钣金喷塑检验(验证)记录表
钣金喷塑检验(验证)记录表
钣金喷塑检验(验证)记录表
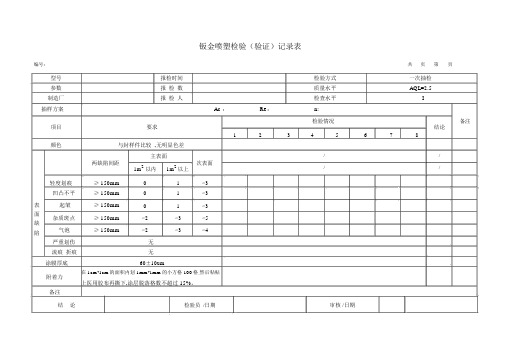
编号:共页第页型号报检时间检验方式一次抽检参数报检数质量水平AQL=2.5制造厂报检人检查水平I 抽样方案Ac :Re:n:
项目要求
检验情况
结论
备注12345678
颜色与封样件比较 ,无明显色差
主表面
两缺陷间距
1m2以内1m2以上
次表面轻度划痕≥ 150mm01<3
凹凸不平≥ 150mm01<3
表起皱≥ 150mm01<3
面
杂质斑点≥ 150mm<2<3<5
缺
≥ 150mm<2<3<4
陷气泡
严重划伤无
流痕折痕无
涂膜厚底60±10um
在 1cm*1cm的面积内划 1mm*1mm的小方格 100格,然后粘帖附着力
上医用胶布再撕下,涂层脱落格数不超过 15%。
备注
结论检验员/日期// //
审核 /日期。
钣金、喷塑(漆)检验标准
钣金类件喷塑(漆)质量检验标准发行版本:NO发行日期:2016.10.1实施日期:2016.10.1归口管理部门:质管部·编制:审核:批准:钣金喷塑检验标准目的为保证我公司产品中钣金件喷塑产品质量,减少图纸对通用要求的描述,规范验收过程中的检验操作,特制定本通用检验标准。
范围本标准适用我公司各类产品的钣金件检验验收,本标准侧重范围,规定了钣金件在质量形成过程中各个工序的检验要求和标准,主要从外观、尺寸控制、技术要求等作出具体检验要求。
其中标准参照国家有关标准与钣金行业标准制定而成。
二、尺寸判定钣金加工尺寸验收标准3. 折弯角度一般公差6. 周边毛刺≥10%t时需打磨处理(t为板厚)±0.5mm±1.0mm±1.0mm±2.0mm 9. V型折弯加工尺寸一般公差10. U型折弯加工尺寸一般公差>500mm±1.0mm±0.5mm±2.0mm±1.0mm11. 折弯R角尺寸确定⑴. 除非设计规定要求,钣金内圆弧角一般随模具角大小。
⑵. 除非设计、图纸另有要求,钣金外圆弧角一般按料厚度大小自然形成。
钣金件整机出厂通用检验标准目的为保证我公司钣金件产品质量,减少图纸对通用要求的描述,完善整机出厂钣金质量控制、检验验收工作,特制定本通用检验标准。
范围本标准适用我公司各类产品的钣金结构件整机出厂通用检验,它是对那些在图纸以及技术要求等文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
本标准应与技术文件上所标识的技术要求一起并列参照执行,其中标准参照国家有关标准与钣金行业标准制定而成。
检验、验收场地可在装配现场或产品出厂发货地,其结果应一致,且作为最终结果。
一、外形表面检验要求二、外形尺寸检验要求1. 装配总要求⑴.待装配的部件均应为合格件。
⑵.装配应保证实物与图纸一致。
所有的材料、零部件、标准件的更改代替都必须经设计批准。
钣金检验规程及记录

()退货()其他:批准/日期:
抽样方案
检验方法
01
包装、外观
C类外协件一般检验水平为II级,AQL为1.5
目测
02
尺寸
C类外协件一般检验水平为II级,AQL为1.5
用千分尺检验
03
材质
每批
对方提供材料报告
04
配合要求
每批抽检3%,100个以下抽检3pcs
与相应接地箱和太阳能板装配应该无问题。
6检验完毕做好记录。
钣金检验记录表
QR0749-02No:
1.外观
包装防护完好,标识清晰,外观目测无明显锈蚀斑点、划痕、破损、毛刺、色差、熔融处钢板不得有击穿、变形等现象。
2.尺寸
应符合图纸尺寸要求。
3.外壳材质:SPCC。
4配合要求
4.1用标准立式接地箱装配应该无问题。
4.2与标准的太阳能板装配应该无问题。
5、进厂检验项目、抽样方案和检验方法
序号
检验项目
名称
规格型号
进货日期
供应商
抽样
按标准第5
进货数量
检验依据
《外协件检验标准》
检验项目
标准要求
检验结果
判定
包装
防护完好,标识清晰
外观
外观目测无锈蚀斑点、划痕、破损、毛刺、色差、熔融处钢板不得有击穿、变形等现象。
配合要求
与相应接地箱和标准太阳能板装配应该无问题。
尺寸
按图纸要求
其他
检验结论
()合格()不合格检验员/日期:
喷塑检验过程验证记录

7 8
结论
确认:
日备有限公司 前处理及喷塑过程检验记录表
产品名称 序号 1 2 3 4 5 6 规格型号 检验要求 装框前检查零部件无变形,装框时个零部件之间要有大于或等于2mm的间 隙,不得相互挤压撞击,清点数量,做好记录。装框完成后整体重量不得 大于起吊允许重量。 碱性脱脂浸泡时间为10-15分钟,起槽时工件表面形成不间断水膜即为合格 。游离碱度25-45点即为合格,此参数每隔2小时检测一次。 除锈浸泡时间为8-10分钟,视工件生锈情况而定。起槽时检查工件表面有 无未除掉的锈迹和氧化层,无则合格。槽液检测参数为总酸度,总酸度 350-450点即为合格,此参数每隔2小时检测一次。 中和处理浸泡时间时间为5-8分钟。 表调处理浸泡时间为30秒-1分钟。检测参数为PH=8-9。 磷化处理浸泡时间为8-10分钟,工件表面形成瓦灰色磷化膜。检测参数为 PH=3.0-3.5,总酸度为25-40点,游离酸度为1.1-1.9点,总酸度/游离酸度 比一般为20/1,促进剂为1.5-4.5点,磷化膜厚度要求在1.5-4.5微米之 间,以上相关参数在各自范围内即为合格,此槽参数每隔2小时检测一次。 各清洗槽清洗时间为1-2分钟,要求为活水清洗。 喷粉各项参数符合要求;塑粉颜色符合要求;烘烤温度为185度,时间为15 分钟;目测表面有无喷塑质量缺陷,如露底、电击、吐粉、颗粒等明显质 量问题,用膜厚仪检测塑层厚度,塑层厚度在50-100微米之间即为合格。 合格( ),接收。 不合格( ),退回返工处理。 数量 检查日期 实测结果 检验员 判定 备注
钣金检验记录表

2、表中“结构” 、“外观”、“材料”、“操作定位” 、“孔数”的记录中的“合格”划“√” ,“不 组长:
只供学习与交流
资料收集于网络,如有侵权 请联系网站删除只供学习与交流 只供学习与交流
资料收集于网络,如有侵权 请联系网站删除只供学习与交流
四川同达博尔置业有限公司
钣金检验记录表
产品名称
机型
项目
标准
首件
结构
符合图样
工序号
作业员
班次 制程异常处置
现象
原因
日期 处置
外观
符合标准Βιβλιοθήκη 操作定位 符合标准/
孔数
符合图样
尺寸
规格 实测值
规格 实测值
规格 实测值
首检时间 /巡检件数
综合判定 检验员
说明: 1、表中划“ /”表示在此次检查中不作强制性检查; 合格”划“Χ”表示。
喷涂作业检验记录表

喷涂作业检验记录表1. 概述喷涂作业是一项重要的表面处理工艺,用于保护和美化物体表面,提高其抗腐蚀和耐磨性能。
为了确保喷涂作业的质量,需要进行检验并记录检查结果。
本文档旨在提供一份喷涂作业检验记录表,以便记录和追踪喷涂作业的过程和结果。
2. 检验记录表格3. 检验项目说明3.1 表面清洁度通过目测检查,评估喷涂前物体表面的清洁度。
要求表面无明显的杂质和污渍,以确保喷涂底漆能够正确附着。
3.2 喷涂底漆厚度使用厚度计测量喷涂底漆的厚度,确保达到设计要求。
底漆厚度过薄可能导致底材暴露,底漆厚度过厚可能影响终产品的外观和性能。
3.3 喷涂面漆厚度使用厚度计测量喷涂面漆的厚度,确保达到设计要求。
面漆厚度过薄可能导致颜色不均匀、不够光滑,面漆厚度过厚可能造成溶剂残留和龟裂。
3.4 喷涂颜色将喷涂面漆样品与标准对比,确保颜色与标准要求一致。
颜色不一致可能影响产品的外观质量。
3.5 喷涂附着力通过涂膜划格测试,评估喷涂涂膜的附着性能。
喷涂涂膜应该能够很好地附着在底材上,不易剥离。
3.6 喷涂表面硬度使用硬度计测量喷涂表面的硬度,以评估喷涂涂层的抗刮擦、抗磨损能力。
3.7 喷涂光泽度使用光泽度仪测量喷涂表面的光泽度,确保达到设计要求。
光泽度过低可能导致产品外观暗淡无光,光泽度过高可能反射过强,影响视觉效果。
4. 总结喷涂作业检验记录表是对喷涂作业过程和结果的重要记录和追踪工具。
通过在喷涂作业中使用检验记录表,可以及时发现和解决问题,确保喷涂作业的质量稳定和符合要求。
本文档所提供的喷涂作业检验记录表可根据实际需求进行定制和修改,以满足不同项目和企业的特殊要求。
喷涂操作检验记录表

喷涂操作检验记录表1. 检验记录日期:[日期]检验人员:[姓名]2. 检验说明2.1 检验项目2.1.1 喷涂前准备工作描述:检验喷涂工作进行前的准备工作是否完善。
结果判定:合格/不合格2.1.2 喷涂厚度描述:检验喷涂的涂层厚度是否符合要求。
结果判定:符合要求/不符合要求2.1.3 喷涂均匀性描述:检验喷涂涂层的均匀性。
结果判定:均匀/不均匀2.1.4 喷涂后处理描述:检验喷涂完成后进行的处理措施是否正确。
结果判定:正确/不正确2.1.5 喷涂附着力描述:检验喷涂涂层的附着力。
结果判定:良好/不良好2.1.6 喷涂遮盖力描述:检验喷涂涂层的遮盖力。
结果判定:强/弱2.1.7 喷涂硬度描述:检验喷涂涂层的硬度。
结果判定:符合要求/不符合要求2.1.8 喷涂表面质量描述:检验喷涂涂层的表面质量。
结果判定:光滑/粗糙2.2 结果判定说明- 合格:该项检验结果符合要求。
- 不合格:该项检验结果不符合要求,需要重新进行喷涂操作或修复工作。
3. 备注[可选,填写其他需要说明的内容]以上检验记录表是用于检测喷涂操作过程中各项指标的完成情况,以便确保喷涂质量符合要求。
每次喷涂操作完成后,应由专人进行检测,并记录检验结果。
如发现异常结果,应及时采取相应的措施进行修复或调整,以保证喷涂作业的质量和效果。
4. 附录[可选,附上相关图片、图表等辅助材料]以上是喷涂操作检验记录表的内容,用于记录喷涂操作过程中的各项指标检验结果。
根据实际情况,可根据需要进行适当的调整和修改。
钣金件质量检验报告单

□合格√□轻微(用直角尺会量பைடு நூலகம்不垂直但肉眼看不是很明显)
□严重(肉眼直接就能看出)
焊接
√□合格□基本合格□不合格
装配
√□合格 □轻微(缝隙在可接受范围内)
□严重(装配后缝隙很大,影响产品的使用安全)
其他问题
处理意见
√□接收 □让步接收 □返工 □判退
说明
1、在检验结构中只能填写合格或不合格。
2、■/√□、□代表评审结论标注;■/√□:选择;□:不选择;
钣金件质量检验报告单
钣金件质量检验报告单
项目编号
产品名称
检验项目
检验说明
检验数量
检验结果
备注
外形尺寸
配
件
数量
□一致 □不一致
颜色
√□合格□单体产品颜色不一致□成批产品颜色不一致
镀锌
√□是□否
喷塑
√□合格□轻微(局部突起或脱落)□严重(大范围脱落)
钣金件强度
√□合格□基本合格□不合格
划痕
□合格√□轻微(划痕很小或在不明显处)□严重(划痕很大或在明显部位)
检验人
检验日期
镀锌板(钣金件)喷塑检验项目

A:供应商资料(Supplier profile)名称Name:联系人linkman:电话 Tel:传真 Fax:移动电话 Mobile:地址 Address:B: Inspection list检验项目1:Appearance外观:颜色: 与样板对照颜色光泽一致;Color and brightness must be applicable with approved sample表面: 厚薄均匀;无漏喷;无尘点;Surface: equal thickness; without painting missing; without dust效果: 光泽度与批核样板一致; 表面的花纹与批核样板一致.Effect: brightness and pattern of the painting must be applicable with the approved sample 2: Others其他:必须使用通过我公司质量检验合格的100% 全聚酯喷粉.Applying the paint which have been qualified by Climaveneta S.P.A.SUPPLIER COMPANY: ROHM AND HAAS IT ALIATRADE MARK: PULVERLAC检查生产使用中的油漆是否指定油漆,检查采购记录Check whether applying the specified paint and the purchasing record.3: Production process 加工程序3.1喷塑前使用添加磷酸盐的溶液清洁去油。
Clean the oil before painting. To use a additive phosphate liquor .3.2喷塑前烘干,温度185±5℃,保温30 分钟.(或根据 PULVERLAC的指示)Drying at 185±5℃ and remain the temperature for 30 minutes before painting 3.3喷塑后烘干,温度185±5℃,保温30 分钟.Drying at 185±5℃ and remain the temperature for 30 minutes after painting4:测试程序T est process4.1测量所有钣金件的尺寸与图纸尺寸公差一致.Metal sheets size must be consistent with each size indicated in the drawing4.2喷塑厚度:50~70µm ,用千分尺或磁感应厚度尺测量.The painting thickness is 50~70µm.measure byMagnetic induction micrometer4.3硬度: HRC值H-2H ,应用ASTM3363/74 .Rigidity : HRC must be H-2H ,applicable with ASTM 3363/744.4粘性: 应用ASTM 3359 标准,用介刀划1×1mm 线格各11 线(正方格).用3M 898F 胶纸做撕扯试验,无方格油漆脱落为合格.Adherence: applying the ASTM3359, nick 11 line on both vertical and horizontalin a distance of 1mm on the sheet surface, stick the 3M 898F tapeover the square then strap .the painting in the square must remain4.5砂孔气泡:在钣金件上按一定比例大小用介刀划“×”, 并浸入50℃的蒸馏水中24小时.检查油漆不应有砂眼或油漆脱落.在刻痕的最大可接受渗透是1mm.Sand hole: Nick “×”mark on the metal sheet ,immerge into 50℃ distilledwater for 24 hours. Painting must remain and no sand hole .themaximum penetration is 1mm.4.6化学反应: 用浸过工业酒精的布在钣金件上来回擦10次,不能掉漆,但轻微的表面光泽变暗可以接受.Catalyze: scrape 10 times on the surface using a clothes immersed methyl.Painting must remain, but brightness turn to less can beacceptable.4.7防锈 : 应用UNI5687标准,在钣金件上按一定比例大小用介刀划“×”, 并浸入5%浓度的45℃盐水(NACL)400小时作盐雾测试.“×”下面最大腐蚀不能超过1mm , 其他地方不能生锈.Rust: applying the UNI5687 standard, nick “×”on the surface ,immerse into 5% NACL liquor for 400 hours. The maximum corrosive mark must be within1mm. the other place else remains perfect condition.4.8寿命: 在紫外光灯下连续照射800小时.油漆无脱落,颜色无明显变化.Life test: irradiation under the UV light for 800 hours, the painting mustremain Original color and do not fall off。
钣金、喷塑(漆)检验标准
钣金类件喷塑(漆)质量检验标准发行版本:NO发行日期:2016.10.1实施日期:2016.10.1归口管理部门:质管部·编制:审核:批准:钣金喷塑检验标准目的为保证我公司产品中钣金件喷塑产品质量,减少图纸对通用要求的描述,规范验收过程中的检验操作,特制定本通用检验标准。
范围本标准适用我公司各类产品的钣金件检验验收,本标准侧重范围,规定了钣金件在质量形成过程中各个工序的检验要求和标准,主要从外观、尺寸控制、技术要求等作出具体检验要求。
其中标准参照国家有关标准与钣金行业标准制定而成。
二、尺寸判定钣金加工尺寸验收标准3. 折弯角度一般公差6. 周边毛刺≥10%t时需打磨处理(t为板厚)±0.5mm±1.0mm±1.0mm±2.0mm 9. V型折弯加工尺寸一般公差10. U型折弯加工尺寸一般公差>500mm±1.0mm±0.5mm±2.0mm±1.0mm11. 折弯R角尺寸确定⑴. 除非设计规定要求,钣金内圆弧角一般随模具角大小。
⑵. 除非设计、图纸另有要求,钣金外圆弧角一般按料厚度大小自然形成。
钣金件整机出厂通用检验标准目的为保证我公司钣金件产品质量,减少图纸对通用要求的描述,完善整机出厂钣金质量控制、检验验收工作,特制定本通用检验标准。
范围本标准适用我公司各类产品的钣金结构件整机出厂通用检验,它是对那些在图纸以及技术要求等文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
本标准应与技术文件上所标识的技术要求一起并列参照执行,其中标准参照国家有关标准与钣金行业标准制定而成。
检验、验收场地可在装配现场或产品出厂发货地,其结果应一致,且作为最终结果。
一、外形表面检验要求二、外形尺寸检验要求1. 装配总要求⑴.待装配的部件均应为合格件。
⑵.装配应保证实物与图纸一致。
所有的材料、零部件、标准件的更改代替都必须经设计批准。
喷涂、滚涂和弹涂分项工程质量验收记录表(模板)

质量情况
基 本 项1 目
2
项
目
表面 分格条(缝)
质量情况 1 2 3 4 5 6 7 8 9 10
等级
允
许1
偏2 差
3 项
4 目
5
项
目
立面垂直 表面平整 阴阳角垂直 阴阳角方正 分格条(缝)平直
允许偏差(mm)
5 4 4 4 3
实测偏差值(mm) 1 2 3 4 5 6 7 8 9 10
保证项目 检
喷涂、滚涂和弹涂分项工程质量验收记录表(模板)
工程名称
工程1
结构类型
施工单位
项目经理
分包单位
分包单位 负责人
项
目
保
证
项 目
1
材料的品种、质量必须符合设计要求。各抹灰层之间及抹灰层与基 体之间必须粘结牢固,无脱层、空鼓和裂缝等缺陷.
部位
项目技术 负责人
分包项目 经理
喷涂、滚涂和弹涂 分项工程质量验收
记录表(最新)
查 结
基本项目
检查
项,其中优良
项,优良率
﹪
果
允许偏差项目 实测
项,其中合格
项,合格率
﹪
检 查 结 论 专业项目11月14日
监理工程师
2020年11月14日
钣金过程质量审核检查表

0 0 #DIV/0! 90% #DIV/0!
钣金过程质量审核
喷涂工序
y
序号
审核标准
1
人
1.1
喷涂线上的各类人员(上挂、前处理、喷粉、全检、 下挂、包装)是否经过岗位的培训并合格?有无培训
1.2 喷涂线上的员工是否有上岗合格证?
1.3
喷涂线上的员工是否熟悉产品喷涂工序?是否按操作 指导书进行操作?
备注: 0-1分項目需要改善
整改意见
责任人
完成时间
3.4 是否是在合格供应商管控中采购?
3.5
原料的标识、牌号、型号、规格、重量、颜色、有效期等 是否符合规定的要求?
4
法
N/A
4.1 是否有物料检验标准,检验标准是否符合规定的要求? 现场是否有规范的检验作业指导书,指导书是否规范、完
4.2 整?是否受控? 是否有原材料检验记录,记录是否规范完整?是否有签字
2
机
N/A
2.1
计量器具及检测设备是否齐全?精度是否满足规定的要 求?
2.2
计量器具及检测设备使用状态是否有标识?是否有合格标 签?
2.3 是否有完整的计量器具及检测设备台帐?
2.4
所有计量器具是否有计量证书?检测设备是有校正证书? 是否在有效期内?
2.5 是否建立并执行计量器具、试验设备点检规范及记录?
1.2 冲压员工是否有上岗合格证?
1.3
冲压员工是否熟悉产品冲压生产的操作步骤?是否按 操作指导书进行操作?
1.4
对设备的参数及物料规格能否进行自我监控、判定、 自检?
1.5 检验人员的配置是否满足要求?
2
机
2.1
冲压设备是否有设备台账?设备是否有铭牌标识及状 态标识?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≥150mm
0
1
<3
起皱
≥150mm
0
1
<3
杂质斑点
≥150mm
<2
<3
<5
气泡
≥150mm
<2
<3
<4
严重划伤
无
流痕\折痕
无
涂膜厚底
60±10um
附着力
在1cm*1cm的面积内划1mm*1mm的小方格100格,然后粘帖上医用胶布再撕下,涂层脱落格数不超过15%。
备注
结论
检验员/日期
审核/日期
钣金喷塑检验(验证)记录表
编号:共页第页
型号
报检时间
检验方式
一次抽检
参数
报检数
质量水平
AQL=2.5
制造厂
报检人
检查水平
I
抽样方案
Ac:Re:n:
备注
项目
要求
检验情况
结论
1
2
3
4
5
6
7
8
颜色
与封样件比较,无明显色差
表面缺陷
两缺陷间距
主表面
次表面
/
/
1m2以内
1m2以上
/
/
轻度划痕
≥150mm
0
1
<3