品质部使用表单
特采管理程序

3.3工程部:产品功能和结构判定,确定挑选及加工方法;追溯设计、结构不良导致的工时及物料损耗,对规格进行评审或修改。
4、定义
4.1来料不合格:以AQL抽检判断为不合格的批次。
5.5.2 IPQC开具的异常单,经工程、品质共同分析验证为来料不合格时,由IPQC联络IQC处理,工程须在30分钟内给出临时对应方案。
5.5.3工程须在30分钟后给出有效的短期对策,最长不超过1小时,否则IPQC开具<停线申请单>给工程\生产\品质经理决定处理方式.
5.5.4临时挑选、加工由生产部提供人力,按品质、工程提供的方法实施,工时及物料损耗由对口的工程、品质、采购转嫁供应商或补料。
5.2.1可有以下三种处理方式:
A、挑选使用
B、加工使用
C、特采
5.2.2工程部:决定加工方法,核算加工工时;
5.2.3品质部:决定挑选方法,提供挑选或加工使用标准(可协同客户);跟进工程/客户追溯工时(或物料)损耗;追踪后续来料改善;
标题:
特采作业程序
文件编号
XX-2-7-004
文件版本
C版
修订日期
4.2特采:对物料,半品或成品降低标准使用或采取一些特殊措施加工使用。
4.3部品:对物料,半品或成品统称。
5、程序
5.1品质部IQC根据承认书抽检/检验,不良超过AQL,判断为批量不合格的紧急来料,退货影响产线停产的,当天组织召开工程/R/D/资材/品质/生产/参与评审会议;
5.2会议讨论重点及判定:
2、范围
生产型工厂各部门操作规范和表格模板单
工厂表单目录
6、生产物料检验说明
7、生产物料特采作业
精心整理
流程
8、生产物料特采作业
15、特别领料单
精心整理
16、领料单(一)
17、领用单(二)
25、成品入库流程说明
精心整理
26、物料出库管理流程
27、原材料出库流程说明
35、仓库材料日报表
精心整理
36、库存控制表
37、计件工资控制表
精心整理
精心整理
交货期变更通知单
通知单位:年月日
生产指令单
精心整理
精心整理
精心整理
精心整理
生产物料特采作业流程
精心整理
生产物料领用流程说明
精心整理
精心整理
精心整理
精心整理
精心整理
.进料检验记录表
精心整理
特别领料单
编号:日期:
精心整理
领用部门:日期:
精心整理
精心整理
仓管员:品管员:补料员:
精心整理
精心整理
精心整理
精心整理
精心整理
2.物料出库管理流程
原材料出库流程说明
精心整理
精心整理
精心整理
物资仓储管理流程
物资仓储管理流程说明
精心整理
精心整理
精心整理
7.物料入库日报表
编号:入库日期:年月日
审核:
精心整理
精心整理
精心整理
精心整理
精心整理
精心整理
精心整理。
品质部-IQC-来料检验报告(表单)

□ 试投料(DVT&PVT)
□大货进料
□库存料
外观 外观 结构(尺寸) 结构尺寸 结构尺寸 功能(性能) 功能测试 功能测试 实验(试装) 组装&匹配 故障描述:
包装检查
外箱包装良好,无破损现象。
功能检查
暗点*2,碎点*1
IQC检验结果
合格
M B R 决 策 & 各 部 门 意 见
计划部意见 销售部意见 研发部意见 采购部意见 工程/生产部意见 品质部意见 总经理 最终决议
IQC来料检验报告
日期: 2016/4/13
供应商
检验次数:1
群创光电股份有限公司
玻璃 100-315-0203H 物料名称 物料编号: 11,725 V320BJ7-PE1 CMI 1366*768 12V 订单指令 816103/816083/81 送检数量 规格/型号 4COF 2016/4/13 315 来料日期 抽检数量 抽样标准 MIL-STD-105E (GB2828) 严格度 正常 AQL ACC REJ 检验方式 检验数量 总不良数量 不良率(%) 允收 0.65 5 6 MAJ 315 0 0.00% 水准 抽检 10 11 MIN 1.50 检验依据 〔 〕承认书 〔 〕样品 〔 〕美工资料/图纸 〔 〕 作业指导书 〔 〕 其他: 不良数量 检验项目 参考标准(规格) 检验记录 CR □
重工
□
退货
□
报废
□
特采
□
其它
文件编号:
检验员:
审核:
批准:
结构尺寸acc510cr不良率000计划部意见销售部意见研发部意见采购部意见工程生产部意见品质部意见总经理mbr决策各部门意见挑选重工退货报废特采其它最终决议150参考标准规格包装检查供应商规格型号抽样标准允收水准检验依据检验项目外观外观群创光电股份有限公司v320bj7pe1cmi136676812v4cofmilstd105egb2828rej611承认书样品美工资料图纸作业指导书其他
PMC部门需掌控各部门表单汇总

环节 计划链
物料链 品质链 技术链 生产链
预期效果
1、缩短产品周 期
2、客户满意度
1、降低物料周 转天数
2、减少库存 3、降低损耗
1、品质异常快 速响应
2、品质不良数 据按PO统计
1、资料的及时 与准时
2、异常的快速 处理
3、产前准备
1、生产信息准 确、及时
2、按时、按量 、保质完成生
业务部
每天8:00前更新完 每天一次
每周四15:30
每周一次
业务部 每日17:00
每天一次
PMC部 每日15:00
每天一次
PMC部 PMC部
每日10:00 每日10:00
每天一次 每天一次
PMC部 新产品
不定时
仓库
每日10:00
每天一次
PMC部 每天下班前
每天一次
PMC/生产 每天10:00
每天一次
1 来料不良统计表
2 制程异常统计表
3 成品检验不良统计表
4 客诉统计
5 退货统计 1 BOM表 2 作业指导书 3 标准产能表 4 设备异常统计表 5 工装夹具统计表 6 ECN变更 1 生产日报表
2 每小时效率统计表
3 异常统计表
4 工序交接表
5 每日入库统计表
统计单位
完成时间
提交频率
指标
业务部 业务部
品质/生产 发料不良时
不定时
生产
不定时
不定时
采购
新物料
不定时
仓库
每天9点/12点/19点 每天三次
仓库
每天9点/12点/18点 每天三次
品质
发现不良
品质管理制度表单

品质管理制度表单一、总则1.1 为加强对产品品质的管理,提高产品质量,确保产品符合相关法律法规和标准要求,公司特制定本品质管理制度。
1.2 本制度适用于公司的所有生产环节,包括原材料采购、生产制造、检验检测等各个环节。
1.3 公司将持续改进品质管理制度,确保其符合公司及国家相关法律法规。
二、品质管理的基本原则2.1 尊重客户需求,不断提高产品品质。
2.2 以客户为中心,不断优化服务流程,提高客户满意度。
2.3 注重团队合作,倡导员工参与,共同维护品质管理体系。
2.4 依靠科学技术,不断提高生产技术水平,确保产品品质稳定。
2.5 加强内部管理,建立健全的品质管理机制,形成全员品质管理的局面。
三、品质管理责任3.1 公司高层领导履行全面品质管理责任,确保品质管理制度的有效实施。
3.2 公司各部门领导分工负责,确保品质管理制度的顺利推进。
3.3 每位员工都是品质管理的参与者,应当积极配合公司的品质管理要求。
3.4 员工个人对自己的工作负责,保证产品品质符合标准要求。
3.5 品质管理部门负责监督品质管理工作的实施情况,并提出改进建议。
四、品质管理流程4.1 原材料采购环节:公司要求供应商必须提供符合国家标准的产品,严格把关采购品质。
4.2 生产制造环节:公司设立专门的质检部门,对生产过程进行全程监控,确保产品品质符合要求。
4.3 检验检测环节:公司要求所有产品必须经过严格的检验检测,确保产品的品质稳定。
4.4 售后服务环节:公司重视售后服务,对产品质量问题及时进行处理,保证客户权益。
五、品质管理措施5.1 建立健全的品质管理档案,确保产品质量的可追溯性。
5.2 开展定期的品质管理培训,提高员工的品质意识和管理水平。
5.3 建立品质管理奖惩机制,激励员工积极参与品质管理工作。
5.4 定期对品质管理体系进行评估,对制度进行改进和完善。
六、品质管理的监督和审查6.1 公司成立专门的品质管理督导组,负责对品质管理工作进行监督和检查。
质量体系所有表格
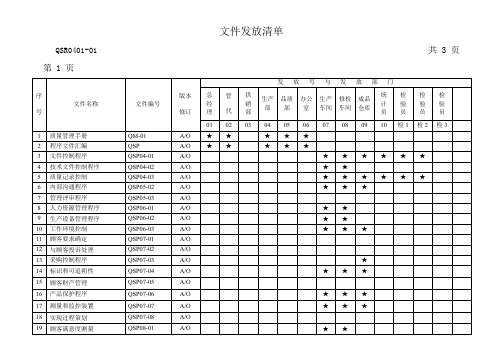
文件发放清单QSR0401-01共 3 页第 1 页编制/日期:/2002年7月28日审批/日期:/2002年7月28日文件发放清单QSR0401-01 共 3 页第 2 页编制/日期:/2002年7月28日审批/日期:/2002年7月28日文件发放清单QSR0401-01 共 3 页第 3 页编制/日期:/2002年7月28日审批/日期:/2002年7月28技术类文件更改通知单QSR0402-01 NO:文件发放/回收记录QSR0401-02塑胶制品有限公司文件反馈单QSR0401-03 NO:文件更改申请单塑胶制品有限公司文件最新状况一览表编制:审批:塑胶制品有限公司文件最新状况一览表编制:审批:塑胶制品有限公司文件复印申请单QSR0401-06技术类文件一览表QSR0402-02 共页第页编制:审核:QSR0403-01 质量记录一览表编制:审批:QSR0403-01 质量记录一览表编制:审批:QSR0403-01 质量记录一览表第3页共4页编制:审批:QSR0403-01 质量记录一览表编制:审批:QSR0501-01 质量方针、目标展开表质量方针:质量超越满意,产品持续改精修订状态:0 二0 0 二年度编制/日期:审核/日期:批准/日期:QSR0502-01产品清单NO:QSR0502-01 外贸产品清单NO:QSR0502-01江阴亚成产品清单NO:QSR0502-01惠兰灯饰产品清单NO:QSR0502-01 乐斯博产品清单NO:QSR0502-01北大方正产品清单NO:QSR0502-01沈阳华润产品清单NO:QSR0502-01八方机械厂产品清单NO:塑胶制品有限公司生产计划单QSR0502-02车间:年月日编制/日期:批准/日期:QSR0502-04要货通知单单位名称:订单号码:发货时间:年月日编制/日期:审批/日期:批准/日期:信息传递单QSR0502-05 NO:管理评审会议通知QCR0503-01 NO:会议记录塑胶制品有限公司QSR0503-03 管理评审报告共页第页生产指令表年度培训计划编制: 审核: 批准:2002 年度培训计划编制: 审核: 批准:培训效果调查表员工登记台帐员工培训记录表QSR0601-06培训需求申请单部门:NO:QSR0601-07人员上岗资格审查表培训效果考核表QSR0601-08员工培训档案QSR0601-09 NO:制表人/日期:设备维护、保养记录QSR0602-03 NO:注:1、保养结果可在相应栏目内打“√”。
质量检验表单(模板)

品质检验标准表
13.制程检验规范表
14 .制程检验标准表
复核: 制表: 审批:
制表:复核:审批:
15.首件检验报告
年月日制表: 复核: 审批:
16 .制程巡检记录表
17 .质量异常通知单
日期:
制表: 复核: 审批:
年月日
部门:
18 .质量异常处理单
19 .制程异常报告
填写日期:
制表: 复核: 审批:
编号:
制表:复核:审批:
20.质量异常统计表
编号:填写日期:
制表:复核:审批: 21.成品检验记录表
制表:复核:审批:
22.不合格品纠正、预防措施处理单
制表: 复核: 审批:
23.不合格品报告
编号:填写日期: 制表: 复核: 审批:
24.返工产品记录表
制表:复核:审批:
25.产品质量管理标准表
编号:日期:
制表:复核:审批:
26.产品质量检验标准表
编号:日期:
27.产品质量标准表
良
原
因
分
析
制表:复核:审批:
28.QA检查记录表
检查日期:
品管主管:检验者:
29.紧急放行申请表
编号:日期:
30.质量改进计划表
编号:
制表:复核:审批:
31.质量改进、纠正预防措施实施情况分析表
编号: 日期:。
品质异常单(表单)
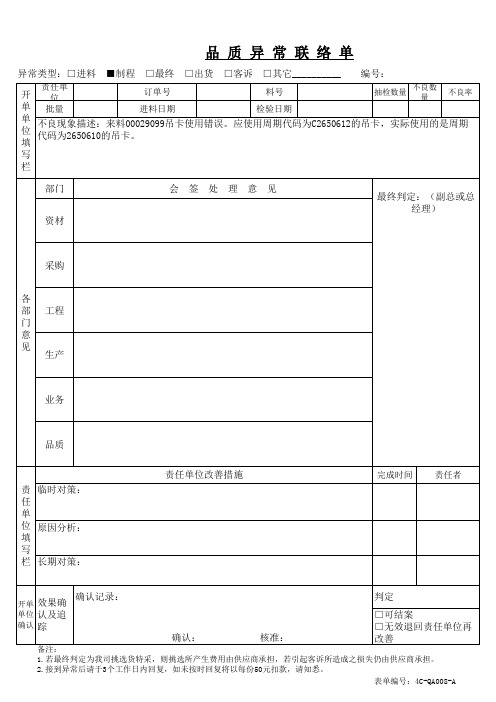
品质异常联络单
异常类型:□进料 ■制程 □最终 □出货 □客诉 □其它__________ 编号:
责任单 开位
订单号
料号
抽检数量
不良数 量
不良率
单 批量
进料日期
检验日期
单 不良现象描述:来料00029099吊卡使用错误。应使用周期代码为C2650612的吊卡,实际使用的是周期 位 代码为2650610的吊卡。 填
2.接到异常后请于3个工作日内回复,如未按时回复将以每份50元扣款,请知悉。
表单编号:4C-QA008-A
写
栏
部门 资材
会签处理意见
最终判定:(副总或总 经理)
采购
各 部 工程 门 意 见
生产
业务
品质
责 临时对策: 任 单 位 原因分析: 填 写 栏 长期对策:
责任单位改善措施
完成时间 责任者
开单 效果确 确认记录: 单位 认及追
判定 □可结案
确认 踪
□无效退回责任单位再
确认:
核准:
改善Biblioteka 备注:1.若最终判定为我司挑选货特采,则挑选所产生费用由供应商承担,若引起客诉所造成之损失仍由供应商承担。
品质部日常工作中常见问题清单及解决明细表

备注 产品标识 产品标识 产品标识 产品标识 产品标识 产品跟踪 产品跟踪
产品跟踪
产品跟踪 产品跟踪 包装要求 包装要求 电镀要求 抛光要求
33 IQC人员须将每批来料铜锭的材质分析报告复印一份给各使用单位 品保部/品控科 5月14日
针对品保部试抛或检验过程中发现的不良品,品保部须在报检单 34 上备注清楚,物流中心须将此不良品直接调拨到不良品仓库,不
上注明 设变前后产品的数量,物流部给予配合
针对各单位自行发现的不良产品,需跟踪到进料进行确认的,各 24 相关单位必须跟踪到位。如未跟踪到位,流入到下道工序,哪个
单位跟丢掉,将追究哪个单位的责任,给予提报处理
各相关单位
物流中心 各相关单位
各相关单位
25
内部转制产品,各单位需将产品的相关品质标准,异常履历等资 料相互传达到位,否则产品异常时需追究相关单位的责任
准转给技术部,最后再由技术部将其标准提供给电镀一部
各相关单位
32
各单位在对退镀产品进行抛光时,根据实际情况在不影响产品的 品质状况下,可加强抛光的力度
各生产单位
决议时间 1月8日 4月2日 8月27日 12月3日
12月17日 2月26日 2月19日
8月27日
8月27日 9月10日 5月14日 5月21日 1月8日 7月16日
品质主管的责任
3 《让步接收申请单》须由各单位的品质主管进行评估并申请提交
执行单位 各相关单位 各相关单位 各相关单位
针对带管类单把产品,其隔墙试水要求由原保压时出水口水不流 4 成一条直线判定合格改为出水口不允许滴水判定为合格,此要求
的更改总装部需制定成《作业指导书》并执行
总装部
总装异常处理:
品质部使用表单
进料检验单检验员:品质主管:特采批准:仓管员:品质异常联络单表单编号:YY -JS-QC-04附注:本联络单自发行日起供货单位必须在(□一天内、□三天内、□一周内)提出有效的改善和实施方案并回传,便于本部跟进处理,否则由此所产生的一切责任由供货单位负责。
工序流程跟踪卡表单编号YY-JS-QC-5抽样说明及注意事项1、定义(GB/T2828.1—2003/ISO2859—1:1999)计量值抽样计划表之内容。
系统出货时已内含标准值。
即检验水平为一般水平I、II、III三级与宽严程度(减量、正常、加严)对应之批量、抽样数、允收水平、合格数、不合格数之对应关系。
如有特殊要求时,可由负责单位自行设定之。
2、AC是指抽样样本中可允许之最大不良数或缺点数,称为允收数;RE是指拒收数。
AQL:允收水平(Acceptable qualitylevel之简称),指令消费者满意的送验批所含的最大不良率。
换言之,若生产者之产品,其平均不良率小于或等于AQL时,理应判定为合格而允收之。
3、决定检验程度:检验开始时,一律采用正常检验,除非负责单位另有指示。
例如AQL=1%,某批进货数量1000及采用检验水平(II)时,试求其正常检验之抽样计划?由本表查得单次抽样计划为:抽样数量80个,AC=2,RE=3,10 00个中抽取80个样本检验,其中含有不良数m,则表示:m <= AC(2个) 允收该批m >= RE(3个) 拒收该批4、GB/T2828.1—2003/ISO 2859—1:1999之使用程序可分为下列步骤:①根据买卖双方之约定,选择AQL②决定检验水平③决定批量大小,并根据表A求样本大小之代字④决定适当之抽样计划(单次、双次或多次抽样)⑤决定适当之抽样计划表⑥一般先采用正常检验,再根据转换程序转为减量或加严检验宇煜五金品质部整理2014/6/28产品质量检验日报表表单编号YY-JS-QC-6精品文档word文档可以编辑!谢谢下载!。
品质控制计划空白表单
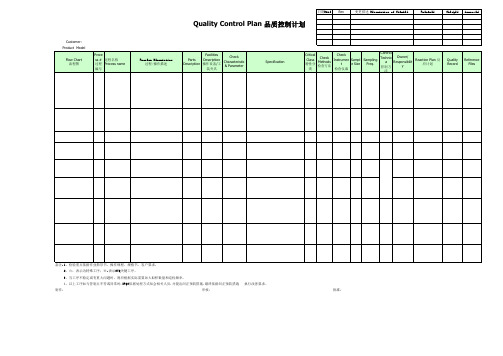
Process Description 过程/操作描述
Parts Description
Facilities Description 操作设备/工
装夹具
Check Characteristic & Parameter
Specification
Critical Class 特性分
类
Check Methods 检查方法
2、☆:表示为特殊工序;※:表示CTQ关键工序。
3、当工序不稳定或有重大问题时,则应根据实际需要加大取样数量和巡检频率。
4、以上工序如与管制点不符或异常时,IPQC依据处理方式知会相关人员,并提出纠正预防措施,最终依据纠正预防措施
制作:
审核:
执行改善要求。
批准:
Flow Chart 流程图
Proce ss # 过程名称 过程 Process name 编号
Quality Control Plan 品质控制计划
日期Date Rev
变更描述 Description of Changed
Prepared
Checked Approved
Customer: Product Model
Flow Chart 流程图
Proce ss # 过程名称 过程 Process name 编号
Process Description 过程/操作描述
Parts Description
Facilities Description 操作设备/工
装夹具
Check Characteristic & Parameter
Specification
Critical Class 特性分
类
品质部SIP
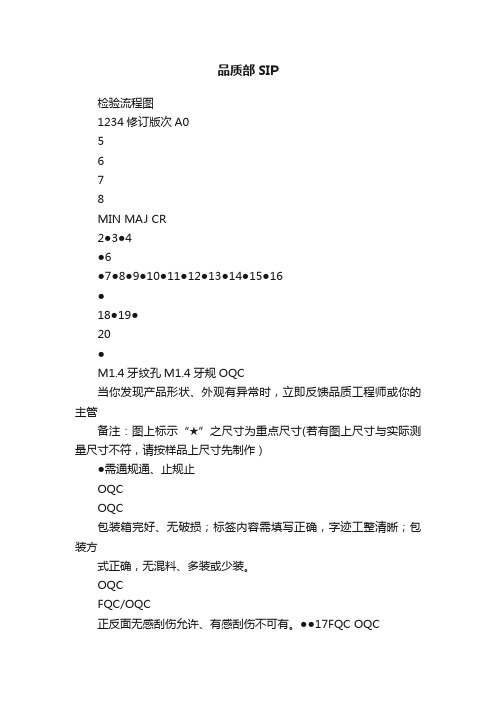
品质部SIP检验流程图1234修订版次A05678MIN MAJ CR2●3●4●6●7●8●9●10●11●12●13●14●15●16●18●19●20●M1.4牙纹孔M1.4牙规OQC当你发现产品形状、外观有异常时,立即反馈品质工程师或你的主管备注:图上标示“★”之尺寸为重点尺寸(若有图上尺寸与实际测量尺寸不符,请按样品上尺寸先制作)●需通规通、止规止OQCOQC包装箱完好、无破损;标签内容需填写正确,字迹工整清晰;包装方式正确,无混料、多装或少装。
OQCFQC/OQC正反面无感刮伤允许、有感刮伤不可有。
●●17FQC OQC检测项目包装方式、标签及数量刮伤包装外观尺寸功能H S FNO 15文件管制编号HC-QESW-QUL-04审核:黄文辉制作:黄煦1、作业人员执行自主外观全检(不可有油污/划伤/碰伤/开裂毛边/缺料/多料/多孔/少孔/颗粒/毛屑/喷漆不均匀等不良)。
2、作业员/检验员/工程员/访客等拿取成品时均需配戴手套。
3、禁止使用汇铖一级环境管理物质。
XRF 检测EDX1800参照汇铖HSF 技术标准《》最新版品质注意:文管发行章备注:环保标识目视外箱上是否有贴“RoHS”标签(客户有要求按客户要求执行)供方环保资料的确认环保材料合格一览表供方提供的第三方RoHS检测报告在一年有效期内孔中心到内宽投影仪⑦54.07±0.05mm平面度塞尺/检具⑧≤0.20mm(正面不可有上凸变形)内宽度投影仪/检具⑤72.78±0.05mm折弯高度卡尺/高度规⑥2.15±0.05mm(含二个料厚)总外宽度卡尺③76.76±0.10mm 内外宽度卡尺/检具④74.04±0.05mm 总长度卡尺/检具①132.18±0.05mm 内总长度投影仪/检具②131.07±0.10mm 压痕,碰点目视手触点规正面凹起,面积<0.5mm,反面不可凸起允许2个皮膜目视整体不可有皮膜不均匀现象开裂目视目视不可有。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
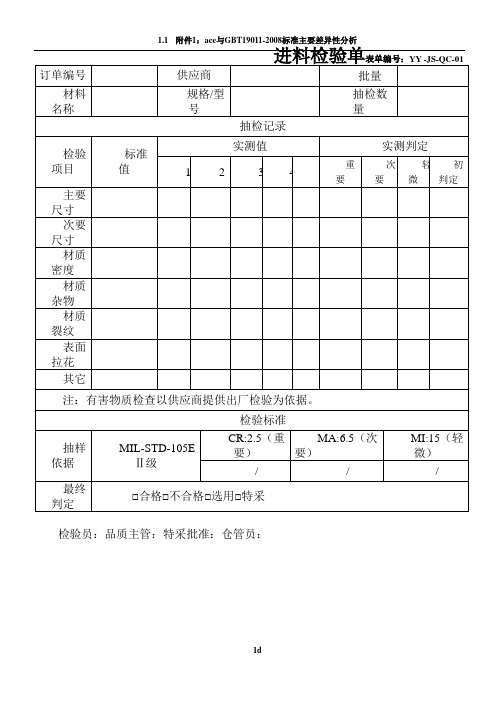
进料检验单表单编号:YY -JS-QC-01
检验员:品质主管:特采批准:仓管员:
表单编号:YY -JS-QC-02
表单编号:YY -JS-QC-03
品质异常联络单表单编号:YY -JS-QC-04□进料检验□车间巡回检验□成品检验
附注:本联络单自发行日起供货单位必须在(口一天内、口三天内、口一周内)提出有效的改善
和实施方案并回传,便于本部跟进处理,否则由此所产生的一切责任由供货单位负责
工序流程跟踪卡
名称:客户图号:内部编号:开料数量:
抽样说明及注意事项
1、定义(GB/T2828.1 —2003/ISO 2859-1: 1999)计量值抽样计划表之内容。
系统出
货时已内含标准值。
即检验水平为一般水平I、II、III三级与宽严程度(减量、正常、加严)对应之批量、抽样数、允收水平、合格数、不合格数之对应关系。
女口有特殊要求时,可由负责单位自行设定之。
2、AC是指抽样样本中可允许之最大不良数或缺点数,称为允收数;RE是指拒收数。
AQL :允收水平(Acceptable quality level之简称),指令消费者满意的送验批所含的最大不良率。
换言之,若生产者之产品,其平均不良率小于或等于AQL时,理应判定为合格而允收之。
3、决定检验程度:检验开始时,一律采用正常检验,除非负责单位另有指示。
例如
AQL=1 %,某批进货数量1000及采用检验水平(II)时,试求其正常检验之抽样计戈U?由本表查得单次抽样计划为:抽样数量80个,AC=2, RE= 3, 1000个中抽取80个样本检验,其中含有不良数m,则表示:
m <= AC(2个)允收该批
m >= RE(3个)拒收该批
4、GB/T2828.1 —2003/ISO 2859-1: 1999之使用程序可分为下列步骤:
①根据买卖双方之约定,选择AQL
②决定检验水平
③决定批量大小,并根据表A求样本大小之代字
④决定适当之抽样计划(单次、双次或多次抽样)
⑤决定适当之抽样计划表
⑥一般先采用正常检验,再根据转换程序转为减量或加严检验
宇煜五金品质部整理
2014/6/28
产品质量检验日报表表单编号YY -JS-QC-6□来料检验□车间巡检□半成品终检□成品进/出仓检验
注:此表由检验员填写并经相关部门审核后,于每天早上八点三十分前提交副总办!。