激光淬火对气缸套寿命的影响_毕业论文
激光淬火的应用案例
激光淬火的应用案例激光淬火是一种利用激光加热材料表面的工艺,通过快速冷却来改善材料性能的方法。
激光淬火具有局部加热、快速冷却、精准控制和环保节能等优点,被广泛应用于工业制造领域。
下面是几个激光淬火的应用案例。
首先,激光淬火在金属加工领域有着广泛的应用。
金属零件在制造过程中,通常需要具备高强度和耐磨性的特性。
激光淬火可以提高金属零件的硬度和耐磨性,使其更加耐用。
例如,汽车发动机缸体和曲轴等关键零件,采用激光淬火可以延长使用寿命,并提高整车的性能和可靠性。
其次,激光淬火在航空航天领域也有重要应用。
航空航天零部件通常需要具备高韧性和高强度,以应对极端环境和复杂载荷。
激光淬火可以提高零部件的表面硬度和强度,提高其抗疲劳和抗裂纹能力。
例如,航空发动机叶片、航天器导航系统部件等,都可以通过激光淬火来提高其使用寿命和可靠性。
此外,激光淬火还被应用于工具制造领域。
工具通常需要具备高硬度和耐磨性,以应对高强度和高温的工作环境。
激光淬火可以在工具表面形成坚硬的淬火层,提高其硬度和耐磨性。
例如,钻头、刀具、磨料等工具,在制造过程中可以采用激光淬火来增强其工作性能和寿命。
此外,激光淬火还被广泛应用于模具制造领域。
模具通常需要具备高硬度、高耐磨性和高精度,以保证产品质量和生产效率。
激光淬火可以在模具表面形成细小的组织结构和高硬度的淬火层,使其具备出色的耐磨性和抗腐蚀性。
例如,注塑模具、压铸模具和冲压模具等,在制造过程中可以采用激光淬火来提高其工作性能和寿命。
最后,激光淬火还被应用于刀具涂层技术。
刀具涂层可以在刀具表面形成耐磨、耐蚀和低摩擦的保护层,提高切削性能和使用寿命。
激光淬火可以为刀具提供高温、高能量的局部加热,使刀具表面易于镀层,提高涂层的附着力和均匀性。
例如,刀具涂层过程中的预热和后淬火技术,可以通过激光淬火来实现,提高刀具的综合性能和生产效率。
综上所述,激光淬火在金属加工、航空航天、工具制造、模具制造和刀具涂层等领域具有广泛的应用。
激光淬火提高柴油机缸套耐磨性的研究

激光淬火提高柴油机缸套耐磨性的研究发布时间:2021-10-14T08:16:48.876Z 来源:《科学与技术》2021年17期作者:陈玉琦[导读] 近年来,激光表面处理技术不仅在研究和开发方面迅速发展,而且在工业应用方面也取得了很大的进步。
陈玉琦武警部队海警总队第六支队山东青岛 266000摘要:近年来,激光表面处理技术不仅在研究和开发方面迅速发展,而且在工业应用方面也取得了很大的进步。
柴油机缸套的激光淬火可以节省加工时间,简化工序流程,提高工作效率,能保证较高的经济效益,更为重要的是激光表面淬火可以提高缸套表面耐磨性,进而提高缸套的使用寿命,是高性能柴油发动机加工的一种趋势。
本文介绍了激光淬火提高缸套表面耐磨性的方式方法,探讨激光处理如何延长缸套使用寿命,提高企业利润。
关键词:激光淬火,柴油机缸套,耐磨性,使用寿命一、激光处理工艺及淬火方式的确定一般将激光处理安排在半精珩磨之后,最后一道工序——精珩磨缸套内孔之前。
为了保证激光吸收率大于70%,必须先对气缸套内孔表面进行黑化处理如磷化处理形成深黑色厚度均匀的磷酸盐化合物,选择合理的激光参数及运动轨迹对处理的成功与否至关重要,下面就常见的方式进行分析;(一)螺旋线形硬化带用连续CO2激光束在内壁上下移动缸套作回转运动,根据不同的材料及表面处理选择不同的激光参数及运动速度以获得最佳的效果,如原苏联交通部中央科学研究所对Д100型机车柴油机φ207mm铬镍铜气缸套进行激光处理选用800WCO2激光束与缸套轴线成45°角配置宽2.2-3.3mm、间距10mm、硬化层深度0.5mm的硬化带其中表面熔化层厚度0.08~0.10mm。
硬度 HV1100激光处理后缸套变形小于0.05mm仅需珩磨与磷化。
用配有数控系统的激光处理装置不仅能得到螺旋线形淬火轨迹还可得到交叉网纹形、等螺距、变螺距的激光淬火轨迹,淬火轨迹对初期磨合性能、机油消耗率及耐磨性能都有影响。
气缸套激光淬火工艺试验

油发 动机 车的使用 性能 提 出 了越 来 越 高 的要 求 。而 气缸 套作 为柴 油 机 车 的 心脏 部 件 , 性 能 的优 劣 对 其
备处理周期短 , 生产效率高 , 自动化程度高, 工艺过
程易 实现计 算机控 制 的优势 。 C激光淬 火可 在工件 表 面获 得极 细小 的 马 氏体 . 组织 , 以 , 面 硬 度 比 常 规 淬 火 硬 度 高 2% ~ 所 表 0 20 ; 0 % 而基体 组 织 仍 保 持 原 有状 态 , 有 良好 的韧 具 性 。因此 , 激光表 面处 理 的工 件具 有表 面 硬 度高 , 经
材质 强 , 韧性 能 匹配性好 的特点 。
整台机车的大修周期起着举足轻重 的作用。 目前提 高气缸套使用寿命的途径大致有两种 : 一是研究开 发不 同的耐 磨 材 质 ; 二是 在 原 有 的材 质 基 础 上 进行 不 同的表面处 理 , 提高材 质 的减 磨性 、 耐磨 性 。开 发 新 材质 是一个 长期 的过程 , 采用 表 面处 理 工 艺 , 而 提
确定气 缸 套 的合 理 激 光 加 工 流 程 及 工 艺参 数 ,
通过新 工艺 加 速产品 开发进程 。
1 2 试验对 象 .
由于激光 相变硬 化技 术具 有 以下 特 点 而在 不 同
领域得 到应用 。
本 次试 验 中 , 验 对 象 确 定 为 国产 机 车 D 4 试 FD
。
杨 光 明
;l l l
‘
l l
,
, ( 河南 中原内配股份有限公 司, 河南 孟州 44 5 ) , . 0l 570 0 .
摘要 : 通过气缸套激光相变硬化工艺 实验 , 确定一种新的气 缸套 表面加工工艺 , 并验证 了产品的使用性能 。
分析表面加工工艺对气缸套使用寿命的影响

节能与环保—358—分析表面加工工艺对气缸套使用寿命的影响童身亮(安庆帝伯格茨缸套有限公司,安徽 安庆 246005)引言:气缸套使用寿命影响着内燃机运行质量,同时也关系着内燃机大修期限,降低气缸套使用使用因素较多,如复杂且恶劣的工作环境、润滑效果等因素,提升气缸套表面耐磨性、耐腐性等尤为重要。
如何应用表面加工工艺来提高气缸套使用寿命,是目前各相关人员需要考虑的问题。
1 影响气缸套使用寿命的原因影响气缸套使用寿命原因主要表现在以下几点:一是,滤清器故障。
空气滤清器破裂,空气未经过滤短路进缸,因空气中的尘土、杂质进入气缸,造成气缸套磨损加剧,影响使用寿命;二是,机油牌号不对。
造成润滑不良,导致气缸套磨损严重,加上使用劣质柴油,燃烧后结焦严重,降低气缸套使用寿命;三是,操作问题。
冷车起动,尤其是在冬季时节启动车辆,因机油粘度大,流动性差,使得机油泵供油不足,由于原气缸壁上的机油在停车后沿气缸壁下流,在车辆启动瞬间,气缸套得不到正常工作时润滑效果,致使气缸壁磨损变大,影响使用寿命;四是,活塞与气缸套间隙大。
由于活塞与气缸套之间间隙过大,加剧活塞对气缸套的冲击,增加了气缸套振动频率,气缸套使用寿命受到影响[2]。
此外,若气缸套没有按照安装流程来进行安装,其安装位置不当,使得气缸中心线与曲轴轴线不垂直,从而造成气缸套非正常磨损,气缸套性能破坏,影响使用寿命。
2 表面加工工艺对气缸套使用寿命具体影响安庆帝伯格茨缸套有限公司不断引进先进设备和技术,技术处于国内领先、世界先进水平,是100多家国内主要汽车制造商的重要配套生产商,如一汽、大众、福特、丰田等汽车制造商。
其技术力量雄厚,创新研发能力强大,公司所生产的气缸套性能良好、高导热性、机油消耗低、抗变形能力强。
本文根据安庆帝伯格茨缸套有限公司气缸套技术工艺,来分析和阐述表面加工工艺对气缸套使用寿命具体影响。
2.1激光热处理工艺 激光热处理工艺也称之为金属表面激光硬化处理技术,其原理是,在带强化气缸套表面已激光束为热源,并对其照射,此时气缸套局部表面温度迅速达到金属变相温度,激光结束照射后,气缸套表面高温热量会快速传导至金属基体,进而形成自淬现象;经过表面加工工艺处理后的气缸套,会有细针马氏体和隐性马氏体形成在表面,该组织硬度较高,以此来达到气缸套内表面硬度、耐磨性和使用寿命提高的效果。
激光热处理技术在气缸套表面的应用[发明专利]
![激光热处理技术在气缸套表面的应用[发明专利]](https://img.taocdn.com/s3/m/1a1351c9dd36a32d72758190.png)
专利名称:激光热处理技术在气缸套表面的应用专利类型:发明专利
发明人:韦斌
申请号:CN200610096402.1
申请日:20060925
公开号:CN101153353A
公开日:
20080402
专利内容由知识产权出版社提供
摘要:本发明涉及一种激光热处理技术在气缸套表面的应用,它适用于发动机高速、高耐磨、低排放的需求。
本发明应用激光辐射淬火技术对气缸套内表面进行热处理,使缸套内壁表面获得了一定硬度和深度的硬化层,提高了缸套内壁的耐磨性。
激光处理的变形量是常规热处理变形量的1/20-1/30,变形量很小,基本保持气缸套淬火前的原始状态,与活塞环具有良好的配副性能。
激光淬火的最大硬度值为HRC66,高于常规淬火后硬度值HRC54,淬火层深度达3-3.5mm,使气缸套达到高耐磨的要求。
激光淬火分为罗旋状和网状两种。
罗旋状的软带宽度必须小于活塞环的高度,一般为1.5-2毫米。
申请人:韦斌
地址:223100 江苏省淮安市洪泽县大庆北路20号
国籍:CN
更多信息请下载全文后查看。
汽轮机叶片的激光合金化与激光淬火-动力工程

摘 要 : 对调质态 2Cr13 低碳马氏体不锈钢汽轮机叶片 ,采用 7 kW 的 CO2 横流激光器分别进行激 光合金化和激光淬火 ,考察其显微组织和力学性能 。结果显示 :激光处理后 ,在表面硬度方面 ,激光 淬火提高了 110 %倍左右 ,激光合金化提高了 180 %左右 ;在残余应力分布上 ,激光淬火增加了表面 的残余压应力 ,激光合金化将使残余压应力转变为残余拉应力 。在综合性能上 ,激光合金化具有更 高的优势 ,在叶片强化上具有更好的发展前景 。 关键词 : 材料科学 ; 合金化与淬火 ; 激光 ; 叶片 ; 残余应力 中图分类号 : TK266 文献标识码 : A
0. 20~0. 40 0. 20~0. 40
200 g 和 15 s。对试样进行表面抛光后测量其表面 显微硬度 ,为准确起见 ,在试样的强化区域表面每隔 0. 1 mm 的距离测量强化层的表面显微硬度 ,共测量 15 个区域 。图 1 为强化后的表面硬度与母材的比 较 。根 据 测 量 , 母 材 原 始 态 的 平 均 硬 度 为 254. 2HV0. 2 ,激光淬火后的平均硬度为 532. 7 HV0. 2 ,激 光合金化后的平均硬度为 701. 2 HV0. 2 。可以看 出 ,激光淬火后 ,表面硬度较强化前提高了 110 %倍 左右 ,而激光合金化后表面硬度则提高了 180 %左 右 ,较激光淬火提高了 31 % ,说明激光合金化处理 硬化程度高 ,使表面获得更高的硬度 。
Technology and Engineering , Zhejiang University of Technology , Hangzhou 310014 , China)
Abstract : Some steam turbine blades , made of tempered 2 Cr13 low carbon martensitic stainless steel , are first either laser alloyed with a 7 kW laser processer , and then subjected to microstructure and mechanical property examinations. Results show that the surface’hardness are respectively raised 110 % by quenching and 180 % by alloying ; on the other hand , surface residual compressive stress is increased by laser quenching , but is completely converted into residual tensile stress by laser alloying. Comprehensively considering the effect on property , laser alloying has its superiority and therefore brighter prospects in blade strengthening applications. Key words : material science ; alloying and quenching ; laser ; blade ; residual stress
内燃机气缸套内表面淬火方法探究
缸套使用寿命 , 缩 短 发 动 机 大修 周 期 。 就 要 提 高 气 缸 套 的抗 磨 擦 磨 损 性 能 即提 高 内燃 机 气 缸 套 的 内 表面硬 度 。 目前使 用淬 火热 处理来 提 高气 缸套 内表
面硬 度 的方 法 有 以下 几 种 : 等 离 子淬 火 处 理 、 激 光 淬 火 处理 、 高频 淬火 处 理 。下 面 就这 三 种 淬 火方 法
零件 及 局 部部 位 的表 面强化 处 理 ,唯有 激 光 淬 火 。 激光 淬 火 材料 性 能好 , 目前 已经 大量 用 于要 求 较 高 的零 件 表 面及 特 型 面 的表 面处 理 , 激 光 淬火 将 是 今
后零 件表 面淬 火 的主要 方法 之一 。
内表 面 , 使 气缸 套 内表 面经过 高 能 量激 光 束 扫 描后
1 前 言
作 为 内燃 机燃 烧 室 的主 要 组成 部 分 . 气 缸 套 在 高 温 高压 的 恶劣 环境 下 承受 着 活 塞 、 活塞 环 的高 速 滑 动摩 擦 。因此 气缸 套 是 内燃 机 容 易磨 损 的零 件 ,
相 比. 激光淬火淬硬层组织细密 、 均匀 、 强 韧性 好 , 硬度高 ( 一 般 比感 应 淬 火 高 1 — 3 H R C) , 加 热 层 深 度 和加 热 轨 迹 容 易 控 制 , 易 于 实 现 自动化 , 不 需 要 象
照射 到 的 就能 进行 激 光 淬火 处 理 。对 于 腔 筒 内壁 、
2 激 光 淬 火 处 理
激光 淬 火技 术是 一 种 先进 的表 面处 理 方 法 , 它 是 利 用 聚焦 后 的 高能 量 的激 光 束 快 速 加 热 气 缸 套
深孑 L 、 盲孑 L 、 槽 壁 等来 说 , 一 般 的硬 化 技 术难 以完 成
表面技术在内燃机气缸套的应用与特点
表面技术在内燃机气缸套的应用与特点作者:潘铭来源:《科技资讯》2016年第19期DOI:10.16661/ki.1672-3791.2016.19.061摘要:内燃机气缸套是内燃机关键零件之一,其内表面耐磨性对其寿命起决定性作用。
该文阐述了内燃机气缸套内表面耐磨机理,论述了内燃机气缸套内表面强化处理工艺:等离子淬火、YAG激光表面处理、辉光离子氮化、挤渗SiC、松孔镀铬和喷钼合金表面处理的原理、应用及特点,为内燃机气缸套表面强化处理工艺选择提供技术理论依据,对指导生产实践具有显著应用价值。
关键词:气缸套表面技术应用中图分类号:TG156 文献标识码:A 文章编号:1672-3791(2016)07(a)-0061-02内燃机是汽车、摩托车、船舶建造、工业机械、农业等行业的配套产品,对经济的影响,重大而深远。
气缸套是衡量内燃机耐用度的一个重要指标,然而气缸套工作环境十分恶劣,承受高温、高压和活塞环往复运动的摩擦,容易产生磨料磨损、腐蚀磨损、熔着磨损。
因此,提高内燃机使用寿命,提高气缸套的耐磨性能显得更为迫切。
为此,科技人员研究开发气缸套材质提高使用寿命效果一直不明显,而表面强化的技术在气缸套的应用更为重要。
1 气缸套内表面耐磨机理气缸套内表面涂覆处理是提高气缸套的耐磨性能、使用寿命的行之有效措施,在气缸套内表面覆盖一层适当软度且富有弹性的保护膜,软质涂覆层是润滑性良好的减磨物质,其基体能镶嵌外来的硬质点,而且能与基材有良好的亲和或共浮性能,不会从基体上成块剥离。
保护性的软质涂覆层很薄,容易磨损,必须在基体上覆盖大量块状高硬质点,承担接触磨损,因为硬度高而耐磨,而基体组织和大量脱落后的孔洞贮存润滑油,可提高耐磨性。
气缸套内表面强化采用激光淬火、等离子淬火、氮化等工艺,使气缸套内表面硬化,形成局部硬化带从而提高气缸套耐磨性。
2 气缸套表面处理应用及特点气缸套分为铸铁质气缸套是由含磷和含硼铸铁制造,钢质气缸套由无缝钢管低碳钢制造。
船用大功率柴油机缸套激光表面淬火工艺研究

船用大功率柴油机缸套激光表面淬火工艺研究下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!船用大功率柴油机缸套激光表面淬火工艺的深入研究在现代船舶工程领域,大功率柴油机作为主要的动力源,其性能和寿命直接影响到整个船舶的运行效率和安全性。
气缸的激光淬火

激光淬火是一种表面强化工艺,可提高气缸壁的耐磨性。
效果: 气缸壁硬度可达62HRC,磨损率不大于0.01mm/km( 1000). 现有许多进口汽车发动机的气缸已不再镶气缸套,方法是: 这类气缸磨损逾限后,采用镗缸后激光淬火技术修理,气缸 的使用寿命可达到了150000km以上。 如采用更换气缸体则费用很高;若仅进行镗缸修理,则会镗 去表面强化层,使气缸耐磨性大为下降。
激光淬火的工作原理:
淬火时,用激光束在缸壁上沿着上密下疏的单线变螺距轨 迹时进行扫描。 当光束扫到气缸壁某处时,能将该处表面材料瞬时( 1/100~1/1000S)加热到奥氏体化温度以上。扫描过后,热 量又立即向基体内外高速传导,冷却速度超细化马氏体组织和 少量残留奥氏体与片状石墨。 由于加热速度极快,气缸壁表面金属晶格位错密度高,使 气缸壁表面进一步硬化。 激光淬火后,气缸直径会缩小0.01mm左右,因此,激光 淬火应在气缸粗磨之后进行,淬火后再进行精磨。
激 光 淬 火 加 工 中
激光淬火表面
激光淬火设备
对大型零件 进行激光淬火加 工
曲 轴 轴 颈 进 行 了 激 光 淬 火
对磨损的齿 面进行激光淬火 加工
齿面的激光淬火层
通过激光 淬火加工后的 齿轮轴表面
图为珩车导 轨的激光淬火加 工,车床导轨也 是可以进行激光 淬火加工的
激光淬火金相图
Hale Waihona Puke
浅谈几种内燃机气缸套表面处理技术
Internal Combustion Engine&Parts0引言气缸套是内燃机核心零件之一,其工作环境十分恶劣。
气缸套在高温、高压、交变载荷和腐蚀的环境中工作,内表面很容易形成磨损。
当气缸套内孔磨损到一定程度时,就会影响内燃机的工作效率,增加能源的消耗和尾气的排放,甚至会引起拉缸、早磨等严重后果。
为了提高气缸套的使用寿命,节能减排,增加气缸套的经济性,可以通过对气缸套进行表面强化处理,以提高其硬度、耐磨损、耐腐蚀、耐高温等性能。
气缸套表面强化处理技术有很多,文章结合企业生产实际,简要介绍了等离子淬火、磷化、气体氮化、复合陶瓷强化等几种气缸套表面处理技术,其中等离子淬火和复合陶瓷强化是对气缸套内壁进行表面处理,磷化和气体氮化是对气缸套整体进行表面处理。
1等离子淬火处理气缸套内表面淬火方式常见的有激光淬火和等离子淬火。
由于激光淬火设备运行维护成本高,且在激光处理前多需要对气缸套内壁进行磷化处理以提高光的吸收率,易造成环境污染,使得激光淬火的应用在气缸套行业受到了一定的限制。
等离子淬火以氩气作为保护气体,能量密度极高的等离子束热源以较大的冲击速度加热气缸套内表面,使内表面迅速升温达到相变成奥氏体的温度。
等离子束移去后,浅谈几种内燃机气缸套表面处理技术曾惠敏;赵可永;左俊中(江苏华晨气缸套股份有限公司,淮安223001)摘要:内燃机气缸套在恶劣的环境下工作容易磨损,为了提高气缸套耐磨损、耐高温、耐腐蚀等性能,以提高气缸套的使用寿命,通常会对气缸套进行表面强化处理。
文章简要介绍了等离子淬火、磷化、气体氮化、复合陶瓷强化等几种气缸套表面处理技术。
关键词:表面处理;淬火;磷化;氮化;陶瓷图1850毅冲角熵分布动叶流道内,各个冲角下,在靠近前缘的压力面处出现局部熵增区域(如动叶红黄色区),且随冲角从-30°变化到50°,局部熵增变化越明显。
由2.4.1中压力分布图可知,该区域的流体极可能出现涡流。
激光淬火提高气缸套的耐磨性

激光淬火提高气缸套的耐磨性
杨国成;汪根培;蒋成彪;胡昌龄;周建忠;张永康
【期刊名称】《江苏大学学报(自然科学版)》
【年(卷),期】2000(021)005
【摘要】介绍了激光淬火提高气缸套耐磨性的国内外研究及应用动态、技术难点、强化机理、激光处理工艺及淬火方式,讨论了激光淬火轨迹和表面预处理对强化效果的影响,总结并分析了不同气缸套及缸体的强化效果。
结果表明:在优化的工艺条件下,不仅激光淬火缸体延长了寿命,而且与之匹配的非激光处理活塞环的耐磨性也提高50%左右,缸套与缸体的寿命提高2-3倍。
【总页数】1页(P17)
【作者】杨国成;汪根培;蒋成彪;胡昌龄;周建忠;张永康
【作者单位】跃进汽车集团公司发动机厂,南京210037;江铃汽车股份有限公司,南昌330001
【正文语种】中文
【中图分类】U464.132
【相关文献】
1.等离子淬火提高气缸套"等耐磨性"的研究 [J], 李银俊;尹华跃;张文静
2.等离子淬火提高气缸套“等耐磨性”的研究 [J], 李银俊;尹华跃;张文静
3.提高150系列柴油机气缸套耐磨性研究 [J], 吴永兴;彭艳杰
4.激光淬火及熔覆技术提高柑橘枝粉碎机65Mn钢锤片耐磨性 [J], 孟亮;李雄;黄
永俊;万强;李明震;李善军;张衍林
5.激光淬火提高泥浆泵泵筒耐磨性 [J], 王春雨
因版权原因,仅展示原文概要,查看原文内容请购买。
提高发动机气缸孔的耐磨性的激光强化新技术

第22卷第2期2001年3月江苏理工大学学报(自然科学版)JOurnaI Of Jiangsu University Of Science and TeclnOIOgy(NaturaI Science)VOI.22NO.2Mar.2001提高发动机气缸孔的耐磨性的激光强化新技术徐方大1,陈朝晖1,张永康2(1.常柴股份有限公司,江苏常州213002;2.江苏理工大学机械工程学院,江苏镇江212013)[摘要]文中介绍了激光淬火提高气缸孔耐磨性的国内外研究及应用动态、技术难点、强化机理、激光处理工艺及淬火方式,讨论了激光淬火轨迹和表面预处理对强化效果的影响,总结并分析了不同缸体的强化效果.结果表明:在优化的工艺条件下,不仅激光淬火缸体的寿命提高2~3倍,而且与匹配的非激光处理活塞环的耐磨性也提高50%左右,机油颗粒排放量降低20%~25%.[关键词]激光淬火;耐磨性;缸体[中图分类号]TG156.99[文献标识码]A[文章编号]1007-1741(2001)02-0018-041977年,美国通用汽车公司建成645系列柴油机汽缸套(直径230mm)激光热处理生产线.在铸合金铁缸套内壁处理出宽2.5mm、深0.5mm的螺旋硬化带(最大深度0.65mm),9min/件,废品率降到0.1%,彻底解决了擦伤现象.由此规定缸套必须经激光处理方可出厂[1].1981年,意大利菲亚特汽车公司就对汽车发动机气缸内壁进行激光处理,发现气缸内壁的强度增强,不必再用缸套.结果使发动机更加紧凑、轻巧.节约了材料、减少了加工工序,从而降低了成本.另外,激光处理后硬度比一般发动机材料的硬度高3倍,耐磨性大幅提高,因而延长了发动机的使用寿命.由于发动机重量减轻,汽车在行驶时能量的消耗也相应减少[2]. 1997年,德国格林公司发明激光珩磨新技术,不仅使气缸和活塞环的磨损量下降50%,而且使柴油发动机的柴油消耗量下降62.5%,颗粒排放量下降25%~30%;汽油发动机的汽油消耗量降低30%~ 60%,HC排放量下降10%~20%[4].我国80年代以来,开始激光强化缸体取消气缸套的研究,青岛发动机厂激光处理6102O高速柴油机缸体,缸孔耐磨性超过硼缸套16%~20%.北京车辆研究所对长安微型车JL462O型发动机缸体进行激光处理,缸体快速磨损台架试验的结果表明,耐磨性提高近80%,配对活塞环的耐磨性提高46%.中国第一汽车制造厂建成发动机气缸体中试自动生产线,经激光淬火发动机寿命提高1倍以上,行车超过20万公里[3].!关键技术!"!激光淬火轨迹一般将激光处理安排在半粗珩磨之后,最后一道工序———精珩磨缸套内孔之前.为了保证激光吸收率大于70%,必须先对气缸孔表面进行黑化处理,如磷化处理,形成深黑色厚度均匀的磷酸盐化合物.选择合理的激光参数及运动轨迹,对处理的成功与否至关重要.激光淬火轨迹对强化效果、生产率及生产成本等影响很大.根据具体情况,选择合适的处理方式.常用淬火轨迹有如下4种,即螺旋线、螺施状圆弧槽、点状、环块状.用配有数控系统的激光处理装置,不仅能得到螺旋线形淬火轨迹,还可得到交叉网纹形、等螺距、变螺距的激光淬火轨迹.淬火轨迹对初期磨合性能、机油消耗率及耐磨性能都有影响.轨迹与气缸套纵轴方向的夹角对气缸套—活塞环摩擦副有影响,必须进行优化以获得磨损量最小的最佳夹角.激光处理长度一般为活塞环行程,这既降低了激光器运行成本,又减少了操作辅助时间,[收稿日期]2000-08-31[基金项目]江苏省应用基金(BJ99015)[作者简介]徐方大(1946-),男,江苏常州人,常柴股份有限公司高级工程师!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!.提高了生产率.此外,硬化面积与总面积的比率与寿命有一个最佳的关系[5-7].这种方法的特点是相对运动简单,对激光器的性能要求不高.缺点是激光处理面积大,影响因素多,需进行大量的优化试验.采用高阶模轴向横流CO2激光处理时,易产生局部熔化现象,稳定性差.气缸套磨损最严重的区域是从第一道活塞环上死点上部位置开始到二道活塞环附近之间的区段.该区段紧靠发动机燃烧室,不但温度高,而且润滑不足,再加上爆发压力使活塞环的背压升高,极易引起活塞环与缸套金属间的微观粘结和擦伤,造成所谓的“段磨”.针对这一情况,日本专利(日本公开特许公报,昭53-137362)提出一种局部点状淬火法,即在该区域内,以00.5mm~ 03mm的激光光斑沿缸壁圆周方向实施点状淬火(淬火点呈复数列配置).根据缸套材料等因素,硬化总面积与该区段缸壁面积的比例可在20% ~70%范围内变动.其优点是既能提高缸套上部最易磨损区的耐磨性和抗擦伤能力,又不会在硬化区与非硬化区的过渡处产生阶梯形磨损.而且,点状淬火方式有很大的灵活性,可根据实际需要来调整硬化面积.其缺点是对激光器的功能要求较高,即激光器必须具备连续波与脉冲波相互转换的功能.德国专利(DE3029215a1)提出一种螺旋状圆弧槽淬火法.具体方法是先在缸壁上加工出圆弧沟槽,然后对圆弧沟槽的底部激光淬火,最后用镗磨法将两圆弧槽的交界处磨成平面.其优点为:由于缸孔硬化带之间有一段径向凸出的软质非硬化处,可使活塞环实现快速磨合.随着运转时间的延长,非硬化处被磨损而形成含油沟槽.这时,缸壁就由淬火带的耐磨骨架和含油沟槽组成,能有效地提高耐磨性和抗擦伤性能.对于同样的缸套顶段局部激光淬火,日本三菱重工业公司提出硬化环与硬化块相间的形式(日本公开特许公报昭63—140849专利).优点:硬化区与非硬化区交替分布,既有耐磨骨架,又有贮油沟槽.这种硬化方式不但可确保缸套顶部的耐磨性,而且其总体效果比全缸壁激光淬火好.在国外的研究早期,由于激光器的发展所限采用螺旋线激光淬火轨迹,但需要优化的参数多、单件加工成本高,见表1.据已公开的报道,目前国内所有从事缸套激光淬火的研究机构及单位,都是采用国产轴向横流激光器(故障率高),仅有连续波功能,所以也只能采用螺旋线淬火轨迹,常发生表面熔化现象.从表1中可以看出,点状与环块状淬火的效果更好、单件加工成本低,且能大幅降低活塞环的磨损.因此,在条件许可的情况下,优先选择环块状淬火轨迹.表1四种淬火轨迹方式的比较Tab.1Comparison of four guenching treatment methods螺旋线螺旋状圆弧槽点状环块状处理区域整个活塞环行程整个活塞环行程顶端,!2.25活塞环高度顶端,1/3活塞行程辅助机加工圆弧沟槽镗削加工,交界处磨削加工激光器功能要求连续波连续波连续与脉冲连续与脉冲需优化的参数激光功率、光斑尺寸、运动速度、涂层、螺距、轨迹与气缸套纵轴方向的夹角、面积比激光功率、光斑尺寸、运动速度、涂层、圆弧半径与深度、交界处磨成的宽度激光功率、光斑尺寸、运动速度、涂层、脉冲宽度、面积比激光功率、运动速度、涂层、面积比对活塞环的影响大幅降低活塞环的磨损量计算机控制系统简单简单复杂复杂激光处理时间长长短短成本一次性投入小,仅需价格低廉的轴向横流激光器,但单件运作成本高同螺旋线情况类似需要高档的快速轴流激光器,一次性投入大,但单件加工成本低、可靠性高同点状硬化情况类似1.2表面预处理激光淬火前的表面预处理对硬化效果有着显著的影响,一般要求表面涂层均匀、薄厚控制适一种材料的零件,不同涂层的效果不同.对于同一种涂层材料,不同金属材料的激光淬火效果也不同.涂层的吸光率直接影响激光淬火工艺参91第2期徐方大等提高发动机气缸孔的耐磨性的激光强化新技术表面预处理的方法很多,如磷化法、氧化法、喷(刷)涂料法、镀膜法等.缸套处理常用磷化法及喷(刷)涂料法.(l )磷化法.磷化处理是很多机械零件加工的最后一道工序,可作为激光处理前的表面预处理.磷化分高温磷化(90~98C )、中温磷化(55~70C )和室温磷化(约25C ).在激光处理过程中,因材料不同激光处理工艺不同,3种磷化工艺的表面预处理层(磷化膜)对激光的吸收率各不相同,一般认为高中温磷化的效果更好些.缺点:工艺复杂,设备投资大,废水处理费用高(有污染).(2)喷(刷)涂料法.涂料多种多样,而且还在不断地开发出新配方和新品种.在众多的涂料中,有的配方简单,有的复杂,但都具有提高激光吸收率的效果,大部分吸光率可达80%~98%以上,完全满足激光淬火的要求[3].喷(刷)类涂料使用方法简单,操作方便,除可采用喷涂方法应用于较大规模生产外,还可手工刷涂零星少量的临时加工与实验,且无需增加成套设备.1.3激光参数优化根据具体的条件,如气缸孔尺寸、精度、材料、预处理方式、生产率、激光器等,确定激光淬火轨迹,优化激光参数,建立一套完整的能供工程直接应用的数据库.1.4气缸孔激光硬化后的质量分析激光处理后的质量分析要根据零件的具体情况而定,既要确保质量又要简便易行.进行质量分析,可以确定最优的激光处理参数规范,保证激光处理后满足其技术要求.同时,也可根据质量分析的结果,在满足质量要求的前提下,选择运行成本低、生产率高的激光淬火工艺.气缸孔淬火后主要分析的指标为[8]:①激光淬火前后的尺寸精度、变形量的检验;②随机抽检激光硬化层的深度、硬度及其均匀性;③随机抽检激光硬化层的组织形态,判别其金相组织是否合格;④测定硬化面积比例和图形是否满足技术要求或规定;⑤宏观检测激光硬化区域有无裂纹、蚀坑等缺陷.1.5激光淬火过程的自动控制激光淬火不同于普通淬火,也不同于普通刀具加工.在处理过程中,不允许激光头、工作台及回转轴停顿,甚至不允许速度不均匀变化,否则就会出现过烧现象.因此如何利用数控系统灵活地生成合适的网格而又不出现激光过烧,是需要解决的关键问题[9].一旦出现问题,如何进行自动监测及控制则又是一个关键问题.所编制的专用软件应包括如下模块:激光辐射区的温度场模块、处理过程的虚拟模块、处理质量分析模块、参数优化模块、自动处理及控制模块.2激光强化机理及效果分析部分缸体激光淬火后的耐磨性能见表2.表2气缸体经激光淬火后的耐磨性能一览表Tab.2Wear-resistant properties of laser guenched cylinder body名称,材料激光参数硬化层/mm (宽>厚)硬度效果l 汽车发动机缸体[ll ]900W ,40mm /S3.5>(0.25~0.3)HRC63使用寿命提高3倍26l02O 高速柴油机缸体,HT250[l3]800~l 250W ,25~30mm /S(2.5~4)>(0.2~0.3)HV700~900耐磨性超过硼缸套l6%~20%3长安微型车 L462O型发动机缸体[l4]耐靡性提高近80%,配对活塞环的耐磨性能提高46%4一气发动机缸体[l4]发动机寿命提高l 倍以上,行车超过200000km5缸体,HT250[l5]l 800W ,38~40mm /S 4>(0.3~0.35)HRC55运行十几万公里后拆检,磨损量l >l0-3mm /Mm6丰田2Y 、3Y 、5R 、l2R 、22R 、4K 、5M ;日产Z22、Hl5、Al5;三菱4G32、4G33、4G62;马自达E57;铃木F8A ;大发850;菲亚特l25P ;拉达2l05、2l04;五十铃4FA ;波罗乃茨;红旗;上海;柳州;长安;松花江等机型.灰口铸铁缸体[l6]l.6L 以下无缸套经济型进口汽车汽油发动机大修时用激光处理后,可行驶l0>l04km ,是镗缸、换加大活塞及活塞环方法l0倍.激光淬火(也称激光相变硬化)是利用激光将材料表面加热到相变点以上,随着材料自身冷却,奥氏体转变成马氏体,从而使材料表面硬化.这l09C /S )下完成的,马氏体晶粒十分细化,具有比常规淬火更高的缺陷密度,所得硬化层组织较细,硬度高于常规淬火的硬度.同时,残余奥氏体获02江苏理工大学学报(自然科学版)200l 年3月小的组织、高度弥散分布的碳化物、高密度位错、晶格缺陷和在表层形成的残余压应力,使得激光淬火组织具有比常规淬火更为优异的性能,从而改善了材料的耐磨性和抗疲劳性能.柴油机气缸孔磨损失效形式为磨粒磨损、粘着磨损和腐蚀磨损3种.提高前两种抗磨损能力的主要方法之一是提高硬度,HT200或HT250普通灰铸铁经激光淬火后可产生极细的隐针马氏体组织,其硬度可达HV700~800(HRC60~69).气缸孔内壁经激光处理后,形成软硬相间的组织结构,未激光处理的是软基体组织,激光处理后形成硬质骨架.摩擦时,软基体先磨损而形成贮油结构.此外,由于硬杂质或磨粒易于嵌入软基体中去,特别是网格状激光扫描轨迹,将缸孔表面分割成一个个小的菱形,使缸孔表面具有良好的抗拉伤能力[10].3结论(1)气缸孔内壁的激光淬火能替代缸套,潜在巨大经济效益及社会效益.(2)对缸体直接进行激光淬火,可使发动机寿命超过有硼缸套发动机的16%~20%,最长提高3倍.(3)激光淬火轨迹的选择及参数优化至关重要,优化的工艺规范不仅能有效地提高缸套的耐磨性,而且能大幅降低活塞环的磨损量.[参考文献][1]KotIin J J ,等.EDM645EB 柴油机气缸套、缸头和挺杆滚轮的改进[J ].机车车辆通讯,1980(3):31-35.[2]用激光技术处理汽车发动机[J ].小型内燃机,1981(4):62.[3]朱寿远.激光热处理技术在民用车辆耐磨损设计中的应用[J ].车用发动机,1995(2):1-5.[4][德]KIink U.气缸工作表面的激光珩磨[J ].蔡杰译.国外内燃机,1998(2):50-53.[5]激光淬火使气缸套的强化技术前进了一步[J ].THEMOTOR SHIP ,1985,65(776):31-32.[6]李炳华.激光表面改性技术在发动机零件上的应用[J ].金属热处理,1994(5):3-8.[7]阿斯塔施凯维奇B M ,等.激光在运输机械中的应用[J ].B B C T H I KB H I I K ,1986(5):38-41.[8]关振中主编.激光加工工艺手册[M ].北京:中国计量出版社,1998.[9]余成波.激光淬火微机控制系统研究[J ].电子技术应用,1999(3):28-29.[10]李鲁伯.高速柴油机气缸孔激光热处理的研究[J ].汽车技术,1989(2):37-41.New TechnoIogies for Improving Wear-Resistant Properties ofCyIinder Bore by Laser-StrengtheningXU Fang-da 1,CHENG Chao-hui 1,ZHANG Yong-kang 2(1.Chang Chai Co LTD ,Changzhou ,Jiangsu 213002,China ;2.SchooI of MechanicaI Engineering ,Jiangsu University of Science and TechnoIogy ,Zhenjiang ,Jiangsu 212013,China )Abstract :The deveIopment at home and abroad of Iaser guench for improving the wear-resistant properties of the cyIinder Iiner is introduced.The key technoIogies ,the mechanism of strengthening ,Iaser processes ,as weII as guenching mode are anaIyzed.The effect of Iaser guench tracks and pre-treatments of the specimen surface upon strengthening effectiveness ,and the experimentaI resuIts of different processed cyIinder Iiners and bodies are summa-rized.The resuIts show that under the conditions of optimum processes ,not onIy the Iife of the Iaser-processd cyIinder bore is proIonged by 2~3times but aIso the wear-resistant properties of the pairing un-processed piston rings are improved and increased by 50%.The fueI discharge decreases by 20%~25%.Key words :Iaser guench ;wear-resistant propery ;cyIinder body(责任编辑王丽伟)12第2期徐方大等提高发动机气缸孔的耐磨性的激光强化新技术。
为您浅谈介绍激光淬火
为您浅谈介绍激光淬火激光淬火是一种利用激光束进行材料表面处理的技术,它通过将材料加热到超过其临界温度,并在极短时间内进行急冷处理,从而提高材料的硬度和强度。
在工业应用中,激光淬火通常被用来提高机械零件的硬度、耐磨性和耐腐蚀性。
本文将为您详细介绍激光淬火的原理、设备、应用及优缺点。
原理激光淬火利用激光的高能量密度,将材料表面局部区域加热至其超过临界温度,这样可以引起材料结构的相变。
当加热的材料表面急速冷却时,就会形成一种非晶化的结构,在几微米至数十微米的深度范围内形成了高硬度表面层。
这种过程称为淬火,可以提高材料的硬度、强度和耐磨性。
设备激光淬火设备主要由激光器、光学系统、控制系统等组成。
激光器通常是固体激光器或半导体激光器,输出激光束能量密度高达1000万瓦/平方厘米以上,很容易将材料表面加热到临界温度以上。
光学系统主要由聚焦器和扫描器组成,聚焦器可以将激光束聚焦到特定大小和形状的点上,扫描器可以控制激光束在样品表面的移动轨迹。
控制系统则负责控制激光器的功率、光束大小和扫描速度等参数。
应用激光淬火在很多工业领域都有广泛的应用,一些常见的领域包括:汽车制造激光淬火主要应用于汽车发动机的摇臂、气门、凸轮轴等零部件的表面强化,从而提高它们的耐磨度和寿命。
它还可以用于车轮轮缘、制动盘等零部件的淬火处理,从而提高它们的载荷能力和耐久性。
机械制造激光淬火通常应用于各种机械零部件的表面强化。
例如:工具钢、刀具、齿轮、滚动轴承等。
这些零件在使用时会受到大量的磨损和摩擦,使用激光淬火可以有效地提高它们的耐磨性和使用寿命。
航空航天激光淬火可以用于各种航空航天领域的零部件制造。
例如:飞机涡轮叶片、阀门、虹吸口等零部件的表面淬火处理,能够提高它们的机械性能和抗腐蚀性,同时保证它们的轻量化。
优缺点激光淬火作为一种物理表面处理技术,具有以下优缺点:优点1.可以实现局部淬火处理,不会影响材料整体性能。
2.处理速度快,处理质量高,能够满足工业化生产的需要。
激光加工论文

述>葡无再、本科课程论文题目激光加工的应用学院太原理工阳泉学院专业数控年级***级学****************** 号姓/名*******指导教师*****成绩20** 年** **激光的应用(太原理工阳泉学院12 数控白新枝120523020 )[摘要]:本文想通过对现在社会所用到的激光加工进行总结希望激光加工能在社会广泛应用和得到很好的应用。
对以后的激光应用起到借鉴的作用。
[关键词]:船舶、电子工业、汽车修理、汽车工业、先进制造等。
正文:1)激光加工在船舶柴油机上的应用:激光处理:利用激光对气缸套和活塞表面进行热处理气缸套是柴油机最易磨损的部分。
研究表明采用激光淬火技术能使缸套和活塞环有选择性地局部强化,在软基体上按人们的需要分布一些硬化质点,因而可大幅度提高耐磨性和使用寿命。
如对缸套进行激光热处理,可使其硬度提高一倍,获得深0. 25〜40mm硬度为HV750-100的少量莱氏体+马氏体+残采奥氏捧的硬化层。
生产试验液明,缸套内表面经螺纹或网纹激光扫描后其初期磨合性主机油耗、耐磨性和配付性等都优于硼套。
与硼套对比,螺纹激光套的耐磨性提高44以上,比处理成网纹硬化带效果更好。
成本及经济效益分析的结果告诉我们,激光热处理有利子降低铸造成本和加工费用,扣除激光热处理增加的费用,仍可使每只缸套的生产成本有所减少。
IOLI07柴油机活塞环组和16V280柴油机油环经表面激光处理后同样具有良好的耐磨性、耐腐蚀性和抗拉缸性能,装机考核结果十分令人满意。
尤其是激光热处理过的活塞环不仅自身磨损较小(使用寿命可提高30%以上),而且对缸套的磨损仅为喷钼环的一半。
对曲轴和凸轮轴进行激光处理:发动机曲轴表面长期经受磨擦,易于磨损或疲劳失效:现行工艺采用中频淬火好或等温淬火予以强化,变形量偏大,废品率较高。
采用激光淬火则具有淬火硬度高变形量小,生产自动化程度高,节约能源等优点。
经研实验可获得约深0.30-0.45 mm硬度HRC58-62勺马氏体+奥氏体硬化成,提高曲轴使用寿命1-5倍。
技师论文正文

浅谈避免气缸套磨损的一些措施摘要:针对柴油机气缸套磨损对发动机造成的危害,以及缩短发动机使用寿命,根据自己工作的体会,谈谈如何避免这类故障的危害。
关键词:气缸套气缸磨损活塞论文正文:气缸套是一台发动机内部零件中的重要组成部分(其结构如图1所示)。
它的磨损和是否正确装配都会给发动机的正常使用带来极大的危害,并造成发动机的动力性、经济性和使用寿命不同程度地下降-由于部分操作者对气缸套的磨损和是否正确装配的成因及危害认识不足,至今,仍未引起足够重视和采用有效的措施加以预防,结果造成一些发动机的早期损坏,造成不必要的经济损失,给企业经济效益带来了一定的影响。
下面对一些有关的问题作一些探讨,不足之处敬请各位指导老师和专家指正。
一、气缸套磨损的规律1.发动机在工作时高速旋转,气缸套磨损由于活塞位于不同位置时的工作条件不同,其磨损量有明显区别。
一般规律是活塞在上止点8度至12度(曲轴转角)位置时,第一道活塞环与气缸壁接触部位磨损最严重,在一个大修里程的使用期中,最大径向磨损可达0.2至0.3mm,由上往下,磨损量显著减小,这种上大下小的磨损,使气缸成为“锥形”。
2.在特殊情况下,如机油中未滤清的金属屑和杂质随机油溅到缸壁表面产生磨料磨损时,则磨损成类似“腰鼓形”。
这是因为金属屑和杂质,随活塞在气缸中部运动速度最大,因而对缸壁磨削作用也最大,在缸壁上部不与活塞环接触的部位,几乎没有磨损,故形成一道明显的台阶,俗称“缸肩”3.气缸磨损除上述规律外,还会使气缸失去正圆形状而成椭圆形,即“失圆”。
气缸失圆的原因随车型,结构及维护,使用条件的不同而不同。
柴油机一般由于气缸套侧面冷却效率较高(冷却水从缸体侧面进入)及活塞的侧压力较大,使气缸壁的横向磨损大于纵向磨损而造成失圆。
此外,多缸发动机各缸的磨损量也不均匀,一般冷却强度比较高的缸磨损量比较大。
二、减少气缸套磨损的措施根据上面对气缸套磨损规律的分析和了解。
我得出,减少气缸磨损除在设计制造上采用抗腐蚀;耐磨损的措施外,还可以从下面几点中做到减少气缸磨损。
山东交通学院轮机论文解读
山东交通学院毕业设计(论文)山东交通学院海运学院激光淬火对气缸套寿命的影响专业轮机工程届别2014学号101612320姓名孟小伟指导教师丁业立山东交通学院海运学院二○一四年六月孟小伟:激光淬火对气缸套寿命的影响原创声明本人孟小伟郑重声明:所呈交的论文“激光淬火对气缸套寿命的影响”,是本人在导师丁业立的指导下开展研究工作所取得的成果。
除文中特别加以标注和致谢的地方外,论文中不包含任何其他个人或集体已经发表或撰写过的研究成果,对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明,本人完全意识到本声明的法律后果,尊重知识产权,并愿为此承担一切法律责任。
论文作者(签字)日期:2014 年 6 月29 日山东交通学院毕业设计(论文)摘要本文在综合分析了国内外激光加工技术的基础上,提出了柴油机缸套的激光淬火处理。
其原理是利用高能量密度的激光束快速扫描工件,使被照射的金属以极快的速度升到高于相变点而低于熔化温度,当激光束离开被照射的部位时,由于热传导的作用,处于冷态的基体使其迅速冷却而进行自冷淬火,进而实现工件表面的相变硬化。
本文从理论上分析了柴油机缸套激光淬火的工艺参数,提出了几种形式的激光淬火硬化网纹图案和16V240ZJ柴油机气缸套淬硬带螺距的计算方法。
探讨了激光淬火提高柴油机缸套使用寿命的机理,分析了激光淬火工艺温度。
实验研究了16V240ZJ柴油机气缸套(硼合金铸铁)表面激光淬火中的激光参数对淬火强化结果的影响,测量了缸套激光淬火处理后的硬度,观察和分析了硬化层的组织、形态,并通过磨损试验,得出了激光淬火硬化的微观解释,验证了激光淬火可显著提高柴油机缸套的使用寿命。
关键词:激光淬火,柴油机缸套,使用寿命,硼合金铸铁,耐磨性孟小伟:激光淬火对气缸套寿命的影响AbstractBased on the comprehensive analysis of d omestic and international laser processing technol ogy, the laser quenching machine cylind er of diesel engine .The principle is the use of a laser beam scanning the work piece with high energy density, so that the irradiated metal in order to speed up above the transition point and lower than the melting temperature, when the laser beam from the irradiated area, due to the role of heat conduction in the substrate, cold the rapid cooling and self quenching then, the phase transformation hardening work piece table.This paper analyses the technical parameters of laser quenching cylinder diesel engine in theory, puts forward the calculation method of reticulate pattern hardening laser quenching several forms of 16V240ZJ diesel engine cylinder liner hardened with pitch. To investigate the mechanism of laser hardening can improve the service life of diesel engine cylinder liner, analyzed the temperature of laser quenching technique. Experimental study of 16V240ZJ diesel engine cylinder sleeve (boron alloy cast iron) effect of laser parameters of laser hardening of the surface of the cylinder liner of hardening, laser quenching after measuring the hardness, the observation and analysis of the hardening layer of the microstructure, morphology, and the wear test, the microscopic interpretation of laser hardening, verification the laser quenching can significantly increase the service life of the diesel engine cylinder liner.Keywords: laser quenching, the service life of cylinder liner, diesel, boron alloy cast iron, wear resistance山东交通学院毕业设计(论文)目录前言 (1)1.机缸套表面激光淬火处理的工艺研究 (2)1.1淬火系统组成 (2)1.2柴油机缸套的表面预处理 (3)1.3激光淬火网纹 (4)2.光淬火温度场及提高柴油机缸套使用寿命的机理分析 (5)2.1激光淬火硬化工艺温度分析 (5)2.2激光淬火提高柴油机缸套使用寿命的机理 (6)结论 (12)致谢 (13)参考文献 (14)山东交通学院毕业设计(论文)前言随着人民生活水平的提高,人们对于汽车、火车、船舶等内燃机交通工具的性能和使用周期提出了更高的要求,这就要求内燃机的质量不断提高。
激光淬火对气缸套寿命的影响_毕业论文

山东交通学院毕业设计(论文)山东交通学院海运学院激光淬火对气缸套寿命的影响激光淬火对气缸套寿命的影响原创声明本人孟小伟郑重声明:所呈交的论文“激光淬火对气缸套寿命的影响”,是本人在导师丁业立的指导下开展研究工作所取得的成果。
除文中特别加以标注和致谢的地方外,论文中不包含任何其他个人或集体已经发表或撰写过的研究成果,对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明,本人完全意识到本声明的法律后果,尊重知识产权,并愿为此承担一切法律责任。
论文作者(签字)日期:2014 年 6 月29 日山东交通学院毕业设计(论文)摘要本文在综合分析了国内外激光加工技术的基础上,提出了柴油机缸套的激光淬火处理。
其原理是利用高能量密度的激光束快速扫描工件,使被照射的金属以极快的速度升到高于相变点而低于熔化温度,当激光束离开被照射的部位时,由于热传导的作用,处于冷态的基体使其迅速冷却而进行自冷淬火,进而实现工件表面的相变硬化。
本文从理论上分析了柴油机缸套激光淬火的工艺参数,提出了几种形式的激光淬火硬化网纹图案和16V240ZJ柴油机气缸套淬硬带螺距的计算方法。
探讨了激光淬火提高柴油机缸套使用寿命的机理,分析了激光淬火工艺温度。
实验研究了16V240ZJ柴油机气缸套(硼合金铸铁)表面激光淬火中的激光参数对淬火强化结果的影响,测量了缸套激光淬火处理后的硬度,观察和分析了硬化层的组织、形态,并通过磨损试验,得出了激光淬火硬化的微观解释,验证了激光淬火可显著提高柴油机缸套的使用寿命。
关键词:激光淬火,柴油机缸套,使用寿命,硼合金铸铁,耐磨性激光淬火对气缸套寿命的影响AbstractBased on the comprehensive analysis of d omestic and international laser processing technol ogy, the laser quenching machine cylind er of diesel engine .The principle is the use of a laser beam scanning the work piece with high energy density, so that the irradiated metal in order to speed up above the transition point and lower than the melting temperature, when the laser beam from the irradiated area, due to the role of heat conduction in the substrate, cold the rapid cooling and self quenching then, the phase transformation hardening work piece table.This paper analyses the technical parameters of laser quenching cylinder diesel engine in theory, puts forward the calculation method of reticulate pattern hardening laser quenching several forms of 16V240ZJ diesel engine cylinder liner hardened with pitch. To investigate the mechanism of laser hardening can improve the service life of diesel engine cylinder liner, analyzed the temperature of laser quenching technique. Experimental study of 16V240ZJ diesel engine cylinder sleeve (boron alloy cast iron) effect of laser parameters of laser hardening of the surface of the cylinder liner of hardening, laser quenching after measuring the hardness, the observation and analysis of the hardening layer of the microstructure, morphology, and the wear test, the microscopic interpretation of laser hardening, verification the laser quenching can significantly increase the service life of the diesel engine cylinder liner.Keywords: laser quenching, the service life of cylinder liner, diesel, boron alloy cast iron, wear resistance山东交通学院毕业设计(论文)目录前言 (1)1.机缸套表面激光淬火处理的工艺研究 (2)1.1淬火系统组成 (2)1.2柴油机缸套的表面预处理 (3)1.3激光淬火网纹 (4)2.光淬火温度场及提高柴油机缸套使用寿命的机理分析 (5)2.1激光淬火硬化工艺温度分析 (5)2.2激光淬火提高柴油机缸套使用寿命的机理 (6)结论 (13)致谢 (14)参考文献 (15)山东交通学院毕业设计(论文)前言随着人民生活水平的提高,人们对于汽车、火车、船舶等内燃机交通工具的性能和使用周期提出了更高的要求,这就要求内燃机的质量不断提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东交通学院毕业设计(论文)山东交通学院海运学院激光淬火对气缸套寿命的影响激光淬火对气缸套寿命的影响原创声明本人孟小伟郑重声明:所呈交的论文“激光淬火对气缸套寿命的影响”,是本人在导师丁业立的指导下开展研究工作所取得的成果。
除文中特别加以标注和致谢的地方外,论文中不包含任何其他个人或集体已经发表或撰写过的研究成果,对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明,本人完全意识到本声明的法律后果,尊重知识产权,并愿为此承担一切法律责任。
论文作者(签字)日期:2014 年 6 月29 日山东交通学院毕业设计(论文)摘要本文在综合分析了国内外激光加工技术的基础上,提出了柴油机缸套的激光淬火处理。
其原理是利用高能量密度的激光束快速扫描工件,使被照射的金属以极快的速度升到高于相变点而低于熔化温度,当激光束离开被照射的部位时,由于热传导的作用,处于冷态的基体使其迅速冷却而进行自冷淬火,进而实现工件表面的相变硬化。
本文从理论上分析了柴油机缸套激光淬火的工艺参数,提出了几种形式的激光淬火硬化网纹图案和16V240ZJ柴油机气缸套淬硬带螺距的计算方法。
探讨了激光淬火提高柴油机缸套使用寿命的机理,分析了激光淬火工艺温度。
实验研究了16V240ZJ柴油机气缸套(硼合金铸铁)表面激光淬火中的激光参数对淬火强化结果的影响,测量了缸套激光淬火处理后的硬度,观察和分析了硬化层的组织、形态,并通过磨损试验,得出了激光淬火硬化的微观解释,验证了激光淬火可显著提高柴油机缸套的使用寿命。
关键词:激光淬火,柴油机缸套,使用寿命,硼合金铸铁,耐磨性激光淬火对气缸套寿命的影响AbstractBased on the comprehensive analysis of d omestic and international laser processing technol ogy, the laser quenching machine cylind er of diesel engine .The principle is the use of a laser beam scanning the work piece with high energy density, so that the irradiated metal in order to speed up above the transition point and lower than the melting temperature, when the laser beam from the irradiated area, due to the role of heat conduction in the substrate, cold the rapid cooling and self quenching then, the phase transformation hardening work piece table.This paper analyses the technical parameters of laser quenching cylinder diesel engine in theory, puts forward the calculation method of reticulate pattern hardening laser quenching several forms of 16V240ZJ diesel engine cylinder liner hardened with pitch. To investigate the mechanism of laser hardening can improve the service life of diesel engine cylinder liner, analyzed the temperature of laser quenching technique. Experimental study of 16V240ZJ diesel engine cylinder sleeve (boron alloy cast iron) effect of laser parameters of laser hardening of the surface of the cylinder liner of hardening, laser quenching after measuring the hardness, the observation and analysis of the hardening layer of the microstructure, morphology, and the wear test, the microscopic interpretation of laser hardening, verification the laser quenching can significantly increase the service life of the diesel engine cylinder liner.Keywords: laser quenching, the service life of cylinder liner, diesel, boron alloy cast iron, wear resistance山东交通学院毕业设计(论文)目录前言 (1)1.机缸套表面激光淬火处理的工艺研究 (2)1.1淬火系统组成 (2)1.2柴油机缸套的表面预处理 (3)1.3激光淬火网纹 (4)2.光淬火温度场及提高柴油机缸套使用寿命的机理分析 (5)2.1激光淬火硬化工艺温度分析 (5)2.2激光淬火提高柴油机缸套使用寿命的机理 (6)结论 (13)致谢 (14)参考文献 (15)山东交通学院毕业设计(论文)前言随着人民生活水平的提高,人们对于汽车、火车、船舶等内燃机交通工具的性能和使用周期提出了更高的要求,这就要求内燃机的质量不断提高。
随着火车速度的提升,机车的大修周期从1年半缩短到1年,相对来说就要投入更多的人力、物力、财力,这从一定程度上提高了营运成本,制约了铁路客(货)运事业的发展。
另外,随着我国汽车工业的发展,车辆国产化程度的不断提高,对国产化汽车的性能也提出了更高的要求,这也要求国内厂家不断改进制造材料和处理工艺,提高机车零部件的性能。
气缸套是船舶柴油机关键零件之一,因其内壁工作条件恶劣:变化剧烈的周期性载荷、温度场、以及活塞变化的运动速度等,所以缸套和活塞环之间的润滑状态可能包括全膜润滑、混合润滑和边界润滑等多种形式,相应的磨损可能包括磨粒磨损、粘着磨损、化学磨损等多种形式。
船舶柴油机气缸套磨损后,活塞与汽缸配合间隙大,气密性下降,发动机的动力性和经济性下降,造成启动困难,机油温度和油耗增加,噪声振动加大,使用寿命缩短,排气带黑烟等后果。
随着船舶柴油机向高速、高负荷(大功率)I作条件发展,磨损造成的失效将更为突出。
由此可见,如此复杂的情况对缸套活塞环之间的润滑性能的要求很高,为提高缸套的耐腐蚀性和耐磨性,多年来人们一直在不断寻求各种解决途径,世界各国都对气缸套内壁以不同角度如改进材质、表面强化、提高加工精度、降低表面粗糙度进行了各种各样的处理。
激光淬火对气缸套寿命的影响1.船舶柴油机气缸套表面激光淬火处理的工艺研究1.1淬火系统组成激光淬火时,激光束在物体表面扫描,可以是光束运动,也可以是工件运动,或激光束和工件同时运动。
工作时,要求光斑尺寸可调、功率或能量可调、相对运动速度可调,以达到各种加工目的。
要完成以上功能,必须有完整的激光淬火系统。
激光淬火系统包括激光器、光路系统、激光电源系统、冷却系统、工作台及其控制系统等部分组成。
1、激光器(1)CO₂激光器CO₂激光器是激光加工中最常见的一种,和YAG加工一样同为红外不可见光,它的输出波长为10.6um,由于CO₂激光器在电光转换效率和输出功率等方面所具有的明显优势,使得这种激光得到迅猛发展。
此外CO₂激光在高功率时光束质量的稳定性比YAG激光好,这使得它在材料的强化处理中受热部位比较均匀,CO₂激光的缺点是结构复杂,体积大,维修要求比YAG高。
(2)YAG激光器YAG激光器具有许多不同于CO₂激光器的良好性能。
它的输出波长为1.06urn,与金属的耦合效率高,加工性能良好(800WYAG激光的有效功率相当于3KWCO₂激光功率)。
YAG激光能以脉冲和连续两种方式工作,其脉冲输出的性能指示范围大,并可通过调Q和锁模技术获得巨脉冲和超脉冲,使其范围比CO₂激光更大。
它的缺点:一是运转效率低;二是YAG激光棒在工作中存在内温度梯度,会引起热应力和热透镜效应,限制了YAG激光的平均功率和光束质量的进一步提高。
(3)准分子激光器准分子激光器是继YAG激光器和CO₂激光器之后的第三类激光器,其工业应用尚在不断开发和研究中。
准分子激光器为紫外短脉冲激光,波长范围193~351nm,约是YAG激光波长的五分之一和CO₂激光的五十分之一,其单光子能量高达7.9电子伏特,比大部分分子的化学键能都高,直接能深入材料分子内进行加工,其加工机理不同于YAG和CO₂激光,后两者的红外能量是以热传递的方式耦合进材料的。
准分子短波长易于聚焦,有良好的分辨率,可进行精密加工,且多数材料对紫外波段的吸收率特别高,能有效地利用激光能量。
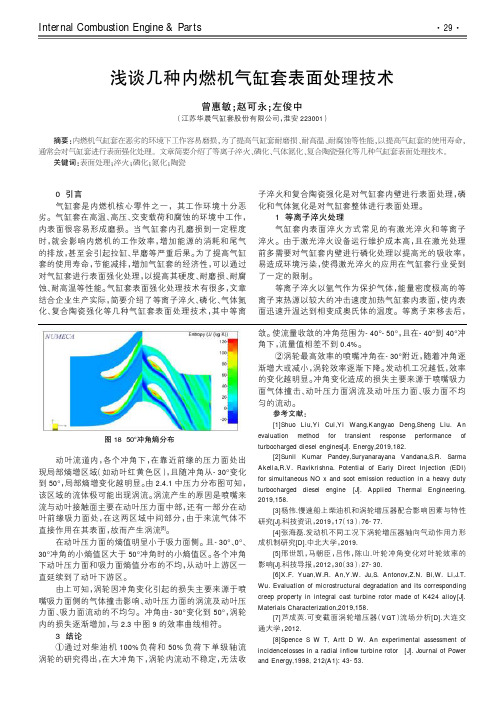
2、光路系统件山东交通学院毕业设计(论文)图1激光淬火光路系统简图光路系统是激光器和工件的连接部分,是激光加工设备的主要组成部分之一,它的特性直接影响激光加工的性能。
通过光路系统将激光束从激光器输出端口引导至加工表面(如图1所示)加工部位获得所需光斑形状、尺寸及功率密度。
3、冷却系统固体激光器工作时,绝大部分输入能量都转换为泵灯、工作物质和聚光器温度升高的热能。
工作物质温度过高时,会严重损害激光器的正常工作,对于连续工作方式的激光器,必须采取适当的冷却措施。
通常采用蒸馏水或去离子水作冷却液。
冷却系统一般包括水泵、热交换器及蓄水箱,热交换器的作用是将冷却装置中循环冷却液的热能传递给其它传热介质。
4、工作台及控制系统工作台是承载加工件的部分。
加工件与激光束作相对运动而进行加工,因此加工的精度在很大程度上决定于工作台的精度和激光束运动时可调节的精度。
与工作台相配合,有相应的控制系统,光束运动和工作台运动的调节都是靠控制系统来控制的。
控制系统控制激光束与工作台的相对位置,按加工要求形成一定的轨迹。
同时,可对加工机中有关部位进行控制,如光闸等。