锡浆的使用方法((A-0835)
锡浆使用时的注意事项
錫漿使用時的注意事項1.錫漿的保存必須以密封形態存放在恒溫,恒濕的冰箱內,如溫度升高,錫漿中的合金粉末和焊劑化學反應後,使粘度上升而影響其印刷性,如果溫度過低(零度以下),焊劑中的松香成分會發生結晶現象,使錫漿形狀惡化.2.錫漿從冰箱中取出不能直接使用,以免空氣中的水氣凝結而混入其中,必須在室溫下回溫,不可使用加熱的方法使其回溫,這會使錫漿性能劣化.3.錫漿被印於後,放置於室溫過久會由於溶劑揮發,吸收水等原因造成性能劣化,因而要儘量縮短進入回流焊的等待時間.4.使用前應用刮刀等工具對錫漿充分攪拌,以使錫漿內部顆粒均勻一致,並保持良好粘度.錫漿印刷過程的工藝控制1.刮刀壓力:刮刀壓力的改變,對印刷來說影響重大.太小的壓力,導致PCB板上錫漿量不足;太大的壓力,則導致錫漿印得太薄.2.印刷速度:在印刷過程中,刮刀刮過鋼網的速度是相當重要的,因為錫漿需要時間滾動並流進網板的孔中,最大印刷速度決定於上最小引腳間距.3.印刷厚度:印刷厚度是由鋼網所決定的,鋼網厚度是與IC腳切密切相關的.4.分離速度:分離速度太快,會使錫漿拉尖.5.鋼網清洗:在錫漿印刷過程中一般每隔10塊板需對鋼網底部清洗一次,以消除其底部的附著物.通常採用無水酒精作為清洗液.6.另外一些值得考慮的地方:從印刷的觀點來看,最好是在工藝參數調整好後進行不間斷的成批印刷,這樣就能保證印刷品質的一致性.常見缺陷及解決辦法印刷不完全開孔阻塞或部分錫漿粘在鋼網底部;錫漿粘度太小;錫漿中有較大尺寸金屬粉末顆粒;刮刀磨損清洗鋼網;選擇粘度合適錫漿;選擇顆粒大小合適的錫漿;換新刮刀塌邊刮刀壓力太小;PCB板定位不牢;錫漿粘度或金屬含量太低調整壓力;重新固定PCB板;選擇合適粘度的錫漿錫漿太薄鋼網厚度不符合要求;刮刀壓力太小;錫漿流動性差,選擇厚度合適鋼網;調整刮刀壓力;選擇顆粒度和粘度合適的錫漿厚度不均鋼網與PCB板不平行;錫漿攪拌不均勻,使得顆粒度不一致,調整PCB板的相對位置;印前充分攪拌錫漿邊緣和表面有毛刺產生的原因可能是錫漿粘度偏低;焊盤塗層太厚;鋼網孔壁粗糙選擇粘度略高的錫漿;制板時嚴格控制塗層厚度;印刷前檢查鋼網開孔的品質。
锡浆的存放与使用操作指引
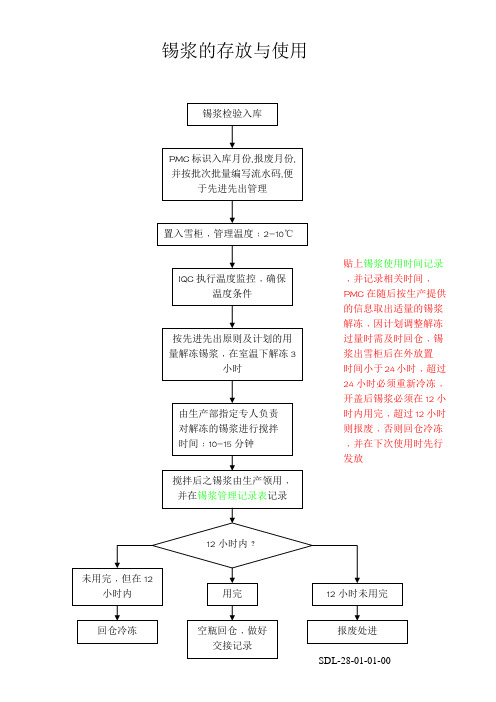
月份贴纸使用有效期贴纸0910:日期(表为9月10日生产之锡浆) 表示9月份入仓的锡浆表示有效期到11月0001:顺序号(0001~9999)2027:锡浆型号5.2 生产部物料员领取锡浆时要确认锡浆杯上是否有月份贴纸、使用有效期贴纸、有效期限是否与来料标签上的有效期限一致以及是否有编号贴纸、锡浆的P/N是否正确;确认OK 后,储存在雪柜内,并在《锡浆管理记录表》上填写好入仓情况; 如发现有锡浆过期经PE 工程师确认后退还仓库作报废处理.5.3 生产部物料员发放锡浆时,须依据先进先出原则,先发放月份靠前的锡浆,同一月份的锡浆按编号的顺序发放,同时锡浆从雪柜取出时,必须实时填写《锡浆使用时间记录》标贴上的出雪柜日期和时间及可使用日期和时间,签名后贴在锡杯上,锡浆出雪柜后必须在室温下进行解冻,解冻时间不少于3小时(国基产品解冻时间需大于4小时,小于72小时),以防止温度相差太大,导致水份在杯内凝结,影响锡浆质量.5.4 取出锡浆使用时,必须查看锡杯来料标签上的失效日期是否到期,如发现过期锡浆,不能投拉使用,须交PE工程师确认后作报废处理;锡浆使用前生产部领料人员必须对锡浆进行搅拌,搅拌时间为10~15分钟,并在《锡浆使用时间记录》记录搅拌日期和时间.5.5 当锡浆发放到生产线使用时,替位必须在《锡浆使用时间记录》上如实填写开盖日期和时间及开盖后截止使用日期和时间;替位在领取锡浆和回收空杯时还须在《锡浆管理记录表》上填写锡浆的使用情况.5.6 每天由IPQC抽检一瓶未搅拌的锡浆(已解冻锡浆),测试其粘度,并在《锡浆粘度测试记录表》上作好记录.5.7 在钢网上加锡浆后应将杯盖盖好,防止锡浆风干、氧化.5.8 每天下班前将钢网上的锡浆用杯装起来盖好,以便下一班再用.5.9 锡浆从雪柜内取出时间不能超过24小时,开盖后锡浆的使用时间不能超过12小时;否则经PE工程师确认后作报废处理.5.10 PWB印刷锡浆后放置时间不得超过2小时,超过2小时的PWB需清洗掉锡浆,重新印刷锡浆,三星型号PWB印刷锡浆后不能存放,应直接进行贴片.5.11 锡浆贮存和使用环境及监控5.11.1 锡浆贮存环境温度(雪柜温度):2~10℃(三星为4~10℃) 有效期为3个月.5.11.2 锡浆解冻时间:室温下回温3小时以上(国基产品锡浆解冻时间为大于4小时,小于72小时).5.11.3 锡浆搅拌时间:10~15分钟.5.11.4 锡浆开盖后截止使用时间为:12小时以内.5.11.5 锡浆出雪柜时间不得超过24小时.5.11.6 锡浆使用环境温度为15~30℃,湿度30~70%RH.5.11.7 锡浆的贮存和使用环境由IPQC负责监控,监控频率为每班一次,监控记录为《雪柜温度监控记录表》及《温湿度监控记录表》.5.11.8 当锡浆的贮存和使用环境出现异常时要立即报告及时纠正.5.12 贮存环境失控应对措施更换贮存环境(换雪柜)。
锡浆的原理
锡浆的原理锡浆是一种粘结剂,常用于电子组装领域的焊接工艺中。
它由锡粉、溶剂和粘结剂组成,具有较高的导电性和可塑性。
锡浆的主要原理是通过溶剂将锡粉和粘结剂混合成糊状液体,然后涂布在需要焊接的线路上,在高温下烘烤使锡粉熔化并形成焊点,从而实现线路连接。
锡浆的基本原理是通过粘结剂将导电性较好的金属锡粉与线路表面粘结在一起,在高温下烘烤使锡粉熔化并形成金属焊点。
锡粉粒径较小,可以填充线路表面的微小凹槽和间隙,形成良好的接触,同时锡粉与线路本身的导电性能相近,确保信号传输的可靠性。
粘结剂是锡浆的重要组成部分,主要作用是将锡粉和线路表面粘结在一起,以便在高温下焊接成型。
常用的粘结剂有有机胶水和无机胶黏剂两类。
有机胶水多使用有机树脂,如纳米胶带,其具有良好的可塑性和粘接性。
无机胶黏剂常用的有酒石酸、黄原胶等,通过烘烤后形成金属氧化物胶团,具有较高的导电性。
溶剂是锡浆的稀释剂,主要作用是将锡粉和粘结剂混合成浆状液体。
常见的溶剂有醋酸、正己烷、丁酮等。
溶剂的选择要考虑其挥发性和溶解性,以保证锡浆的涂布性能和焊接效果。
锡浆的使用过程基本分为三个步骤:涂布、烘烤和冷却。
首先,将锡浆均匀地涂布在需要焊接的线路表面上。
通常使用刮涂法或印刷法进行涂布,保证涂布层的均匀性和适当的厚度。
接着,将涂布好的线路放入预热炉中进行烘烤。
烘烤温度一般在150到300之间,根据锡浆的不同配方和焊接需求进行调整。
烘烤的目的是将溶剂挥发殆尽,并使锡粉熔化形成金属焊点。
最后,将烘烤后的线路取出进行冷却。
冷却过程中,焊点会形成固态金属,与线路表面紧密结合,形成可靠的连接。
锡浆焊接的原理可以总结为:将锡粉、粘结剂和溶剂混合成为糊状液体,通过涂布在线路表面形成一层薄膜,然后在高温下烘烤使锡粉熔化并与线路表面粘结,最终形成可靠的焊点连接。
锡浆焊接具有以下优点:1. 适用范围广:锡浆可以用于各种线路的焊接,包括硬线路和软线路。
2. 焊接效果好:锡浆涂布均匀,焊点可靠,具有良好的导电性能和可靠性。
低温锡浆的使用方法-概述说明以及解释
低温锡浆的使用方法-概述说明以及解释1.引言1.1 概述低温锡浆是一种应用广泛的专用材料,具有许多独特的特点和功能。
它是一种将锡粉和有机胶结剂混合而成的浆状物质,其主要特点是具有较低的熔点和优异的导电性能。
在实际应用中,低温锡浆常用于电子制造业中的组装和连接工艺中。
它可以降低组装温度,避免对敏感元器件的损害,同时也提高了设备的生产效率。
使用低温锡浆的方法相对简单,一般分为准备工作、涂布步骤和注意事项三个方面。
在准备工作中,需要将低温锡浆搅拌均匀并保持其稳定性。
在涂布步骤中,需要将低温锡浆均匀涂布在需要连接的元器件上,并进行适当的烘烤。
在注意事项中,需要注意低温锡浆的存储条件和使用限制,以确保其性能和效果的稳定。
低温锡浆的应用领域非常广泛,涵盖了电子、电器、通信、光电等行业。
它可以实现电子元器件的可靠连接,提高设备的性能和可靠性。
同时,在新兴的柔性电子领域,低温锡浆也发挥着重要的作用,可以实现对柔性基板和器件的连接和封装。
总之,低温锡浆是一种重要的材料,在电子制造业中有着广泛的应用。
本文将详细介绍低温锡浆的定义、特点、使用方法以及应用领域,旨在帮助读者更好地了解和应用这一高效、环保的材料。
1.2 文章结构本文将按照以下结构展开讨论低温锡浆的使用方法:1) 引言:本节将简要介绍低温锡浆的背景和重要性。
2) 正文部分:本节将详细介绍低温锡浆的定义和特点,并分为以下几个方面进行讨论:2.1 低温锡浆的定义和特点:该部分将阐述低温锡浆的含义和其与传统锡浆的区别。
我们将介绍低温锡浆的主要特点,如其在低温条件下的流动性、粘度和粘附性等。
2.2 低温锡浆的使用方法:本部分将具体介绍如何正确使用低温锡浆。
我们将分为以下几个方面进行讨论:2.2.1 准备工作:我们将讨论在使用低温锡浆之前需要做的准备工作,如设备和材料的准备,以确保操作顺利进行。
2.2.2 涂布步骤:该部分将详细描述低温锡浆的涂布步骤,并提供一些实用的技巧和建议,以确保涂布效果和质量。
锡浆的存放与使用流程

每12小时清洁一次
注意事项﹕
1.轻拿轻放﹐小心损坏钢网刮刀
2.清洁时保持周围环境整洁
清洁钢网过程﹕
F1→F6→F5→开盖取出钢网(拉尺刻度)→清洁钢网→吹网→放回原位置(拉尺刻度)→放下机盖→按System→F8
清洁刮刀过程﹕
F1→F6→F4→F1→开盖→取刮刀→清洁刮刀→吹干→装上刮刀→放下机盖→按System→F1→F8
锡浆的存放与使用
印刷工序控制
步骤
确认内容
刮浆前确认
产品型号﹑锡浆型号
状态贴纸﹕出雪柜时间﹐解冻时间﹑可使用时间﹐开盖时间﹐报废时间
钢网确认
钢网名称﹑钢网对应机型
PCB确认
PCB P/N﹐version No
确认印刷机参数
刮刀压力﹑刮刀速度
分离速度﹑印刷间隙
总乞压﹑擦网频率
顶针确认
使用顶针检查模板
确认PCB平面度
1.A类计测器﹕定期校准的计测器; B类计测器﹕用于监视和观测等定期校准对象外的仪器
2.计测器校验环境﹕温度﹕20±2℃,湿度﹕45-75%RH
3.内校2次/年﹐外校1次/年
4.校验记录保存5年
水平度
搅拌锡浆
机器搅拌后仍须在使用前进行人工搅拌﹐
顺时针匀速搅拌
判定标准﹕
1ቤተ መጻሕፍቲ ባይዱ表面细腻﹐呈金属光泽
2.用刮刀挑起﹐锡浆可匀速落下﹐长度保持在3cm左右
加入锡浆
首次﹕高度1.5cm,长度宽于印刷面1cm,
定量500g
印刷过程﹕100panel加锡一次﹐每次90g
加锡浆过程﹕
F1→F3→F2→开盖加锡→放盖→按System→F1→F8→F1→完成
REFLOW OVEN (锡浆)温度检查说明指示(HELLER 1700EXL)(AV-090)
指示表一. 版本二. 目录三. REFLOW OVEN (锡浆)温度检查说明一.REFLOW OVEN 锡浆PROFILE 曲线的分区说明.1234End 1.The Preheat Zone(预热阶段).从室温加热到150度.(Zone1,2)2.The Soak/Dry-out Zone(浸润阶段).温度在150至180度之间.(Zone3,4)3.The Reflow Zone(回流阶段).温度超过180度,并在215度以下(Zone5)4.The Cooling Zone(冷却阶段).温度从180度冷却至室温.(Zone6) 二.各温区曲线温度时间及升/降斜率的限制.1.在Zone3.4 温度在150-180度之间控制在60至120秒.PIE根据曲线图中第2与3条虚线间标出时间, (根据曲线时间每格为15秒,虚线介于4格至8格为合格)2.在Zone5(Time Over) 温度超过180度控制在45至90秒.3.Peak Temp(最高温度)小于215度.4.Peak Time reached(到达最高温度时间)应小于6.5分钟.5.Max Slope by zone(deg c/sec)a. 在Zone1,2,3, 4,5上升斜率不超过4度/秒.b. 在Zone5,6, Zone End 下降斜率不超过10度/秒.6.Overall Max Slope (最大上升/下降斜率)" + "不超过4度/秒" - " 不超过10度/秒三.其它.1.Profile 报告日期.2.Process (Solder)3.炉温设置.4.运输链条速度.5.Probe Map 探针分布图.6.Reflow checker 使用5条探针测试点分布在PCB不同位置进行测试四.注意.1.以上各项全部合符要求,温度图才算合格.如有疑问通知组长及AI工程人员.2.PIE及IPQC检查完后在曲线图右上角签名证实.3.管理人员加签名证实.。
锡浆使用时的注意事项

锡浆使用时的注意事项1.锡浆的保存必须以密封形态存放在恒温,恒湿的冰箱内,如温度升高,锡浆中的合金粉末和焊剂化学反应后,使粘度上升而影响其印刷性,如果温度过低(零度以下),焊剂中的松香成分会发生结晶现象,使锡浆形状恶化.2.锡浆从冰箱中取出不能直接使用,以免空气中的水气凝结而混入其中,必须在室温下回温,不可使用加热的方法使其回温,这会使锡浆性能劣化.3.锡浆被印于后,放置于室温过久会由于溶剂挥发,吸收水等原因造成性能劣化,因而要尽量缩短进入回流焊的等待时间.4.使用前应用刮刀等工具对锡浆充分搅拌,以使锡浆内部颗粒均匀一致,并保持良好粘度.锡浆印刷过程的工艺控制1.刮刀压力:刮刀压力的改变,对印刷来说影响重大.太小的压力,导致PCB板上锡浆量不足;太大的压力,则导致锡浆印得太薄.2.印刷速度:在印刷过程中,刮刀刮过钢网的速度是相当重要的,因为锡浆需要时间滚动并流进网板的孔中,最大印刷速度决定于上最小引脚间距.3.印刷厚度:印刷厚度是由钢网所决定的,钢网厚度是与IC脚切密切相关的.4.分离速度:分离速度太快,会使锡浆拉尖.5.钢网清洗:在锡浆印刷过程中一般每隔10块板需对钢网底部清洗一次,以消除其底部的附着物.通常采用无水酒精作为清洗液.6.另外一些值得考虑的地方:从印刷的观点来看,最好是在工艺参数调整好后进行不间断的成批印刷,这样就能保证印刷质量的一致性.常见缺陷及解决办法印刷不完全开孔阻塞或部分锡浆粘在钢网底部;锡浆粘度太小;锡浆中有较大尺寸金属粉末颗粒;刮刀磨损清洗钢网;选择粘度合适锡浆;选择颗粒大小合适的锡浆;换新刮刀塌边刮刀压力太小;PCB板定位不牢;锡浆粘度或金属含量太低调整压力;重新固定PCB板;选择合适粘度的锡浆锡浆太薄钢网厚度不符合要求;刮刀压力太小;锡浆流动性差,选择厚度合适钢网;调整刮刀压力;选择颗粒度和粘度合适的锡浆厚度不均钢网与PCB板不平行;锡浆搅拌不均匀,使得颗粒度不一致,调整PCB板的相对位置;印前充分搅拌锡浆边缘和表面有毛刺产生的原因可能是锡浆粘度偏低;焊盘涂层太厚;钢网孔壁粗糙选择粘度略高的锡浆;制板时严格控制涂层厚度;印刷前检查钢网开孔的质量。
锡浆温度 -回复

锡浆温度-回复
锡浆温度通常是指锡浆的加工温度或使用温度。
锡浆是由锡粉和熔剂混合而成的液体,常用于电子焊接或其它工业制造过程。
在电子焊接中,锡浆通常用于焊接电路板上的电路元件。
一般情况下,锡浆的加工温度为200°C到300°C左右。
温度越高,锡浆的粘度越低,使其更容易涂布在电路板上。
但同时也要注意过高的温度可能会引起锡浆的氧化或其他不良反应。
在使用锡浆进行焊接时,锡浆的温度应该适中,一般在210°C左右。
这样可以确保锡浆能够顺利熔化并与焊接表面的金属接触,形成坚固的焊接连接。
需要注意的是,不同的锡浆和焊接工艺可能有不同的温度要求。
在使用锡浆时,应该参考所使用的锡浆的技术说明书或咨询相关的技术人员,以确保操作温度正确。
锡浆、胶水储存与使用规定作业书

作温度22℃-28℃。从冰柜中取出的锡浆、胶水在22℃-28℃
的环境中应回温2小时以上,再充分搅拌均匀后方可使用。(一般机器搅拌3分钟左右,手动搅拌5-10分钟)
不要将用过的锡浆与新锡浆混装在一起,且不能有其它溶剂
混入。应分批将锡浆放到网板上,保持锡浆的新鲜性与滚动
性。
摊放在网板上的锡浆停用、不滚动时间最好不超过1小时。
开盖后锡浆应在24小时内用完,超过24小时最好不要再使
用。锡浆的取用应遵循先进先出的原则。加锡膏及红胶应按照小量多次的方法.
取出的锡浆、胶水必须在瓶身的标识上准确填写有关项目;使用者在使用前必须计算其解冻时间超过2小时方可使用,并在标识上填写有关项目。
作业指导书
文件编号:
版本:
Station(工位):锡浆、胶水储存与使用规定
Illustration(图解操作步骤)
Important(重点)
1
2
3
4
5
锡浆、胶水在放入冰柜冷藏前,存放者须将识别标识贴于瓶
盖上(标识如右示意图),并准确填写存放日期及签名。
用完的锡膏瓶请放到指定的地方.注意环境保护.
锡浆胶水识别标识:
存放起始日期
存放人
解冻起始时间
经手人
开始使用时间
使用人
制作:李成艳
审核;
制作日期:2008-8-8
一、工程人员每十二小时检查冰柜温度,并将结果记录在《冰柜温度记录表》上,如有异常须进行调节或检修。
二、物料员在取用锡浆、胶水前应先检查冰箱里温度计的显示是否正常(正常温度为2℃-10℃,相对湿度(30%-70%)RH),如有异常应通知工程人员检查。
锡浆、胶水的保存与使用.

5.6 生产人员应留意锡浆、胶水有效日期、逾期不得使用。 5.7 对超过保质期限之锡膏、胶水或在使用过程中发现质量问题,如回温超出40小时立即停止使用, 速联络废品回收公司进行报废处理。
六、附表
1. 锡浆、胶水回收使用标签。 2. 冰箱温度记录表。
倍祺 年份 月份 日期 编号
5.3 所有锡浆、胶水必须存放在冰箱内,冰箱温度控制在2℃-10℃之内。 5.4 物料员每12小时一次检查贮存锡浆、胶水的冰箱温度,并把结果记录在《冰箱温度记录表》 上,发现异常立即通知工程人员解决。 5.5 锡浆、胶水在使用前必须先回温6小时,并认真填写《锡浆、胶水回收使用标签》,如在仓回 温到达12小时不使用应立即放回冰箱中重新冷却,并将《锡浆、胶水回收使用标签》撕掉。 如在生产线到达24小时不使用或用不完应做报废处理 5.5 所有锡浆、胶水应遵守“先进先出”原则。 例如:BQ 09 06 20 001
四、职责
4.1 品质部 来料的检验及保存与使用过程的监控。 4.2 物料部 对物料的贮存提供有 效的条件。 4.3 生产部 按要求正确使用锡浆、胶水并做进、出、回温,使用等记录。 4.4 工程部 对锡浆、胶水的保存与使用提供必要的支援。
五、作业步骤
5.1 保质期限锡膏为6个月,红胶为3个月; 5.2 所有送到公司内的锡浆、胶水须及时送交物料部进行编号存放, 例如:BQ 09 06 20 批准:
文件编号:QD-MD-001 版本:1.1 生效日期:2015.08.01
第 1 页,共 1 页
文件名称:锡浆、胶水的保存与使用
一、目的
指导对锡浆、胶水的正确保存和使用,以确保产品品质。
二、适用范围
冠锦电子有限公司
三、参考文件
锡浆制作方法和配方
锡浆制作方法和配方(原创版4篇)《锡浆制作方法和配方》篇1锡浆是一种用于装饰糕点、饼干和巧克力等食品的粘稠液体,通常由糖浆、糖粉、水、柠檬酸和食用色素组成。
以下是一个简单的锡浆制作方法和配方:材料:-糖浆3/4 杯-糖粉1 杯-水1/4 杯-柠檬酸1/2 茶匙-食用色素适量(可选)制作方法:1. 将糖浆、糖粉和水倒入锅中,搅拌均匀。
2. 加热混合物,搅拌至糖完全溶解,混合物变得光滑。
3. 加入柠檬酸,继续搅拌至混合物变得透明。
4. 根据需要加入食用色素,搅拌均匀。
5. 将混合物倒入干净的容器中,存放在冰箱中,直到需要使用。
使用时,将锡浆涂抹在糕点或饼干上,然后用刷子或刀子将其抹平。
《锡浆制作方法和配方》篇2锡浆是一种常用的防水涂料,用于保护建筑物表面的材料。
以下是一个简单的锡浆制作方法和配方:材料:-锡粉:100 克-酒精:200 毫升-氢氧化钠(NaOH):2 克-水:适量制作方法:1. 将100 克锡粉放入一个容器中,加入200 毫升酒精,搅拌均匀。
2. 将2 克氢氧化钠加入水中,搅拌均匀。
将氢氧化钠溶液缓慢地倒入锡粉和酒精的混合物中,继续搅拌,直到混合物变得均匀且没有锡粉团。
3. 将混合物倒入另一个容器中,加入适量的水,搅拌均匀。
水的量应该足够使得混合物能够流动,但不要太多,以免影响锡浆的防水效果。
4. 将混合物涂抹在建筑物表面,等待干燥即可。
需要注意的是,锡浆的制作和施工都需要小心谨慎,以免锡浆对皮肤和眼睛造成伤害。
在制作和施工过程中,应该佩戴好手套和护目镜。
《锡浆制作方法和配方》篇3锡浆是一种常用的陶瓷制作材料,用于粘合陶瓷部件并在烧制过程中防止氧化。
以下是一个简单的锡浆制作方法和配方:-锡粒:100 克-水:50 克-硼砂:2 克-酒精:20 毫升制作方法:1. 将锡粒放入耐火容器中,加热至锡粒融化。
2. 倒入水,搅拌均匀。
3. 加入硼砂,继续搅拌至硼砂完全溶解。
4. 倒入酒精,再次搅拌均匀。
锡浆的存放与使用
印刷工序控制
步骤
确认内容
刮浆前确认
产品型号﹑锡浆型号
状态贴纸﹕出雪柜时间﹐解冻时间﹑可使用时间﹐开盖时间﹐报废时间
钢网确认
钢网名称﹑钢网对应机型
PCB确认
PCB P/N﹐version No
确认印刷机参数
刮刀压力﹑刮刀速度
分离速度﹑印刷间隙
总乞压﹑擦网频率
顶针确认
使用顶针检查模板
确认PCB平面度
产品追溯过程
仪校工作流程
1.A类计测器﹕定期校准的计测器; B类计测器﹕用于监视和观测等定期校准对象外的仪器
2.计测器校验环境﹕温度﹕20±2℃,湿度﹕45-75%RH
3.内校2次/年﹐外校Hale Waihona Puke 次/年4.校验记录保存5年
进料检查流程
外观不良分析流程
功能不良分析修理流程
水平度
搅拌锡浆
机器搅拌后仍须在使用前进行人工搅拌﹐
顺时针匀速搅拌
判定标准﹕
1.表面细腻﹐呈金属光泽
2.用刮刀挑起﹐锡浆可匀速落下﹐长度保持在3cm左右
加入锡浆
首次﹕高度1.5cm,长度宽于印刷面1cm,
定量500g
印刷过程﹕100panel加锡一次﹐每次90g
加锡浆过程﹕
F1→F3→F2→开盖加锡→放盖→按System→F1→F8→F1→完成
钢网刮刀清洁
每12小时清洁一次
注意事项﹕
1.轻拿轻放﹐小心损坏钢网刮刀
2.清洁时保持周围环境整洁
清洁钢网过程﹕
F1→F6→F5→开盖取出钢网(拉尺刻度)→清洁钢网→吹网→放回原位置(拉尺刻度)→放下机盖→按System→F8
清洁刮刀过程﹕
锡浆 使用技巧

锡浆使用技巧锡浆是一种常用的焊接材料,常用于电子、电器、汽车、航空航天等领域的焊接工艺中。
以下是锡浆使用的一些技巧。
首先,选择适合的锡浆。
锡浆的成分通常是锡和一些助焊剂的混合物,助焊剂可以提高焊接的质量和可靠性。
根据具体的焊接要求,选择适合的锡浆,例如需要高温抗氧化能力的焊接可以选择含有氧化锡的锡浆。
其次,正确使用锡浆。
在使用锡浆之前,首先需要将焊接表面清洁干净以去除灰尘、油渍等污染物。
然后,将锡浆涂抹在焊接表面,可以使用刷子、滚涂或喷涂等方式涂抹。
注意涂抹的均匀和薄度,过厚的锡浆会导致焊点过高,过薄则可能会导致焊点不牢固。
另外,控制熔化温度。
锡浆的熔点通常在183℃左右,所以在使用锡浆焊接时需要控制好焊接的温度。
温度过高会导致锡浆熔化过快,影响焊接质量;温度过低则会导致锡浆熔化不彻底,影响焊接效果。
因此,在焊接过程中应根据锡浆的熔点和具体的焊接要求来控制焊接温度。
此外,注意锡浆的保存。
锡浆在长时间的保存和使用过程中,容易氧化和污染,影响其焊接效果。
因此,在不使用锡浆时,应将其密封保存在干燥、通风、阴凉的地方,避免阳光直射和高温环境。
同时,定期检查锡浆的质量和有效期,如有异常应及时更换。
最后,注意锡浆的安全使用。
焊接过程中会产生高温和有害气体,如二氧化碳、二氧化硫等。
为了保护工作人员的安全,应在焊接区域提供足够的通风条件,并佩戴防护眼镜、口罩、手套等防护装备。
总结起来,锡浆使用技巧包括选择适合的锡浆、正确使用锡浆、控制熔化温度、注意锡浆的保存和注意安全使用。
通过正确的使用锡浆,可以提高焊接质量和可靠性,保障焊接工艺的顺利进行。
锡浆的用途

锡浆的用途锡浆是一种由金属锡和液体介质混合而成的浆状物质。
它有着广泛的用途,涉及多个领域,包括电子、电气、通信、冶金、化工、建筑等。
下面我将详细介绍锡浆的主要用途。
首先,在电子领域,锡浆在电子元件制造中起着重要的作用,尤其是在印刷电路板(PCB)的制备中。
锡浆可以用于制作PCB上的焊盘和焊线,用于连接电子元器件并提供电子信号传输。
此外,锡浆还可以用于封装芯片,提供良好的焊接和封装效果。
锡浆在电子元件制造中的重要性不言而喻,它不仅可以提高产品的质量和可靠性,还可以提高生产效率。
其次,在电气领域,锡浆被广泛用于电线电缆的制造和维护过程中。
由于锡具有良好的导电性和耐腐蚀性,所以锡浆可以用于电缆的绝缘和导电层的涂覆。
这些涂覆层在电缆中起到保护和增强电导的作用,提高了电缆的传输效率和使用寿命。
第三,在通信领域,锡浆被广泛应用于无线通信设备的制造和维护中。
锡浆可以用于高频线路和天线的制备,提供稳定的信号传输和接收效果。
此外,锡浆还可以用于射频(RF)屏蔽涂层的制作,提供对干扰源的屏蔽效果,提高通信质量和可靠性。
第四,在冶金领域,锡浆被广泛应用于金属矿石的提炼过程中。
锡浆可以与金属矿石中的杂质反应,形成易于分离的化合物,从而提高矿石的纯度和提取效率。
此外,锡浆还可以用于金属合金的制备,改善合金的结构和性能,提高金属制品的质量和应用性。
第五,在化工领域,锡浆被广泛应用于催化剂的制备和使用中。
锡浆可以作为催化剂的基础物质,通过调控锡浆的成分和结构,来提高催化剂的活性和选择性。
催化剂在化学反应中起到重要的催化作用,可以加速反应速度,提高反应效率,降低反应温度和催化剂的使用量。
最后,在建筑领域,锡浆被广泛用于建筑和装饰材料的制备中。
锡浆可以作为涂料、防锈剂和密封剂的成分,增加材料的附着力、耐久性和保护性能。
锡浆还可以用于玻璃和瓷砖的制作,提供镜面和光亮效果。
锡浆在建筑领域的应用使得建筑材料更加美观、耐用且环保。
综上所述,锡浆具有广泛的应用领域和用途。
锡浆存放及使用指导
1 2 3 4 5 項 目 1 2 3 4 5 6 序 號 1 2 3 4 5 6 7 物料編號 Part No.
作業標準
物料名稱
用 量
工具名稱
准備者
生產
序 輔材料名稱 號 1 2 3 4 5 6 7 審核者 批准者 品質 工程
第 1 之 2 頁
IN NO:
SDE-IN-B0107 0
作 業 指 導 書 Production Working Instruction
作業名稱 錫漿存放及使用指導 型號 作業內容
一.目的:有效控制錫漿的存放及使用,保証錫漿用量和確保產品品質. 二.錫漿的存放及使用: 1.所有的錫漿必須經IQC抽測其粘度合格后貼上IQC之"PASS"標簽才能使用,錫漿儲存在雪柜內, 保持在0~10℃之間,每天4次對雪柜內的溫度進行檢查,將檢查結果記錄在<<雪柜溫度監察圖>>. 2.錫漿儲存有效期:規定在0~10℃,有效期為3個月. 3.先進先出管理:采用星期與月份的區分方法並規定如下(同一月的按錫漿LOT NO順序取用): 左圖所示為錫漿貼紙樣本,其中X代表月份:如1~12月;WKY代表當月中的第幾周轉Y為1-4); 如X為1,Y為1,則整個圖示表示1月份中的第一周(在使用錫漿時應按當月的第一周開始). 4.取出錫漿使用時,必須查看錫杯來料檢簽上的失效日期(EXPIRY)是否到期, X 如發現過期錫漿經IPQC與PE判斷NG的由生產部交還貨倉作報廢處理. WKY 5.當錫漿從雪柜取出來時,由替位填寫<<錫漿使用時間記錄表>>之出雪柜日期,時間 並簽名,將記錄表貼在錫瓶上,此錫瓶不能馬上打開,必須將錫瓶放在室內,放置時間≧3小時. 使用前要攪拌5分鐘,攪拌后填寫<<錫漿使用時間記錄>>標貼之攪拌日期和時間. 6.每天上班時由IPQC抽檢一瓶錫漿測試其粘度. 7.開蓋使用前由替位填寫《錫漿使用時間記錄表》,之開蓋時間和截止使用時間. 8.在鋼網上加上錫漿后應將杯蓋蓋好,以防止錫漿氧化. 9.每天收工前將鋼網上的錫漿用瓶裝起來蓋好,以便下一班再用. 10.對于儲存溫度超過0~10℃的錫漿及從雪柜內取出時間超過24小時的錫漿,由生產部開出 "PSUG"經IPQC和工程部確認后依"PSUG"處理程序進行處理. 版本 日期 0 Mar-26,03 更改內容 首次發行 版本 日期 更改內容 簽名 日期
锡浆使用规则指引

表》上填写锡浆的使用情况.
5.6每天由IPQC抽检一瓶未搅拌的锡浆(已解冻锡浆),测试其粘度,并在《锡浆粘度测试记录
表》上作好记录.
5.7在钢网上加锡浆后应将杯盖盖好,防止锡浆风干、氧化.
5.8每天下班前将钢网上的锡浆用杯装起来盖好,以便下一班再用.
5.4取出锡浆使用时,必须查看锡杯来料标签上的失效日期是否到期,如发现过期锡浆,不能投
拉使用,须交PE工程师确认后作报废处理;锡浆使用前生产人员必须对锡浆进行搅拌,搅拌时间为10~15分钟(SCC搅拌时间为1分钟),并在《锡浆使用时间记录》记录搅拌日期和时间.
5.5当锡浆发放到生产线使用时,替位必须在《锡浆使用时间记录》上如实填写开盖日期和时
5.14注意事项
5.14.1测量冰箱的温度时,温度计必须放在冰箱中间的方格内.
5.14.2锡浆经PE工程师确认报废后,需在《锡浆使用时间记录》上记录报废日期、时间,
并签名.
5.14.3作业员必须戴手套方可拿取锡浆.
6.流程图(见6页)
7.记录
《雪柜温度监控记录表》SDL-FM-Q0006
《温湿度监控记录表》SDL-FM-Q0022
3.2.2锡浆质量出现异常及时反映.
3.2.3作业员按本指引使用锡浆.
3.3工程部
3.3.1指导和监督生产线作业员正确使用锡浆.
3.3.2锡浆出现异常时的分析、对策,确定锡浆的使用与报废.
3.4品质部
3.4.1负责锡浆来料的检验.
3.4.2负责锡浆的贮存及使用环境的监控.
3.4.3监督各部门按本指引规定执行.
月份贴纸
X表示锡浆入仓时的月份(1-12)
锡浆用量计算公式

锡浆用量计算公式好的,以下是为您生成的关于“锡浆用量计算公式”的文章:在电子制造领域,锡浆的用量可是个关键的环节。
要是锡浆用多了,那成本就上去了,还可能影响产品的性能;要是用少了,焊接不牢固,产品质量就没保障。
所以,搞清楚锡浆用量的计算公式,那可太重要啦!先来说说锡浆用量计算的基本原理。
其实就是根据焊接点的大小、数量,还有锡浆的覆盖面积这些因素来综合考虑。
就像我之前在一家小电子厂帮忙的时候,有个新手工人总是把握不好锡浆的用量。
那是一批小型电路板的组装任务,每个电路板上都有密密麻麻的焊点。
他一开始总是凭感觉来加锡浆,结果有的焊点锡多到堆成了小山,有的却少得可怜,几乎没连上。
这可把质检的师傅给气坏了,直接让他重新返工。
那锡浆用量具体怎么算呢?咱们先看单个焊点的情况。
假设一个焊点的直径是 D(单位:毫米),高度是 H(单位:毫米),那么这个焊点的体积 V 就约等于π×(D/2)²×H 。
但这只是理想状态下的体积,实际操作中,由于锡浆的流动性和焊接过程中的损耗,通常还需要加上一个修正系数 K 。
如果是多个焊点,那就把每个焊点的体积算出来,再乘以焊点的数量 N ,得到总的锡浆用量。
举个例子来说吧,有一块电路板,上面有 50 个焊点,每个焊点的直径是 0.5 毫米,高度是 0.3 毫米,修正系数 K 取 1.2 。
那先算出单个焊点的体积:V1 = 3.14×(0.5/2)²×0.3 ≈ 0.0589 立方毫米然后总的锡浆用量 V 总 = V1×N×K = 0.0589×50×1.2 ≈ 3.534 立方毫米在实际工作中,还得考虑锡浆的密度。
不同类型的锡浆密度可能会有所不同,这也会影响最终的用量计算。
另外,环境因素也不能忽略。
比如说,车间的温度和湿度要是不合适,锡浆的流动性就会变化,这也可能导致实际用量和计算值有偏差。
锡浆的使用方法(A-0010)
指示表2. 目录3/4. 锡浆的使用方法3.使用时应首先检查使用期限及先用旧原则(FIFO)取出放在室温内解冻8小时, 若暂不使用解冻超过24小时应放回冰箱内.4.锡浆需放入锡浆搅拌机上搅拌8分钟(详见锡浆搅拌机操作指示)5.打开盖用温度表测量锡浆温度在20-30度范围为可接受使用温度.6.将锡浆加在网上,剩余的必须盖好,如不用,即放回雪柜内.7.记录开罐时间和使用时间(详见说明).8.加锡浆必须适量.用后网上剩余的锡浆必须报废.9.在网上使用的锡浆4小时应更换新鲜锡浆印,在线路板上需在3小时内用完.丝网每4小时清洗一次10.下班或转型号时应将网上余下的锡浆清理干净,将废弃的锡浆置于处理罐中.11.开盖后使用期限:锡浆2天,需整罐用完,过期应报废.12.时间控制请参考考室内钟表.二.罐号标贴及使用记录说明.1.罐号:1.1 编 号:----物料编号填上相对应雅达物料编号.1.2 罐 号:----收到新锡浆/胶水时,按顺序编上罐号.例: 01 05 012001年5月第1罐1.3 有效期限:----抄上供应商提供有效期限.1.4 开罐日期:----第一次打开罐盖日期. 例99/02/10上午.:01/05/10上午1.5 使用期限:----第一次打开罐盖日期再加上2天,例: 01/05/016下午(锡浆).1.6 使用签名:----第一次打开罐盖者签名.注:1.1至1.3项收物料填写,1.4至6项第一次使用时填写.物料编号:XXXXXX物料编号: XXXXXX相应物料编号日期: 填上使用时日期.罐号: 填上使用锡浆/胶水罐号,使用时需以顺序从小至大.使用温度: 填上使用时所测量温度.温度必须在20-30度范围内才能使用.使用期限: 第一次打开罐盖日期再加上两天。
使用: 1.加锡浆: 记录加上时的时间.2.用完/清除 :记录用完或将多余的清除时的时间,用完/清除时间必须在锡浆加上4小时的时间内.机 器: 填上使用的机器编号.操作员 : 使用的操作员签名.QC : IPQC检查合格后签名.三.锡浆在丝印机使用说明(锡浆500G/罐)1 上班后或转MODEL第一次加锡浆适量约250G(1/2罐),并均匀条状散布在丝网上,能覆盖所有网孔..2.刮刀滑动时锡浆能在刮刀与丝网之间作滚动运动。
锡浆

Introduction to Solder Paste 锡浆的介绍Solder Paste 锡浆Learning Objectives¾Combination of Paste组合成份¾Paste Classifications锡浆的分类¾Solder Paste Handling锡浆的处理¾The Relationship that Process Variable has on Selection of Solder Paste 锡浆选择与工艺变数的关系¾The Important Characteristics Considered in Selection of Solder Paste 选用锡浆时应予考虑的各种重要特性¾Solder Paste Tests for Solder Paste Evaluation锡浆评估的各种锡浆测试方法Introduction to Solder paste/锡浆的介绍•Description/描述:• A thixotropic fluid consisting of a flux vehicle and a suspension of metal particles 由流动性的媒介物助焊剂和悬浮的金属颗粒组成.•Purpose/目的:•Offers a solder medium to form solder joints in reflow process with enough electrical and mechanical strength.在回流工艺中以焊料介质焊接接合点并形成有足够的电子和机械强度.•Good Solder Paste Offers/好的锡浆有以下好处:•Good Solderability / 好的可焊性•Printability /可印刷性•Consistent quality /品质的一致性What is Solder Paste ?什么是锡浆•Combination of/组合成份:9Alloy (solder Powder):合金(锡粉)9Flux Vehicle :助焊剂介质9Flux :助焊剂9Activator:催化剂9Solvents:溶剂9Additives:添加剂Paste Classifications 锡浆的分类Paste Classifications/锡浆的分类Solder paste are defined by its characteristics: /从特性定义锡浆1.Flux -Depends on criteria such as probe testable, e.g NC-SMQ 92J助焊剂-依靠标准如探针可测性例如NC-SMQ 92J2. Mesh Size-Dependent on the application pitch size e.g -325/+500网孔尺寸-依据应用的间隙尺寸,例如-325/+5003. Alloy Type-Depends on operating temperature e.g Sn63 Pb37合金的类型-依据操作温度: 例如锡63 /铅374. Metal Load-Depends on flux type and application method.金属的负荷量-依据助焊剂的类型和应用的方法.5. Viscosity -Metal load will determine the viscosity粘度-金属的负荷量将决定粘度.1.Resin -rosin or synthetic resin based flux system which requires solvents toremove residues (some RMAs qualify as no-clean fluxes)树脂-松香或合成树脂助焊剂系统是需要溶剂移去殘留物. (一些RMAs认证为免洗助焊剂)2. NC (no-clean)-residues are benign and are not removed after reflow免清洗-回流焊接后殘留物是良性的且不能离动.3. WMA (water soluble mildly activated)-residues are removed byrinsing in water水溶性-在清水中可将殘留物洗干净.RFlux/助焊剂Resin /树脂NC/免清洗Water Soluble/水溶性Organic Activator有机催化剂VOC FreeOrganic Acid & Salt有机酸&盐Inorganic Acid & Salt无机酸&盐Organic Amines & Salt有机胺&盐RMA RA RSAHow is Flux Classified?助焊剂怎样分类J-STD-004 divides fluxes into 4 categories and each categories subdivided into 6 activity levels.J-STD-004将助焊剂分为4类且每类细分成6个等级.Categories 种类Flux Activity Levels 助焊剂活性等级Rosin (RO)松香型L0Resin (RE)树脂型L1Organic (OR)有机型M0Inorganic (IN)无机型M1H0H1Flux activity levels are determined by results for copper mirror testing,corrosion testing, Surface Insulation Resistance (SIR) and Halide content.Halide containing fluorine, chlorine, bromine, iodine may be part of the flux-activator system. The ionic residues of which must be removed.助焊剂的强度是由铜镜测试,腐蚀测试,表面阻抗测试和卤化物的含量结果决定的.卤化物中的氟,氯,溴,碘也许是助焊剂中催化系统的一部分,这些离子的殘留物必须去除掉.L=Low or no flux residue activity M=Moderate flux residue activity H=High flux residue activity 0 or 1 indicate absence or presence of halide in the fluxHow is Flux Classified?助焊剂怎样分类Flux Classification is Based on Material Composition and Halide Content (J-Std-004)助焊剂分类依据材料组成成份和卤化物的含量Flux Type Symbol助焊剂类型代号Flux CompositionMaterial助焊剂组成成份的材料Symbol代号 Flux Activity Level(%Halide) 助焊剂活性等着级Flux Type助焊剂类型A Rosin 松香RO Low (0%) 低L0B Rosin RO Low (<0.5%)L1C Rosin RO Moderate (0%) 中M0D Rosin RO Moderate (0.5 to 2%)M1E Rosin RO High (0%)H0F Rosin RO High (>2%)H1G Resin 树脂RE Low (0%)L0H Resin RE Low (<0.5%)L1I Resin RE Moderate (0%)M0 J Resin RE Moderate (0.5 to 2%)M1 K Resin RE High (0%) 高H0 L Resin RE High (>2%)H1 M Organic 有机物 OA Low (0%)L0N Organic OA Low (<0.5%)L1 P Organic OA Moderate (0%)M0 Q Organic OA Moderate (0.5 to 2%)M1 R Organic OA High (0%)H0 S Organic OA High (>2%)H1 T Inorganic 无机物IN Low (0%)L0 U Inorganic IN Low (<0.5%)L1 V Inorganic IN Moderate (0%)M0 X Inorganic IN Moderate (0.5 to 2%)M1 Y Inorganic IN High (0%)H0 Z Inorganic IN High (>2%)H1WS609 OM5000How is Flux Classified / 助焊剂怎样分类?All R / AII R类型Some RMA / 一些RMA类型L0 Type Fluxes / L0类型助焊剂Some low solid “no-clean”/ 一些低固形物免洗类型Most RMA / 大多数RMA类型L1 Type Fluxes / L1类型助焊剂Some RA / 一些RA类型Some RA / 一些RA类型M0 Type Fluxes / M0类型助焊剂Some low solids “no-clean”/ 一些低固形物免洗类型M1 Type Fluxes/ M1类型助焊剂Most RA, some RSA / 大多数RA类型,某些RSA类型H0 Type Fluxes/ H0类型助焊剂Some water soluble / 一些水溶性类型Some RSA / 一些RSA类型H1 Type Fluxes/ H1类型助焊剂Most water soluble and synthetic activated / 大多数水溶性及合成活性类型Process with post solder cleaning / 清洗工艺No-clean soldering process免洗工艺ElectronicsProduct Class Rosin/松香(RO)Resin/树脂(RE)Organic/有机(OR)Rosin /松香(RO)Resin/树脂(RE)Organic/有机(OR)I L0, L1, M0, M1, H0, H1L0, L1, M0, M1L0, L1, M0, M1L0, M0 II L0, L1, M0, M1L0, L1, M0L0, L1, M0L0, M0 III L0, L1L0, L1L0, L1L0Classified by Flux从助焊剂作分类Functions of Flux/助焊剂的功能¾Remove surface oxides on the substrate as well as powderAct as oxidation barrier during reflow去除基层和锡粉表面氧化物,在回流焊接时阻止表面再次氧化¾Lower the surface tension of the paste to form a more efficient wetting joint ¾降低焊浆的表面张力从而达到有效的润湿焊接.¾Act as oxidation barrier during reflow¾在回流焊接时阻止氧化Flux Vehicle Chemistry/助焊剂载体化学性质1.Resin/Rosin: 树脂/松香•Modified / synthetic rosin /改良的或人工合成的松香•Act as oxidation barrier/阻碍氧化•Tacky and viscous/带有粘性2.Solvent:溶剂•Dissolved chemicals/constituents 溶解的化学物质/成分•Evaporated during preheat /在预热过程中蒸发•Control viscosity and rheology/控制粘度及流动性Flux Vehicle Chemistry/助焊剂载体化学性质3.Activator: 催化剂•Cleaning agent during reflow在回流过程中作清洁剂•Dissolves oxides off the metal surfaces & promote wetting 溶解脱离金属表面的氧化物&提高焊接效果4.Thickener: 增浓•Regulates viscosity/控制粘度5.Rheology Modifier: 改变流动性•Control paste stability / 控制锡浆稳定性Flux Vehicle Chemistry/助焊剂载体化学性质Mesh Number gives the number of wires per inch of screen.网孔的数目确定了钢网每英寸金属线的数目。
锡材使用规范
3.《換錫記錄表》
4.《温度記錄表》
核准
審核
編制
日期
2.使用﹕
2.1﹑錫材使用的最高溫度不得高于500℃。
2.2﹑在開錫爐時或每次填錫時應攪拌錫﹐使其各成分均勻。
2.3﹑錫爐每鍍一次錫后應刮淨表面之氧化物﹐其刮出的氧化物應收集擺放于
錫材報廢區報廢處理。
2.4﹑使用錫絲時所產生的廢錫需收集擺放錫材報廢區報廢處理。
2.5﹑有铅錫與无铅錫之識別﹕
從物理特性顏色識別﹕无铅錫焊點顏色呈白色﹐色澤光亮﹔有铅錫顏色呈銀灰色﹐色澤暗淡。
從液相點來識別﹕无铅錫在217℃就開始由固態變為液態﹔有铅錫在275℃~302℃時開始由固態變為液態。
2.6﹑倉庫負責對各种型号之錫材庫存標識與區隔﹑存放。
2.7﹑使用單位負責現場錫材之標識與區隔。
2.8、没有标示的锡材作报废处理。
核准
審核
編制
日期
文件編號
版 本
A0
頁 數
第2頁共3頁
2.8﹑錫材標識﹕需在锡材有其型号的标示,在使用锡材有标示的地方最后使用
2.14﹑嚴禁員工將錫絲分成小段而未作任何標識。
2.15﹑嚴格按照《生產作業指導書》及《基本材料明細表》作業。
2.16﹑IPQC巡檢時需監督高﹑低溫錫材不充許混用。
3. 更換 (錫爐的錫在使用中由于錫或錫爐的原因需求更換錫或錫爐)﹕
3.1﹑檢驗作業
3.1.1﹑IPQC負責對生產所有使用中的錫爐進行監督查核。
定之依據。
核准
審核
編制
日期
文件編號
版 本
頁 數
第3頁共3頁
3.1.5﹑IPQC取樣后交倉庫并說明所送往之供應商。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指示表
2. 目录
3/4. 锡浆的使用方法
3.使用时应首先检查使用期限及先用旧原则(FIFO)取出放在室温内解冻8小时,小时, 若暂不使用解冻超过24小时应放回冰箱内.
4.锡浆需放入锡浆搅拌机上搅拌8分钟(详见锡浆搅拌机操作指示)
5.打开盖用温度表测量锡浆温度在20-30度范围为可接受使用温度.
6.将锡浆加在网上,剩余的必须盖好,如不用,即放回雪柜内.
7.记录开罐时间和使用时间(详见说明).
8.加锡浆必须适量.用后网上剩余的锡浆必须报废.
9.在网上使用的锡浆4小时应更换新鲜锡浆印,在线路板上需在3小时内用完.丝网每4小时清洗一次
10.下班或转型号时应将网上余下的锡浆清理干净,将废弃的锡浆置于处理罐中.
11.开盖后使用期限:锡浆2天,需整罐用完,过期应报废.
12.时间控制请参考考室内钟表.
二.罐号标贴及使用记录说明.
1.罐号:
1.1 编 号:----物料编号填上相对应雅达物料编号.
1.2 罐 号:----收到新锡浆/胶水时,按顺序编上罐号.例: 01 05 01
2001年5月第1罐
1.3 有效期限:----抄上供应商提供有效期限.
1.4 开罐日期:----第一次打开罐盖日期. 例99/02/10上午.
:01/05/10上午1.5 使用期限:----第一次打开罐盖日期再加上2天,
例: 01/05/016下午(锡浆).
1.6 使用签名:----第一次打开罐盖者签名.
物料编号:XXXXXX
物料编号: XXXXXX相应物料编号
日期: 填上使用时日期.
罐号: 填上使用锡浆/胶水罐号,使用时需以顺序从小至大.
使用温度: 填上使用时所测量温度.温度必须在20-30度范围内才能使用.
使用期限: 第一次打开罐盖日期再加上两天。
使用: 1.加锡浆: 记录加上时的时间.
2.用完/清除 :记录用完或将多余的清除时的时间,用完/清除时间必须在锡浆
加上4小时的时间内.
机 器: 填上使用的机器编号.
操作员 : 使用的操作员签名.
QC : IPQC检查合格后签名.
三.锡浆在丝印机使用说明(锡浆500G/罐)
1 上班后或转MODEL第一次加锡浆适量约250G(1/2罐),并均匀条状散布在丝网上,能覆盖所有网孔..
2.刮刀滑动时锡浆能在刮刀与丝网之间作滚动运动。
并且覆盖所有网孔。
3.根据EES MODEL每大块板丝网的锡浆在丝网用量不同,当锡浆在丝网与刮刀之间将近滚动
最小用量时,需要每次加锡浆150-200G约1/3罐均匀加在丝网上.约印50大块加一次锡浆.。