可反复使用的长寿命Al2O3-C质长水口的设计方案
Al2O3-SiC-C质铁水罐整体浇注技术
Al 2O 3-s iC-C 质铁水罐整体浇注技术张禹魏继刚(鞍钢集团新轧钢股份有限公司D摘要在实际生产条件下 对铁水罐衬的耐火材料~铁水罐衬的砌筑工艺~烘烤制度进行了改进G 结果表明 铁水罐采用耐火材料整体浇注比用砖砌筑的成本低~使用寿命长~周转效率高 满足了炼钢生产的需求G关键词铁水罐罐衬耐火材料浇注MOnOlithic POuring T echnOlOgy f Or Al 2O 3-s iC-C ~Ot Metal LadleZhang YuWei jigang(Angang NeW s teel CO. Ltd.DAbstractT he ref ractOry material masOnry technigue and baking schedule Of hOt metal ladle lin-ing are imprOved under practical prOductiOn cOnditiOns.T he result shOWs that the hOt metal ladle With lOW cOst lOng service lif e and high turnOver rate can be Obtained af ter the ref ractOry material adOpting mOnOlithic pOuring technOlOgy instead Of masOnry technigue and the reguirements Of steelmaking prOduc-tiOn are meet.Key WordshOt metal ladleladle liningref ractOry materialpOuring1前言由于转炉用铁水罐在折铁~吊运~兑铁作业过程中 罐衬要经受1300C 左右高温铁水的冲刷~浸泡~热冲击~机械磨损以及渣~铁的化学侵蚀作用 且在铁水罐内进行脱硫扒渣作业等 降低了铁水罐的使用寿命G 这就要求相应的罐衬材料既要有良好的抗侵蚀~抗渗透性和抗剥落性 还要有很好的高温耐压强度和抗折强度G2新材料的开发应用2.1原铁水罐砌筑材料原有铁水罐砌筑材料的工作层以蜡质砖为主 罐壁有大~中~小3种砖型 罐底有6种砖型共计9种砖型G 罐壁与工作层之间是用铝矾土~粘土和焦宝石混合浇注的永久层G 2.2改进后铁水罐整体浇注材料铁水罐整体浇注材料以刚玉质为骨料 以二氧化硅超微粉~纯铝酸钙水泥~添加剂~刚玉粉等为基质 通过最优的配比混合后进行浇注G 改进后的铁水罐衬整体浇注材料理化指标见表1G表1改进后铁水罐衬主要原料理化指标原料Al 2O 3/%siO 2/%Fe 2O 3/%体积密度/g cm -3电熔棕刚玉295S1.2S10.32 3.4电熔致密刚玉298S1.0S0.302 3.6特优矾土288.32S1.482 3.3二氧化硅超微粉S1.091.68S0.80纯铝酸钙水泥72.5S0.3S0.203铁水罐罐衬砌筑与整体浇注工艺3.1铁水罐砌筑工艺将铝矾土~粘土及焦宝石混匀 平整罐底及罐张禹 工程师 1989年毕业于北京科技大学 现工作于鞍钢集团新轧钢股份有限公司第一炼钢厂原料作业区(114021D G83 鞍钢技术ANGANG T EC~NOLOGY2004年第1期壁后进行人工砌筑~砌筑罐底厚度约为600~650mm;然后砌筑罐壁~在砖与罐壁之间的空隙处灌注铝矾土~粘土和焦宝石混合料~总的厚度约为200~250mm~砌筑后的铁水罐有效盛铁量100t左右O3.2铁水罐整体浇注工艺铁水罐整体浇注工艺流程如下所示O模具安装-投料干混-加水搅拌-出料振动-养护和脱模-烘烤-投入使用O铁水罐永久层采用25mm轻质高铝砖砌筑而成~整体浇注分两个部分进行O第一部分进行罐底的浇注~浇注厚度为500~550mm;待罐底浇注料完全凝固后~进行第二部分罐壁的浇注~罐壁浇注厚度为180~220mmO浇注后的铁水罐可增加有效容积5t~能够与转炉相匹配~满足脱硫生产的需求O(1)模具安装为防止浇注料粘结在模具上~在模具上涂油~以防止脱模时损坏铁水罐内衬O模具内设置4个电动机带动模具振动~模具要安装牢固~防止振动时移动~变形~以保证整体浇注料均匀振动~达到结构致密的良好效果O(2)干混与搅拌配比后的浇注料投入搅拌机后~要先干混1min方能开始加水搅拌~采用强制式搅拌机~使浇注料混合时搅拌均匀O搅拌和浇注之间的时间要短~搅拌料应在30min内浇注完毕O(3)出料振动浇注浇注料浇注150mm后进行振动~直到表面光滑~浇注料反浆为止~要求在先浇注的浇注料未初凝之前~继续浇注下一层浇注料O(4)养护和脱模浇注料初凝以后~要带模养护24h后脱模~脱模后自然养护12~24h后进行烘烤O(5)整体浇注铁水罐的烘烤养护后~使用前进行烘烤是为了除去浇注料中所含有的大量游离水和结晶水O施工后的浇注料含有水分~如果迅速加热~产生的内部蒸汽压力容易使浇注料爆裂O为避免爆裂~烘烤应缓慢进行O按罐衬内小火中火大火烘烤的程序~每种烘烤时间为24h~以形成温度平稳过渡~使罐衬浇注料在烘干和加热时都不会发生爆裂O 3.3Al2O3-s iC-C质铁水罐整体浇注料理化性能该铁水罐整体浇注料理化性能指标见表2O表2整体浇注料理化性能指标理化指标T B-1T B-2T B-3T B-4化学成分/%Al2O3si-CF.CsiO2260212S4526021523S2026022025S10280S8体积密度/ m-3110C>16h1000C>3h1450C>3h2 2.352 2.402 2.452 2.702 2.652 2.652 2.652 2.652 2.602 2.852 2.902 2.90耐压强度/Mpa110C>16h1000C>3h1450C>3h235240260230230250220225230240260280抗折强度/Mpa110C>16h1000C>3h1450C>3h26210212242626232424282102154Al2O3-s iC-C质整体浇注铁水罐使用效果该铁水罐实际使用情况见表3O表3整体浇注铁水罐使用情况跟踪表罐号投入使用时间使用结束时间周转次数小修次数8号2002.3.172002.3.2787239号2002.8.122002.8.2079618号2002.8.262002.9.387223号2002.9.112002.9.259053Al2O3-s iC-C质整体浇注铁水罐经过生产实际应用~很大程度上提高了罐衬的使用寿命~降低了罐皮重量~增加了有效容积~提高铁水罐的使用率~并且提高了机械化程度~降低了工人劳动强度O(1)罐衬整体性好~内壁蚀损相对均匀O用蜡石砖砌筑的罐衬整体性差~蚀损由砖缝开始~然后缓慢向砖体扩展~蚀损速率不均~容易沿砖缝产生不规则的裂痕~造成罐衬掉砖~最终导致铁水罐衬被破坏O而整体浇注铁水罐整体性好~由于浇注过程93张禹魏继刚Al2O3-s iC-C质铁水罐整体浇注技术中用电机带动模具振动整个罐衬的结构致密~强度均衡蚀损速率也相对均匀O而且浇注料中添加了无机纤维防爆剂和有机纤维很大程度上提高了铁水罐罐衬的使用寿命O(2)降低铁水罐皮重增加铁水罐有效容积O原来的铁水罐由于容积小而需增加铁水罐罐沿高度以增加铁水罐有效容积而随着脱硫扒渣的投产要求需增加罐沿与铁水液面的距离以降低喷吹时产生的喷溅O但盲目的增加铁水罐罐沿高度不仅会使铁水罐重心提高吊运过程中易使铁水罐发生倾翻而且由于重量增加现有140t吊车难以适应生产需求O整体浇注铁水罐由于降低了罐衬厚度不仅降低了铁水罐的皮重而且增加了铁水罐的有效容积从根本上解决了铁水~脱硫扒渣和转炉生产之间的矛盾O(3)减少铁水罐小修次数提高铁水罐使用率O鞍钢第一炼钢厂砌筑铁水罐在使用期间一般小修次数大约为10~15次一般性小修要求铁水罐空罐放置8h 进行自然冷却然后进行人工修补后投入使用整个小修过程约为36hO每个砌筑罐罐衬从投入使用到扒掉重砌整个过程40~50天而小修的时间累计为10~20天铁水罐的使用率仅为60%左右O整体浇注铁水罐整个使用过程小修2~3次小修可以进行机械喷补不必进行自然冷却3~ 4h即可完成铁水罐的使用率可达到95%以上O(4)提高机械化程度降低劳动强度O砌筑铁水罐一直由人工进行劳动强度大工作效率低O而整体浇注铁水罐整个浇注过程均由机械来完成污染小施工速度快劳动强度低O 5经济效益(1)直接效益根据鞍钢第一炼钢厂2002年1~6月份统计数据砌筑铁水罐衬使用寿命400次左右耐火材料消耗0.65元/t铁O根据2003年1~3月份统计数据整体浇注铁水罐衬使用寿命850次以上耐火材料消耗0.42元/t铁O全年效益:300万t>(0.65-0.42)元/t铁=69万元(2)间接效益铁水罐采用整体浇注工艺后增加了铁水罐的有效容积加大了铁水液面与罐沿的距离降低了罐内脱硫所产生的喷溅减少铁水浪费;缩短了小修罐的时间提高铁水罐使用率减少了周转罐的资金投入使鞍钢第一炼钢厂现有的11个铁水罐完全可以满足南~北两台脱硫装置和转炉生产需求O减少烤罐次数可在很大程度上减少煤气用量降低了能源的消耗O6结论综上所述铁水罐衬使用耐火材料整体浇注要比耐火砖砌筑的成本低很多而且使用周期要高出一倍以上铁水罐的盛铁量也得到显著提高O 由此可见Al2O3-s iC-C质整体浇注铁水罐内衬具有成本低~使用寿命长~小修投入少~使用率高~节能降耗等优点O更重要的是实现了铁水罐增容的目的满足了炼钢生产的需求在经济上和生产实践中都是可行的O(编辑许平静)收稿日期:2003-08-12<世界金属导报>评出2003年钢铁工业炼钢连铸技术十大要闻(1)唐钢率先在世界上采用85mm厚薄板坯连铸连轧生产新工艺;(2)南宝北太不锈钢工程取得重大进展;(3)我国在高速钢生产中成功应用钒氮合金;(4)INMO结晶器技术日见成熟;(5)使用矿物直接还原生产工模具钢获得成功;首例转炉冶炼高碳工具钢在攀钢获得成功(7)比利时于吉纳阿尔兹改造后创不锈钢生产新记录;(8)武钢倒T形脱硫喷枪长枪龄技术居国际领先水平;(9)宝钢股份300t转炉脱磷冶炼试验取得成功;(10)纽柯伯克利厂钢产量突破300万tO04<鞍钢技术>2004年第1期Al2O3-SiC-C质铁水罐整体浇注技术作者:张禹, 魏继刚作者单位:鞍钢集团新轧钢股份有限公司刊名:鞍钢技术英文刊名:ANGANG TECHNOLOGY年,卷(期):2004(1)被引用次数:1次1.邢启邦.刘永杰.孙杰璟.刘修和.徐文相.郑学杰山东钢铁工业用耐火材料发展方向及建议[期刊论文]-山东冶金 2004(4)本文链接:/Periodical_agjs200401011.aspx。
长寿命不烘烤薄壁长水口的研制
( 4) 提高制品的抗氧化能力。添加一种复合抗氧
化 添 剂 、提 高 制 品 的 抗 氧 化 能 力 。
3.3 成型性能
由于内衬材质要求高气孔率、低碳含量, 制作的
泥料采用等静压成型时, 成型性能受到影响。为解决
成型后不易脱模的问题, 在泥料中引入一种添加剂
B, 加入这种添加剂的泥料, 成型后的坯体不与模壁
本体 2.56
13.5
22
8
渣线 2.64
13.0
20
8
内衬
导热系数( 1000℃)( W/m.K)
0.307
4结语
山耐研制的长寿命、不烘烤薄壁长水口于 2002 年 1 月在钢厂试验, 经过不断的改进和完善, 取得了 满 意 的 效 果 。先 后 在 武 钢 、鞍 钢 、本 钢 、梅 钢 等 多 家 钢 厂试验成功, 达到或超过了进口产品的使用寿命, 现 已在国内多家钢厂批量供货, 并出口国外。
( 2) 提高本体、渣线的抗冲刷、抗侵蚀能力。提高 本 体 、渣 线 中 的 Al2O3 含 量 , 适 量 减 少 碳 含 量 ; 调 整 颗粒级配, 提高制品的体积密度、降低显气 孔 率; 通 过以上措施, 使本体、渣线的抗冲刷、抗侵 蚀 能 力得 以提高, 从而提高了制品的寿命。
( 3) 主要原料的选择。石墨能减少钢水对材质的 润湿性, 但石墨的导热系数较大, 对于降低导热系数
烤型铝碳质长水口, 即在使用前制品必须烘烤后方 能使用; 另一类为不预热型铝碳质长水口。其中, 不 预热型长水口为提高其热震稳定性, 防止开浇时炸 裂, 所采用的主要原料为高导热率的石墨及低热膨 胀率的熔融石英, 因而制品不抗冲刷, 使用寿命低。 而烘烤型铝碳质长水口的寿命相对较长, 但制品在
铁水包用环保无烟Al2O3-SiC-C砖
1 5 0  ̄ C固化 结束 。其 它 两 组 树脂 开始 硬 化 较试 样 c
晚些 。
树脂 , 其 中挥 发性 物质 占 5 0 % 左右 。在铁 水 包 预 热
过程 中, 挥 发性 物 质燃 烧 并 产 生 烟 雾 。这 些 烟雾 的 基本成分是 C O、 C O : 和一些碳 氢化合 物 , 如 甲烷 、
苯、 甲苯 、 二 甲酚 、 甲酚、 苯 酚 和少 量 的 苯 并 芘 、 苯 甲 醛 。这些物 质通 常 在 5 5 0 —6 5 0 o C就 不 再 产 生 了 , 具 体停 止时 间 由树脂含 量决 定 。
已开 发 的 A S C砖 在铁 水包 中使用 情 况 不 错 , 但 是厂 家希 望解 决产 生烟 雾 的问题 。经过 对各 种不 同 树脂 的研 究 , 最 终选 择 了一 种 合适 的树 脂 做 为 结 合 剂, 并且研 发 了注重 环境 问题 的 “ 环保结 合 系统 ” 。
则 需要 大型 设备 和处 理设施 。这两种 结合 系统 的砖 在 预热 时 , 由于挥 发 出石脑 油 , 会 产生 难 闻 的刺 激性 气味 , 并 且 时常造 成环 境 污染 问题 。 中 国工 厂所 生产 的耐火 砖 普遍采 用 酚醛树 脂做 结 合剂 。比起 沥青结 合 剂 来 , 酚醛 树 脂 结 合 剂对 环
A S C砖 , 结 果 表 明 其 性 能 上 已得 到很 大 的 提 高 , 但 是发 现 A S C砖 在 钢 包 预 热 时 会 产 生 烟 雾 。后 来 通 过 调 整 结 合 剂 和
添加剂并 重新 设计成环保型无 烟砖。这种 砖 已在 同一钢 厂 中表现 出极好 的使 用性 能 , 并创造 了该 厂的 最长 使用
耐 火 与 石 灰
铝碳质整体中间包水口的研制
果 偏 冲严 重 ,同 样 也 会 出现 浇 注 失 控 现 象 。 二 是 下部 与 浸 入 式 水 口 的配 合 部 位 ,长 时 间 使 用 易 被 氧化 ,掉 渣 ,致 使 流 钢 吸 氧 ,无 法 通 过 更 换 浸 入
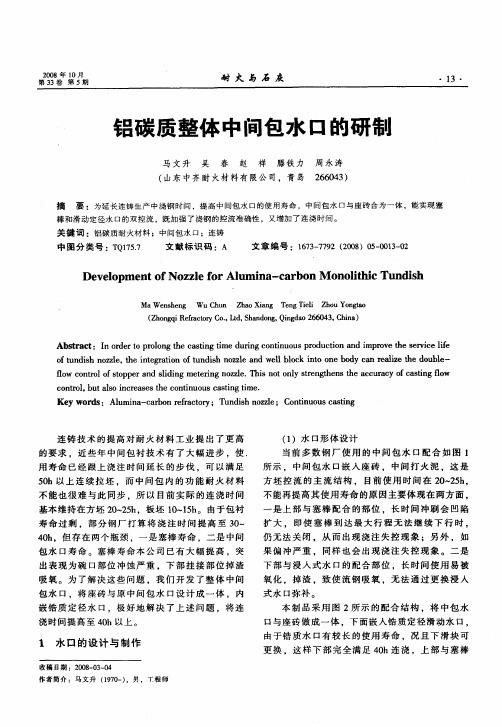
式 水 口弥补 。 本 制 品 采 用 图 2所 示 的 配 合 结 构 ,将 中包 水
扩大 ,即使塞棒 到达 最大行程无 法继续 下行 时 ,
4h 0 。但 存 在 两个 瓶 颈 ,一 是 塞 棒 寿命 ,二是 中间 包 水 口寿 命 。塞棒 寿命 本 公 司 已有 大 幅 提 高 ,突
出 表 现 为 碗 口部 位 冲 蚀严 重 。下 部 挂 接 部 位 掉 渣
仍 无 法 关 闭 ,从 而 出现 浇 注 失 控 现 象 ;另 外 ,如
吸 氧 。 为 了 解决 这 些 问题 ,我 们 开 发 了 整 体 中间
包 水 口 ,将 座砖 与 原 中 间包 水 口设 计 成 一 体 , 内 嵌 锆 质 定 径水 口 .极 好 地 解 决 了上 述 问 题 。将 连 浇时 间 提高 至 4 h以上 。 0
口与 座砖 做 成 一 体 ,下 面嵌 入 锆 质 定径 滑 动 水 口 , 由 于锆 质水 口有 较 长 的使 用 寿 命 ,况 且 下 滑 块 可 更 换 .这 样 下 部 完 全 满 足 4 h连 浇 ,上 部 与 塞 棒 0
c nrl b t l ce sst ec niu u at gt . o t , u s i ra e o t o sc si me o aon h n n i
Ke r s Almia c r o er coy; T n ihn zl C n n o sc sig ywo d : u n - ab nrfa tr u d s oze; o t u u at i n
铝碳质长水口用无铝抗氧化涂料的研制
取最佳组成的硅 砂 -硼 砂 -Na2O混 合 料,分 别 在 600、700、750和 800℃ 保 温 2h煅 烧 后,进 行 XRD 分析。
在切割钢丝的钢液浇铸时会用到铝碳质长水口。 但含碳耐火材料在高温会发生碳氧化,造成材料整体 结构疏松[8-10],进而增大 Al2O3类杂质进入钢液中形 成夹杂的可能性。
提高铝碳质长水口抗氧化性的方法通常采用表 面涂层法,即利用涂层材料在高温下熔化包覆在基体 表面,阻隔外部空气与碳反应。目前,铝碳质长水口 常用的表面抗氧化涂料大多以铝硅系材料为主,铝硅 系材料中的 Al2O3有进入切割钢丝的钢液中形成夹杂 的风险。在本工作中,开发了一种无铝抗氧化涂料。 0
66~69
2020 年 2 月 第 54卷 第 1期
铝碳质长水口用无铝抗氧化涂料的研制
康 驰 李国华 徐 泽 陈树江
辽宁科技大学 高温材料与镁资源工程学院 辽宁鞍山 114051
摘 要:以硅砂、硼砂、Na2O为主要原料,以水玻璃为结合剂,钠基膨润土为悬浮剂,研制了铝碳质长水口用无 铝抗氧化涂料。结果表明:1)当 Na2O、硅砂、硼砂的质量分数分别为 15.0%、42.5%、42.5%时,硅砂-硼砂- Na2O混合料的半球温度为 719℃,满足涂料的设计要求。2)当水玻璃加入量为 30% ~40%(w)时,经 800℃保 温 2h后,涂料能在长水口表面形成较完整光滑的釉层;而当涂料中的水玻璃加入量增加到 50% ~60%(w)时, 釉层不完整,水口表面裸露很多。3)随着涂料中水玻璃加入量的增大,长水口试样氧化后的质量变化率呈先减 小后增大的变化趋势,水玻璃溶液加入量为 40%(w)时最小。4)从 SEM照片可以看出,水玻璃加入量为 40% (w)时,涂层厚度较厚,与基体结合较紧密。 关键词:铝碳质长水口;水玻璃;无铝抗氧化涂料
【CN209773453U】一种长寿命耐侵蚀浸入式水口【专利】
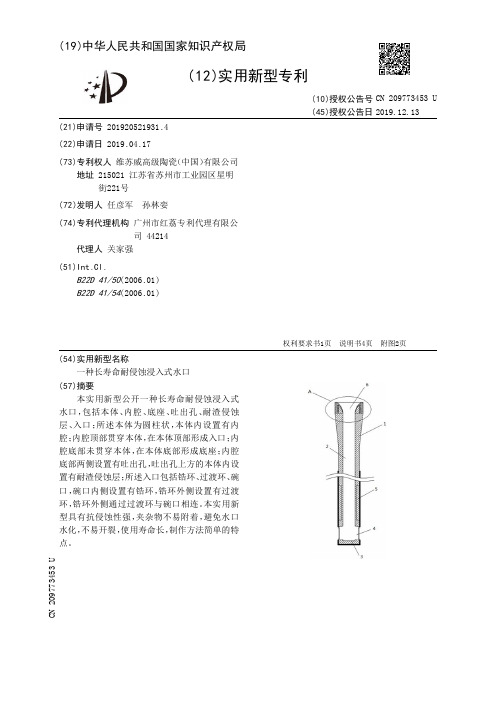
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920521931.4(22)申请日 2019.04.17(73)专利权人 维苏威高级陶瓷(中国)有限公司地址 215021 江苏省苏州市工业园区星明街221号(72)发明人 任彦军 孙林娈 (74)专利代理机构 广州市红荔专利代理有限公司 44214代理人 关家强(51)Int.Cl.B22D 41/50(2006.01)B22D 41/54(2006.01)(54)实用新型名称一种长寿命耐侵蚀浸入式水口(57)摘要本实用新型公开一种长寿命耐侵蚀浸入式水口,包括本体、内腔、底座、吐出孔、耐渣侵蚀层、入口;所述本体为圆柱状,本体内设置有内腔;内腔顶部贯穿本体,在本体顶部形成入口;内腔底部未贯穿本体,在本体底部形成底座;内腔底部两侧设置有吐出孔,吐出孔上方的本体内设置有耐渣侵蚀层;所述入口包括锆环、过渡环、碗口,碗口内侧设置有锆环,锆环外侧设置有过渡环,锆环外侧通过过渡环与碗口相连。
本实用新型具有抗侵蚀性强,夹杂物不易附着,避免水口水化,不易开裂,使用寿命长,制作方法简单的特点。
权利要求书1页 说明书4页 附图2页CN 209773453 U 2019.12.13C N 209773453U权 利 要 求 书1/1页CN 209773453 U1.一种长寿命耐侵蚀浸入式水口,包括本体(1)、内腔(2)、底座(3)、吐出孔(4)、耐渣侵蚀层(5)、入口(6),其特征在于;所述本体(1)为圆柱状,本体(1)内设置有内腔(2);内腔(2)顶部贯穿本体(1),在本体(1)顶部形成入口(6);内腔(2)底部未贯穿本体(1),在本体(1)底部形成底座(3);内腔(2)底部两侧设置有吐出孔(4),吐出孔(4)上方的本体(1)内设置有耐渣侵蚀层(5);所述入口(6)包括锆环(61)、过渡环(62)、碗口(63),碗口(63)内侧设置有锆环(61),锆环(61)外侧设置有过渡环(62),锆环(61)外侧通过过渡环(62)与碗口(63)相连。
长寿命Al2O3-C连铸长水口的开发
长寿命Al2O3-C连铸长水口的开发
野村光一;肖英龙;张化义
【期刊名称】《科教译丛》
【年(卷),期】2000(000)004
【摘要】在NKK·京浜制铁所的1号和3号CC(即连铸机)的大包和中包间,使用了长水口,以防止钢液氧化。
【总页数】5页(P11-15)
【作者】野村光一;肖英龙;张化义
【作者单位】不详;重钢钢研所
【正文语种】中文
【中图分类】TF777
【相关文献】
1.连铸长水口密封元件的开发 [J], 陆志新;郭振和
2.长寿命铝碳质连铸长水口的开发 [J], 野村光一;肖英龙
3.连铸机浸入式水口长寿命攻关 [J], 张立标
4.连铸机浸入式水口长寿命攻关 [J], 张立标
5.连铸用长寿Al_2O_3-C质长水口的开发 [J], 全荣
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合 部位 、内孔等 ) 使用 性能 要求不 同的 A: c 1 一 0 质材料 。上部 ( 主体、非浸渍部位 ) 多用抗热震性
文献标识码 :A
文章编号 :1 0 76 2 6 0 一 O4 0 0 — 53( 0 ) 4 O4 — 9 0 0
1 前 言
日本 的钢铁生产 ,受 中国经 济发展 的影响 ,
这两年保持持续高产 ,耐火材料的研究 开发方 向 也从一味追求减少成本 向适应高生产效 率要求 的 长寿命 、可靠性高 的方面转变。连铸 用耐火材 料
案 ,即增加 渣线以下部分 的壁厚 ,提高耐用性 ;提 高上部材质强度弥补 因下 部重量增加而加 大了的颈部断裂危
险性 。
水 口在长时 间和 反复使用时 ,不单 单是考虑材质 的原 始特 性 ,还要注意材料经 长时间 、反 复热震后性能的
变化 ,特别是使 用过 程中防止强度降低 , 持续 保持抗热震性是十 分重要 的。
维普资讯
Au . 0 6 g2 0
・
4 ・ 4
F 0RE GN RE RA I F Cr 0RI S E
V0. 1 N . 13 o 4
可反复使 用的长 寿命 A 2 一C质 l o3 长 水 口的设计 方案
摘 要 :为了延长 A: , I 质长水口的使用寿命,针对渣线部位熔损这一影响寿命的问题 ,采取了新的设计方 0
响。
目前 长水 口主要采 用 A: s 1 —C质材 料 ,设 计 0
方案主要采取不同部位 ( 口主体、浸渍部位 、接 水
通 常评 价 抗 热 震 性 的 指 标使 用 热震 破 坏 系 数 R[ R=S 1 1 / ・ 】 ( —0 E 。式 中 S ) :破 坏 强 度 ;1 0 : 泊松 比 ;E:弹性 率 ; :热膨 胀 系数 。 因 为 1 0 、 的 差 比较 小 ,抗 热 震性 的一 次 指 标 ,这 里 用 强 度 ( ) 弹性 率 ( 的 比值 S E评 价 ,强 度 ( ) 三 S与 E) / S用 点 弯 曲试 验 ,弹 性 率用 音 速试 验 测 定 ,S E值 越 / 大 抗热 震 性 越好 。
材料 自身质量的不稳定 性 ,现状 是裂缝 、断裂时
有发 生 。
长水 口的常见损毁形态如 图 l 所示 ,主要损 毁原因归纳于表 l 。损毁形态 有颈部断裂 、纵裂
缝 、渣线部位熔损 、接合部位氧化等 ,但造成各
种损 毁形态 的原因是错综复杂的。要保证长水 口 稳定 使用 、长时间使用 、反复使用 ,从材料 、构 造、作业条件各方 面考虑 ,采取综合措施是 不可
(
操作 覃 热落料度足 预热不充分 , 中装料 篓) ,强不 剥材 预热不充分 , 操作 中装料 钢种 , 的成分 渣 钢水 流速, 偏流 钢水 成分 , 钢水流速
垂直裂纹 热剥落 渣线侵蚀 抗侵蚀性不 足 侧墙侵蚀 耐磨损性不足 底部侵蚀 抗侵蚀耐磨 损性不 足 外部氧化 没有添加抗氧化剂
底部侵蚀
圈 l 长水 口的常见损毁形态
维普资讯
20 0 6年 8月
第3 卷 第4 1 期
表1 长水 口的主要损毁原 因
国 外 耐 火 材 料
・ 5・ 4
数 。 因 此 , 要 通 过 提 高 上 部 材 质 ( SO 含 i 的 Az I 一C质材 料 ) 0 的强 度来 弥补 下部 重 量增 加 带来
的最佳化 ,可以在作业要求范 围内 ,保持抗热震性 ,确立了稳定 系数 高、可 反复使用 的长寿 命长水 口的设计方
案 。该设计 方案 有效 地提高了热词 :反复使用;A:, C质长水口;设计方案;壁厚;材质 I 一 0
中图分类号 :T 1 .5 . 7 7 Q 5
损 类 — 毁 型 —
i 垦 —面 — 里
由于密 封性不 好导 致空气
吸入
的断裂 隐患 ,以此为 目的改善材质。
座砖侵蚀 材料的抗氧化性能不足
材 质 改 善 的 推 进 方 法 ,首 先 为 了 掌 握 组 成 A: 1 一C质 材 料 的各 种 原 料 的 添 加量 、粒 度 等对 0 材 料 强度 和抗 热 震 性 的影 响 ,进行 了基 础 试 验 ,
参考其结果 ,研究实际使用材质的高强度化。
此 次 评 价 强度 时 ,不 仅要 评 价 材 料 初 期 的 强 度 ,还 要 评 价 经 热 震 后 的强 度 ,对是 否 满 足 长 时
预热不 当, 热过 度 , 水 预 钢
飞溅
间使用 、反 复使用作 出判断 。而且还要 考虑在提
高 强 度 的 同 时 , 又 不 能 对 抗 热 震 性 造 成 过 大 影
因此 ,我们对 A: , I 一C质材 料的组 成成分 A O 、SC 0 h , i、石墨 、熔 融 SO 的含 量 、形 状 、粒 度等 要素 对材 it 料在 还原气氛 下烧成后的特性有哪 些影响作了调查 ,结果 发现 ,A2 3 1 微粉配比 的适 中 、石墨形状 、S 0 i C添加量
缺少 的 。
也不例外 ,防止长水 口裂缝 、断裂 ,使之长寿命
化 的研 发 活 动正 在 进行 。
・
2 长水 口的现状
为 了达 到提高钢产量 、降低耐火材料成本的 目的 ,要求长水 口长寿命化 ( 长时间使用 、反复使
用) ,防止使 用过程中出现熔损 、氧化 ,近年来显 得十分重要 。 长水 口的主要功能就是隔断空气防止氧化 以 及吸人 N 气 ,特别是满负荷生产优质钢时 ,保持 : 稳定 的、持续 的不 与空气接触 的铸造过程尤为重 要 ,这就要求长水 口绝对不能出现裂缝 、断裂。 但是 ,随着长水 口的大型化 、长尺寸化 、浸 渍开 口时 的内压 、预热 、保温不充分 ,经长时间 铸造壁厚减 薄等工作条件 日益苛刻 ,再加上耐火