如何标注调质钢热处理后的硬度指标
号钢调质处理的硬度是多少号钢调制料
45号钢调质处理的硬度是多少45号钢和40Cr钢调质的热处理工艺调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能; 调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格;如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足;为使调质件得到好的综合性能,一般含碳量控制在~%; 调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织;通过高温回火,得到以均匀回火索氏体为主的显微组织;小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查; 工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法;1、45号钢的调质45号钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛;它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用;45号钢淬火温度在A3+30~50 ℃,在实际操作中,一般是取上限的;偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效;为使工件的奥氏体均匀化,就需要足够的保温时间;如果实际装炉量大,就需适当延长保温时间;不然,可能会出现因加热不均匀造成硬度不足的现象;但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量;我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/ 5; 因为45号钢淬透性低,故应采用冷却速度大的10%盐水溶液;工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致;因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法;由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷如能油冷更好;另外,工件入水宜动不宜静,应按照工件的几何形状,作规则运动;静止的冷却介质加上静止的工件,导致硬度不均匀,应力不均匀而使工件变形大,甚至开裂;45号钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的; 45号钢淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34;因为调质的目的是得到综合机械性能,所以硬度范围比较宽;但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度;如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些;关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上;2、40Cr钢的调质处理Cr能增加钢的淬透性,提高钢的强度和回火稳定性,具有优良的机械性能;截面尺寸大或重要的调质工件,应采用Cr钢;但Cr钢有第二类回火脆性; 40Cr工件调质的淬回火,各种参数工艺卡片都有规定,我们在实际操作中体会是:一40Cr工件淬火后应采用油冷,40Cr钢的淬透性较好,在油中冷却能淬硬,而且工件的变形、开裂倾向小;但是小型企业在供油紧张的情况下,对形状不复杂的工件,可以在水中淬火,并未发现开裂,只是操作者要凭经验严格掌握入水、出水的温度;二40Cr工件调质后硬度仍然偏高,第二次回火温度就要增加20~5 0℃,不然,硬度降低困难;三40Cr工件高温回火后,形状复杂的在油中冷却,简单的在水中冷却,目的是避免第二类回火脆性的影响;回火快冷后的工件,必要时再施以消除应力处理; 影响调质工件的质量,操作工的水平是个重要因素,同时,还有设备、材料和调质前加工等多方面的原因,我们认为:一工件从加热炉转移到冷却槽速度缓慢,工件入水的温度已降到低于Ar3临界点,产生部分分解,工件得到不完全淬火组织,达不到硬度要求;所以小零件冷却液要讲究速度,大工件予冷要掌握时间;二工件装炉量要合理,以1~2层为宜,工件相互重叠造成加热不均匀,导致硬度不匀;三工件入水排列应保持一定距离,过密使工件近处蒸气膜破裂受阻,造成工件接近面硬度偏低;四开炉淬火,不能一口气淬完,应视炉温下降程度,中途闭炉重新升温,以便前后工件淬后硬度一致;五要注意冷却液的温度,10%盐水的温度如高于60℃,不能使用;冷却液不能有油污、泥浆等杂质,不然,会出现硬度不足或不均匀现象; 六未经加工毛坯调质,硬度不会均匀,如要得到好的调质质量,毛坯应粗车,棒料要锻打;七严把质量关,淬火后硬度偏低1~3个单位,可以调整回火温度来达到硬度要求;但淬火后工件硬度过低,有的甚至只有HRC25~35,必须重新淬火,绝不能只施以中温或低温回火以达到图纸要求完事,不然,失去了调质的意义,并有可能产生严重的后果;。
45号钢的热处理硬度
45号钢的热处理硬度
调质是有一个硬度范围的,一般在225—297HB之间。
45#钢如果是调质处理,也就是淬火+高温回火,硬度最高应该在297HB,即31~32HRC吧!这是最理想状态。
一般可能还达不到该值。
45钢淬火,如果用水淬一般能够达到40----60HRC(根据水温及材料的大小),用油淬火一般在30----55HRC 之间(根据材料的厚度大小及淬火油的种类不同)。
在热处理过程中裂开不裂开和达到多少硬度没有关系,和工件的形状及热处理方式等有关系。
中低碳钢一般采用正火。
正火后得到珠光体组织,便于切削加工。
高碳钢,合金钢则采用退火(普通,球化,等温。
)。
45号钢正常调质硬度范围

45号钢正常调质硬度范围45号钢是一种常用的工程结构钢材,广泛应用于制造机械零部件和构件。
调质是一种常见的热处理工艺,通过控制材料的加热温度和冷却速度,使材料达到一定的硬度和韧性。
本文将详细介绍45号钢正常调质的硬度范围。
在进行正常调质处理时,45号钢的硬度范围通常为190~240HB。
这个范围是通过对材料进行适当的加热和冷却过程得到的。
正常调质处理的目的是使材料达到一定的硬度和韧性,以满足特定的使用要求。
正常调质的过程包括加热、保温和冷却三个阶段。
首先,将45号钢加热到适当的温度范围,一般在860~900摄氏度之间。
然后,保持材料在这个温度范围内保温一段时间,通常为1小时/25毫米。
最后,以适当的速度冷却材料,常用的冷却介质有水、油和空气。
调质处理可以提高钢材的硬度和强度,同时保持一定的韧性。
在45号钢中,主要的强化相是马氏体。
通过调整加热温度和冷却速度,可以控制马氏体的形成和分布,从而影响材料的硬度。
在正常调质过程中,通过适当的加热温度和冷却速度,可以使45号钢达到硬度范围为190~240HB的要求。
正常调质处理对于提高45号钢的机械性能至关重要。
在加工和使用过程中,钢材需要具有一定的硬度和强度,以抵抗外部载荷和磨损。
同时,钢材还需要具备一定的韧性,以避免因脆性断裂而引起的事故。
正常调质处理可以在满足这些要求的同时,保持适当的加工性能和可焊性。
除了硬度范围,正常调质处理还会对45号钢的组织和性能产生其他影响。
例如,调质处理可以消除材料中的残余应力,改善材料的综合性能。
此外,调质处理还可以提高材料的耐蚀性和疲劳寿命,延长材料的使用寿命。
45号钢的正常调质硬度范围为190~240HB。
通过适当的加热温度和冷却速度,可以使材料达到要求的硬度和韧性。
正常调质处理是提高45号钢机械性能的常用方法,可以使材料具备一定的硬度、强度和韧性,满足特定的使用要求。
在实际应用中,应根据具体的使用要求和工艺条件选择适当的调质处理方案,以达到最佳的材料性能。
各种热处理工艺代号及技术条件的标注方法

各种热处理工艺代号及技术条件的标注方法
热处理类型代号表示方法举例
退火 Th 标注为Th
正火 Z 标注为Z
调质T 调质后硬度为200-250HB时,标注为T235
淬火 C 淬火后回火至45-50HRC时,标注为C48
油淬Y 油淬+回火硬度为30-40HRC,标注为Y35
高频淬火 G 高频淬火+回火硬度为50-55HRC,标注为G52
调质+高频感应加强淬火T-G 调质+高频淬火硬度为52-58HRC,标注为T-G54
火焰表面淬火 H 火焰表面淬火+回火硬度为52-58HRC,标注为H54
氮化 D 氮化层深0.3mm,硬度>850HV,标注为D0.3-900
渗碳+淬火S-C 氮化层深0.5mm,淬火+回火硬度为56+62HRC,标注为S0.5-C59
氰化 Q 氰化后淬火+回火硬度为56+62HRC,标注为Q59
渗碳+高频淬火S+G 渗碳层深度0.9mm,高频淬火后回火硬度为56-62HRC,标注为S0.9-G59。
45号钢调质处理的硬度是多少
45号钢调质处理的硬度是多少45#(号)钢和40Cr钢调质的热处理工艺调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能。
调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。
如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。
为使调质件得到好的综合性能,一般含碳量控制在0.30~0.50%。
调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
通过高温回火,得到以均匀回火索氏体为主的显微组织。
小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查。
工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法。
1、45号钢的调质45号钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45号钢淬火温度在A3+(30~50) ℃,在实际操作中,一般是取上限的。
偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。
为使工件的奥氏体均匀化,就需要足够的保温时间。
如果实际装炉量大,就需适当延长保温时间。
不然,可能会出现因加热不均匀造成硬度不足的现象。
但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。
我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45号钢淬透性低,故应采用冷却速度大的10%盐水溶液。
工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。
因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。
热处理工艺代号及技术条件的标注方法
调质+高频淬火硬度为52-58HRC,标注为T-G54
火焰表面淬火+回火硬度为52-58HRC,标注为H54 氮化层深0.3mm,硬度>850HV,标注为D0.3-900 氮化层深0.5mm,淬火+回火硬度为56+62HRC,标注 为S0.5-C59 氰化后淬火+回火硬度为56+62HRC,标注为Q59 渗碳层深度0.9mm,高频淬火后回火硬度为5662HRC,标注为S0.9-G59
各种热处理工艺代号及技术条件的标注方法
热处理类型 代 号
退火火
C
调质
T
油淬
Y
高频淬火
G
调质+高频感 应加强淬火
T-G
火焰表面淬火 H
氮化
D
渗碳+淬火 S-C
氰化
Q
渗碳+高频淬 火
S-G
热处理工艺代号及技术条件的标注方法
表示方法举例
标注为Th
标注为Z 淬火后回火至45-50HRC时,标注为C48
40CrNiMoA热处理后的硬度
40CrNiMoA热处理后的硬度
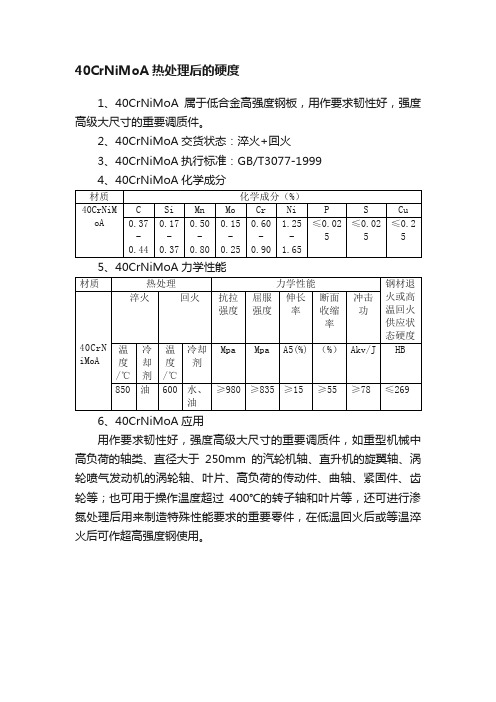
1、40CrNiMoA属于低合金高强度钢板,用作要求韧性好,强度高级大尺寸的重要调质件。
2、40CrNiMoA交货状态:淬火+回火
3、40CrNiMoA执行标准:GB/T3077-1999
4、40CrNiMoA化学成分
5、40CrNiMoA力学性能
6、40CrNiMoA应用
用作要求韧性好,强度高级大尺寸的重要调质件,如重型机械中高负荷的轴类、直径大于250mm的汽轮机轴、直升机的旋翼轴、涡轮喷气发动机的涡轮轴、叶片、高负荷的传动件、曲轴、紧固件、齿轮等;也可用于操作温度超过400℃的转子轴和叶片等,还可进行渗氮处理后用来制造特殊性能要求的重要零件,在低温回火后或等温淬火后可作超高强度钢使用。
钢材硬度标识
钢材硬度标识关于材料硬度方面的钢材的硬度●常规表示有布氏(HB)、洛氏(HRC)、维氏(HV)、里氏(HL)硬度等,其中以HB及HRC 较为常用。
●HB应用范围较广,供货状态常用, Cu、Al也可用。
HRC适用于表征高硬度材料,如热处理硬度等。
两者区别在于硬度计之测头不同,布氏硬度计之测头为钢球,而洛氏硬度计之测头为金刚石。
●在一定条件下,HB与HRC可以互换。
其换算公式可大概记为:1HRC≈1/10HB。
●HV-适用于显微分析,Cu、Al也可用。
●HL-手提式,测量方便,但对样品厚度有要求。
参考资料:中国冶金装备网--模具钢材的特性HB - 布氏硬度;HRC - 洛氏硬度。
布氏硬度(HB)一般用于材料较软的时候,如有色金属、热处理之前或退火后的钢铁。
洛氏硬度(HRC)一般用于硬度较高的材料,如热处理后的硬度等等。
HRC和HB不能直接换算,需查表对照。
对照表见布式硬度是以一定大小的试验载荷,将一定直径的淬硬钢球或硬质合金球压入被测金属表面,保持规定时间,然后卸荷,测量被测表面压痕直径。
布式硬度值是载荷除以压痕球形表面积所得的商。
洛式硬度是以压痕塑性变形深度来确定硬度值指标。
以0.002毫米作为一个硬度单位。
1.HRC含意是洛式硬度C标尺,HB含意是布式硬度。
2.HRC和HB在生产中的应用都很广泛硬度高于此范围则用洛式硬度A标尺HRA。
若硬度低于此范围则用洛式硬度B标尺HRB。
布式硬度上限值HB650,不能高于此值。
4.洛氏C标尺之压头为顶角120度的金刚石圆锥,试验载荷为一确定值,中国标准是150公斤力。
布氏之压头为淬硬钢球(HBS)或硬质合金球(HBW),试验载荷随球直径不同而不同,从3000到31.25公斤力。
5.洛式硬度压痕很小,测量值有局部性,须测数点求平均值,适用成品和薄片,归于无损检测一类。
布式硬度压痕较大,测量值准,不适用成品和薄片,一般不归于无损检测一类。
6.洛式硬度的硬度值是一无名数,没有单位。
45crmo调质热处理硬度目标值
45CrMo调质热处理硬度目标值1.概述45CrMo是一种常用的工程结构钢,通常用于制造重型机械零件和设备。
对于这种钢材,调质热处理是非常重要的工艺步骤之一,可以大大提高其硬度和耐磨性。
在进行热处理时,确定合适的硬度目标值对于保证产品质量至关重要。
2.45CrMo钢材的特性45CrMo是一种低合金钢,具有较高的强度和硬度,同时具有一定的塑性和韧性。
它具有优异的耐磨性和抗疲劳性能,能够承受较高的静态和动态负荷。
由于这些特性,45CrMo广泛应用于制造机械零件,如齿轮、轴承、轴类零件等。
3.45CrMo调质热处理工艺调质热处理是通过控制材料的加热温度、保温时间和冷却速率,使其达到一定的硬度和强度。
通常的工艺步骤包括加热、保温、淬火和回火。
在这一过程中,温度和时间的控制对最终的硬度目标值起着至关重要的作用。
4.45CrMo的硬度要求对于45CrMo钢材,其硬度目标值在一定范围内变化。
硬度值的选择需要考虑到零件的使用条件和要求。
一般来说,45CrMo的硬度要求通常在300~600HB之间。
5.选择合适的硬度目标值的重要性选择合适的硬度目标值对于保证零件的使用寿命和性能具有至关重要的作用。
如果硬度过高,可能会导致零件脆性增加,降低韧性和抗冲击性能,从而降低零件的疲劳寿命。
相反,如果硬度过低,可能会降低零件的耐磨性和强度。
6.45CrMo调质热处理硬度目标值的确定方法确定45CrMo的硬度目标值需要考虑到零件的使用条件和要求,同时也要考虑到材料的性能特点。
一般来说,确定硬度目标值时,需要进行以下几方面的考虑:- 零件的受力情况和使用条件- 45CrMo钢材的机械性能和耐磨性要求- 调质热处理工艺参数的选择7.结论45CrMo是一种常用的工程结构钢,调质热处理对于提高其硬度和耐磨性至关重要。
确定合适的硬度目标值需要考虑到零件的使用条件和要求,同时也要充分考虑材料的特性和热处理工艺参数。
选择合适的硬度目标值,可以保证零件的使用寿命和性能,提高产品的质量和竞争力。
45钢调质后的硬度

45钢调质后的硬度45钢是一种常见的低合金钢,经过调质后具有较高的硬度。
调质是一种热处理工艺,通过加热和快速冷却的方式改变钢的微观结构,从而提高其硬度和强度。
下面我们将从多个方面介绍45钢调质后的硬度,以期为读者提供生动、全面且具有指导意义的信息。
首先,我们来解释一下什么是调质。
调质是钢材热处理的一种方式,它包括加热至适当温度,保持一段时间,然后快速冷却(通常以水冷为例)。
调质的目的是通过调整钢材的结构和组织,使其获得理想的力学性能,其中包括硬度的提高。
经过调质后,45钢的硬度显著提高。
这是因为在加热和快速冷却的过程中,钢材的铁素体晶粒会细化,从而增强了钢材的硬度。
此外,调质还能够消除内应力,并提高钢的强度和韧性。
45钢调质后的硬度对其广泛的应用领域产生了积极的影响。
首先,具有较高硬度的45钢可以用于制造高强度的机械零件,如传动轴、齿轮和导轨等。
这些零件在工作过程中需要承受较大的载荷和摩擦力,因此需要具备优异的硬度和耐磨性。
此外,45钢调质后还具有较好的耐热性和耐蚀性,使其成为制造高温和腐蚀环境下工作的零部件的理想选择。
例如,45钢可以制造耐高温炉内结构件、热交换器和汽车排气系统等。
这些部件需要在高温和腐蚀气体的环境中长期稳定工作,同时也需要具备高硬度以保证其使用寿命。
在实际应用过程中,为了进一步提高45钢的硬度,可以采用不同的加工方式。
例如,通过冷变形、时效处理和表面处理等方式,可以进一步提高钢材的硬度和耐磨性。
但需要注意的是,在进行进一步加工时,应合理控制加工工艺参数,以避免过度加工导致硬度下降或产生其他缺陷。
总之,45钢调质后的硬度显著提高,使其成为众多领域中的理想选择。
无论是用于制造机械零件还是在高温和腐蚀环境中工作的部件,45钢都能够满足其需求。
因此,在实际应用中,我们应当充分发挥45钢调质后的硬度优势,合理选择加工方式,并注意控制加工工艺参数,以确保其最佳的性能和寿命。
35钢调质处理硬度
35钢调质处理硬度35钢调质处理硬度是指将35钢经过调质处理后所具有的硬度指标。
35钢是一种碳素结构钢,其化学成分中含有0.32~0.39%的碳,0.17~0.37%的硅,0.50~0.80%的锰,不超过0.035%的磷和硫元素,以及少量的铬、镍、钼等元素。
通过对35钢进行调质处理,可以使其硬度提高并增加其强度和韧性,从而使其更加适合用于各种机械零部件的生产和制造。
步骤一:选择合适的调质处理工艺和工艺参数35钢的调质处理具有多种工艺方法和工艺参数可供选择,例如油淬、水淬、盐浴淬等处理方法。
在选择合适的工艺和参数时,需考虑到钢材的具体硬度要求以及机械零件的工作条件和使用环境等。
同时还要考虑钢材的尺寸和形状等因素,以保证钢材表面的硬度能够得到均匀的提高。
步骤二:进行热处理加热将35钢经过适当的加热,使其达到预定的温度,一般调质的加热方式分为两步,在机械加工前,我们先进行回火处理,以缓解钢材的残余应力;其次,进行淬火处理,将钢材迅速地从高温状态冷却至室温,可以使钢材微观结构发生相应的改变,从而提高其硬度和强度。
步骤三:进行淬火处理将热处理后的35钢材进行淬火处理,即将其置于高温均匀加热的状态下,然后迅速冷却。
这个过程一般使用水或者油作为冷却介质来完成。
通过淬火处理,可以使钢材的组织发生相应的变化,从而达到提高硬度、强度和韧性的效果。
步骤四:进行回火处理淬火后的钢材虽然硬度高,但韧性和塑性都较差,无法直接使用,需要进行回火处理。
即将淬火后的钢材加热到一定温度,并保温一段时间,然后冷却。
通过回火处理,钢材的硬度会有所降低,但可以提高钢材的韧性和塑性,保证其在使用过程中不容易出现断裂等问题。
综上所述,35钢调质处理硬度是指将35钢通过热处理技术进行调质处理后所具有的硬度指标。
通过选择合适的调质处理工艺和工艺参数,进行热处理加热、淬火处理、回火处理等步骤,可以使硬度达到预定的要求,同时还能提高其强度和韧性,使其更适用于各种机械零部件的生产和制造。
产品常用钢材热处理硬度的一般要求

187~229 217~269 45~52
179~229 217~255 45~52
187~241 229~269 50~58
197~241 229~269 50~58
197~241 229~269 50~58
217~269
≥58
241~285 58~62
137~187 179~229 32~40
143~187
-3-
1) 原图未提出热处理的要求,但根据零件的作用,经热处理后可提高使用质量,因而需要补充热处理要 求时。
2) 来图所提的要求与表 1 中相应的要求相似,但其硬度上、下限偏差在 20 个 HB 或 2 个 HRC 以内时。
表1
热处理后的硬度
钢号
正火
调质
淬火
渗碳
1Cr13
HB
HB
HRC
217~255
HRC
40Cr2MoV
229~285 241~285 42~52
40CrSi
229~269 241~285 45~52
40CrV
207~255 229~269 42~50
-1-
附注
钢号
40Mn 40Mn2 42CrMo 45 45Cr 45CrV 45Mn 45Mn2 50 50Mn 50Mn2 50Cr 65Mn Cr12MoV GCr6、GCr15 Q235-A ZG20CrMo ZG35CrMnSi ZG35CrMo ZG35Mn ZG40Cr ZG40CrMnMo ZG40Mn ZG40Mn2 ZG50Mn ZG50Mn2 ZG70Cr ZG200-400 ZG230-450 ZG270-500 ZG310-570 ZG340-640 ZGMn13
热处理代号和材料标注方法

热处理代号和材料标注方法(一)热处理代号1. 适用于结构钢和铸件代号:0—自然状态1—正火(或正火+回火)2—退火3—精锻+回火(如精锻或精辊叶片在精锻后只需高温回火)4—淬硬5—调质6—化学热处理(渗碳或氮化)7—除应力(包括活塞环定型处理)9—表面淬火或局部淬火2.适用铸造有色金属和奥氏体钢的代号:0—原始状态1—再结晶退火T—除应力退火T1—人工时效T4—淬火(固溶处理)T5—淬火和不完全时效T6—淬火和完全时效(固溶处理和完全时效到最高硬度)3.压力加工有色金属代号:0—原始状态M—退火C—淬火CZ—淬火和自然时效CS—淬火和人工时效(二)材料的标注方法:1.零件的材料或毛坯(包括铸锻件)如不作任何处理,也不作机械性能检查,则只标材料牌号(其热处理代号“0”在图纸上不标注)如:A3,20,35,ZQSn6-6-3。
2.零件的材料或毛坯在热处理后,不作硬度及机械性能检查者则只标注材料牌号和热处理代号:如:45-1,若有几种热处理,可用热处理代号按工艺路线顺序逐项填写:如:15CrMoA-1+7。
3.有些材料的技术条件,有几种检查组别,但强度等级只有一种或可按材料截面尺寸来决定强度等级,只注明材料牌号,热处理代号和检查组别:如:45-5(Ⅱ)35CrMoA-5(Ⅱ)4.有些材料的技术条件,有几种组别,在同一热处理状态中有不同的强度等级,则注明材料牌号、热处理代号强度等级和检查组别,不需要规定检查组别时,检查组别可省略。
25Cr2MoV A-5 25Cr2MoV A-5 如:735-Ⅲ7355. 有些零件或者是比较重要或者是技术要求比较复杂,用上述标注方法不能说明全部要求者,则应注明标准号,在同一热处理状态中有不同的强度级别时,还应注明强度级别。
35CrMoA-5 35CrMoA-5 如:Q/CCF M 3003-2003 590×Q/CCF M 3003-20036. 大锻件如叶轮、铸造轴、整体转子等的材料标注方法钢号锻件级别×标准编号7. 铸钢件:铸铁、铜件:材料牌号类别材料牌号标准号标准号8.铸铁件及有色金属等直接按上述方法标注可能引起误解时,热处理代号加上括号。
20钢调质处理硬度范围

20钢调质处理硬度范围20钢是一种常用的调质处理钢材,其硬度范围是指经过调质处理后的材料硬度的变化范围。
调质处理是一种热处理工艺,通过控制材料的加热和冷却过程,使材料获得所需的硬度和力学性能。
调质处理对于提高钢材的硬度和强度非常重要。
通过调质处理,钢材可以获得较高的硬度,从而提高其耐磨性、抗压性和抗拉性能。
在一些特殊的工业领域,需要使用具有一定硬度范围的钢材来满足特定的工作要求。
调质处理的硬度范围取决于钢材的成分和处理工艺。
一般而言,20钢的硬度范围在40~60 HRC之间。
HRC(Rockwell硬度)是一种常用的硬度测试方法,通过在材料表面施加一定压力,然后测量材料表面的压痕深度来评估材料的硬度。
调质处理的过程包括加热、保温和冷却三个阶段。
首先,将20钢材加热到适当的温度范围,使其达到均匀的奥氏体组织。
然后,在保温时间内,让材料中的碳元素扩散到奥氏体晶格中,形成一定量的马氏体。
最后,通过快速冷却的方式,使马氏体转变为淬火组织,从而获得所需的硬度。
在调质处理过程中,控制加热温度、保温时间和冷却速度非常重要。
加热温度过高或保温时间过长可能导致晶粒长大,影响材料的硬度。
而冷却速度过快则可能导致材料出现裂纹和变形。
因此,在实际生产中,需要根据具体材料和要求来确定最佳的处理参数。
20钢是一种常用的结构钢,具有较好的强度和韧性。
它广泛应用于制造机械零件、工具和模具等领域。
通过调质处理,20钢可以获得适当的硬度范围,从而提高其耐磨性和使用寿命。
除了调质处理,20钢还可以进行其他热处理工艺,如正火、淬火和回火等,以获得不同的力学性能。
正火可以提高钢材的韧性和延展性,淬火可以提高钢材的硬度和强度,回火可以减轻淬火带来的内部应力,提高钢材的韧性。
20钢调质处理的硬度范围为40~60 HRC,通过控制加热、保温和冷却过程,可以使钢材获得所需的硬度和力学性能。
这种钢材广泛应用于各个领域,具有良好的强度、韧性和耐磨性。