare Welding Rods and Electrodes)SFA-5.8 钎焊和熔钎焊钎料(Filler Metals for Brazing and Braze Welding)SFA-5.9 不锈钢焊丝和填充丝(Bare Stainless Steel Welding Electrodes and Rods)SFA-5.10 铝和铝合金焊丝和填充丝(Bare Aluminum and Aluninum Alloy Welding Electrodes and Rods)SFA-5.11 镍和镍基合金手工电弧焊焊条(Nickel and Nickel-Alloy Welding Electrodes for Shielded Metal Ara Welding) SFA-5.12 弧焊和切割用钨和钨合金电极(Tungsten and Tungeten-Alloy Electrodes for Arc Welding And Cutting) SFA-5.13 堆焊用实芯焊丝和焊条(Solid Surfacing Welding Rods and Electrodes)SFA-5.14 镍及镍合金裸填充丝和焊丝(Nickel and Nickel-Alloy Bare Welding Electrodes and Rods)SFA-5.15 铸铁焊丝、焊条和填充丝(Welding Electrodes and Rods for Cast Iron)SFA-5.16 钛和钛合金焊丝和填充丝(Titanium and Titanium Alloy Welding Rods and Electrodes)SFA-5.17 埋弧焊用碳钢焊丝和焊剂(Carbon Steel Electrodes and Fluxes for Submerged Arc Welding)SFA-5.18 碳钢气体保护电弧焊填充丝(Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding)SFA-5.20 碳钢弧焊药芯焊丝(Carbon Steel Electrodes for Flux Cored Arc Welding)SFA-5.21 埋焊组合填充焊丝和焊条(Composite Surfacing Welding Rods and Ekectrodes)SFA-5.22 弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝(Stainless Steel Electrodes for Flux Cored Arc Welding and StainlessSteel Flux Cored Rods for Gas Tungsten Arc Welding)SFA-5.23 埋弧焊用低合金钢焊丝和焊剂(Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding)SFA-5.24 锆和锆合金焊丝和填充丝(Zirconium and Zirconium Alloy Welding Electrodes and Rods)SFA-5.25 电渣焊用碳钢和低合金钢焊丝和焊剂(Carbon and Low-Alloy Steel Electrodes and Fluxes for Electrogas Welding)SFA-5.26 碳钢和低合金钢气电焊焊丝(Carbon and Low-Alloy Steel Electrodes for Electrogas Welding)SFA-5.28 低合金钢气保护电弧焊焊丝和填充丝(Low -Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding)SFA-5.29 药芯焊丝电弧焊用低合金钢焊丝(Low -Alloy Steel Electrodes for Flux Cored Arc Welding)SFA-5.30 可熔化嵌条(Consumable Inserts)SFA-5.31 钎焊和熔钎焊钎剂(Fluxes for Brazing and Braze Welding)SFA-5.01 填充金属采购导则(Filler Metal Procurement Guidelines)。
ASME标准中文版

A S M E标准中文版ASME 管法兰用环连接式.螺旋缠绕式及夹套式金属垫片ASME 管法兰用非金属平垫片ASME SECTION-I ASME锅炉及压力容器规范第Ⅰ卷动力锅炉建造规范2004版+05+06增补ASME SECTION-II A ASME锅炉及压力容器规范第Ⅱ卷A篇铁基材料2004版+05+06增补ASME SECTION-II B ASME锅炉及压力容器规范第Ⅱ卷B篇非铁基材料2004版+05+06增补ASME SECTION-II C ASME锅炉及压力容器规范第Ⅱ卷C篇焊条焊丝及填充材料2004版+05+06增补ASME SECTION-II D ASME锅炉及压力容器规范第Ⅱ卷D篇材料性能2004版+05+06增补ASME SECTION-IV ASME锅炉及压力容器规范第Ⅳ卷采暖锅炉建造规范2004版+05+06增补ASME SECTION-V ASME锅炉及压力容器规范第Ⅴ卷无损检测2004版+05+06增补ASME SECTION-III NB 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NB分卷一级设备ASME SECTION-III NC 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NC分卷二级设备ASME SECTION-III NCA ASME规范Ⅲ卷(89版) 核动力设备建造规则NCA卷一册与第二册之总要求ASME SECTION-III ND 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册ND分卷三级设备ASME SECTION-III NF 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NF分卷设备支承结构ASME SECTION-IX ASME锅炉及压力容器规范第Ⅸ卷焊接及钎焊评定标准2004版+05+06增补ASME SECTION-VI ASME锅炉及压力容器规范第Ⅵ卷采暖锅炉维护和运行推荐规则2004版+05+06增补ASME SECTION-VII ASME锅炉及压力容器规范第Ⅶ卷动力锅炉维护推荐导则05年版ASME SECTION-VIII-1 ASME锅炉及压力容器规范第Ⅷ卷1压力容器建造规则2004版+05+06增补ASME SECTION-VIII-2 ASME锅炉及压力容器规范第Ⅷ卷2压力容器另一规则2004版+05+06增补ASME SECTION-VIII-3 ASME锅炉及压力容器规范第Ⅷ卷3高压容器建造另一规则2004版+05+06增补ASME SECTION-XII ASME锅炉及压力容器规范第Ⅻ卷运输罐的建造和连续使用规则2004版+05+06增补CODE CASES 规范案例2004年版TCED 41001-2000 ASME 压力容器规范实施导则ASME 版动力管道ASME 版工艺管道ASME规范压力管道及管件B31、B16系列标准(上册)含5个标准版液态烃和其他液体管线输送系统(R1994) 制冷管道版输气和配气管道系统版建筑管道规范(R1998)版浆液输送管道系统ASME B31G-1991版确定已腐蚀管线剩余强度的手册(对ASME B31压力管道规范的补充文件)ASME规范压力管道及管件B31、B16系列标准(下册)含10个标准版铸铁管法兰和法兰管件(25、125和250磅级)版可锻铸铁螺纹管件(150和300磅级)版灰铸铁螺纹管件(125和250磅级)版工厂制造的锻钢对焊管件版阀门的面至面和端至端尺寸版承插焊式和螺纹式锻造管件版钢铁管螺纹管堵、内外螺丝和锁紧螺母版锻轧钢制对接焊小弯头半径弯头和180度弯头版方头及六角头螺栓和螺钉PTC25-1994 压力泄放装置性能试验规范ASME 版统一英制螺纹(16开中文版)ASME (R2001)版螺纹尺寸验收的检测体系—英寸和米制螺纹(UN、UNR、UNJ、M和MJ)ASME 版爱克母(ACME)螺纹ANSI/ASME (R2001)版螺纹的术语、定义和字母符号ASME (R1994)版矮牙爱克母螺纹ASME (R1998)版5级过盈配合螺纹ASME 版M形米制螺纹版通用管螺纹版干密封管螺纹(英制)版干密封管螺纹的检测(英制)版软管接头螺纹(英制)ASME (R1999)版米制尺寸产品通用公差ASME 版管法兰和法兰管件ASME 版工厂制造的锻轧制对焊管配件ASME (R2003)版阀门的面对面和端至端的尺寸ASME 承插焊式和螺纹式锻造管件ASME (R1994)版铸青铜螺纹管配件(125和250磅级)ASME (R1994)版铸铜合金钎焊接头受压管配件ASME 版管道法兰用环垫式、螺旋缠绕式和夹层式金属垫片ASME 版管法兰用非金属平垫片ASME 版锻压铜和铜合金钎焊连接压力管配件ASME 版铸铜合金管法兰和法兰连接管配件ASME 版对焊端部ASME 版压力在125psi以下燃气系统用手动金属制燃气阀门(规格从NPS1/2至NPS2) ASME 版法兰、螺纹和焊接端连接的阀门ASME 版孔板法兰(ASME (R1994)版气体分配用大金属阀ASME 版可锻铸铁螺纹端管套节150、250和300磅级ASME (R1994)版气体分配系统中手动热塑切断器和阀门ASME 版球墨铸铁管法兰和法兰连接管配件ASME 版室内管道系统用手动操作金属气阀ASME 版大直径管钢制法兰(NPS 26~NPS 60)ASME 版钢制管线盲板ASME (R2003)版锻制吊环螺栓版方螺母和六角螺母(英制系列)版米制成型加工六角头螺钉ASME B18系列标准合订本含25个标准,也可以单个标准订购版米制六角头螺钉版米制成型加工六角头螺钉版米制大六角头螺钉版米制六角头法兰面螺钉版米制六角头螺栓版米制厚六角头螺栓版米制大六角头结构螺栓版米制六角头尖端阻滞螺钉版米制大六角头法兰面螺钉版方头螺栓(米制系列)版米制六角螺母-类型1版米制六角螺母-类型2版米制六角开槽螺母版米制六角法兰面螺母版米制六角形压紧螺母版米制厚六角形螺母(R1998)版圆头螺栓(英制系列)米制圆头短方颈螺栓米制圆头方颈螺栓版大圆头方颈螺栓版农用防松螺栓(英制系列)(R2000)版轨道螺栓和螺母版螺钉和垫圈组件-版有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的力学和性能要求版有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的扭转拉伸试验要求版螺旋盘绕螺纹内插件—自由旋入和螺钉锁紧(英制系列)ASME 版液态烃和其他液体管线输送系统ASME 版输气管道的管理系统完整性ASME 版建筑管道规范ASME 版焊接和无缝轧制钢管ASME 版不锈钢钢管ASME 版表面结构特征(表面粗糙度、波浪度及形态)ASME 版化学流程用卧式轴向吸入离心泵技术规范ASME (R1999)版化学过程用立式管道离心泵技术规范ASME 版螺柱、螺钉和管道提取器:安全要求ISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编。
国际标准(ISO)欧洲标准和美国标准关于焊接焊接位置的对照
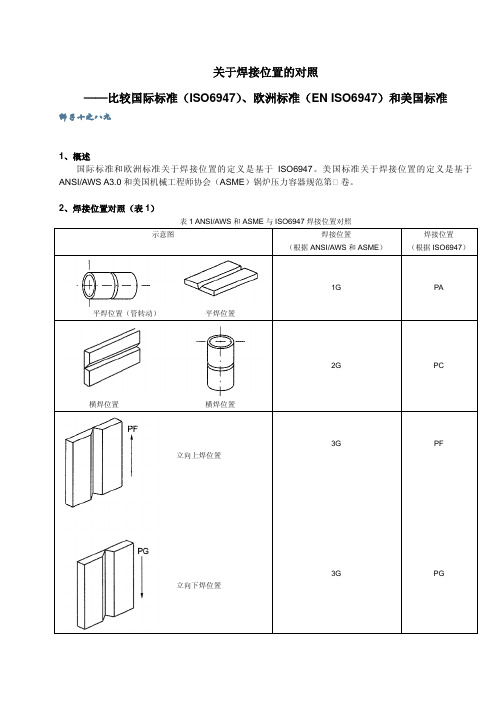
关于焊接位置的对照——比较国际标准(ISO6947)、欧洲标准(EN ISO6947)和美国标准狮子十之八九1、概述国际标准和欧洲标准关于焊接位置的定义是基于ISO6947。
美国标准关于焊接位置的定义是基于ANSI/AWS A3.0和美国机械工程师协会(ASME)锅炉压力容器规范第Ⅸ卷。
2、焊接位置对照(表1)表1 ANSI/AWS和ASME与ISO6947焊接位置对照平焊位置(管转动)平焊位置横焊位置横焊位置仰焊位置斜45º,向下焊接(管子固定)平焊位置(管转动)平角焊(垂直)平角焊(垂直)(管子转动)立向上焊位置立向下焊位置仰角焊位置立向上焊位置(管子固定)3、根据ISO6947的焊接位置定义3.1 主要焊接位置定义(图1)1 平焊位置2和8 平角焊位置 3 和7横焊位置 4 和6 仰角焊位置 5 仰焊位置图1 主要焊接位置3.2 主要焊接位置示例(图2)a)PA平焊位置(箭头所指为焊接位置)图2主要焊接位置示例b)PB平角焊位置(箭头所指为焊接位置)c)PC横焊位置(箭头所指为焊接位置)d)PD仰角焊位置(箭头所指为焊接位置)e)PE仰焊位置(箭头所指为焊接位置)f)PF立向上焊位置(箭头所指为焊接方向或焊接位置)g)PG立向下焊位置(箭头所指为焊接方向或焊接位置)图2主要焊接位置示例h)PH管焊接立向上焊位置(箭头所指为焊接方向或焊接位置)i)PJ管焊接立向下焊位置(箭头所指为焊接方向或焊接位置)j)PK管焊接全位置(箭头所指为焊接方向或焊接位置)图2主要焊接位置示例3.3 产品制造中的焊接位置与试件的焊接不同,产品制造中的焊接位置并不是完全垂直或水平。
产品焊接时,设计焊接位置可能有一定的倾角,类似条件下,焊接位置可能会有变化,具体变化见表2(对于对接焊缝)和表3(对于角焊缝)。
表2 不同倾角和旋转角条件下的焊接位置(对接焊缝)表3 不同倾角和旋转角条件下的焊接位置(角焊缝)3.4 倾角和旋转角示例(图3)a )主要焊接位置PAb )倾角限制c )旋转角限制d )倾角和旋转角限制图3 PA 平焊位置倾角和旋转角示例a )主要焊接位置PCb )倾角限制c )旋转角限制(+60°)d )旋转角限制(-10°)图4 PC 横焊位置倾角和旋转角示例a)主要焊接位置PE b)倾角限制 c)旋转角限制图5 PE 仰焊位置倾角和旋转角示例a)主要焊接位置立焊PF、PG b)倾角限制 c)旋转角限制 d)倾角和旋转角限制图6 PF、PG立焊位置倾角和旋转角示例a)主要焊接位置立焊PA b)倾角限制 c)旋转角限制 d)倾角和旋转角限制图7 PA平焊位置(角焊缝)倾角和旋转角示例a)主要焊接位置仰焊PE b)倾角限制图8 PE仰焊焊位置(角焊缝)倾角示例。
焊工资格项目说明
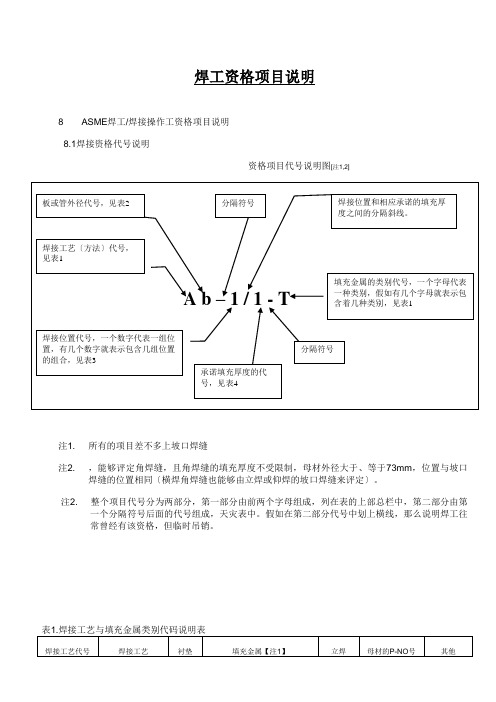
焊工资格项目说明8 ASME焊工/焊接操作工资格项目说明8.1焊接资格代号说明资格项目代号说明图[注1,2]注1.所有的项目差不多上坡口焊缝注2.,能够评定角焊缝,且角焊缝的填充厚度不受限制,母材外径大于、等于73mm,位置与坡口焊缝的位置相同〔横焊角焊缝也能够由立焊或仰焊的坡口焊缝来评定〕。
注2. 整个项目代号分为两部分,第一部分由前两个字母组成,列在表的上部总栏中,第二部分由第一个分隔符号后面的代号组成,天灾表中。
假如在第二部分代号中划上横线,那么说明焊工往常曾经有该资格,但临时吊销。
注1. 填充金属F-NO号的一些例子:F-4:E7018,E8018-B2,E9018-B3等等;F-5:E308H-16,E309-16等等;F-6:ER70S-2,ER80S-B2,ER90S-B3,ER309,E71T,E81T-B2等等;F-43:EniCrFe-2,ERNiCr-3等等2. 用实芯或金属芯焊丝作填充金属,没有嵌条,用直流正接,代号T有或是没有惰性气体背气,代号B和N有惰性背气3. 没有惰性气体背气,有用的过渡形式是喷射过渡、颗粒过渡或脉冲过渡表2. 板或管外径代号说明[注1]注1. 关于堆焊,假如沿管的轴向焊接,那么可视为在板上焊接。
注1. 焊接位置代码:F-平焊,H-横焊,V-立焊,O-仰焊,S.S.-车间位置2. 在6G的基础上再评定437接头,可焊任何位置的437接头注1:堆焊填充厚度最小2.1mm注 1. 此表中所列出的各变素是依据ASME IX QW-361.1和ASME IX QW-361.2的要求。
其中QW-361中的〔c〕~〔f〕由于所有列出的焊接方法均不适用,故未列出2. 2F-横角焊,4F-仰角焊,1G-平坡口焊3. 包括了QW-361.2(f)和〔g〕4. 假如在表中的栏目中划上横线,那么表示该焊接操作工往常曾经有该资格,但临时吊销8.2 专门资格说明8.2.1 目的:8.2.1.1 为了更好地操纵焊接质量,提高焊工的操作水平,焊接部特增加了T/P91的焊接资格和障碍焊的焊接资格〔专门资格〕。