2013年7月美国纸板产量同比增长1.6%
7a09t6铝棒国军标标准

7a09t6铝棒国军标标准7a09t6铝棒国军标标准是我国针对铝棒国军标制定的具体规定和要求,其出台旨在规范和提高生产和质量管理水平。
铝棒作为一种常见的金属材料,在工业生产中应用广泛,因此其国军标标准的制定对于保障产品质量、提高产品竞争力等方面具有重要意义。
铝棒国军标标准内容涵盖了铝棒的生产工艺、化学成分、力学性能等多个方面,通过明确规定和要求,对企业生产过程起到了一定的指导作用。
在实际操作中,企业需要严格遵守这些标准,以确保产品达到国家规定的质量标准,同时也可以提高企业的竞争力和市场地位。
首先,铝棒国军标标准对于铝棒的生产工艺提出了详细的要求,包括原料的选取、生产工艺流程、加工工艺等方面。
在生产过程中,企业需要严格按照标准规定的工艺要求进行操作,确保产品符合标准的化学成分和力学性能指标。
通过规范的生产工艺,可以有效地提高产品的一致性和稳定性,确保产品质量的稳定性和可靠性。
其次,铝棒国军标标准对于铝棒的化学成分也做出了具体规定,包括各种元素的含量要求,对有害元素的控制等。
通过严格控制化学成分,可以有效提高产品的耐腐蚀性和强度,确保产品在实际使用中具有较好的性能表现。
同时,对于有害元素的控制也能够保障产品的环保性,减少对环境的污染,符合可持续发展的要求。
另外,铝棒国军标标准也对铝棒的力学性能做出了规定,包括硬度、抗拉强度、延伸率等多个指标。
这些力学性能是衡量铝棒质量好坏的重要标准,对于产品的性能和使用寿命具有决定性影响。
因此,企业在生产过程中需要对这些指标进行严格控制,确保产品符合国家标准,满足用户的要求和期望。
此外,铝棒国军标标准还对产品的外观质量、包装要求、贮存条件等方面做出了具体规定。
这些方面虽然不直接影响产品的技术性能,但对于产品的整体形象和市场竞争力同样具有重要意义。
通过规范的外观质量和包装要求,可以提升产品的市场附加值,增强产品的市场竞争力和品牌影响力。
总的来说,铝棒国军标标准的出台和执行对于规范行业发展、提高产品质量、增强企业竞争力等方面具有积极作用。
s-7 钢材成分

S-7钢是一种热处理工具钢,在美国工具钢标准中被称为Air-Hardening or Shock-Resisting Tool Steel。
它是一种高合金钢,具有良好的硬度、强度和耐磨性,适用于制造需要高强度和耐冲击的工具和模具。
以下是一般情况下S-7钢的成分范围:
- 碳(C):0.45% - 0.55%
- 铬(Cr):3.25% - 3.75%
- 钼(Mo):1.4% - 1.8%
- 硅(Si):0.20% - 0.60%
- 锰(Mn):0.20% - 0.70%
- 剩余成分包括铁(Fe)和少量的杂质。
这种特殊合金配方赋予了S-7钢良好的热处理特性,使得它能够在高温下形成硬质的马氏体组织,从而提供出色的耐磨性和耐冲击性能。
需要注意的是,S-7钢的成分可能会因不同的标准、供应商或特定要求而有所变化。
因此,在实际应用中,请参考具体的材料规格书或与钢材供应商进行咨询以获取准确的成分信息。
DL678-2013

DL
DL/T 678—2013
代替DL/T 678-1999
中 华 人 民 共 和 国 电 力 行 业 标 准
电力钢结构焊接通用技术条件
General welding procedure specification of electric power steel structure
2013-03-07 发布
2013-08-01 实施
国家 能源 局
发布
DL/T 678—2013
目ห้องสมุดไป่ตู้
次
前言............................................................................................................................................................... 引言 ............................................................................................................................................................... 1 范围........................................................................................................................................................... 2 规范性引用文件........................
海洋微生物对316不锈钢的电化学腐蚀行为

第19卷第3期化 学 研 究Vol.19 No.3 2008年9月CHE M I CAL RESE ARCH Sep.2008海洋微生物对316不锈钢的电化学腐蚀行为牛桂华,尹衍升,常雪婷(中国海洋大学材料科学与工程研究院,山东青岛266100)摘 要:采用自腐蚀电位、电化学极化曲线、电化学阻抗谱技术研究了316不锈钢在无菌培养基介质和海水微生物接种培养有菌培养基介质中不同周期的腐蚀行为.结果表明,316不锈钢电极在有菌介质中比在无菌介质中的腐蚀电流密度大,腐蚀电位负移,微生物加速了不锈钢的腐蚀速度.随着浸泡时间的增加,有菌介质中的不锈钢电极极化电阻值逐渐减小,表明了海洋微生物的附着和繁殖加速了316不锈钢的腐蚀速率,降低了其在海洋环境中的耐蚀性.关键词:316不锈钢;微生物腐蚀;极化曲线;电化学阻抗谱;腐蚀电位中图分类号:TG172.7文献标识码:A文章编号:1008-1011(2008)03-0083-04Electroche m i cal Corrosi on Behavi or of316St a i n lessSteel i n Mari n e M i crobi a lM edi u mN IU Gui2hua,YIN Yan2sheng,CHANG Xue2ting(Institute of M aterials Science and Technology,O cean U niversity of China,Q ingdao266100,Shandong,China)Abstract:The corr osi on behavi or of316stainless steel exposed in the sterile culture medium and ma2rine m icr oorganis m culture medium thr ough different culture cycle was investigated by open2circuit po2tential of electr ode,polarizati on curves and electr oche m ical i m pedance s pectr oscopy.Resultsshow the aug ment of the corr osi on electric current and the moving of the corr osi on potential t owardsnegative in m icr oorganis m culture medium compared t o the culture mediu m without bacteria.M icr oor2ganis m could accelerate corr osi on rate of316stainless steel.W ith the increase of ti m e,the i m pedancevalue of the electr ode decreased in medium with bacteria.It indicated that the adhesi on and p r opagateof marine m icr oorganis m could accelerate the corr osi on p r ogress of316stainless steel and decline thep r operties of resisting corr osi on in marine envir on ments.Keywords:316stainless steel;m icr obi ol ogically influenced corr osi on;polarizati on curves;electr o2che m ical i m pedance s pectr oscopy;corr osi on potential 由材料表面生物膜内的微生物生命活动引起或促进金属材料的腐蚀和破坏称为微生物腐蚀(M I C)[1].据统计,微生物腐蚀在金属材料和建筑材料的腐蚀破坏中占到20%[2],在海洋环境和工业环境(核反应、石油化工、造纸、储存和输运系统等)中,金属材料的M I C是一个严重的问题,涉及到巨大的安全隐患和经济效益[3].文献[4-6]对于单一微生物对材料腐蚀的报道很多,而海洋中混合微生物对材料腐蚀作用程度和腐蚀机制仍然不确定且报道很少,因而研究海水中混合微生物对材料的腐蚀作用机制具有重要的意义,通常用电化学方法来有效地评测M I C[7,8].收稿日期:2008-03-07.基金项目:国家自然科学基金资助项目(50672090,50702053).作者简介:牛桂华(1978-),女,硕士生;研究方向:海洋环境下材料的物理化学行为.84 化 学 研 究2008年金属表面生物膜内的微生物由于消耗氧、产生酸、硫化物和酶等,促进了金属表面局部新的化学成分的产生,这些化学成分容易发展成电化学电池,从而使得生物膜与金属界面之间的交互作用能够影响金属表面的电化学过程,导致由于微生物引起腐蚀的金属被破坏[9].电化学腐蚀是一种涉及到电子转移的化学反应,这一过程是通过接触或靠近金属表面的化学物质间的一系列阳极氧化反应和阴极还原反应得以进行的.金属表层的生物膜内微生物的活性能够影响阴极和(或)阳极的反应动力学,改变保护膜的化学性质从而导致加速或减缓材料腐蚀[10].本文作者采用自腐蚀电位分析、极化曲线和电化学阻抗谱技术(E I S )等电化学方法研究了微生物对不锈钢的腐蚀作用.1 实验部分1.1 菌种培养实验菌种取自青岛海水试验点处未经纯化天然海水,培养基按如下组成配置[11-12]:1.0g/L NH 4Cl,1.0g/L Na 2S O 4,0.5g/L K 2HP O 4,0.1g/L CaCl 2・2H 2O,2.0g/L MgS O 4・7H 2O ,0.5g/L (NH 4)2Fe (S O 4)2・6H 2O,3.0g/L 牛肉膏,10.0g/L 蛋白胨,0.1g/L 维C .用1mol/L 的氢氧化钠溶液调节pH 值为7.2~7.4.将配置好的培养基倒入锥形瓶中,用医用纱布包好瓶口,在121℃高压灭菌锅里灭菌20m in .有菌培养是将菌种和灭菌培养基以1∶10(体积比)倒入烧杯中,无菌培养是将灭菌海水和灭菌培养基以1∶10(体积比)倒入烧杯中,最后放入37±1℃恒温培养箱中培养,有菌培养在接种后定期换入新鲜培养基和添加菌种进行间歇式培养.实验中所有玻璃仪器经高温、高压灭菌,在无菌操作实验台操作,确保实验中无杂菌干扰.1.2 电化学腐蚀实验电化学测量仪器为德国生产的Z AHNER 2I M 6系统,试验采用三电极体系.参比电极:饱和甘汞电极;对电极:铂片电极(15mm ×15mm );工作电极:316不锈钢电极,成份见表1.工作电极尺寸为10mm ×10mm ×3mm ,依次用280#~1500#砂纸打磨,用金刚石研磨膏进行抛光处理,保留光滑面10mm ×10mm 作为工作面,非工作面焊接铜导线并用环氧树脂密封.工作面丙酮除油,乙醇、蒸馏水洗净后放入干燥器中备用.表1 316不锈钢的化学成分Table 1 Chem ical compositi ons of 316stainless steelElementC Cr N i Mn P S Mo Si Mass fracti on /%≤0.0816.00~18.5010.00~14.00≤2.00≤0.035≤0.0302.00~3.00≤1.00 根据腐蚀介质不同,将紫外灯下灭菌30m in 后工作电极分为两组进行试验,一组是将电极浸入间歇式培养有菌介质中;另一组电极浸入无菌介质中,在紫外灯杀菌条件下无菌培养.取出浸泡不同天数的相应电极进行对比试验,分别测量两组电极的开路电位、极化曲线和电化学阻抗谱.(a )有菌介质 (b )无菌介质图1 316不锈钢电极在不同介质中自腐蚀电极电位E 随时间t 的变化曲线Fig .1 Variati on of corr osi on potential of 316stainless steel electr ode in different mediu m s 极化曲线和电化学阻抗测量均在室温敞开的条件下进行,极化曲线测量扫描范围为-1.4~0.4V,扫描速度为1mV /s .阻抗测量信号为幅值10mV 的交流正弦波,测量频率为1×10-2~1×105Hz .数据处理采用Zsi m p 2W in 阻抗分析软件.2 结果与讨论2.1 自腐蚀电位分析如图1所示,不锈钢电极在有菌介质中的自腐蚀电位是先经历了快速负移后再正移,后趋于稳定.因为电极刚浸入有菌介质中,微生物就会附着在电极表面形成一层微生物膜,由于微生物的繁殖代谢活动使电极表面氧浓度降低,阻碍了其表面钝化膜的形成,同时微生物新陈代谢产生了侵蚀性物质,因而使自腐蚀电位快速负移.随着微生物附着增多,胞外聚合物和腐蚀代谢产物增多,使得电极表面的生物膜增厚,自腐蚀电位出现了正移的现象,这与文献[13]报导的结果一致.随时间增加,由于微生物的生理活动影响及生物膜形成和脱落交替第3期牛桂华等:海洋微生物对316不锈钢的电化学腐蚀行为85 进行,使得20天后自腐蚀电位处于波动状态.在无菌介质中,自腐蚀电位先降低后趋于稳定.这是由于培养基中的有机介质吸附在电极表面破坏了钝化膜加速了腐蚀,导致腐蚀电位负移,7天后随着有机介质作用减弱,钝化膜逐渐完整,自腐蚀电位趋于稳定.2.2 电极极化曲线不锈钢电极在有菌和无菌介质中浸泡8h 、5d 的极化曲线如图2(a )所示.可见电极在两种介质中浸泡8h 、5d 的阴极极化曲线的形状基本一致,这表明电极表面附着微生物并没有改变电极阴极过程的性质,只是加速了腐蚀进程.比较在有菌介质中和无菌介质中浸泡5d 的极化曲线可以看出,在有菌介质中腐蚀电流增大,腐蚀电位明显负移,这反映了微生物的存在对不锈钢的腐蚀起到了促进的作用.1-无菌8h 2-有菌8h 3-无菌5d 4-有菌5d (a )不同介质1-有菌8h 2-有菌5d3-有菌10d (b )有菌介质图2 316不锈钢电极在介质中浸泡不同时间的极化曲线Fig .2 Polarizati on behavi or of 316stainless steel electr ode i m merged in mediu m s f or different ti m e不锈钢电极在有菌介质中随时间变化的极化曲线如图2(b )所示.可知,电极阴极极化性质随时间的增加仍没有发生改变,这说明微生物的生长活动没有改变阴极极化性质,该现象与文献[14]报道一致.阳极极化曲线发生了变化,出现明显的波动现象,这是由于微生物的生长繁殖影响了不锈钢表面成膜过程,改变了金属表面腐蚀环境而发生了腐蚀.随着浸泡时间的增加,由于电极表面微生物膜内的微生物的大量繁殖和新陈代谢作用,影响了不锈钢的腐蚀性质和速度.从图2(b )可知,随时间增加(从8h 到10d ),有菌培养基介质中电极腐蚀电位负移,腐蚀电流明显加大,这表明海洋中的微生物附着和繁殖过程加速了316不锈钢的腐蚀,降低了其在海洋环境中的耐蚀性.2.3 电化学阻抗谱E I S 的测量可以进一步揭示材料微生物腐蚀的电化学机制.图3(a )为电极在无菌和有菌介质中浸泡10d 的阻抗Nyquist 图.可知,在两种介质中E I S 在复平面上都是单一的容抗弧,有菌介质中的电极极化电阻小于无菌介质中的电极极化电阻,且在有菌介质中的容抗弧直径减小,由于浸泡10d 时生物膜内的微生物生命活动旺盛,生物膜促进了金属表面电荷转移过程,从而加速了不锈钢的腐蚀速度,这与自腐蚀电位和极化曲线分析结果相同.图3(b )为有菌介质中浸泡不同天数的电极电化学阻抗Nyquist 图.可知,电极浸入有菌介质中,微生物附着在不锈钢电极表面形成生物膜,由于生物膜的形成是一个动态平衡的过程,并且不锈钢表面钝化膜的逐渐形成,使得从浸泡8h 到浸泡5d 的极化电阻增大.随后从浸泡5d 、10d 、30d 的E I S 可知,随时间增加,极化电阻逐渐减小,容抗弧直径明显减小,这是由于生物膜破坏了不锈钢表面钝化膜,并且随着微生物大量的生长繁殖及新陈代谢作用,加快了不锈钢的腐蚀速率.从图4(a )可知,随着时间的增加(从5d 到10d ),不锈钢电极在无菌介质中频率与阻抗关系曲线基本没有发生变化,而在有菌介质中电极阻抗值小于无菌介质中的阻抗值并发生了明显变化.电极在有菌介质中低频端阻抗值减小,高频端阻抗值增大且高于无菌介质中的阻抗值,对应于图4(b )在有菌介质中低频端和高频端分别出现了一个时间常数和相角峰,而无菌介质中只有一个时间常数,曲线基本没有变化.这是由于微生物生长繁殖和新陈代谢作用,改变了不锈钢界面的极化电阻和生物膜电阻以及表面的双电层结构,并使不锈钢表面钝化膜局部被溶解穿透,被穿透的部位发生阳极溶解过程,使得这些区域金属表面形成凹陷[15],表现为不均匀的蚀坑,因而海洋微生物的存在诱发了不锈钢的局部腐蚀发生.1-无菌10d 2-有菌10d (a )不同介质1-有菌8h 2-有菌5d 3-有菌10d 4-有菌30d(b )有菌介质图3316不锈钢电极电化学阻抗Nyquist 图Fig .3 Variati on in E I S Nyquist p l ots of 316stainless steel electr ode1-无菌5d 2-有菌5d 3-无菌10d 4-有菌10d (a )频率与阻抗1-无菌5d 2-有菌5d 3-无菌10d 4-有菌10d(b )频率与相位角图4 316不锈钢电极在不同介质中的电化学阻抗Bode 图Fig .4 Variati on in E I S Bode p l ots of 316stainless steel exposed in different mediu m s3 结论(1)海洋微生物的存在影响了电极表面电化学过程,改变了界面的极化电阻、生物膜电阻和表面双电层结构,使电极腐蚀电位负移,腐蚀电流密度加大,极化电阻减小,从而影响和加速了316不锈钢的腐蚀进程.(2)海洋微生物的生理活动抑制和破坏了不锈钢完整钝化膜的形成,创造了不锈钢表面生物膜内的腐蚀环境,由于钝化膜的不完整及生物膜内微生物分布不均匀和代谢产物堆积,使材料表面化学成分不均匀,形成了局部腐蚀微电池,诱发了316不锈钢的局部腐蚀的发生和发展.参考文献:[1]I w ona B B,Jan S .B i ocorr osi on:t owards understanding interacti ons bet w een bi ofil m s and metals[J ].Current O pinion in B iotech 2nology,2004,15:181-186.[2]Flemm ing H C .Econom ical and technical overvie w [A ].M icr obi ol ogically influenced corr osi on of materials[C ].Berlin:Sp ingerVerlag,1996:65-70.[3]W alsh D,Pope D,Danf ordM ,et al .The effect of m icr ostructure on m icr obi ol ogically influenced corr osi on[J ].JOM ,1993,45:22-30.[4]刘建华,梁馨,李松梅.硫酸盐还原菌对两种不锈钢的腐蚀作用[J ].金属学报,2005,41(5):545-550.[5]孙成,韩恩厚,王旭.海泥中硫酸盐还原菌对碳钢腐蚀行为的影响[J ].腐蚀科学与防护技术,2003,15(2):104-106.[6]Yuan S J,Pehkonen S O.M icr obi ol ogically influenced corr osi on of 304stainless steel by aer obic p seudomonas NC I M B 2021bac 2teria:AF M and XPS study[J ].Colloids and Surfaces B :B iointerfaces,2007,59:87-99.(下转第90页)示于表2.对于上述样品溶液,同时用HP LC法进行对照实验,实验结果根据工作曲线计算样品浓度,结果也示于表2.表2 样品回收率实验Table2 Analytical results of samp le recovery加入样品质量/mg 对照品加入量/mg本法测定量/mg回收率/%药典法测定量/mgRS D(n=5)/%0.6720 0.6720 0.67200.40000.60001.00001.0791.2871.665100.7101.099.601.1381.3661.5841.340.861.52参考文献:[1]国家药典委员会.中华人民共和国药典(二部)[M].北京:化学工业出版社,2005:737-738.[2]Ra mos F J M,Bosque S J M,Garcia C A M,et al.Che m ilu m inescence deter m inati on of a m ikacin based on the inhibiti on of thelu m inol reacti on catalyzed by copper[J].J Phar m B io m ed A nal,2005,36:969-974.[3]方卢秋,王周平,付志锋,等.流动注射化学发光法测定阿米卡星[J].西南师范大学学报,2003,28(4):603-605.[4]Feng C H,L in S J,W u H L,et al.Trace analysis of a m ikacin in commercial p reparati on by derivatizati on and HP LC[J].J L iqChro m atogr Relat Technol,2001,24(3):381-392.[5]Kabra P M,Bhatnager P K,Nels on M A.L iquid chr omat ographic deter m inati on of a m ikacin in serun with s pectr ophot ometric de2tecti on[J].J Chro m atogr,1984,307(1):224-229,[6]张力增,陈琪.分光光度法测定硫酸阿米卡星注射液的含量[J].海峡药学,2003,15(5):52-53.[7]石凤鸣,杨艳,田应彪.紫外分光光度法测定注射液中硫酸阿米卡星的含量[J].遵义医学院学报,2003,26(3):286-287.[8]Yeh H H,L in S J,Ko J Y,et al.Rap id and selective m icellar electr okinetic chr omat ography for si m ultaneous deter m inati on ofa m ikacin,kana mycin A,and t obra mycin with UV detecti on and app licati on in drug for mulati ons[J].E lectrophoresis,2005,26:947-953.[9]Cao Q E,Zhao Y K,Yao X J,et al.The synthesis and app licati on of(o2nitr ophenyl)232(22thiazolyl)triazene f or the deter m i2nati on of palladiu m(Ⅱ)by the res onance enhanced Rayleigh light scattering technique[J].Spectrochi m A cta Part A,2000,56: 1319-1327.(上接第86页)[7]Xu L C,Fang H P,Chan K Y,A t om ic f orce m icr oscopy study of m icr obi ol ogically influenced corr osi on of m ild steel[J].Electro2che m Soc,1999,146:4455-4460.[8]Gonz lez J E G,Santana F J H,M irza2r osca J C.Effect of bacterial bi ofil m on316ss corr osi on in natural sea water by E I S[J].Corrosion Science,1998,40(12):2141-2154.[9]I w ona B B.Corr osi on of technical materials in the p resence of bi ofil m s2current understanding and state2of2the2art methods of study[J].Intern B iodeter B iodegrad,2004,53:177-183.[10]Jones D A,Amy P S.A ther modyna m ic inter p retati on of m icr obi ol ogically influenced corr osi on[J].Corrosion,2002,58:638-645.[11]张大全,刘卫国,卢德强,等.碳钢在黄浦江水培养微生物介质中的腐蚀行为[J].腐蚀与防护,2005,26(2):47-49.[12]Sheng X X,Ting Y P,Pehkonen S O.The influence of sul phate2reducing bacteria bi ofil m on the corr osi on of stainless steel A I SI316[J].Corrosion Science,2007,49:2159-2176.[13]李相波,王伟,王佳,等.海水中微生物膜的生长对金属腐蚀过程的影响[J].腐蚀科学与防护技术,2002,14(4):219-222.[14]常雪婷,尹衍升,闫林娜.海洋微生物介质中碳钢腐蚀电化学行为研究[J].现代化工,2006,26(2):281-284.[15]胡艳玲,李荻,郭宝兰.用时域法E I S评估LY12CZ铝合金的膜下腐蚀[J].中国腐蚀与防护学报,2002,22(1):5-13.。
不锈钢材料技术标准73067

不锈钢材料技术标准一、前言不锈钢材料应用通则:1、中国与亚洲、北美诸国(地区)以及澳大利亚的不锈钢钢号近似对照:2、特性及应用范围3、理论重量计算4、不锈钢制造过程中的表面处理法以及机械研磨表面处理法5、2008年不锈钢新牌号标准注解近期国内钢厂发布了不锈钢新牌号标准,经过比较分析,新牌号与旧牌号标识上基本没有太大变动,主要的化学元素标识都没有变动,只有碳含量标识和个别钢种里面化学元素发生变动:A、碳(C)含量标识1)旧牌号:Cr之前的数字表示碳的千份之几的含量。
如201(1Cr17Mn6Ni5N):碳(C)含量千分之一;2Cr13(420),7Cr17(440A),分别表示碳(C)含量千分之二和千分之七;如果C≤0。
08%为低碳,标识为“0",如(304)0Cr18Ni9;C≤0.03%为超低碳,标识为“00”,如00Cr17Ni14Mo2(316L)。
2) 新牌号:Cr之前的数字表示碳(C)的万分之几的含量。
如201牌号为12Cr17Mn6Ni5N,表示碳(C)含量万分之十二(0.12%);304牌号为06Cr19Ni10,表示碳(C)含量万分之六(0。
06%);316L牌号为022Cr17Ni12Mo2,表示碳(C)含量万分之二点二(0.022%)。
其它标识基本不变。
新牌号中碳(C)含量较之以前更加明确,对产品生产技术也有了更高的要求。
B、个别材质原料含量发生调整原料含量发生变动的部分钢种比较:【相关:中国主要不锈钢牌号最新国家标准】304中Cr和Ni的含量分别上涨了1个的点;316L中Ni的含量上涨2个的点;444中Cr含量上涨了1个的点并加入了Nb、Ti微量元素;321中Ni含量减少了1个的点;304N1中Ni含量减少了1个的点。
各钢种之间做了不同程度的调整,镍奥式体中调整幅度比例比较大。
二、常用不锈钢管技术标准1、GB/T14975—2002 结构用不锈钢无缝钢管;2、GB/T14976—2002 流体输送用不锈钢无缝钢管;3、GB/T12770—2002 机械结构用不锈钢焊接钢管;4、GB/T12771-2002 流体输送用不锈钢焊接钢管;5、GB/T18705-2002 装饰用焊接不锈钢钢管;6、QB/T 2467—1999 食品工业用不锈钢管7、ASTM A270—03a 卫生设施用无缝钢管8、ISO—2851-2852\ISO2037 国际食品工业用不锈钢管道三、对应技术标准1、油漆用输送用不锈钢管(冷轧(拔))WC1)、水性漆输送2)、溶剂型漆输送3)模组用2、废溶剂(及虹吸部分)GB/T18705—2002 装饰用焊接不锈钢钢管3、胶、油墨及空气和水等四、不锈钢板材及型材技术标准1、不锈钢板材GB 4237—84《不锈钢热轧钢板》GB 3280—84《不锈钢冷轧钢板》2、不锈钢型材:不锈钢角钢、槽钢、扁钢、工字钢、T型钢、方钢、圆钢、方管、矩形管等1)、不锈钢热轧角钢GB/T4227—1984;2)、其他参考碳钢型材标准。
carbon based refractories

Fig.1.Base material pyramid with the location of the refractory materials.Table 1.Refractory Consumption by the Steel Industry Worldwide517Journal of the CeramicSociety of Japan 112[10]517 532(2004)Carbon Based RefractoriesJ [{ ÜL ÏΨÌT vEmad Mohamed M.EWAISRefractory &Ceramic Materials Lab.,Central Metallurgical R &D Institute (CMRDI ),P.O.BOX 87Helwan,11421Cairo,EgyptCarbon based or containing refractories has been attracting great attention because of their unique properties e.g.high thermal conductivity,low thermal expansion,high resistance to thermal shock and chemical inertness to the slag.They are classified into two groups;carbon /bricks /blocks and carbon containing materials.Carbon containing materials are further classified into carbon containing basic refractories and nonbasic refractories.Manufacturing processes are considered.The properties e.g.physical,thermal,mechanical and chemical are reviewed.Antioxidant and bonding materials for these types of the refractory products are reviewed.Their applications are also considered.[Received April 26,2004;Accepted July 30,2004]Keywords :Refractories,Carbon,Graphite,Magnesia,Dolomite,Alumina,Zirconia,Manufacturing,Antioxidants,Bonding,Physical,Thermal,Chemical,Mechanical,Application1.IntroductionRefractories are materials (usually nonmetallic )that maintain sufficient physical and chemical stability identity to be used for structural purposes in high temperature environments encountered in the process industries.While refractories are always exposed to high temperatures,the effect of other environmental conditions play a significant role in the performance of refractories during service.These include:mechanical stresses,thermal cycling and associated stresses,erosion and corrosion by hot gases and such molten materials as metals,slags,or glasses.Today,refractories are absolutely essential to industry.Without refractories,few manufacturing processes could be carried out.1)The production of metals,cement,glass,petroleum products,and much of our electrical energy depends on refractories.Yet,few people know relatively what refractories are or realize their importance,because these materials seldom come to the attention of the general public.Refractories are usually sent directly from their point of manufacture to another factory,where they are used to make consumer items that bear no trace of the refractories that were essential for their production.In addition to the category of refractories characterized by largescale used in the process industries,there are others that are used for more specific applications.For example,in the aerospace industry extremely high temperatures are encountered from propulsion systems and friction heating at high velocities in the atmosphere.There are also applications in the field of nuclear energy.Such applications that may require the massive use of refractories are a vital factor in the success of a particular system.Refractories are classified primarily on the basis of their chemical composition and the forms in which they are used.2) 8)To a lesser extent,refractories may be identified by association with a particular function such as thermal insulation,or a special manufacturing process such as fusion casting.Although the types of refractories manufactured for the industrial use are vast,it should be recognized that only few chemical elements form refractory compounds are available in sufficient quantities to be used economically.The preponderance of all g heavy h refractories are manufactured from compounds that involve the elements:silicon,aluminum,magnesium,calcium,chromium,and zirconium.The oxides of these elements are singly used or in various combinations.Recentlyand with increasing frequency,these elements are used in combination with carbon,Fig.1.9)Carbon or graphite refractories are also used with carbon as the sole constituent in the form of blocks or bricks.It is well known that the major refractories production is associated with the steel industry,i.e.if steel production increases,refractories production also increases,and vice versa.10),11)Recently,a dramatic reduction of refractory consumption per ton of steel has been achieved in the iron and steelmaking industries.This is attributed to improve operations specifically in process control and hot gunning repair.It also results from the development of continuous casting processes.The quality of refractories,specifically carbon containing or based refractories,truly advanced composite materials,also played an important role in achieving reduction in refractory consumptions (See Table 1).12),13)Fig.2.Crystal structure of graphite.518Carbon Based RefractoriesIn summary,there are many types of refractories.Carbon containing or based refractories are a class of refractories according to chemical composition classification.Because of the progress in this class and its application to iron and steelmaking processes,the refractories containing or based upon carbon (carbon bricks /blocks,carbon containing basic refractories,carbon containing nonbasic refractories )are reviewed in the light of these processes.2.Carbon and graphite refractoriesElemental carbon is found in nature in the form of diamonds,graphite and above all as coal.For refractory purposes natural and artificial graphite (coke from coking plants )are important for the manufacture of carbon bricks.The rawmaterials for carbon blocks should have ash content as lowas possible as w ell as a high yield.14)Because carbon or graphite refractories are both made up of the single element carbon,their distinction depends upon the basis of their crystal structure.Carbon refractories generally do not have a wellordered crystalline structure and may be considered amorphous,depending on the initial rawmaterials and the temperature that reached during the manufacturing.The graphite structure is well known,15) 17)Fig.2and indicates a planar structure with an infinite two dimensional array of carbon atoms arranged in hexagonal networks in the form of a giant aromatic molecule.The carboncarbon bond (covalent )in the plane is strong as indicated by the interatomic distance of 0.142nm where the bonding (van der Waal type )between the planes is weak the interatomic planar spacing being 0.304nm.Consequently,graphite has a layered structure and may occur in flakes or showpreferred orientation of its crystallites because of the alignment of the crystallites in fabrication process i.e.the planar structure results has anisotropic properties.The properties of graphite,in particular single crystal graphite,in terms of thermal expansion,thermal conductivity and compressibility are attributed to the structure.16),18)Thermal expansion perpendicular to the planes is 200times that parallel to the planes.Thermal conductivity paralleled to the planes is 200times that perpendicular to the planes.Its compressibility is 104 105times greater in the direction perpendicular to the plane.However,the degree of anisotropy decreases for the graphite components produced from a random array of graphite crystallites and the properties of such a body can't be readily inferred from orientation factors in the random structure.This is the case for manufactured carbon refractories as they contain amorphous carbon and /or well ordered crystalline structure.Interesting properties for this refractory class in terms ofdistribution of size pore,lowporosity,lowthermal expansion and zero permanent linear change at 1600 C,were reported,in particular,if this type is manufactured from anthracite calcined at very high temperatures (1600 1800 C ),extruded,impregnated.This improvement in the properties was based on the well distribution of the grain size and,in turn,minimizing the intergranular spacing of the product.19),20)Three groups of refractory bricks out of carbon have been reported:amorphous,partgraphite or semigraphite and graphite bricks.In recent years two further types designated as g microporous h were developed from the first two groups by additions of additives to improve their wear resistance.20)2.1ManufacturingCarbon and graphite refractories are naturally occurring graphite,coal,petroleum coke,coaltar pitch,artificial graphite,coke from mines,gascalcined anthracite and electrically calcined anthracite.21)Tarpitches,petroleum pitches and other organic materials are used as binders.The raw materials are prepared,ground,sieved,classified,mixed to batches depending on the desired property values,heated to approximately 160 C depending on the type of bond,andmixed w ith binder to get the socalled g green batch h org green mixture.h Next the mix is shaped.Vacuum vibration equipment,die presses,extrusion presses,isostatic presses and ramming equipment are used to form the batch /mixture intothe desired shape.After shaping the socalled g green h shape issubjected to a firing process up to approx.1200 C.The binder converts to coke.It is possible to accomplish subsequent densification and compaction by impregnating the blocks with impregnation agents,which are similar to the binders with regard to their composition.The impregnation agent,which has entered the pores,is also converted to coke during further firing'.20) 22)2.2Physicochemical propertiesCarbon and graphite are not wet by most molten materials because of the lowinterfacial tension betw een carbon or graphite and molten materials.They have excellent thermal shock resistance,and their strength increase when they are heated.At 2500 C,the tensile strength of graphite is roughly twice as great as its room temperature tensile strength,which is approximately 2000psi.1)Carbon and graphite have a range from good to superb electric conductivity,thermal conductivity and lowexpansion coefficients.Their thermal shock resistance are sufficient for standard applications.Despite good thermal conductivity and thermal shock resistance the application of carbon blocks is restricted because they are susceptible to be attacked by oxygen,steam and CO 2in an oxidizing atmosphere above 400 C.The wear mechanisms for carbon bricks lining the hearth and hearth wall of blast furnace were reported.23)Six wear mechanisms are responsible for the damage of carbon bricks;1)the dissolution of carbon in pig iron.24)2)the pickup of potassium oxide and migration of it into the brick to temperature zones of 900 C and reaction with the crystalline phases of carbon e.g.mullite,a crystoballite and a quartz under theformation of kalsilite (K 2O E Al 2O 3E 2SiO 2)and leucite (K 2O E Al 2O 3E 4SiO 2).25)These reactions are combined with a volume increase,which causes a destruction of the brick texture.Further pickup of potassium and the formation of potassiumcarbon compounds of the formula C 8K,C 24K and C 60K causes a swelling of the carbon bricks and a complete disintegration of it.3)MnO pickup of the brick and its reaction with ash compounds at temperature above 1200 C forming manganese aluminium silicates.This in turn reduces the modulus of rupture of the brick.4)the reaction of pickedup ZnO with519 Emad Mohamed M.EWAIS Journal of the Ceramic Society of Japan112[10]2004binding phases of the carbon bricks destroying it,formation of zinc orthosilicate(2ZnO E SiO2)or zinc aluminate during shut down of the blast furnace.25)5)oxidation of carbon by water vapor26),27)6)thermal stress due to the existing pressure within the lining.24)2.3ApplicationsBecause their properties,graphite and carbon refractories are serious contenders for applications in a reducing environment.Blast furnaces use appreciable quantities of carbon and graphite,particularly in the hearth,but carbon and graphite may also find application in the bosh and other places such as tapholes.28)With watercooled shells,cupolas have been lined with carbon in the wells.Because of its high electrical conductivity, graphite is used for electrodes in electric furnaces to generates the arc.Because graphite can be easily machined,complicated shapes can be cut from stockin the form o bars,slabs,or cylinders.In order to accomplish the reduction process at electric arc temperature for the production of Si,FeSi, FeMn...etc.,carbon electrodes with various graphite additives are applied.In these furnaces the bottoms are partially lined with carbon blocks.Carbon bricks are also installed as lining in tanks for making phosphoric acid because carbon has a very good resistance to acids.Wear resistant graphite plates are used as shaped bricks for the manufacture of fused cast corundum bricks.It must be mentioned that there is no international standard for carbon and graphite refractories and properties depend only on the manufacturer according to the request of consumer.3.Carbon containing materialsGraphite and carbon also are used in combination with other refractory materials to form a composite suitable for certain applications.The importance of carbon additions can be seen in the wear reduction by reducing infiltration depth and in the bond of the unfired bricks.In addition,thermal shockresistance is improved by increasing thermal conductivity and decreasing thermal expansion.29)The brickbond of unfired products in a cok ed operation state is based on the adhesion between the coke lattice and refractory particles as well as on the adhesion within the coke lattice with partial direct atomic bonds,secondary valence bonds and van der Waal forces.The infiltration depth is changed substantially by carbon from centimeters to millimeters.Consequently,the wear mechanism of the bricks is changed drastically.Two factors are responsible for this:(1)The reduction of iron oxide in the liquid infiltration by metal.The eutectic temperature of the infiltrate is increased to its solidification point(with CaO/SiO2molar 2if infiltrate contains FeO).(2)Nonwetting between the oxide infiltrate and carbon of the brickat a contact angle f 90 (with CaO/SiO2molar 2if infiltrate doesn't contain FeO).In addition to the FeO content,the CaO/SiO2molar ratio is a decisive in determining which of the two effects take place. The CaO/SiO2molar ratio regulates itself on the hot face side directly in the front of the carboncontaining brickzone.With magnesia and magnesiadoloma brick,the CaO/SiO2molar ratio always stays 2because of the high CaO content in the brick.Consequently,the reducing effect is always active with these bricks if the slags contain FeO.For magnesia bricks, however,this ratio can drop below 2as a result of the different precipitation during infiltration.The iron ions of the infiltrate are absorbed by the periclase(MgO in accordance with the chemical balance within the solution).Consequently, the melt losses iron before it reaches the carbon in the brick. Due to the CaO/SiO2molar ratio dropping 2,the infiltrate remains liquid and agile despite its loss of iron.In this case, the nonwetting effect prevails.The same applies for slags without FeO.The decisive factor for effective utilization and application of Ccontaining bricks is the burnout speed of carbon.In pitch or resinbonded bricks,a cracked carbon lattice forms the brickbond.This means that carbon burnout leads to a decisive bond loss.Consequently,Ccontaining bricks can and should be used where reducing gases,that is a furnace atmosphere with low oxygen partial pressure,are predominant.Examples are converters,electric arc furnaces or the metallurgical ladle.In order to lower speed,additives for retarding oxidation are also used.Carbon containing materials are divided into carbon based basic refractories and carbon based non basic refractories. Each type also can be classified according to the binders used. This means that the carbon to refractories carry out via different techniques to manufacture these types.3.1ManufacturingThe brick s or the block s of these types of refractories are manufactured by grinding the raw materials,sieving,classification,mixing to batches depending on the desired property values,heating to approximately100 200 C depending on the type of bond,and mixing with binder to get the socalled g green batch h or g green mixture.h However,the bricks bonded with synthetic resin are manufactured cold or hot 100 C with liquid and a hardener.Next the mix is shaped. Vacuum vibration equipment,die presses,extrusion presses, isostatic presses,hot pressing and tempering,and ramming equipment are used to form the batch/mixture into the desired shape.After shaping,the socalled g green h shape is subjected to a firing process up to approx.1200 C.The binder converts to coke.It is possible to accomplish subsequent densification and compaction.It is possible to accomplish subsequent densification and compaction by impregnating the blocks with impregnation agents,which are similar to the binder in regard to their compaction.The impregnation agent,which has entered the pores,is also converted to coke during further firing cycle.3.2Bonding materialsThe binding materials for carbon based refractory materials should have an ash content as low as possible as well as a high yield.Tars,coaltars or coaltar pitches are the commonest types of materials used as carbon sources and binders for refractory bricks.They have long been used in practice.The physical properties of the tar or pitch influence the processing behavior greatly during manufacture.Conversely,the choice of binder is also determined by the particular processes in use.30)The softening point of the residual binder should not be exceeded prior to carbonization for any given bricks to prevent spalling.31)Because of the potential health hazards in the handling of such materials and the evolution of hazardouds pyrolysis products,there is a tendency to use polymers to replace tars, coal tars and coaltar pitches.32) 35)Phenolic resins,both novalacks and resols are favored because they are or can become thermosetting and because they can be pyrolysed during coking to achieve a high carbon yield.In addition to favorable pyrolysis and carbonization behavior,they are available in various forms,such as solutions,powder resins,520Carbon Based Refractoriessolid materials,and melts.They also serve as binders and impregnating agents for carbonaceous materials and refractory products.Synthetic resin bonded bricks offer the following basic advantages:36),37)(1)Their production and processing is environmentally acceptable.(2)Their production by means of the cold mixing method conserve energy.(3)The products can be processed in uncured conditions.(4)The products have no plastic phase when heated up,in contrast to tarpitch binders.(5)The carbon content(more graphite or soot)can increased to augment resistance to abrasion and slag attack. The control in cure of the resins is very important factor where some resins tend to harden in a comparatively short time.This,in turn,reduces the time that mix can be retained before it must be shaped into bricks or other desired shapes. Lyer and Shah38)contributed in solving this problem by control in pH in the presence of a catalyst.During heating of this product in the operation state,the pitch form elementary carbon(coking)at300 600 C by pyrolysis in liquid state leading to a separation of the volatile constituents(cracking).29)Laminated carbon packages form with good structure at the hexagonal base plane.These carbon packages are easy to graphitize and possess good optical anisotropy.However,in the c direction the carbon planes stay shifted and twisted,with varying degree of distance,even at the highest operation temperature.This intense degree of onedimensional imperfection corresponds to a polycrystalline graphite lattice(the threedimensional graphite structure is not obtainable until 2000 C).In contrast to pitch,the pyrolysis of phenolic resins,which are synthetic polycondensation products occur in solid state.The strong space interlacement of the molecule chains and,as consequence,missing agility prevents an oriented deposit of hexagonal carbon layers.A poorly arranged and strongly interlaced lattic is the result.This prevents gliding and cleavage.Therefore,these cokes are hard and very sensitive to oxidation due to the large inner surface.39)Phenolic resin has been widely used for its excellence kneading properties,molding properties and economy for carbon containing bricks.Although this binder has superior properties but it has some drawbacks.Firstly,a phenolic resin generates gases such as water,hydrogen,ethylene,phenol,cresol and xylenol when carbonized in temperature range of from 350 650 C causing air pollution and odor,etc.40) 42)Secondly, where a phenolic resin is used as a binder,the resulting structure is dense and has insufficient open cells.Therefore,the structure is liable to destruction due to the evolution of decomposition gas on heating.Thirdly,carbon produced from a phenolic resin is a glassy carbon inferior in resistance to spalling.Although the phenolic resin has a high residual carbon on burning,the resulting products have poor spalling resistance.Yamamura et al.43)proposed the using saccharified starch of a nonaromatic organic highmolecular compound to overcome the disadvantages of the pitchbonded type and using of a hexahydric alcohol as well as the first to the third drawbacks associating the use of a phenolic resin.3.3Carboncontaining basic materials3.3.1Carbon containing magnesia refractoriesThe evolution and use of magnesia refractories in combination with carbon started over forty years ago,in the early 1950's,with pitch bonded dolomite refractories,developed primarily for the basic oxygen furnace.In these early days, some of these linings in the basic oxygen furnace lasted only 100heats,often not giving sufficient time to reline the second vessel in a two furnace shop.44)Very measurable improvement came when magnesia fines were used in conjunction with the dolomite coarse fractions bonded with pitch.Further improvements came with the all magnesia pitch bonded brick.In the1970's the burned and impregna ted ma gnesia brickwith finite pore size beca me the standard for the charge pad and other high wear areas,starting the beginning of the zoned lining for basic oxygen furnaces.45)About that time magnesia purity became a factor and a special low boron96÷magnesia grain having a lime to silica ratio of2to3F1was used extensively.The1980's saw the development of resin bonded magnesiagraphite,first with higher carbon content and then with the addition of antioxidants to preserve the carbon content.46),47) Recently fused magnesia grain,sintered magnesia with larger crystallite size,and very high purity sintered magnesia were introduced to further improve the corrosion resistance.48) In addition to conventional pitch and resin bonded and burned and impregnated magnesia brick,the following three types of ma gnesia ca rbon bricka re a va ila ble on the ma rk et.«The first series contains regular sintered magnesia(97÷Mg0)with medium quality graphite(95÷C).«The second contains high purity sintered magnesia(99÷Mg0)with high purity graphite(99÷C).«The third contains high purity sintered magnesia with high purity graphite plus antioxidants.Magnesia carbon refractories are classified into three types according to the carbon:(1)Fired carboncontaining magnesia bricks( 2÷C),(2)Carbonbonded magnesia bricks( 7÷C)49)and(3)Carbonbonded magnesiacarbon bricks( 7÷C)50). The third one of refractory type is best suited classify on the light of binder to two types as following:(1)Bricks with pitch bonded(with max.15÷C),partially with subsequent pitch impregnation under vacuum or secondary for special cases with antioxidants,and,(2)Brick s with synthetic resin bond up to25÷C)often with added antioxidants(Al,Si,AlSi,Mg,AlMg,B4C among others in powder form).3.3.1.1Production technologyMgO C bricks are manufactured from high purity MgO clinker i.e.natural,sea water and electrofused magnesia as well as flaky graphite with carbon content of86 99÷,carbon bla ckwhether therma l or furna ce with na tura l ga s or oil base,and coke binders whether pitch or synthetic resins for unfired products.In these types,a high chemothermal stability is required from magnesia in bricks containing carbon.This means that a CaO/SiO2molar ratio of magnesia should be 2 as well as possibly slight contents of B2O3and SiO2which form melts;furthermore,little Al2O3and Fe2O3.In addition, periclase boundary surface should be a negligibly reactive due to low apparent porosity and large crystals.51),52)Fired carboncontaining magnesia bricks are manufactured by placing the fired magnesia bricks under vacuum at150 200 C and impregnated with pitch or resins.In this process,it is not possible to obtain more than2÷residual carbon. Repeated impregnation along with intermediate coking or the separation of carbon out of furfuryl alcohol,for example,to increase the carbon content,have not proven to be economically feasible.Concerning to the properties,these bricks only differ from fired magnesia bricks in regard to infiltrationretarding effect of carbon.This has a decisive influence on the wear behavior but is hardly noticed when comparing test or inspection value.Table2.Properties of Carbon Containing Magnesia and Magnesia Carbon BricksTable3.Thermo Mechanical Properties of Carbon Containing Magnesia and Magnesia Carbon Bricks521Emad Mohamed M.EWAIS Journal of the Ceramic Society of Japan 112[10]2004The bricks are distinguished by superb erosion resistance due to the firing of the brick.However,the thermal shock resistance is only moderate (See Tables 2and 3).Carbonbonded magnesia brick (pitch impregnated )is manufactured by mixing magnesia and pitch at 100 200 C,these bricks are shaped while still warm and tempered at 250 350 C to obtain sufficient hot strength.In addition to tempering and using pitch instead of tar for improving the carbon bond,carbon black is added,dehydrogenation agents are used and pitches impregnates under vacuum are further step.Carbon black can be dispersed in pitch in such way that it will greatly strengthen the coke bond.Dehydrogenation agents such as sulfur also increase the output of carbon.N.B.1 Hard coal pitch has the best performance /cost relativeof all coked binders.2 Phenolic resin is not only used as binder for magnesiacarbon brickswith 7÷C but also sometimes for magnesia bricks above 5÷C.Carbonbonded magnesia carbon bricks are characterized by residual carbon content of more than 7÷.The obtained high content of residual carbon can't be reached even by addition of graphite.Carbonbonded magnesia carbon bricks with pitch bonded are manufactured by hot pressing and tempering at 250 350 C.The bricks bonded with synthetic resin are manufactured cold or hot at temperature less than 100 C with liquid phenolic resol or phenolic novalac solutions and a hardener.Next,the binders are hardened at 120 200 C.Due to interlacing,this ensures formation of a highly molecular and nonmeltable resite lattice.Carbonbonded magnesia carbon bricks having high properties in respect of resistance to thermal,structural spalling,slag resistance and thermal shock resistance,etc.It is manufactured from 60 97÷sintered magnesia of bulk specific gravity about 3.4and 3 40÷carbonaceous materials and a carbon bonding formative agent 53)for applications in the converter.The effect of impurities in magnesia upon the reaction between magnesia clinker and carbon was estimated by measuring the weight loss of MgO specimen reacted with graphite at 1500 1750 C.54),55)It was found that the reaction between the MgO clinker and the carbon was affected by the chemical composition of the clinker rather than by its crystal size.。
食品包装用聚对苯二甲酸乙二醇酯(PET)容器(食品安全企业标准)

食品包装用聚对苯二甲酸乙二醇酯(PET)容器1范围本标准规定了食品包装用聚对苯二甲酸乙二醇酯(PET)容器的要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于以聚对苯二甲酸乙二醇酯为原料,采用注塑,拉伸、吹塑一步法或二步法工艺生产的2000ml以上的PET容器。
2规范性引用文件下列文件中的条款通过本标准中的引用而成为本标准的条款。
凡注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T191包装储运图标志。
GB9685食品容器、包装材料用助剂使用卫生标准GB/T13508聚乙烯吹塑容器QB2357聚酯(PET)无汽饮料瓶QB/T1868聚对苯二甲酸乙二醇酯(PET)碳酸饮料瓶GB4806.7-2016食品安全国家标准食品接触用塑料材料及制品GB31603-2015食品安全国家标准食品接触材料及制品生产通用卫生规范.3要求3.1原材料要求3.1.1原材料应符合GB4806.7-2016的规定。
3.2外观要求外观应符合表1的要求表1外观要求项目要求容器体成型饱满,色泽均匀,无生料、冷斑、污点及雾状发白容器口容器口端面平整、螺纹光滑无崩缺、溢料边≤0.25mm容器底注塑口不超过底平面,以保证放置平稳3.3高度和垂直度偏差高度偏差应符合表2的规定表2高度偏差单位:mm 高度H高度极限偏差垂直度极限偏差<150±1.0≤3.0150~350±1.5≤5.0>350±1.8≤6.43.4容量偏差实际容量应大于公称容量1%以上3.5物理机械性能物理机械性能符合表3的规定表3物理机械性能项目指标密封性能无渗漏垂直载压/N≥100N跌落性能不破裂耐寒性能-20℃无变化注:1)瓶的配套瓶盖是无内塞瓶盖(需用铝箔、发泡、橡胶等垫片或膜封口和内容物未非液体的PET瓶不作密封性能要求。
2)客户无密封要求的不作密封性能要求。
氧化锂磷铅盐绿光发射二极管 型号:L-7104GD-12V说明书

PAGE: 3 OF 6 ERP: 1101029230
PACKING & LABEL SPECIFICATIONS
L-7104GD-12V
Kingbright
SPEC NO: DSAC2577 APPROVED: WYNEC
REV NO: V.8B CHECKED: Allen Liu
DATE: APR/03/2013 DRAWN: Y.Liu
SPEC NO: DSAC2577 APPROVED: WYNEC
REV NO: V.8B CHECKED: Allen Liu
DATE: APR/03/2013 DRAWN: Y.Liu
PAGE: 1 OF 6 ERP: 1101029230
Selection Guide
Part No.
Dice
Green
565
λD [1]
Dominant Wavelength
Green
568
Δλ1/2
Spectral Line Half-width
Green
30
IF
Forward Current
Green
8.5
IR
Reverse Current
Green
Notes: 1.Wavelength: +/-1nm. 2. Wavelength value is traceable toБайду номын сангаасthe CIE127-2007 compliant national standards.
Kingbright
Detailed application notes are listed on our website. /application_notes
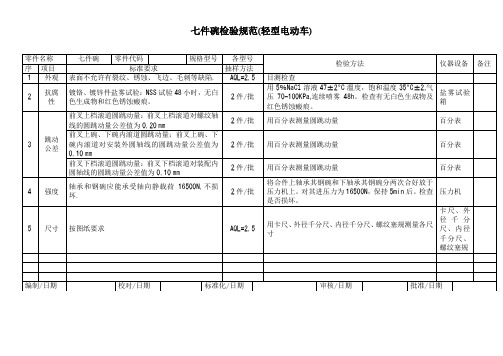
七件碗检验规范(轻型电动车)
校对/日期
标准化/日期
审核/日期
批准/日期
七件碗检验规范(轻型电动车)
零件名称
七件碗
零件代码
规格型号
各型号
检验方法
仪器设备
备注
序
项目
标准要求
抽样方法
1
外观
表面不允许有裂纹、锈蚀、飞边、毛刺等缺陷.
、镀锌件盐雾试验:NSS试验48小时,无白色生成物和红色锈蚀瘢痕。
2件/批
用5%NaCl溶液47±2ºC溫度,饱和温度35ºC±2,气压70-100KPa,连续喷雾48h。检查有无白色生成物及红色锈蚀瘢痕。
盐雾试验箱
3
跳动公差
前叉上档滚道圆跳动量:前叉上档滚道对螺纹轴线的圆跳动量公差值为0.20㎜
2件/批
用百分表测量圆跳动量
百分表
前叉上碗、下碗内滚道圆跳动量;前叉上碗、下碗内滚道对安装外圆轴线的圆跳动量公差值为0.10㎜
2件/批
用百分表测量圆跳动量
百分表
前叉下档滚道圆跳动量:前叉下档滚道对装配内圆轴线的圆跳动量公差值为0.10㎜
2件/批
用百分表测量圆跳动量
百分表
4
强度
轴承和钢碗应能承受轴向静载荷16500N,不损坏.
2件/批
将合件上轴承其钢碗和下轴承其钢碗分两次合好放于压力机上。对其进压力为16500N,保持5min后。检查是否损坏。
压力机
5
尺寸
按图纸要求
AQL=2.5
用卡尺、外径千分尺、内径千分尺、螺纹塞规测量各尺寸
卡尺、外径千分尺、内径千分尺、螺纹塞规
材料密度

聚丙烯腈 1.14~1.17
聚三氟-氯乙烯 2.10~2.20
乙酰丁酸纤维素 1.15~1.25
聚四氟乙烯 2.10~2.30
聚甲基丙烯酸甲酯 1.16~1.20
聚乙酸乙烯酯 1.17~1.20
LF6 2.64
LF21 2.73
LF2、LF43 2.68
LF5、LF10、LF11 2.65
硬铝
LY3 2.73
LY9、LY12(2A12) 2.78
铍青铜 8.30-8.8
铸锡青铜 8.69-8.8
铝青铜 7.46-8.2(建中买之铝青铜比重为7.7)
锰青铜 8.60-8.8
1.5锰青铜 8.8
铝青铜
9-4、10-3-1.5 7.5
10-4-4铝青铜 7.46
3-1硅青铜 8.47
1-3硅青铜 8.6
铬镍钢
12CrNi3A、20CrNi3A、37CrNi3A 7.85
铬镍钼钢
40CrNiMoA 7.85
铬镍钨钢
18Cr2Ni4WA 7.8
铬钒钢
50CrVA 7.85
38CrA 7.80
铬钼铝钢
38CrMoA1A 7.65
铬钢
20Cr、30Cr、40Cr 7.82
铬钼铝钢 7.65
15CrA铬钢 7.74
38CrA铬钢 7.80
含钨9高速工具钢 8.30
含钨18高速工具钢 8.70
不锈钢
2Cr13Ni4Mn9 8.50
3Cr13Ni7Si2 8.00
一立方毫米等于0.00270公克0.00000270公斤0.00002646牛顿
水泥氯离子硫氰酸铵容量法原始记录数据范围

水泥氯离子硫氰酸铵容量法原始记录数据范围1. 前言水泥作为建筑材料中的重要组成部分,在建筑工程中起着至关重要的作用。
但是,水泥内部的氯离子含量对混凝土结构的耐久性和安全性有着重要影响。
对水泥中氯离子的含量进行准确测量和监测显得尤为重要。
在水泥氯离子含量的测定方法中,硫氰酸铵容量法是一种常用的定量分析方法。
这种方法通过反应滴定的方式,准确测定水泥样品中氯离子的含量。
本文将就水泥氯离子硫氰酸铵容量法原始记录数据的范围进行深入探讨和分析。
2. 换湿法试验在进行水泥氯离子硫氰酸铵容量测定的过程中,所使用的原始记录数据范围涉及到了换湿法试验。
换湿法是指将一定量的水泥试样与一定量的水进行充分混合,使水泥试样中的氯离子溶解于水中,形成一定浓度的溶液。
在这一步骤中,原始记录数据范围主要包括了水泥试样和水的质量、混合均匀程度、搅拌时间等因素。
这些数据的准确记录和控制,对于后续的试验结果具有至关重要的影响。
在进行换湿法试验时,必须严格按照标准操作程序进行,确保实验过程中所涉及的原始记录数据范围在合理的范围内,并符合实验要求。
3. 硫氰酸铵滴定硫氰酸铵容量法测定水泥氯离子含量的核心环节是硫氰酸铵的滴定过程。
在这一环节中,需记录硫氰酸铵试液滴定过程中的所耗用量、试验试样中氯离子的含量等原始数据。
在进行硫氰酸铵滴定时,需要确保试液的浓度、滴定管的刻度、滴定过程的反应时间等标准操作程序得以严格执行。
在记录的过程中也要保证数据的准确性和可靠性。
4. 结果分析水泥氯离子硫氰酸铵容量法原始记录数据的范围涵盖了试样的准备、试液滴定和结果记录等多个环节。
在实际操作中,这些数据范围直接影响了测定结果的准确性和可信度。
我们应当严格控制和管理这些原始记录数据的范围,确保它们在合理的范围内,并且符合实验要求。
只有这样,所得到的测定结果才能够具有重要的参考意义。
5. 个人观点作为水泥氯离子的测定方法之一,硫氰酸铵容量法在实际应用中具有一定的优势。
ASTM B367-2013

Designation:B367−13Standard Specification forTitanium and Titanium Alloy Castings1This standard is issued under thefixed designation B367;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification covers titanium and titanium alloy castings intended for general corrosion resistant and industrial applications.as follows:1.1.1Grade C-2—UNS R52550.Unalloyed titanium,1.1.2Grade C-3—UNS R52550.Unalloyed titanium,1.1.3Grade C-5—UNS R56400.Titanium alloy(6% aluminum,4%vanadium),1.1.4Grade C-7—UNS R52700.Unalloyed titanium plus0.12to0.25%palladium,1.1.5Grade C-8—UNS R52700.Unalloyed titanium plus0.12to0.25%palladium,1.1.6Grade C-9—UNS R56320.Titanium alloy(3% aluminum,2.5%vanadium),1.1.7Grade C-12—UNS R53400.Titanium alloy(0.3% molybdenum,0.8%nickel),1.1.8Grade C-16—UNS R52402.Unalloyed titanium plus0.04to0.08%palladium,1.1.9Grade C-17—UNS R52252.Unalloyed titanium plus0.04to0.08%palladium,and1.1.10Grade C-38—UNS R54250.Titanium alloy(4% aluminum,2.5%vanadium,1.5%iron).1.2This specification is intended for use of purchasers and/or producers of reactive metal castings for defining the requirements and assuring the properties of castings for unique corrosion-resistant applications,that is,not for commodity items which must meet all potential purchasers’requirements.1.2.1Users are advised to use the specification as a basis for obtaining castings which will meet minimum acceptance requirements established and revised by consensus of the members of the committee.1.2.2User requirements considered more stringent may be met by the addition to the purchase order of one or more supplementary requirements,which may include,but are not limited to,those listed in Sections S1through S8.1.3The values stated in inch-pound units are to be regarded as standard.The values given in parentheses are mathematical conversions to SI units that are provided for information only and are not considered standard.2.Referenced Documents2.1ASTM Standards:2A802/A802M Practice for Steel Castings,Surface Accep-tance Standards,Visual ExaminationE8Test Methods for Tension Testing of Metallic Materials E10Test Method for Brinell Hardness of Metallic Materials E18Test Methods for Rockwell Hardness of Metallic Ma-terialsE29Practice for Using Significant Digits in Test Data to Determine Conformance with SpecificationsE94Guide for Radiographic ExaminationE142Method for Controlling Quality of Radiographic Test-ing(Withdrawn2000)3E165Practice for Liquid Penetrant Examination for General IndustryE446Reference Radiographs for Steel Castings Up to2in.(50.8mm)in ThicknessE539Test Method for Analysis of Titanium Alloys by X-Ray Fluorescence SpectrometryE1409Test Method for Determination of Oxygen and Nitro-gen in Titanium and Titanium Alloys by the Inert Gas Fusion TechniqueE1447Test Method for Determination of Hydrogen in Tita-nium and Titanium Alloys by Inert Gas Fusion Thermal Conductivity/Infrared Detection MethodE1941Test Method for Determination of Carbon in Refrac-tory and Reactive Metals and Their Alloys by Combustion AnalysisE2371Test Method for Analysis of Titanium and Titanium Alloys by Direct Current Plasma and Inductively Coupled Plasma Atomic Emission Spectrometry(Performance-Based Test Methodology)1This specification is under the jurisdiction of ASTM Committee B10on Reactive and Refractory Metals and Alloys and is the direct responsibility of Subcommittee B10.01on Titanium.Current edition approved July1,2013.Published August2013.Originally approved st previous edition approved in20098as B367–09.DOI: 10.1520/B0367-13.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.3The last approved version of this historical standard is referenced on .*A Summary of Changes section appears at the end of this standard Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959.United States1E2626Guide for Spectrometric Analysis of Reactive and Refractory Metals3.Terminology3.1Definitions of Terms Specific to This Standard:3.1.1lot,n—shall consist of all castings of the same design produced from the same pour.3.1.2pour,n—shall consist of all material melted and cast at one time.4.Ordering Information4.1Orders for castings to this specification shall include the following as required,to describe the requirements adequately: 4.1.1Description of the castings by pattern number or drawing.Dimensional tolerances shall be included on the casting drawing,4.1.2Quantity,4.1.3Grade designation(see Table1),4.1.4Options in the specification,and4.1.5Supplementary requirements desired,including the standards of acceptance.5.Materials and Manufacture5.1Materials for this specification shall be melted by conventional processes used for reactive metals.Typical meth-ods include the consumable electrode and induction-slag, plasma arc,induction-skull,and electron beam melting pro-cesses.6.Chemical Composition6.1Pour Analysis—An analysis of each pour shall be made by the producer from a sample such as a casting or test bar that is representative of the pour.The chemical composition deter-mined shall conform to the requirements specified for the relevant grade in Table1.6.1.1The elements listed in Table1are intentional alloy additions or elements which are inherent to the manufacture of titanium sponge,ingot or mill product.6.1.1.1Elements other than those listed in Table1are deemed to be capable of occurring in the grades listed in Table 1by and only by way of unregulated or unanalyzed scrap additions to the ingot melt.Therefore product analysis for elements not listed in Table1shall not be required unless specified and shall be considered to be in excess of the intent of this specification.6.1.2Elements intentionally added to the melt must be identified,analyzed,and reported in the chemical analysis. 6.2When agreed upon by the producer and the purchaser and requested by the purchaser in his written purchase order, chemical analysis shall be completed for specific residual elements not listed in this specification.6.3Product Analysis—Product analysis tolerances do not broaden the specified heat analysis requirements,but cover variations between laboratories in the measurement of chemi-cal content.The producer shall not ship material which is outside the limits specified in Table1for the applicable grade. Product analysis limits shall be as specified in Table2.6.4Sampling—Samples for chemical analysis may be made by the purchaser on a representative casting from any lot.Due to the possibility of oxygen or other interstitial contamination, samples for oxygen,carbon,hydrogen,and nitrogen analysis shall be taken no closer than1⁄4in.(6.3mm)to a cast surface except that castings too thin for this shall be analyzed on representative material.The chemical composition determined shall conform to the analysis in Table1within the check analysis variations shown in Table2or shall be subject to rejection by the purchaser.7.Heat Treatment7.1Unless otherwise specified in the contract,all castings will be supplied in the as-cast condition except when post-weld heat treatment is required.7.2If post-weld heat treatment is required,it shall consist ofa stress relief performed at1075625°F(580614°C)for Grades C-2,C-3,C-7,C-8,C-12,C-16and C-17,and12006 25°F(650614°C)for Grades C-5,C-6,C-9,C-18,and C-38. Time at temperature shall be a minimum of1⁄2h plus an additional1⁄2h at temperature per inch of thickness for section sizes greater than1in.(25mm).After heat treatment,the castings should be cooled in air or in the furnace to ambient temperature unless otherwise agreed upon between the pur-chaser and producer.8.Methods of Chemical Analysis8.1The chemical analysis shall normally be conducted using the ASTM standard test methods referenced in2.1.Other industry standard methods may be used where the ASTM test methods in2.1do not adequately cover the elements in the material or by agreement between the producer and purchaser. Alternate techniques are discussed in Guide E2626.9.Workmanship,Finish,and Appearance9.1All castings shall be made in a workman-like manner and shall conform to the dimensions in drawings furnished by the purchaser before manufacturing is started.If the pattern is supplied by the purchaser,the dimensions of the casting shall be as predicted by the pattern.9.2The surface of the casting shall be free of adhering mold material,scale,cracks,and hot tears as determined by visual examination.Other surface discontinuities shall meet the visual acceptance standards specified in the order.Practice A802/ A802M or other visual standards may be used to define acceptable surface discontinuities andfinish.Unacceptable surface discontinuities shall be removed and their removal verified by visual examination of the resultant cavities.10.Repair by Welding10.1If repairs are required,these shall be made using a welding procedure and operators certified to quality require-ments established by the producer.The procedures developed shall be consistent with standard practices recommended for reactive metal alloys.The producer shall maintain documenta-tion on procedure and welder qualifications.Procedure modi-fications or special arrangements shall be as agreed upon between the producer and thepurchaser. B367−132T A B L E 1C h e m i c a l R e q u i r e m e n t sC o m p o s i t i o n ,W e i g h t P e r c e n t A ,B ,C ,D ,EG r a d e U N S N u m b e r C a r b o n ,m a x .O x y g e n r a n g e o r m a x .N i t r o g e n ,m a x .H y d r o g e n ,m a x .I r o n r a n g e o r m a x .A l u m i n u mV a n a d i u m P a l l a d i u m R u t h e n i u m N i c k e l M o l y b d e n u m C h r o m i u m C o b a l t Z i r c o n i u m N i o b i u mT i n S i l i c o n O t h e r E l e m e n t s ,m a x .e a c h O t h e r E l e m e n t s ,m a x .t o t a l————————————————————C -2R 525500.100.400.050.0150.20------------------------0.10.4————————————————————C -3R 525500.100.400.050.0150.25------------------------0.10.4————————————————————C -5R 564000.100.250.050.0150.405.5-6.753.5-4.5--------------------0.10.4C -6R 545200.100.200.050.0150.504.0-6.0------------------2.0-3.0--0.10.4C -7R 527000.100.400.050.0150.20----0.12-0.25------------------0.10.4C -8R 527000.100.400.050.0150.25----0.12-0.25----------------------C -9R 563200.100.200.050.0150.252.5-3.52.0-3.0------------------------————————————————————C -12R 534000.100.250.050.0150.30--------0.6-0.90.2-0.4------------0.10.4————————————————————————————————————————————————————————————C -16R 524020.100.180.030.0150.30----0.04-0.08------------------0.10.4————————————————————C -17R 522520.100.200.030.0150.25----0.04-0.08------------------0.10.4C -18R 584650.080.200.030.0150.252.5-3.52.0-3.00.04-0.08------------------0.10.4————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————C -38R 542500.080.20-0.300.030.0151.2-1.83.5-4.52.0-3.0--------------------0.10.4AA t m i n i m u m ,o n e p o u r a n a l y s i s s h a l l b e c o m p l e t e d a n d r e p o r t e d f o r a l l e l e m e n t s l i s t e d f o r t h e r e s p e c t i v e g r a d e i n t h i s t a b l e .BI f t h e c a s t i n g i s s u b j e c t e d t o t h e r m a l o r c h e m i c a l p r o c e s s i n g f o l l o w i n g t h e p o u r ,fin a l p r o d u c t h y d r o g e n s h a l l b e r e p o r t e d i n l i e u o f p o u r h y d r o g e n .L o w e r h y d r o g e n m a y b e o b t a i n e d b y n e g o t i a t i o n w i t h t h e m a n u f a c t u r e r .C S i n g l e v a l u e s a r e m a x i m u m .T h e p e r c e n t a g e o f t i t a n i u m i s d e t e r m i n e d b y d i f f e r e n c e .D O t h e r e l e m e n t s n e e d n o t b e r e p o r t e d u n l e s s t h e c o n c e n t r a t i o n l e v e l i s g r e a t e r t h a n 0.1%e a c h ,o r 0.4%t o t a l.O t h e r e l e m e n t s m a y n o t b e a d d e d i n t e n t i o n a l l y .O t h e r e l e m e n t s m a y b e p r e s e n t i n t i t a n i u m o r t i t a n i u m a l l o y s i n s m a l l q u a n t i t i e s a n d a r e i n h e r e n t t o t h e m a n u f a c t u r i n g p r o c e s s .I n t i t a n i u m t h e s e e l e m e n t s t y p i c a l l y i n c l u d e a l u m i n u m ,v a n a d i u m ,t i n ,c h r o m i u m ,m o l y b d e n u m ,n i o b i u m ,z i r c o n i u m ,h a f n i u m ,b i s m u t h ,r u t h e n i u m ,p a l l a d i u m ,y t t r i u m ,c o p p e r ,s i l i c o n ,c o b a l t ,t a n t a l u m ,n i c k e l ,b o r o n ,m a n g a n e s e ,a n d t u n g s t e n .E T h e p u r c h a s e r m a y ,i n t h e w r i t t e n p u r c h a s e o r d e r ,r e q u e s t a n a l y s i s f o r s p e c i fic e l e m e n t s n o t l i s t e d i n t h i s s p e c i fic a t i o n.B367−13310.2The composition of the deposited weld metal shall be within the chemical requirements for each grade established in Table1.10.2.1Unalloyed titanium Grades C-2and C-3,and low-alloy Grades C-12,C-7,C-8,C-16,and C-17castings shall be stress-relieved if the repair is considered capable of adding stresses that will interfere with the purpose for which the castings are intended.The decision for stress relieving shall be made by the producer,unless otherwise agreed upon.The stress-relief cycle shall be in accordance with7.2followed by air or furnace cooling to room temperature,or as agreed upon between the purchaser and the producer.10.2.2Grade C-5(Ti-6Al-4V),Grade C-6(Ti-5Al-2.5Sn), Grade C-9,Grade C-18,and C-38castings shall be stress-relieved after weld repair,if the weld defect or excavation is through a wall or exceeds1in.3(16.4cm3)of deposited metal. All welds on Grade C-12(Ti-.3Mo-.8Ni)castings shall be stress-relieved after weld repair.The stress-relief cycle shall be in accordance with7.2.10.2.3Hot isostatic pressing(HIP)may be substituted for required thermal treatment provided all requirements for that treatment are met,and temperatures detrimental to the material properties are not reached.11.Referee Test and Analysis11.1In the event of disagreement between the manufacturer and the purchaser on the conformance of the material to the requirements of this specification,a mutually acceptable ref-eree shall perform the tests in question using the ASTM standard methods in2.1.The referee’s testing shall be used in determining conformance of the material to this specification.12.Inspection12.1The producer shall afford the purchaser’s inspector all reasonable facilities necessary to satisfy him that the material is being produced and furnished in accordance with this specification.Foundry inspection by the purchaser shall not interfere unnecessarily with the producer’s operations.12.2If the results of any chemical or mechanical property test lot are not in conformance with the requirements of this specification,the lot may be retested at the option of the producer.The frequency of the retest will double the initial number of tests.If the results of the retest conform to the specification,then the retest values will become the test values for certification.Only original conforming test results or the conforming retest results shall be reported to the purchaser.If the results for the retest fail to conform to the specification,the material will be rejected in accordance with Section13. 12.3For purposes of determining conformance with the specifications contained herein,an observed or a calculated value shall be rounded off to the nearest unit in the last right-hand significant digit used in expressing the limiting value.This is in accordance with the round-off method of Practice E29.13.Rejection13.1Any rejection based on test reports shall be reported to the producer within60days from the receipt of the test reports by the purchaser.13.2Material that shows unacceptable discontinuities as determined by the acceptance standards specified on the order, subsequent to acceptance at the producer’s works,may be rejected,and the producer shall be notified within60days,or as otherwise agreed upon.13.3In the event of disagreement between the producer and the purchaser on the conformance of the material to the requirements of this specification,a mutually acceptable ref-eree shall perform the tests in question.The referee’s testing shall be used in determining the conformance of the material to this specification.14.Certification14.1The manufacturer shall supply at least one copy of the report certifying that the material supplied has been manufactured,inspected,sampled,and tested in accordance with the requirements of this specification and that the results of chemical analysis,tensile,and other tests meet the require-ments of this specification for the grade specified.The report shall include results of all chemical analysis,tensile tests,and all other tests required by the specification.15.Product Marking15.1Unless otherwise specified,the following shall apply.15.1.1Castings shall be marked for material identification with the ASTM designation number(Specification B367)and grade symbol,that is,C-2,C-3,C-5,C-6,C-7,C-8,C-9,C-12, C-16,C-17,C-18,or C-38if size permits.Marking shall be in such position as not to impair the function of the casting. 15.1.2The producer’s name or identification mark and the pattern number shall be cast or stamped using low stress stamps on all castings.Small size castings may be such that marking must be limited consistent with the available area.15.1.3The marking of lot numbers on individual castings shall be agreed upon by the producer and the purchaser. 15.1.4Marking shall be in such a position as not to injure the usefulness of the casting.TABLE2Check Analysis TolerancesElement Maximum or Range,Weight%Permissible Variation inCheck AnalysisNitrogen0.05+0.02 Carbon0.10+0.02 Hydrogen0.015+0.003 Iron 1.2–1.8±0.20 Iron0.50+0.150.40+0.080.25+0.050.20+0.04Oxygen0.250.20+0.05 +0.04Aluminum 2.5–6.75±0.40 Vanadium 2.0–4.5±0.15 Tin 2.0–3.0±0.15 Palladium0.04–0.25±0.02 Molybdenum0.2–0.4±0.04 Nickel0.3–0.9±0.05 Other(each)0.10+0.02B367−13416.Keywords16.1castings;corrosion resistant;titanium;titanium alloysSUPPLEMENTARY REQUIREMENTSSupplementary requirements shall be applied only when specified by the purchaser.Details of thesupplementary requirements shall be agreed upon by the producer and purchaser.The specified testsshall be performed by the producer prior to shipment of the castings.S1.Radiographic ExaminationS1.1When specified in the purchase order,castings shall be examined for internal discontinuities by means of X rays or gamma rays.Inspection procedure shall be in accordance with the Guide E94and Test Method E142.Types and degrees of discontinuities considered shall be judged by the Reference Radiographs E446.Extent of examination and the basis for acceptance shall be agreed upon by the producer and the purchaser.A specification that may be used as a basis for such agreement is described as follows.S1.2Extent of Examination:S1.2.1Category I—The castings shall be100%inspected radiographically andfilm sent or made available for purchaser examination.S1.2.2Category II—Critical areas of all castings shall be radiographically inspected to ensure that casting quality is sufficient to meet customer needs.Thefilm record need not be maintained.S1.2.3Category III—Sample castings shall be radiographed in accordance with an agreed upon schedule.When disconti-nuities exceed the acceptance limits,all castings in the lot shall be examined according to Category II.S1.3Basis for Acceptance:S1.3.1The maximum severity level for each specific type of discontinuity shall be agreed upon by the purchaser and producer.A specification which may be used as a basis for such agreement,using Reference Radiographs E446is described as follows:Category A gas porosity severity level2Category B sand and slag inclusions severity level2Category C shrinkage CA severity level2Category C shrinkage CB severity level2Category C shrinkage CC severity level2Category C shrinkage CD severity level2Category D crack none permittedCategory E hot tear none permittedCategory F insert none permittedS2.Liquid Penetrant ExaminationS2.1The castings shall be examined for surface disconti-nuities by means of liquid penetrant examination.The exami-nation shall be in accordance with Test Method E165.Areas to be inspected,methods and types of liquid penetrants to be used, developing procedure,and basis for acceptance shall be agreed upon between the producer and the purchaser.S3.Examination of Weld PreparationS3.1Cavities prepared for welding due to surface discontinuities,such as cracks,open porosity,etc.shall be examined by means of liquid penetrant examination in order to verify removal of such discontinuities.S3.2Weld repairs that are made to eliminate discontinuities that are detected by radiography shall be re-radiographed to verify that unacceptable discontinuities have been removed. S5.Hot Isostatic Pressing(HIP)S5.1Hot isostatic pressing(HIP)shall be used to improve as-cast quality when required.Temperature,time at temperature,and atmosphere shall be as agreed upon between the producer and the purchaser.S5.2Castings for which HIP is not required may be hot isostatic pressed by the producer in accordance with the requirements of7.2.S5.3HIP may be substituted for required thermal treatment provided all requirements for that treatment are met and temperatures detrimental to the material properties are not reached.S6.Tension TestS6.1Tensile properties shall be determined on material representing each pour.Properties shall be determined in the as-cast condition unless otherwise specified in the purchase order.The results shall conform to the requirements specified in Table S6-1.TABLE S6-1Tensile RequirementsGradeTensile Strength,min,ksi(MPa)Yield Strength0.2%Offset,min,ksi(MPa)Elongation in1-in.Gage Length,min,% C-250(345)40(275)15C-365(450)55(380)12C-5130(895)120(825)6C-6115(795)105(725)8C-750(345)40(275)15C-865(450)55(380)12C-990(620)70(483)10C-1270(483)50(345)8C-1650(345)40(275)15C-1735(240)25(170)20C-1890(620)70(483)10C-38130(895)115(794)8 B367−135S6.2Test bars may be obtained from special test blocks cast for that purpose or cut from castings processed with a lot.S6.3Tensile tests shall be made in accordance with the requirements of Test Methods E8.Tensile properties shall be determined using a strain rate of 0.003to 0.007in./in./min (0.003to 0.007mm/mm/min)through the yield strength.S6.4If any test specimen shows defective machining or develops flaws,it may be discarded and another specimen substituted from the same pour.S7.Prior Approval of Major Weld RepairsS7.1Major weld repairs as defined and agreed upon be-tween the producer and the purchaser shall be subject to the prior approval of the purchaser.S8.Hardness TestS8.1Hardness shall be determined on material representing each lot.Hardness shall be determined in the as-cast condition unless otherwise specified in the purchase order.The results shall conform to the requirements specified in Table S8-1.S8.2Hardness shall be determined on a sample cast for that purpose,or on a casting randomly selected from a lot.If a casting is used for a hardness sample,indentations shall be made in a surface that will not be subsequently machined.Hardness values reported shall be representative of the base metal of the castings and not of any surface contamination due to mold-metal interactions.S8.3Hardness tests shall be made in accordance with the requirements of Test Methods E10or E18.SUMMARY OF CHANGESCommittee B10has identified the location of selected changes to this standard since the last issue (B367-09)that may impact the use of this standard.(Approved July 1,2013.)(1)Added Grades included under Scope and UNS Numbers under Scope and in Table 1.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().Permission rights to photocopy the standard may also be secured from the ASTM website (/COPYRIGHT/).TABLE S8-1Hardness RequirementsGrade Brinell Hardness,max ARockwell Hardness,max AC-2210B96C-3235C24C-5365C39C-6335C36C-7210B96C-8235C24C-9365C39C-12235C24C-16210B96C-17235C24C-18365C39C-38365C39AAverage of threetests.B367−136。
新版NS-1 钻铤标准(2013版中英对照)

Quality & Inspection Requirements for New and RefurbishedDrilling and Well Completion Equipment关于新制和翻新钻井和完井装备的质量与检验的要求NS-1 Number: NS 03.38.10.1110Revision Date: January 2013Equipment Name: DRILL COLLARSManufacturer: GENERALModel/Type: TYPICAL VARIOUSMaterial Group: LOW ALLOY STEELService: NON-SOURNS-1编号:NS 03.38.10.1110修订日期:2013年1月装备名称:钻铤制造厂商:通用型号类型:所有类型金属级别:低合金钢工作范围:非酸性环境Rev Date Description Change Note01 08/92 SUPPLEM. REQ.’S, PART 4, RENUMBEREDAPPLICABLE PARA’S AND ADDED TITLES02 01/95 REF. SUPPLEMENTARY REQ. PARA 2; ADDED 3NEW SUB-PARA’S ON COLD WORK ’CW’ STAMP,BENCHMARK & NOTE. PARA 2 & 4.4 REPLACED APIRP 7G WITH ISO 10407, ADDED ELEVATOR RECESS03 11/04 FORMAT CHANGE04 06/07 MINOR HEADER AND FRONT PAGE ADJUSTMENT05 01/13 INTERNAL REVIEW修订日期说明修改备注01 1992.08 补充要求第4部分重新编写了适用部分的编号,增加了标题02 1995.01 参考补充要求第2部分增加了3条有关冷滾压的模印“CW”、基准标识和注意等新的子部分。
G 17 - 07 (2013)
Designation:G17−07(Reapproved2013)Standard Test Method forPenetration Resistance of Pipeline Coatings(Blunt Rod)1This standard is issued under thefixed designation G17;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.1.Scope1.1This accelerated test method is used to determine the relative resistance of steel pipeline coatings to penetration or deformation by a blunt rod under a specified load.The test method is intended to apply to the testing of all types of nonmetallic pipeline coatings subjected to various tempera-tures.1.2The values stated in SI units to three significant deci-mals are to be regarded as the standard.The values given in parentheses are for information only.1.3This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.2.Summary of Test Method2.1The depth or rate of penetration or deformation that is caused by a weighted blunt rod to a coating system applied to steel pipe is measured over a period of time with a micrometer depth gage.Three consecutive identical readings taken at specified intervals conclude the test.3.Significance and Use3.1Since pipeline coatings are subjected to concentrated pressures exerted by the weight of the pipe and the backfill,this test is intended primarily for determining the resistance of the coating to penetration or deformation under controlled condi-tions.3.1.1Deformation of a compressible coating does not sig-nify a potential weakness in underground burial service,if the coating is not penetrated.Deformation cannot be compared to penetration into and through a coating.4.Apparatus4.1Test apparatus shall consist of a dead weight tester that can press theflat tip of a rod against the coated pipe.The flat-tipped end of the rod contacting the coating shall have a diameter of6.350mm60.0254mm(0.250in.60.001in.) and together with supplementary weight and any other weight-contributing parts shall have a total weight of4.453kg(9.817 lb),resulting in a unit pressure of14.060kg/cm2(200psi) against the coating.Detailed design of the apparatus is shown in Figs.1-6and Tables1-4show dimensions.4.2Depth Gage,a device capable of measuring the penetra-tion movement of the rod accurately to0.0254mm(0.001in.).4.3Temperature Chamber,a thermostatically controlled enclosure to provide heating and cooling of the specimen and test apparatus(excluding depth gage)to within62°C(3.6°F) of the desired test temperature.This equipment is optional when the test can be run within62°C(3.6°F)of the desired test temperature without its use.4.4Temperature Controlled Box,to fully enclose the test apparatus except the indicating means of the depth gage,as optional equipment in cases where a test is to be run at a temperature higher than room temperature.The enclosure shall be thermostatically controlled,capable of maintaining the temperature to within62°C(3.6°F)of the test temperature, which normally will be in the range of23to76.6°C(73.4to 170°F).4.5Thermometer,a temperature measurement device accu-rate to60.5°C(61°F).5.Test Specimens5.1The test specimens shall be150mm(6in.)long and prepared with its surface preparation and coating procedures equivalent to that of production coated pipe.Duplicate tests shall be run.6.Conditioning6.1The specimen shall be exposed to the test temperature for a period of24h before beginning the test.If the test temperature is the same as room temperature,it shall be21to 25°C(70to77°F).7.Procedure7.1Perform the test at room temperature or at the selected temperature.1This test method is under the jurisdiction of ASTM Committee D01on Paintand Related Coatings,Materials,and Applications and is the direct responsibility ofSubcommittee D01.48on Durability of Pipeline Coating and Linings.Current edition approved June1,2013.Published June1,2013.Originallyapproved st previous edition approved in2007as G17–07.DOI:10.1520/G0017-07R13.Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959.United States7.2Accurately measure the thickness coating in the area to be tested.Assemble the sample and end plates.Position the sample in the test unit so that the known film thickness area is directly under the weighted rod and hold the sample in position by use of the cap screws.7.3Loosen the shaft collar and allow the weight to rest on the shaft ing the depth gage take a measurement without the load applied.Raise the weight and tighten the set screw in the collar so that the weight rests on the shaft.7.4Take measurements every 24h.7.5Continue the test until the maximum penetration has been reached as evidenced by three consecutive unchanged measurements.8.Calculation8.1Calculate the net change and the percent change as follows:C N 5M F 2M I (1)C P 5~C N /T !3100where:C N =net change,M F =final measurement,M I =initial measurement,C P =percent change,and T =film thickness.9.Report9.1The report shall include the following:9.1.1Complete identification of specimens,including name and code number of coatings,size of the pipe,source,production date,production run number,and any other infor-mation that may be pertinent to identification,9.1.2Film thickness of the specimen at the test location in millimetres (inches),9.1.3Temperature at which the test was conducted,9.1.4Final and initial measurements in millimetres (inches),9.1.5Whether the weighted rod has caused penetration or deformation,9.1.6Net penetration or deformation in millimetres (inches)and the percent penetration or deformation,and9.1.7Number of hours or days to net penetration or defor-mation.10.Precision and Bias10.1Precision Data are limited to two adjacent specimens taken from the same source coated pipe and assume that the coating process was uniform with respect to pipe surface condition and coating material.Specimens that were not adjacent in the as-produced condition or were taken from different lengths of pipe may represent differing process conditions.10.2Repeatability—Initial and final measurements should be 60.0127mm (0.0005in.)or 5%.10.3Reproducibility—The results reported by one labora-tory should not differ from those of another laboratory by more than 65%of the net penetration.11.Keywords11.1blunt rod;coating;compression;deformation;load;penetration;pipeline;resistanceFIG.1Blunt Rod PenetrationTesterFIG.2Blunt Rod Penetration Tester,AssemblyFIG.3Blunt Rod Penetration Tester,AssemblyFIG.4Blunt Rod Penetration Tester,AssemblyFIG.5Blunt Rod Penetration Tester,AssemblyFIG.6Blunt Rod Penetration Tester,AssemblyTABLE1Dimensions for Fig.3Symbol mm in.A 1.590.063B 3.180.125C7.940.313 D8.730.343 E9.530.375 F10.320.406 G12.700.500 H15.860.625 I19.050.750 J20.640.813 K25.40 1.000 L38.10 1.500 M55.56 2.188 N63.50 2.500 O76.20 3.000 P111.13 4.375 Q127.00 5.000 R184.157.250 S215.908.500 T50.80 2.000 U88.90 3.500TABLE2Dimensions for Fig.4Symbol mm in.A0.790.031B 1.590.063C 3.990.157D11.110.438 E12.700.500 F12.700.500 G12.710.500 H12.720.501 I13.490.531 J14.290.563 K15.880.625 L17.460.688 M19.050.750 N19.060.751 O25.40 1.000 P38.10 1.500 Q60.33 2.375 R92.08 3.625 S101.60 4.000 T120.65 4.750 U141.29 5.563 V184.157.250 W203.208.000ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().Permission rights to photocopy the standard may also be secured from the Copyright Clearance Center,222Rosewood Drive,Danvers,MA 01923,Tel:(978)646-2600;/TABLE 3Dimensions for Fig.5Symbol mm in.A 1.590.063B 6.350.250C 6.350.250D 9.500.374E 9.530.375F 9.550.376G 10.320.406H 19.050.750I 19.060.750J 19.070.751K 25.40 1.000L 64.29 2.531M 63.50 2.500N 101.60 4.000O165.106.500TABLE 4Dimensions for Fig.6Symbol mm in.A 4.760.188B 6.350.250C 7.140.281D 13.490.531E 38.10 1.500F 44.45 1.750G 52.38 2.062H 63.50 2.500I 76.20 3.000J 88.90 3.500K 127.005.000L。
洗涤液氮川三乙酸(nta)检测标准
洗涤液氮川三乙酸(NTA)检测标准一、简介洗涤液是日常生活中常用的清洁用品,而洗涤液中的氮川三乙酸(NTA)作为一种重要的配方成分,对产品的清洁效果和环境影响有着重要作用。
针对洗涤液中NTA含量的检测标准就显得尤为重要。
二、NTA的检测意义1. 作为洗涤成分,NTA在洗涤液中的含量直接关系到洗涤效果。
合理的NTA含量可以提高洗涤液的清洁能力,但过高的含量则可能对皮肤和环境造成伤害。
2. 从环境保护的角度来看,NTA是一种生物降解的化学物质,但在高浓度下可能对水体生态产生危害。
控制洗涤液中NTA的含量是环保的必然要求。
三、NTA的检测方法1. 常见的NTA检测方法包括高效液相色谱法、质谱分析法和光谱分析法等。
这些方法可以准确快速地对洗涤液中的NTA含量进行检测。
2. 在实际应用中,采用合适的检测方法对洗涤液中NTA含量进行检测是非常必要的,可以确保产品的质量和环保要求得到充分满足。
四、NTA的检测标准1. 目前国内外都有一系列关于洗涤液中NTA的检测标准,如ISO13003:2013和GB/T 22377-2008等。
这些标准规定了洗涤液中NTA的最大允许含量、检测方法和相关的质量控制要求。
2. 遵循这些标准进行NTA含量的检测,可以保证洗涤液产品的质量合格,同时也符合环保要求。
五、个人观点和理解在日常生活中,洗涤液是家庭清洁用品中不可或缺的一部分,而合理控制其中NTA的含量对于环保和消费者健康都具有重要意义。
制定和遵循相关的检测标准,确保产品质量和消费者安全,是非常有必要的。
总结洗涤液中的NTA作为重要的配方成分,其检测标准是保障产品质量和环保的重要手段。
通过遵循相关的检测标准,可以有效监控产品质量,保障消费者的健康,也能更好地保护环境。
加强对洗涤液NTA检测标准的研究和制定,对于洗涤液生产企业和消费者都具有重要意义。
结语深度了解并遵循洗涤液中NTA的检测标准,不仅有助于保障产品质量和环保要求,也能提升消费者的生活质量和环境健康。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6 月 欧 洲 纸 浆
库存 及 消 费 双 减 少
据 日本 纸 品 进 出 口协 会 网 报道 ,欧洲纸 浆业联 合会近 日
美 国制 造 业数 据 低 印刷 业产 值 下 降 1 . 2 %
美 国7 月 制 造 业 产 值 环 比下 长2 . 0 % )、航 空及 各种 运输 设 备 降0 . 1 % ,而5 月和 6 月 则分 别增 长
% 。协会 表示 ,今 年 二 但 是环 比降低 。再生 级纸 板产 量 而 上 半年 欧洲 当地 印刷 书 写纸 消 比增加 了4 % 。协 会还 补 充 季 度 木浆 价格 上涨 ,芬兰 国 内浆 同 比增 长 , 与 } 个月 相 比也有 增 费量 同 比减少 了6
加。
% 。 美 国林纸 协 会 ( A F & P A ) 近 期 微 增 1
印刷 书写 纸产 量持 续 下 降,
l 0 万 吨 , 同 比 纸 板 市场 供 需相对 平衡 ,芬兰 的 报告显示:7 月份 纸 板 产 量 同 比 上 半年 总 产 量 为 3
% 。芬兰林 业协 会表示 , 增长1 . 6 % ,环 比增长 0 . 4 % 。本色 减 少 4
了0 . 3 % 和0 . 2 % , 同 比也 仅 增 长
( 环 比增 长0 . 8 % )和服 装 和皮 革
( 环 比增 长0 . 7 % )。 与此 相反 ,产 值 出现 下滑 行
公 布 的最新 统 计数据 显示 ,今 年
6 月 ,欧 洲 纸 浆 库 存 量 及 消 费量 双双 下滑 。其 中 ,库存 量5 9 . 5 万
1 . 0 %) 。
万吨 ,环 比减 少 1 . 1 % 。与 去年 同
而去年l 2 月 这 一数 字 为7 7 . 1 % , 今 年 一直 延续 下 降趋势 。分 行业
月相 比,库存 量 减少2 . 0 % ,消 费
量减 少 5 . 9 % 。
此 外 ,密 歇 根 大 学 与 汤 森
2 . 6 % )、石 油及 煤制 品 ( 环 比增
7 2 . 9
浆 产 品为亚 硫 酸盐纸 浆 ( S P )和
牛皮 纸浆 ( K P )。
2 0 1 3 年7 月 美 国 纸 板 产 量 同 比增 长 1 . 6 %
发布 2 0 l 3 年 美 国纸 板 产量 报 告 。
纸板 产能 也 随着新 投 资项 目而增
0 1 3 年 上半 年芬 兰 浆厂 共生 牛 皮纸 板 产量 同 比和环 比均 有下 文 化 用 纸 占芬 兰 纸 张 总 产 量 的 加 。2 6 0 万 吨 纸 浆 , 与去 年 同 期相 0 % ,主 要 以欧洲 为销 售 市 场 , 产3 降 。漂 白纸 板 产 量 同 比 增 长 , 6
说 ,纸厂 采取 的提 高 生产 效率 的 厂生 产运 行 良好 。
8 8 I 中 国 包装2 0 1 3 . 1 0
吨 ,环 比减少 6 . 3 % ,消 费量 9 4 . 3
1 . 3 % ,低 于上 次报 告 预测 的2 . 0 %
的增 速 。
业主 要 有汽 车及 汽车 零 部件 ( 环
7 月 , 美 国制 造 业 产 能利 用 比下 降1 . 7 % )、 印刷 业 ( 环 比下
率从6 月 的7 6 . 6 % 下降:  ̄ J l 7 6 . 4 % , 降1 . 2 % )和机 械 设备 ( 环 比下 降
西班牙 、 . 2 % ,在 1 9 汽 油 价 格 高 企 拉 低 了 人 们 的 乐 个细分 行业 中有 l 2 个 行 业 产 值 观 预期 , 当 前环 境 指 数 从 7 月 的 环 比 出 现 下 降 。 增 速 较 快 的 行 9 8 . 6 T降到8 月 的9 1 . 0 ,预 期 环 月的7 6 . 5 下 降到8 月 的 业主 要有初 级 金属 ( 环 比增 长 境指 数 从7
2 0 1 3 上 半 年芬 兰 纸及纸板 纸浆产 量统计
芬兰 林业 协会 ( F F I F ) 统计, 手段 已经提 高 了产量 ,但 情 况依
2 0 1 3 年 上半 年芬 兰纸 及纸 板产 量 旧严 峻 。
接近5 3 0 万 吨 ,与 去年 同 期相 比
芬兰 纸板 产量 仍在 增加 。 上 半 年 芬 兰 纸 板 产 量接 近 1 5 0 万 吨 , 同 比增 加 1 1 % 。协 会 表 示 ,
来 看 ,7 月 非 耐 用 消 费 品制 造 业 路 透 公 布 的 消 费 者 信 心 指 数 从
月 的8 5 . 1 下 降到8 月的8 0 . 0。 产 值 环 比持 平 ,耐 用 消 费 品制 7
该 联合 会 的统计 对 象 国家 为 奥地利 、比利 时 、丹 麦 、法 国 、 德 国、意大 利 、荷 兰 、葡萄 牙 、