CK6140数控车床主轴部件设计
CK6140数控车床进给系统设计(全套图纸+论文)

摘要CK6140型数控机床,主运动系统采用1.26和1.58两种公比的混合公比传动系统,并用双速电机驱动,结构简单转速范围广。
合理地确定有关结构参数及动力参数,并对传动轴、齿轮、键等进行粗算及检验计算。
粗选步进电机及滚珠丝杠,构成开环控制系统。
关键词:数控;机床;开环控制第1章绪论1.1数控机床的发展趋势我国数控机床产量持续高速增长,根据市场需求和技术发展趋势,应重点推进高效、精密为核心的数控机床“”级工程,加强民展性能、高可靠性数控功能部件,积极开展复合加工机床、超精密数控机床和可重构制造系统的工程化研究等机械加工装备产业、构建数字化企业的重要基础,镄的民展一直备受人们关注。
数控机床以其卓越的柔性的自动化的性能、优异而稳定的精度、灵捷而多样化的功能引起世人瞩目。
它开创了机械产品向机电一体化发展的先河,因此数控技术成为先进成为先进制造技术的一项核心技术。
通过持续的开发研究以及对信息技术的深化应用,促进了数控机床性能和质量的进一步提升,使数控机床成为国民经济和国防建设发展的重要制造装备。
近6年来,我国数控金切机床(简称数控机床)产量一直以年均增长超过30%速度发展。
据初步统计,2004年数控机床的产量为51860台,事比增长40.8%,数控机床的消费量约74000台,事比增长32%。
数控机床需求的旺盛也促进了2004年内建的三资和民营机床厂以及数控机床品种的明显增加。
与此同时,甸进口的数控机床数量也在逐年同步增加,而且进口数控机床的消费额的增长趋势更快。
2004年数控机床的进口数量同比年增长30%,而进口消费额的增长却达52%,从而导致国产数控机床在国内市场消费额中的所占比例已不足30%。
之所以出现这一现象,其主要原因在于国内市场对技术和附加值高的高效、精密和高性能大型、重型数控机床需求增长,需要靠进口解决。
振兴我国数控机床市场占有率应着重于剖析数控机床及由其组成的制造系统(生产线)的技术现况及民展趋势,探讨使其能适应变批量,多品种、高质量、低成本以及具有快速响应的柔性和符合环保的未来生产模式的解决方案。
CK6140数控车床主传动系统设计

CK6140数控车床主传动系统设计数控车床的主传动系统是整个机床的核心组成部分,它主要由主轴、主轴驱动装置和主动工具头等组成。
设计一个稳定可靠的数控车床主传动系统,需要考虑诸多因素,如主轴精度、刚度、转速范围、加工能力等。
首先,主轴是数控车床主传动系统的核心部件,其精度和刚度直接影响到整个机床的加工质量。
主轴通常由高强度、高刚性的合金钢材料制成,并通过精密加工和热处理工艺提高其表面质量和硬度。
主轴的设计应考虑转动稳定性、轴向和径向刚度等因素,以确保在高速运转和大负载下能保持较小的振动和变形。
其次,主轴驱动装置主要是通过电机将动力传递给主轴,实现车床的加工运行。
常见的主轴驱动装置包括皮带传动、齿轮传动、液压传动等。
不同的传动方式具有不同的特点,需要根据数控车床的具体要求进行选择。
同时,主轴驱动装置还需要考虑电机的功率、转速调节范围、动态响应性能等因素,以满足不同加工工艺和加工材料的需求。
另外,主动工具头也是数控车床主传动系统的重要组成部分。
主动工具头一般由进给系统和切削工具组成,其主要功能是控制刀具的进给速度和刀具路径,实现工件的加工。
进给系统通常由伺服电机、滚珠丝杠等组成,将电机的旋转运动转化为刀具的直线运动。
切削工具的选择要根据不同的加工工件和加工要求进行,可以是转动刀具、切削刀具或磨削工具等。
除了上述部件,数控车床主传动系统的设计还需要考虑其控制方式和辅助装置。
传统的数控车床主传动系统采用闭环控制,通过编码器和反馈系统实现对主轴和主动工具头运动的精确控制。
辅助装置如冷却系统、润滑系统、自动换刀系统等,可以提高加工效率和工作环境的安全性。
总的来说,设计一个稳定可靠的数控车床主传动系统需要充分考虑主轴精度、刚度,主轴驱动装置的选择,主动工具头的设计以及控制方式和辅助装置的配置等因素。
只有在满足加工要求的前提下,才能实现高效、精确和安全的数控车床加工操作。
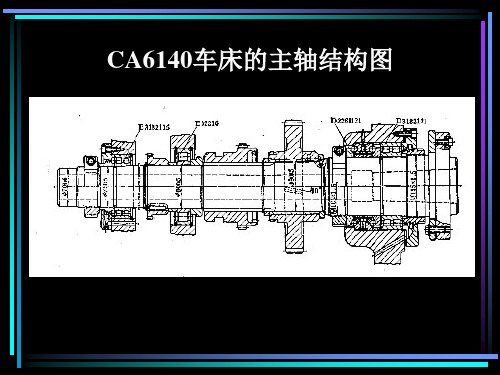
CA6140车床主轴结构图
钻 床 固定多油锲滑动轴承的砂轮主轴
固定多油锲滑动轴承的结构
三块瓦油膜轴承的砂轮主轴
三块瓦油膜轴承的工作原理
液体静压轴承的工作原理
液体静压轴承的类型
CA6140车床的主轴结构图
双列滚子滚动轴承
双列滚子轴承的调整形式
角接触滚球轴承
角接触滚球轴承的配组
角 接 触 球 轴 承 的 调 整 形 式
双向推力角接触球轴承
主轴调整螺母的放松结构
主轴前后轴承的轴心偏移对主轴端部 的影响
高速铣头的主轴单元
数 控 车 床 的 主 轴 结 构
采用滚锥轴承的车床主轴
CK6140数控车床主轴结构设计

CK6140数控车床主轴结构设计数控车床主轴结构设计是整个数控车床的核心部分,其稳定性和可靠性直接关系到整机的加工精度和工作效率。
本文将针对CK6140数控车床主轴结构设计展开论述。
1.主轴的选型:在进行主轴结构设计之前,首先需要进行主轴的选型。
主轴选型需要根据数控车床的加工要求、工作条件和加工材料等因素进行综合考虑。
主要考虑的因素包括主轴的最大转速、扭矩输出、刚性和稳定性等。
2.主轴轴承的选择:主轴轴承是保证主轴转动平稳和精度的关键部件。
常见的主轴轴承有滚动轴承和滑动轴承两种。
滚动轴承具有高速度和高负荷能力的优点,适用于高速和高精度加工要求;而滑动轴承具有较好的减震和噪音阻隔能力,适用于低速和大负荷加工。
3.主轴驱动方式的选择:常见的主轴驱动方式有直接驱动和间接驱动两种。
直接驱动主要通过电机和主轴之间的联轴器直接传递动力,具有响应快、传动效率高的特点;间接驱动则需要通过传动带或齿轮等传动装置传递动力,传动效率相对较低但结构简单,维修方便。
4.主轴的冷却方式:由于主轴在加工过程中会产生热量,需要进行冷却以保证其正常工作。
主轴的冷却方式可以通过风冷、水冷或液压冷却等方式实现。
不同的冷却方式有着各自的适用范围和性能特点,设计时需要综合考虑加工材料、加工要求和设备成本等因素。
5.主轴的刚性和稳定性设计:主轴的刚性和稳定性对于数控车床的加工精度和工作效率有着至关重要的影响。
在主轴结构设计中,应考虑加强主轴承座、增加主轴支撑点、加固刚性支撑等方式来提高主轴的刚性和稳定性。
总结:数控车床主轴结构设计是数控车床的核心技术之一,其稳定性和可靠性决定了整个数控车床的加工精度和工作效率。
在主轴结构设计中,需要综合考虑主轴的选型、轴承的选择、驱动方式、冷却方式和刚性稳定性等因素,并根据具体的加工要求和实际情况进行优化设计,以提高数控车床的整体性能。
CA6140车床主轴结构图

高速铣头的主轴单元
实用文档
数 控 车 床 的 主 轴 结 构
实用文档
采用滚锥轴承的车床主轴
实用文档
钻 床 的 主 轴 结 构
实用文档
内圆磨具的主轴结构
实用文档
滑动轴承的动压原理
实用文档
固定多油锲滑动轴承的砂轮主轴
实用文档
固定多油锲滑动轴承的结构
实用文档
三块瓦油膜轴承的砂轮主轴
实用文档
三块瓦油膜轴承的工作原理
实用文档
液体静压轴承的类型
实用文档
CA6140车床的主轴结构图
实用文档
双列滚子滚动轴承
实用文档
双列滚子轴承的调整形式
实用文档
角接触滚球轴承
实用文档
角接触滚球轴承的配组
实用文档
角 接 触 球 轴 承 的 调 整 形 式
实用文档
双向推力角接触球轴承
实用文档
主轴调整螺母的放松结构
实用文档
主轴前后轴承的轴心偏移对主轴端部 的影响
CK6140数控车床

CK6140数控车床一技术参数参数/型号CK6136 CK6140加工能力床身上最大回转直径mm 360 400滑板上最大回转直径mm 190 210最大加工长度mm 750/1000床身宽度mm 360行程X轴行程mm 230Z轴行程1080主轴主轴转速范围r/min 80-400-2000(高低2档)变频调速主轴端部尺寸C6主轴内孔锥度公制70主轴通孔直径mm 65刀架刀具数量4(6)刀柄尺寸20*20 25*25换刀时间sec 2进给X轴快速进给mm/min 3000Z轴快速进给mm/min 6000每转切削进给量mm/r 0.005-100精度最小设定单位mm 0.001重复定位精度mm 0.01表面粗糙度Ra1.6尾架尾座套筒锥度MT4尾座套筒直径mm 65尾座套筒行程mm 100电机主电机功率KW 4 5.5X轴、Z轴伺服电机N.m 4、6机床外形尺寸(长*宽*高)mm 750规格:2060*1200*15001000规格:2310*1200*1500净重1600Kg 1700KG二数控机床采购工艺适应性原则主要指所选用的数控设备功能必须适应被加工零件的形状尺寸、尺寸精度和生产节拍等要求。
可咨询:宁波众鑫数控机床厂。
形状尺寸适应性。
所选用的数控设备必须能适应被加工零件合理群组的形状尺寸要求。
这一点应在被加工零件工艺分析的基础上进行,这里要注意的是防止由于冗余功能而付出昂贵的代价一、工艺适应性原则加工精度适应性。
所选择的数控设备必须满足被加工零件群组的精度要求。
为了保证加工精度不超差,必须考察生产厂家给出的数控设备精度指标保证有三分之一的储备量。
但要注意不要一味地追求不必要的高精度,只要能确保零件群组的加工精度就可以了。
在考察数控设备给出的精度指标时,要注意采用的是什么标准。
国际上常用的精度标准有ISO、JIS、ASME和VDI(分属于国际、日本、美国和德国) ,此外还有中国的GB和英国的BS。
CK6140数控车床主传动系统及进给伺服系统设计.

__届毕业(设计)论文题目CK6140数控车床主传动系统及进给伺服系统设计专业班级学号学生姓名随笔客指导教师指导教师职称学院名称机电工程学院完成日期: 2014 年 5 月 25日CK6140数控车床主传动系统及进给伺服系统设计CK6140 CNC lathe main drive system and feed servo system design学生姓名指导教师摘要本文介绍了CK6140数控车床的组成及工作原理,对数控机床的主要组成部分:机床主轴箱,进给伺服系统及主轴PLC控制进行了总体的设计及其详细设计。
数控机床是现代机电一体化的典型产品,对提高零件的加工质量和加工效率具有较好的作用。
在本次设计中,主要完成了以下工作:根据给出的要求,首先确定设计要求给出的已知条件确定电机的型号和功率,传动系统的布局,变速方式,开停方式,换向方式,制动方式及齿轮的排列与布置。
然后根据转速范围及级数确定它的转速图、各齿轮的齿数和传动系统简图。
在根据已确定传动比来确定带传动。
通过轴的初步设计,进行齿轮的设计和校核。
选取相应的轴承和键,进行轴的具体设计和校核,键和轴承的设计和校核。
最后进行装配图和各个零件图的绘制,完成主轴箱的设计。
然后完成伺服系统的设计。
在对进给伺服系统进行设计时,要确定进给传动系统的传动方式及控制系统的形式。
设计中,选择进给伺服系统为开环控制系统。
通过给定的参数选择好步进电机的步距角可确定传动齿轮的传动比及滚珠丝杆的导程。
设计的进给伺服系统能够满足设计任务的要求。
关键词:数控机床主轴箱进给伺服系统AbstractThis thesis introduced the constitution and working principle of CK6140 machine tool,the primarily parts of NC machine tool designed:including proceeds the total design and detailed design. NC machine tool is a modern machine to give or get an electric shock the integral whole the typical model of technique the processing of product, right exaltation spare parts the quantity with process the efficiency to have the good function. In this design,primarily completed following work.According to the timetable to design. First identified design requirements given the known conditions determine the type and electrical power, drivetrain system layout, speed change, stop the way for the way braking and gear configuration and the way layout. Based on rotational speed and scope of the class to determine its rotational speed maps, the various gear and drivetrain system Chishu sketch. In accordance with established transmission belt transmission than to determine. Through axle of the preliminary design, gear design and verification. The bearings and get used to a specific axle design and verification, design and verification keys and bearings. Final assembly of the various parts and mapping. Completed the design of headstock.Then completing the design of the servomechanism system. In designing of servo system, we can determine driving mode of driving system and controlling mode of controllingsystem,choosing the servo system for opening wreath control the system.Passing the parameter to settle the choice the good step the step for the electrical engineering the distance cape can make sure to spread to move the spreading of wheel gear to move the radio the roll the bead silk the think stick's lead. Design of into give the servo system can satisfy to designthe request of the mission.Keywords:NC Machine Tool;Axis Housing;Servomechanism目录摘要 (Ⅰ)Abstract (Ⅱ)第一章卧式数控车床简介 (1)1.1数控车床简介 (1)1.2 CK6140介绍及设计说明 (2)1.3设计任务 (3)第二章 CK6140总体设计计算 (6)2.1总体设计要求 (6)2.2机床的总体布局的确定 (7)2.3换向方向的选择 (7)2.4开停方式选择 (8)2.5 制动方式选择 (8)2.6 齿轮布置与排布 (8)2.7 变速方式选择 (9)2.8进给系统的组成及选用 (10)第三章主变速箱总体设计 (12)3.1电机的选用 (12)3.2传动方案的拟定 (15)3.3确定各级的转速................................... 错误!未定义书签。
CK6140数控车床主轴箱及自动转位刀架设计

CK6140数控车床主轴箱及自动转位刀架设计摘要:数控车床又称数字控制(Numbercal control,简称NC)机床。
它是基于数字控制的,采用了数控技术,是一个装有程序控制系统的机床。
它是由主机,CNC,驱动装置,数控机床的辅助装置,编程机及其他一些附属设备所组成。
本次设计课题是CK6140数控卧式车床,CK是数控车床,61是卧式车床,40是床身上最大工件回转直径为400mm。
此次设计包括机床的总体布局设计,纵向进给设计,其中还包括齿轮模数计算及校核,主轴刚度的校核等。
控制系统部分包括步进电机的选用及硬件电路设计和软件系统设计,说明了芯片的扩展,键盘显示接口的设计等等。
关键词:数控机床;开放式数控系统;电动机Design of the headstock and Automatic transfer bit turretAbstract:The numerical control lathe called the numerical control (Numbercal control, is called NC) the engine bed. It is based on the numerical control, has used the numerical control technology, is loaded with the procedure control system the engine bed. It is by the main engine, CNC, the drive, the numerical control engine bed auxiliary unit, the programming machine and other some appurtenances is composed.This design topic is the CK6140 numerical control bedroom lathe, CK is the numerical control lathe, 61 is the horizontal lathe, 40 is on the lathe bed the biggest work piece rotation diameter is 400mm.This design including the engine bed overall layout design, longitudinal enters for the design, also includes the gear modulus computation and the examination, the main axle rigidity examination and so on. The control system partially including step-by-steps the electrical machinery to select and the hardware circuit design and the software system design, explained the chip expansion, keyboard demonstration connection design and so on.Key word:numerical control tool;Open-architecture;motor目录1 总体方案 (1)1.1 CK6140的现状和发展 (61)1.2 CK6140数控卧式车床的总体方案论证与拟定 (62)1.2.1 数控车床 (62)1.2.2 CK6140数控卧式车床的拟定 (62)2机械部分设计计算说明 (63)2.1 主运动部分计算 (63)2.1.1 参数的确定 (64)2.1.2 传动设计 (65)2.1.3 转速图的拟定 (7)2.1.4 带轮直径和齿轮齿数的确定 (70)2.1.5 传动件的估算和验 (76)2.1.6 展开图设计.................................................312.2 纵向进给运动设计 (41)2.2.1 滚珠丝杆副的选择 (37)2.2.2 驱动电机的选用 (45)3 自动转位刀架设计 (49)4 控制系统设计 (50)4.1 绘制控制系统结构框图 (50)4.2 选择中央处理单元(CPU)的类型 (50)4.3 存储器扩展电路设计 (51)3.4 I/O接口电路及辅助电路设计 (52)参考文献 (58)致谢 (59)1 总体方案1.1 CK6140的现状和发展自第一台数控机床在美国问世至今的半个世纪内,机床数控技术的发展迅速,经历了六代两个阶段的发展过程。
6140车床主轴箱设计说明书
车床6140主轴箱设计课程设计的目的、设计内容与基本要求、设计步骤-----------3机械装备课程设计说明书--------------------------------------------3 一设计题目-------------------------------------------------------------4二传动设计-----------------------------------------------------------4㈠主传动方案的拟定------------------------------------4㈡拟定主传动系统及运动设计计算--------------------------41.拟定主传动并画结构图--------------------------------------------------52.拟定转速图,画传动系统图63.齿轮齿数的确定--------------------------------------6㈢传动件的估算和验算--------------------------------------------------6⑴传动轴的估算和验算-------------------------------------------------81.传动轴直径的估算-----------------------------------------------------92.齿轮模数的估算和计算------------------------------------------9 ⑵主要传动件的验算--------------------------------------------------1 01. 齿轮模数的验算10⑶齿轮设计----------------------------------------------------------------11⑷轴的长度设计和齿轮组分布------------------------------------------1 3-三结构设计-------------------------------------------------------16 ㈠主轴的主要参数和结构的确定-------------------------16-1确定主轴前端直径D1--------------------------------------162.主轴的内孔直径 d的确定--------------------------------163.主轴前端悬伸量的选择--------------------------------------------------164.主轴最佳跨距------------------------------------------175.主轴D计算--------------------------------------------176.主轴的结构,材料热处理和技术要求-------------------------------18 ㈡主轴的受力分析与校核-----------------------------------------------------19㈢键的选取与校核-------------------------------20㈣轴承的选取 21四.零件图设计23五.箱体、箱盖主要尺寸计算------------------------24六设计参考资料目录-------------------------------24七结束语-------------------------------------------24一、课程设计的目的1、课程设计属于机械装备设计课的延续,通过设计实践,进一步学习掌握机械装备设计的一般方法。
CK6140数控车床主轴部件设计
摘要本设计是以CK6140数控车床主轴部件为主要内容。
讲述了数控机床的结构设计要求:提高机床的结构刚度,提高机床结构的抗振性,以及减少机床的热变形。
主要设计主轴的前端轴径的大小和形状、主轴跨距的计算及前后支撑的类型和轴承的选用。
主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中为主要考虑对象。
关键词:主轴回转精度;轴承精度;最优跨距;前端悬伸量目录绪论 (1)一、主轴的用途及设计要求 (2)二、有关零件的分析 (5)(一)零件的结构特点 (5)(二)加工工艺性 (6)三、基准的选择 (7)(一)有关基准的选择说明 (7)(二)确定零件的定位基准 (8)四、轴类零件的材料、毛坯及热处理 (9)(一)轴类零件的材料 (9)(二)轴类毛坯 (9)(三)轴类零件的热处理 (9)五、制定加工工艺路线 (10)(一)主轴加工工艺过程分析 (10)(二)工艺路线的拟定 (11)(三)车床主轴机械加工工艺过程卡 (14)(四)加工余量的确定 (15)六、轴类零件的检验 (17)(一)加工中的检验 (17)(二)加工后的检验 (17)结论 (18)参考文献 (19)致谢 (20)绪论机床技术参数有主参数和基本参数,他们是运动传动和结构设计的依据,影响到机床是否满足所需要的基本功能要求,参数拟定就是机床性能设计。
主参数是直接反映机床的加工能力、决定和影响其他基本参数的依据,如车床的最大加工直径,一般在设计题目中给定,基本参数是一些加工尺寸、机床结构、运动和动力特性有关的参数,可归纳为尺寸参数和动力参数。
通用车床工艺范围广,所加工的工件形状、尺寸和材料各不相同,有粗加工又有精加工;用硬质合金刀具有用高速钢刀具。
因此必须对所设计的机床工艺范围和使用情况全面的调研和统计,依据某些典型工艺和加工对象,兼顾其他的可能工艺加工的要求,拟定机床技术参数,拟定参数时,要考虑机床发展趋势和同国内外类机床的对比,使拟定的参数最大限度地适应各种不同的工艺要求和达到机床加工能力下经济合理。
CK6140型数控车床主轴箱及进给系统设计

CK6140型数控车床主轴箱及进给系统设计摘要数控车床又称数字控制(Numbercal control,简称NC)机床。
它是基于数字控制的,采用了数控技术,是一个装有程序控制系统的机床。
它是由主机,CNC,驱动装置,数控机床的辅助装置,编程机及其他一些附属设备所组成。
本次毕业设计课题是CK6140型数控车床主轴箱及进给系统设计。
本设计是为了解决实际生产过程中的生产力低,提高生产率的问题。
通过这次毕业设计,培养了自己理论联系实际的设计思想,综合运用了已修课程的基础理论并结合生产实际进行分析和解决工程实际问题的能力。
巩固、深化和扩展了自己对普通机械独立设计的能力。
通过对通用机械零件、常用机械传动和简单机械的设计,使我掌握了一般机械设计程序和方法,树立了正确的工程设计思想,培养了独立、全面、科学的工程设计能力。
关键词: 1、数控机床 2、开放式数控系统 3、电动机目录一、前言 (1)二、总体方案 (2)(一)CK6140的现状和发展 (2)(二)CK6140数控车床及控制系统的总体方案 (2)三、机械部分设计计算说明 (3)(一)主运动部分计算 (3)(二)横向进给运动设计 (21)四、控制系统设计 (28)(一)数控系统硬件电路设计内容 (28)(二)存储器扩展电路设计 (29)(三)I/O接口电路及辅助电路设计 (33)五、结论 (39)致谢 (40)参考文献 (41)一、前言本次毕业设计课题是CK6140型数控车床主轴箱及进给系统设计。
本设计是为了解决实际生产过程中的生产力低,提高生产率的问题。
本次设计是学完所有大学期间本专业课程相关知识以后所进行的,是我们大学阶段最重要的教学环节,是对我三年半来所学知识的一次大检验。
使我能够在毕业前将理论与实践更加融会贯通,加深了我对理论知识的理解,强化了实际生产中的感性认识。
二、总体方案(一)CK6140的现状和发展数控机床是以数控系统为代表的新技术对传统机械制造产业的渗透形成的机电一体化产品;其技术范围复盖很多领域:(1)机械制造技术;(2)信息处理、加工、传输技术:(3)自动控制技术;(4)伺服驱动技术;(5)传感器技术:(6)软件技术等。
c6140机床主轴箱设计

1. 机床主要技术参数:(1) 尺寸参数:床身上最大回转直径: 400mm 刀架上的最大回转直径: 200mm 主轴通孔直径: 40mm 主轴前锥孔: 莫式6号 最大加工工件长度: 1000mm(2) 运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W 16Cr 4V 高速钢刀车削铸铁件获得。
n max =min1000max d v π= 23.8r/min n min = max min1000d v π =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min ,最低转速为26.5/min 公比ϕ取1.41,转速级数Z=12。
(3) 动力参数:电动机功率4KW 选用Y112M-4型电动机2. 确定结构方案:(1) 主轴传动系统采用V 带、齿轮传动; (2) 传动形式采用集中式传动;(3) 主轴换向制动采用双向片式摩擦离合器和带式制动器; (4) 变速系统采用多联滑移齿轮变速。
3. 主传动系统运动设计:(1) 拟订结构式:1) 确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合: A .12=3*4 B. 12=4*3 C 。
12=3*2*2 D .12=2*3*2 E 。
12=2*2*3方案A 、B 可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C 是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26B。
12=21*34*22C.12 =23*31*26D。
12=26*31*23E.22*34*21F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
ck6140主轴箱课程设计

ck6140主轴箱课程设计一、课程目标知识目标:1. 学生能够理解并掌握CK6140主轴箱的结构组成、工作原理及其在机床中的应用。
2. 学生能够掌握主轴箱的拆装、调试、维修的基本知识和技能。
3. 学生能够了解主轴箱的常见故障及其排除方法。
技能目标:1. 学生能够独立完成主轴箱的拆装、组装及调试工作,并达到规定的工艺要求。
2. 学生能够运用所学知识分析和解决主轴箱在实际应用中出现的问题。
情感态度价值观目标:1. 培养学生对机床维修和制造的热爱,激发学生的学习兴趣和职业责任感。
2. 培养学生严谨的工作态度、良好的团队协作精神和安全意识。
3. 增强学生对我国机床行业的自豪感,激发学生为我国制造业发展贡献力量的信心。
分析课程性质、学生特点和教学要求,本课程目标具体、可衡量,旨在使学生在掌握主轴箱基本知识和技能的基础上,培养其动手能力、分析问题和解决问题的能力,同时注重培养学生正确的价值观和职业素养,为我国机床行业输送高素质的技术人才。
二、教学内容1. CK6140主轴箱的结构组成与工作原理- 机床主轴箱的基本结构- 各部件的作用及其相互关系- 主轴箱的工作原理2. 主轴箱的拆装与组装- 拆装工具的选择与使用方法- 拆装工艺及注意事项- 组装顺序及要求3. 主轴箱调试与维修- 调试方法及步骤- 常见故障分析与排除- 维修保养技巧4. 实践操作- 主轴箱拆装、组装及调试操作- 故障排查与维修实践- 操作过程中的安全防护措施教学内容依据课程目标进行选择和组织,保证科学性和系统性。
教学大纲明确以下安排和进度:- 前两个星期:学习主轴箱的结构组成与工作原理,进行理论讲解和实例分析。
- 第三至四周:学习主轴箱的拆装与组装,安排学生进行实践操作。
- 第五至六周:学习主轴箱调试与维修,结合实际案例进行分析。
- 第七至八周:进行实践操作,巩固所学知识和技能。
教学内容与课本紧密关联,涵盖教材相关章节内容,注重理论教学与实践操作相结合,培养学生实际操作能力。
CK6140数控车床主轴结构设计
摘要:本设计是以CK6140数控车床主轴部件为主要内容。
讲述了数控机床的结构设计要求:提高机床的结构刚度,提高机床结构的抗振性,以及减少机床的热变形。
主要设计主轴的前端轴径的大小和形状、主轴跨距的计算及前后支撑的类型和轴承的选用。
主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中为主要考虑对象。
关键词:主轴回转精度轴承精度最优跨距前端悬伸量绪论选题背景随着市场上产品更新换代的加快和对零件精度提出更高的要求,传统机床已不能满足要求。
数控机床由于众多的优点已成为现代机床发展的主流方向。
它的发展代表了一个国家设计、制造的水平,在国内外都受到高度重视。
现代数控机床是信息集成和系统自动化的基础设备,它集高效率、高精度、高柔性于一身,具有加工精度高、生产效率高、自动化程度高、对加工对象的适应强等优点。
实现加工机床及生产过程的数控化,已经成为当今制造业的发展方向。
可以说,机械制造竞争的实质就是数控技术的竞争。
本课题的目的和意义在通过设计中运用所学的基础课、技术基础课和专业课的理论知识,生产实习和实验等实践知识,达到巩固、加深和扩大所学知识的目的。
通过设计分析比较机床的某些典型机构,进行选择和改进,学习构造设计,进行设计计算和编写技术文件,达到学习设计步骤和方法的目的。
通过设计学习查阅有关设计手册、设计标准和资料,达到积累设计知识和提高设计能力的目的。
通过设计获得设计工作的基本技能的训练,提高分析和解决工程技术问题的能力,并为进行一般机械的设计创造一定的条件。
1题目及参数1.1题目本设计的题目是CK7815数控车床的主轴组件的设计。
它主要由主轴箱,主轴,电动机,主轴脉冲发生器等组成。
主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中要多加注意。
主轴前后的受力不同,故要选用不同的轴承2主轴的要求及精度2.1主轴的要求2.1.1旋转精度主轴的旋转精度上是指装配后,在无载荷,低转速的条件下,主轴前端工件或刀具部位的径向跳动和轴向跳动。
CKA6140数控车床主运动系统的设计
CKA6140数控车床主运动系统的设计CKA6140数控车床是自行设计的经济型数控车床,主运动是由交流调频电机经皮带轮、齿轮传动至主轴。
鉴于车床的特点,图1是本机床主轴要求的功率P 、转矩T 与转速n 主的特性曲线,这个特性是以主轴的计算转速n 计为分界的。
从n 计至最高转速nmax 的区域a 为恒功率区;从最低转速n min 至n 计的区域b 为恒转矩区。
在区域a 内,任意转速下的主轴都可以输出额定功率,但主轴输出的转矩将随着主轴转速的下降而上升。
在区域b 内,任意转速下的主轴都可输出最大的转矩,但主轴可能输出的最大功率将随着主轴转速的下降而下降。
本机床采用交流调频电动机,型号为YP132M-4,图2为该电动机的转矩T 、功率P 和转速n 电的特性曲线。
由图2可见,该电动机的额定转速为1500r/min 。
从额定转速n 额(电)到最高转速n max (电)的区域a ′为恒功率区;从最低转速n min (电)至额定转速n 额(电)的区域b ′为恒转矩区。
从图1、图2可见:调频电动机的恒功率变速范围为5040/1500=3.56,而主轴要求的恒功率变速范围为2400/210=11.43,显然电动机不能满足主轴所要求恒功率段的变速范围。
所以在设计时不能依据总变速范围(最高转速和最低转速之比)来设计主运动系统,而应该考虑电动机和主轴性能的匹配。
在我厂的CKA6140数控车床中,已知:主轴的最高转速为n max =2400r/min ;主轴的最低转速为n min =40r/min ;计算转速n 计=210r/min ;调频电动机的n max (电)=5040r/min (168Hz);调频电动机的n 额(电)=1500r/min 。
图1 主轴功率转距与转速的特性曲线 图2 YP132M-4交流调频电机功率转矩与转速的特性曲线图3 CKA6140数控车床转速分布图现主轴恒功率调速范围为K =n max=2400=11.43 ————n计210而电动机恒功率调整范围为K电=n max(电)=5040=3.36 —————n额(电)1500为了使主轴和电动机的恒功率匹配,现通过增加两组齿轮变速来满足。
CA6140车床主轴箱内部结构分析解析
1——花键套;2——带轮;3——法兰;4——主轴箱体
2.双向多片摩擦离合器
1——空套齿轮;2——外摩擦片;3——内摩擦片;4——弹簧销;5——穿销; 6——元宝销; 7— —拉杆; ;8——压块; 9——调节螺母;10.11—— 止推片
主要组成: ①内摩擦片3:内孔为花键孔,装配在轴Ⅰ的花键上, 随轴Ⅰ一起转动; ②外摩擦片2:外表面有4个凸起,该凸起卡在空套齿轮 的缺口槽内,带动空套齿轮一起转动;内孔为光孔, 空套在轴Ⅰ上; ③压块8:用于压紧内外摩擦片; ④调整螺母9:用于调整内外摩擦片的压紧力; ⑤元宝形杠杆6:通过该杠杆的推动,使压块移动压紧 摩擦片。
3.制动装置: 组成及各部件的作用: 制动轮16,安装在轴Ⅳ上,在制动力的作用下停止转动 时带动轴Ⅳ停止运动; 制动带15,在杠杆的带动下拉紧制动轮使之停止转动; 调节螺钉13,调节制动带的拉紧程度; 杠杆14,14——杠杆; 15——制动带;16——制动盘;22——齿条轴;
换向原理:离合器中的3为内摩擦片,3通过花键内孔与轴 Ⅰ连接,并随轴Ⅰ一起转动;2为外摩擦片,内孔为光孔, 外圆上有4个凸起,插入空套齿轮的槽中,带动空套齿轮
一起转动,当压块压紧内外摩擦片时,内摩擦片通过摩擦
力带动外摩擦片转动,外摩擦片通过外圆上的4个凸起带 动空套齿轮转动,因此把轴Ⅰ的转动传给空套齿轮,由此 起到传递扭矩的作用。随着摩擦片在不同方向的压紧,可 以传递不同方向的运动,从而起到换向作用。 作用:①传递扭矩 ②主轴的换向 ③过载保护
4.快速制动和换向操作装置
12——滑套;13——调节螺钉;14——杠杆; 15——制动带;16——制动盘; 17——齿扇; 18——手柄;19——操作杆;20——杆; 21——曲柄; 22——齿条;23——拨叉
CK6140数控车床的设计
中文摘要数控技术发展飞速的今天,数控技术在现代制造业发挥越来越重要的作用,数控机床是数控制造业的核心,本文主要介绍了对数控车床的电气系统设计的过程。
CK6140数控车床,对其电气系统设计是尤为重要的,其内容包括强电设计、弱电设计、PLC输入输出及接口设计,绘制出整个机床的电气系统原理图等。
本设计给出了整个机床的原理图绘制过程,重点部分模块化,较详细地介绍了各个部分的功能及用途。
分为 380V强电回路,控制回路,PLC输入输出控制,主轴驱动模块和进给伺服驱动模块,并介绍了相关的电气知识。
通过本设计说明书可以基本上掌握数控车床的电气原理,以及基本的电气常识,使读者无论是从整体上还是各个模块中都能够了解到数控车床相关的一系列电气知识。
关键词:数控系统;数控车床;主电路;控制电路;PLC控制;电气原理图ABSTRACTThe numerical controls that the technique development fast today, the numerical controls technique at the modern manufacturing industry exertive more and more importance function, numerical control tool machine is number control a manufacturing industry of core, this text mainly introduced logarithms to control the processed that the electricity system of lather design.CK6140 NC lathe, as to it's the electricity system design make is important, its contents includes a strong electrically design, weakness design, PLC importation output and Interface design, draw the electricity system principle diagram of a the whole tool machine etc..This principle diagram which designs to the whole tool machine draws process and the point parts of mold piece turn and compared to in detail introduce each function and use of part. Is divided into the 380 Vs strong electricity back track, control back track, the PLC importation outputs a control, the principal axis drives a mold piece and enters to servo drive a mold piece, and introduced related electronic knowledge.Through this design system can basically control numerical control the electricity principle of lather, and basic electronic common sense, make the reader regardless can understand numerical control the lather related series of electricity knowledge from wholly the top still each mold piece.Keywords: NC system; NC lathe; Main circuit; Control circuit; PLC control; Electric principle charts目录中文摘要 (1)ABSTRACT (1)第一章绪论 (4)1.1 引言 (4)1.2 数控机床概述 (4)1.3 数控技术的发展趋势 (5)1.4 CK6140数控车床主简介 (6)第二章数控车床基本组成和工作原理 (7)2.1 数控车床组成 (7)2.2 数控车床工作原理 (8)2.3 CK6140数控车床运动分析 (10)2.4 CK6140数控车床电气系统简述 (10)第三章CK6140数控车床主轴驱动系统 (13)3.1主轴驱动系统概述 (13)3.2变频器电动机主轴驱动装置 (14)第四章CK6140数控车床进给伺服系统设计 (17)4.1 机床进给伺服系统概述 (17)4.2 CK6140数控车床对伺服驱动进给系统的要求 (18)4.3 进给伺服系统的选型与控制原理 (19)4.4 伺服电机的选型 (19)第五章CK6140数控车床辅助系统设计 (20)5.1 CK6140数控车床辅助系统概述 (20)5.2 刀架传动系统设计 (21)5.3冷却系统的设计 (23)5.4液压系统设计 (24)第六章常用电器元件的选型 (25)6.1 低压电器选型的一般原则 (25)6.2 断路器的选型 (25)6.3 电动机保护用自动开关的选型 (25)6.4 熔断器选型 (26)6.5 接触器的选型 (26)6.6 热继电器的选型 (26)第七章CK6140数控车床控制面板设计 (27)7.1数控车床控制面板概述 (27)7.2软件操作界面 (28)第八章控制系统设计 (31)8.1 CK6140数控车床数控系统选型 (31)8.2 FANUC 0i Mate 硬件连接简要说明 (32)8.3 FANUC 0i Mate电源装置 (34)8.4 FANUC 0i Mate数控系统的综合连接 (35)第九章可编程控制器(PLC)的设计 (36)9.1可编程控制器概述 (36)9.2 PLC选型及I/O接线图 (37)9.3 PLC输入/输出与通信接口 (38)第十章结论 (41)参考文献 (42)附录A:强电控制电路图 (43)附录B:电源电路图 (44)附录C:系统电路图 (45)致谢 (46)第一章绪论1.1 引言随着我国市场经济的发展,国内、国际市场竞争日益激烈,产品更新更为迅速,中、小批量的生产越来越多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要本设计是以CK6140数控车床主轴部件为主要内容。
讲述了数控机床的结构设计要求:提高机床的结构刚度,提高机床结构的抗振性,以及减少机床的热变形。
主要设计主轴的前端轴径的大小和形状、主轴跨距的计算及前后支撑的类型和轴承的选用。
主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中为主要考虑对象。
关键词:主轴回转精度;轴承精度;最优跨距;前端悬伸量目录绪论 (1)一、主轴的用途及设计要求 (2)二、有关零件的分析 (5)(一)零件的结构特点 (5)(二)加工工艺性 (6)三、基准的选择 (7)(一)有关基准的选择说明 (7)(二)确定零件的定位基准 (8)四、轴类零件的材料、毛坯及热处理 (9)(一)轴类零件的材料 (9)(二)轴类毛坯 (9)(三)轴类零件的热处理 (9)五、制定加工工艺路线 (10)(一)主轴加工工艺过程分析 (10)(二)工艺路线的拟定 (11)(三)车床主轴机械加工工艺过程卡 (14)(四)加工余量的确定 (15)六、轴类零件的检验 (17)(一)加工中的检验 (17)(二)加工后的检验 (17)结论 (18)参考文献 (19)致谢 (20)绪论机床技术参数有主参数和基本参数,他们是运动传动和结构设计的依据,影响到机床是否满足所需要的基本功能要求,参数拟定就是机床性能设计。
主参数是直接反映机床的加工能力、决定和影响其他基本参数的依据,如车床的最大加工直径,一般在设计题目中给定,基本参数是一些加工尺寸、机床结构、运动和动力特性有关的参数,可归纳为尺寸参数和动力参数。
通用车床工艺范围广,所加工的工件形状、尺寸和材料各不相同,有粗加工又有精加工;用硬质合金刀具有用高速钢刀具。
因此必须对所设计的机床工艺范围和使用情况全面的调研和统计,依据某些典型工艺和加工对象,兼顾其他的可能工艺加工的要求,拟定机床技术参数,拟定参数时,要考虑机床发展趋势和同国内外类机床的对比,使拟定的参数最大限度地适应各种不同的工艺要求和达到机床加工能力下经济合理。
机床主传动系因机床的类型、性能、规格和尺寸等因素的不同,应满足的要求也不一样。
设计机床主传动系时最基本的原则就是以最经济、合理的方式满足既定的要求。
主电动机和传动机构能提供足够的转速范围和转速级数;满足机床传动动力的要求。
主电动机和传动机构提供足够的功率和转矩,具有较高的传动效率;满足机床工作性能要求。
主传动中所有零部件与足够的刚度、精度和抗震性,热变形特性稳定;满足产品的经济性要求。
传动链尽可能简短,零件数目要少,以便节约材料降低成本。
一、主轴的用途及设计要求(一)用途车床主轴是车床的主要零件,它的头端装有夹具、工件或刀具,工作时要承受扭曲和弯矩,所以要求有足够的刚性、耐磨性和抗振性,并要求很高的回转精度。
所以主轴的加工质量对机床的工作精度和使用寿命有很大的影响。
其原始资料如下:零件材料:45钢技术要求:1、莫氏锥度及1:12锥面用涂色法检查,接触率为大于等于70%。
2、莫氏6号锥孔对主轴端面的位移为+2。
3、用环规紧贴C面,环规端面与D端面的间隙为0.05~0.1。
4、花键不等分积累误差和键对定心直径中心的偏移为0.02。
生产批量:中等批量零件数据:(见零件图)图1.1 车床主轴零件图(二)设计要求1要求编制一个车床主轴零件的机械加工工艺规程,按照老师的设计,并编写设计说明书。
具体内容如下:2选择毛胚的制造方法,指定毛胚的技术要求。
3拟定车床主轴的机械加工工艺过程。
4合理选择各工序的定位基准。
5确定各工序所用的加工设备。
6确定刀具材料、类型和规定量具的种类。
7确定一个加工表面的工序余量和总余量。
8确定一个工序的切削用量。
9确定工序尺寸,正确拟定工序技术要求。
10计算一个工件的单件工时。
11编写工艺文件。
12编写设计说明书。
二、有关零件的分析根据轴类零件的功用和工作条件,其技术要求主要在以下方面:(1)尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
(2)几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。
其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
(3)相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
(4)表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
(5)其他热处理及外观修饰等要求。
(一)零件的结构特点图1.1所示零件是车床的主轴,它属于台阶型轴类零件,由圆柱面、轴肩、螺纹、退刀槽和键槽等组成。
轴肩一般用来确定安装在轴上零件的轴向位置;键槽是便于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
从图1.1所示的车床主轴零件的支撑轴颈A、B是装配基准,故对A、B两段轴颈的加工提出了很高的要求。
主轴的支撑轴颈、配合轴颈、锥孔、前端圆锥面及端面、锁紧螺纹等表面是轴的主要加工表面。
其中支撑轴颈本身的尺寸精度、几何形状精度、相互位置精度和表面粗糙度尤为重要。
(二)加工工艺性次零件的技术要求不高,用车床、铣床和钻床就可以加工出来,精度要求一般是7到8级,而且表面粗糙度要求也不太高,是一个较好加工的零件。
三、基准的选择(一)有关基准的选择说明1.粗基准的选用原则(1)保证不加工表面与加工表面相互位置要求原则。
当有些不加工表面与加工表面之间有相互位置要求时,一般不选择加工表面作为粗基准。
(2)保证各加工表面的加工余量合理分配的原则。
应选择重要加工表面为粗基准。
(3)粗基准不重复使用的原则。
粗基准的精度低,粗糙度数值大,重复使用会造成较大的定位误差,因此,同一尺寸方向的粗基准,通常只允许使用一次。
2.精基准的选用原则(1)基准重合原则。
尽可能使设计基准和定位基准重合,以减少定位误差。
(2)基准统一原则。
尽可能使用同一定位基准加工个表面,以保证各表面的位置精度。
如轴类零件常用两端顶尖孔作为统一的定位基准。
(3)互为基准原则。
当两个加工表面间的位置精度要求比较高的时候,可用互为基准的原则反复加工。
(4)自为基准的原则。
当要求加工余量小而均匀时,可选择加工表面作为自身的定位基准。
(二)确定零件的定位基准主轴加工中,为了保证各主要表面的相互位置精度,选择定位基准时,应遵循基准重合、基准统一和互为基准等重要原则,并能在一次装夹中尽可能加工出较多的表面。
由于主轴外圆表面的设计基准是主轴轴心线,根据基准重合的原则考虑应选择主轴两端的顶尖孔作为精基准面。
用顶尖孔定位,还能在一次装夹中将许多外圆表面及其端面加工出来,有利于保证加工面间的位置精度。
所以主轴在粗车之前应先加工顶尖孔。
为了保证支承轴颈与主轴内锥面的同轴度要求,宜按互为基准的原则选择基准面。
如车小端1∶20锥孔和大端莫氏6号内锥孔时,以与前支承轴颈相邻而它们又是用同一基准加工出来的外圆柱面为定位基准面(因支承轴颈系外锥面不便装夹);在精车各外圆(包括两个支承轴颈)时,以前、后锥孔内所配锥堵的顶尖孔为定位基面;在粗磨莫氏6号内锥孔时,又以两圆柱面为定位基准面;粗、精磨两个支承轴颈的1∶12锥面时,再次用锥堵顶尖孔定位;最后精磨莫氏6号锥孔时,直接以精磨后的前支承轴颈和另一圆柱面定位。
定位基准每转换一次,都使主轴的加工精度提高一步。
四、轴类零件的材料、毛坯及热处理(一)轴类零件的材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr 等低碳合金钢或38CrMoAl氮化钢。
考虑到零件的经济性和综合性能要求,零件材料为45钢。
(二)轴类毛坯常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。
毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。
(三)轴类零件的热处理锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。
调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。
表面淬火一般安排在精加工之前,这样可以纠正因淬火引起的局部变形。
精度要求高的轴,在局部淬火或粗磨之后,还需进行低温时效处理。
五、制定加工工艺路线拟订零件的加工路线是制定工艺规程的总体布局,主要任务是选择各表面的加工方法,及定位基准,确定加工顺序,各工序采用的机床设备和工艺装备等。
(一)主轴加工工艺过程分析主轴加工工艺过程可划分为三个加工阶段,即粗加工阶段(包括铣端面、加工顶尖孔、粗车外圆等);半精加工阶段(半精车外圆,钻通孔,车锥面、锥孔,钻大头端面各孔,精车外圆等);精加工阶段(包括精铣键槽,粗、精磨外圆、锥面、锥孔等)。
在机械加工工序中间尚需插入必要的热处理工序,这就决定了主轴加工各主要表面总是循着以下顺序的进行,即粗车→调质(预备热处理)→半精车→精车→淬火-回火(最终热处理)→粗磨→精磨。
综上所述,主轴主要表面的加工顺序安排如下:外圆表面粗加工(以顶尖孔定位)→外圆表面半精加工(以顶尖孔定位)→钻通孔(以半精加工过的外圆表面定位)→锥孔粗加工(以半精加工过的外圆表面定位,加工后配锥堵)→外圆表面精加工(以锥堵顶尖孔定位)→锥孔精加工(以精加工外圆面定位)。
当主要表面加工顺序确定后,就要合理地插入非主要表面加工工序。
对主轴来说非主要表面指的是螺孔、键槽、螺纹等。
这些表面加工一般不易出现废品,所以尽量安排在后面工序进行,主要表面加工一旦出了废品,非主要表面就不需加工了,这样可以避免浪费工时。
但这些表面也不能放在主要表面精加工后,以防在加工非主要表面过程中损伤已精加工过的表面。
对凡是需要在淬硬表面上加工的螺孔、键槽等,都应安排在淬火前加工。
非淬硬表面上螺孔、键槽等一般在外圆精车之后,精磨之前进行加工。
主轴螺纹,因它与主轴支承轴颈之间有一定的同轴度要求,所以螺纹安排在以非淬火-回火为最终热处理工序之后的精加工阶段进行,这样半精加工后残余应力所引起的变形和热处理后的变形,就不会影响螺纹的加工精度。
(二)工艺路线的拟定为保证几何形状、尺寸精度、位置精度及各项技术要求,必须判定合理的工艺路线。
工艺路线方案一工艺路线方案二两个工艺路线的分析:相比工艺路线方案一,工艺路线方案二采用先铣面,后钻孔的思路,符合工序集中和先面后孔的原则,但在加工右边圆柱上平面和左边圆柱下平面时不便于定位和装夹,且不符合基准先行的原则;而加工方案一不仅符合先面后孔的原则和基准先行原则,而且便于定位和装夹。