数控车技能考试试题及评分标准
机械类—数控车工操作考试评分标准
机械类—数控车工操作考试评分标准数控车工操作考试评分标准由工件质量和职业素养(现场操作规范)两部分组成,总分为工件质量分与职业素养(现场操作规范)分之和。
一、工件质量评分标准1. 工件质量分的配分公布的工件质量评分标准(评分样表)中每一项评分项目(对应试题加工表面特征类型)为一个配分值区间;考试使用的工件质量评分标准中每一项评分项目(对应试题图样标注要素)为一个确定的配分数值。
2. 工件质量分的评定考试结束后由评定人员测量工件各评分项目的实际要素,填写检测结果,根据评定标准评定该项目的得分,各项得分之和即为工件质量分。
二、职业素养(现场操作规范)评分标准在考试过程中由评定人员按现场操作规范评定,单项分值按评分标准扣完为止。
若出现否决项则职业素养(现场操作规范)评分总分按零分计。
三、考试时间及考试停止操作考试时间150分钟包括工件加工与交卷、考试结束前的工位清理、卫生工作等。
以下情况考生必须立即停止考试:1.考评人员指出考生严重违反安全操作规程。
2.考试时间结束。
3.发生重大安全事故,终止考试。
四、考试说明1.考件材料和考试所使用的设备由考点统一准备。
2.考试所使用的工、量、刃、辅具等由考点统一准备。
3.公布的考场准备单样表为考生考前培训参考用,正式的考场准备通知单根据考点实际情况可能略有调整,不再公布。
4.考试过程中如发生因考生操作失误引起设备损坏情况,设备维修费用由参加考试的学校和学生共同承担,社会考生则由考生本人承担。
机械类—数控车工准备通知单(样表)一、材料准备:二、设备准备:四、工具准备:机械类—数控车工现场操作规范评分表准考证号考试场次工位号机械类—数控车工工件质量评分表(样表)。
数控车中级工图纸及评分标准(六套)

数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:一、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:二、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:三、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:四、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:五、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表评分人:年月日核分人:年月日省职业技能鉴定数控车工中级操作技能考核试卷考件编号::号:单位:本题分值:100分考核时间:240分钟考核形式:现场笔试和现场操作具体考核要求:六、工艺制定(10分)二、编制程序(20分)三、现场操作:1、数控车床操作与工量刃具使用(5分)2、数控车床维护保养与精度检验(5分)3、零件加工(60分)按零件图完成加工操作总成绩表合计零件加工评分表考评员:年月日考评组长:年月日。
数控车工考试题库及答案

数控车工考试题库及答案一、选择题1. 数控车床的数控系统通常采用的编程语言是()。
A. 汇编语言B. 机器语言B. G代码D. 以上都不是答案:C2. 在数控车床上加工螺纹时,通常使用()指令来实现。
A. G00B. G01C. G92D. M03答案:C3. 数控车床的主轴转速范围通常由()来确定。
A. 机床制造商B. 工件材料C. 刀具类型D. 机床设计答案:D4. 以下哪个不是数控车床的组成部分?()A. 主轴B. 刀架C. 工作台D. 液压系统答案:D5. 数控车床加工过程中,刀具的进给速度通常由()来控制。
A. 程序预设B. 操作员手动调节C. 工件材料D. 机床自动调节答案:A二、判断题1. 数控车床的刀具补偿功能可以自动调整刀具的磨损。
()答案:错误2. 数控车床的程序中,G代码用于控制机床的移动。
()答案:正确3. 数控车床的坐标系统通常采用笛卡尔坐标系。
()答案:正确4. 数控车床加工时,工件的夹紧必须在程序开始前完成。
()答案:正确5. 数控车床的自动换刀功能可以提高加工效率和加工精度。
()答案:正确三、简答题1. 简述数控车床加工过程中的刀具选择原则。
答案:刀具选择应考虑加工材料的硬度、刀具材料的耐磨性、加工表面的粗糙度要求、切削速度和进给速度等因素。
同时,应选择适合加工形状的刀具,以确保加工精度和效率。
2. 解释数控车床的刀尖圆弧半径补偿功能。
答案:刀尖圆弧半径补偿功能允许数控系统自动调整刀具的路径,以补偿刀具尖端的圆弧半径,从而避免在加工过程中产生过切或欠切现象,提高加工精度。
四、计算题1. 已知数控车床的主轴转速为1500转/分钟,刀具直径为20mm,求切削速度(Vc)。
答案:切削速度Vc = (π * 刀具直径 * 主轴转速) / 1000 = (3.14 * 20 * 1500) / 1000 = 94.2 m/min五、操作题1. 描述数控车床加工外圆的一般步骤。
数控车技能实操试题
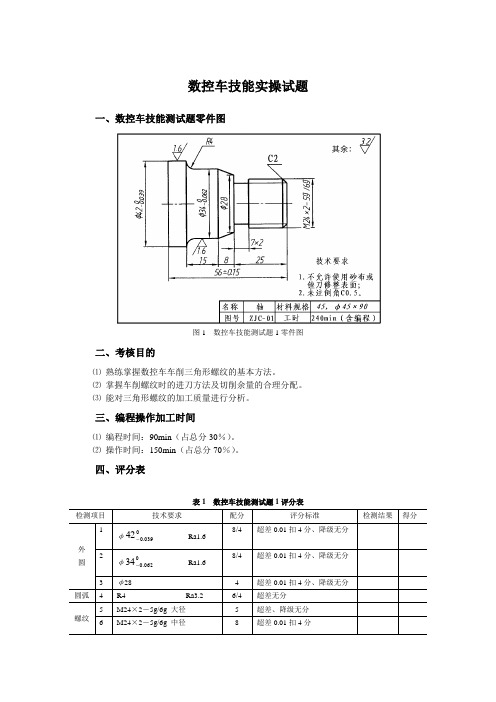
一、数控车技能测试题零件图
图1数控车技能测试题1零件图
二、考核目的
⑴熟练掌握数控车车削三角形螺纹的基本方法。
⑵掌握车削螺纹时的进刀方法及切削余量的合理分配。
⑶能对三角形螺纹的加工质量进行分析。
三、编程操作加工时间
⑴编程时间:90min(占总分30%)。
⑵操作时间:150min(占总分70%)。
0~150mm
1
4
螺纹千分尺
0~25mm
1
5
半径规
R1~R6.5
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切断车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
13
材料
45钢φ45×90一段
14
数控车床
6
M24×2-5g/6g中径
8
超差0.01扣4分
7
M24×2-5g/6g两侧Ra3.2
8
降级无分
8
M24×2-5g/6g牙形角
5
不符无分
沟槽
9
7×2两侧Ra3.2
6/4
超差、降级无分
长度
10
56±0.15两侧Ra3.2
5/2
超差、降级无分
11
25
5
超差无分
12
15
5
超差无分
13
8
5
超差无分
倒角
14
C2
数控车工实操考试试题

数控车工实操考试试题一
一、本题分值:100分,60分合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、评分表
数控车工实操考试评分表
五、工、量、刃具准备通知单
数控车工实操试题工、量、刃具准备通知单
数控车工实操考试试题二
一、本题分值:100分,60分为合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、数控车工实操考试评分表
五、数控车工实操试题工、量、刃具准备通知单
数控车工实操考试试题三
一、本题分值:100分,60分合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、评分表
数控车工实操考试评分表
五、工、量、刃具准备通知单
数控车工实操试题工、量、刃具准备通知单。
数控加工实操试题10套

数控铣实操试题5
数控加工实操试题
数控机床操作评分标准
姓名
考号
开始时间
单位名称
结束时间
序号
检 测 项 目
配分
评定标准
实测结果
扣分
得分
检测者签名
1
编程坐标系的建立
3
符合国家标准,否则不得分
2
程序的编制
18
符合加工要求(合理的工序编排并获得符合加工要求的加工程序,否则不得分)
3
刀具、切削用量的选择
7
适应加工精度要求(根据已知条件选择合适的刀具(3分)和切削用量(4分),否则不得分)
7
粗糙度
14
粗糙度不符要求每处扣2分)
8
安全生产
违反安全操作规程从总分中扣1~4分
9
文明生产
工作场地整洁、工量卡具摆放整齐合理不扣分;稍差扣1分;很差扣3分)
核分者签名
总分
评审组长签名
=
数控车实操试题1
数控车操试题2
数控车实操试题3
数控车实操试题4
数控车实操试题5
数控铣实操试题1
数控铣实操试题2
数控铣实操试题3
4
工件的正确装夹
5
符合要求(夹紧力适当、装夹方法正确,否则不得分)
5
正确对刀
7
Z、X轴各3.5分,方法不正确者不得分
6
出现问题时的临场解决能力
8
排除问题
6
尺寸精度及形位精度
38
符合图纸要求(尺寸超差一个扣3分,圆弧不正确一个扣2分,圆弧过切、不光滑各扣1.5分,位置尺寸不正确扣3分,孔深度尺寸不正确扣2分)
数控车技能考试试题及评分标准

Ra
3
降一级扣2分
11
φ200+0.033
IT
6
超差0.01扣2分
12
Ra
2
降一级扣2分
13
成ቤተ መጻሕፍቲ ባይዱ面
R6
IT
4
超差0.02扣1分
2处
14
Ra
2
降一级扣1分
2处
15
R4
IT
4
超差0.02扣2分
2处
16
Ra
2
降一级扣2分
2处
17
R18
IT
4
超差0.04扣2分
18
Ra
2
降一级扣2分
19
40±0.03
IT
26
其他项目
①未注尺寸公差按照GB1804-92M。②工件必须完整,考件局部无缺陷(夹伤等)。③扣分不超过10分。
27
加工时间
定额时间,240分钟。到时间停止加工。
记录员
监考人
检验员
考评人
6
超差0.01扣1分
2处
20
外螺纹
33±0.1
IT
4
超差0.01扣2分
21
M30×0.75-6g
IT
4
不合格不得分
22
Ra
2
降一级扣2分
23
形位公差
10
超差0.01扣4分
24
文明生产
按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分。
25
程序编制
①程序要完整,有自动换刀,连续加工(除端面外,不允许手动加工)。②加工中有违反数控工艺(如未按小批量生产条件编程等),视情况酌情扣分。③扣分不超过20分。
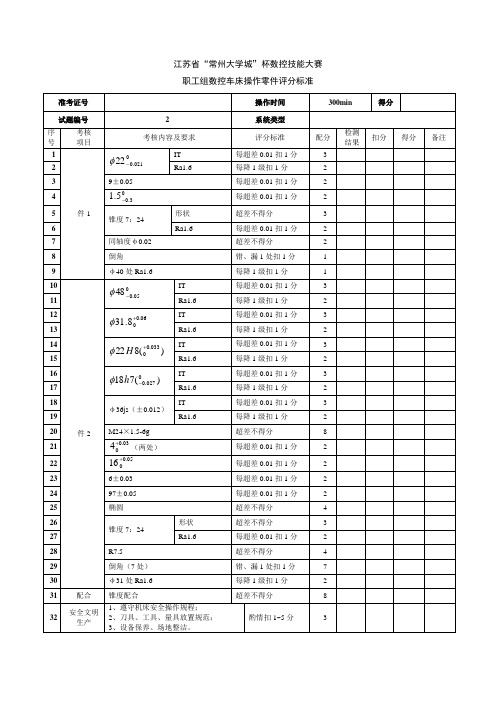
职工组数控车床评分标准2-1
16
IT
每超差0.01扣1分
3
17
Ra1.6
每降1级扣1分
2
18
φ36js(±0.012)
IT
每超差0.01扣1分
3
19
Ra1.6
每降1级扣1分
2
20
M24×1.5-6g
超差不得分
8
21
(两处)
每超差0.01扣1分
2
22
每超差0.01扣1分
2
23
6±0.03
每超差0.01扣1分
2
24
97±0.05
3、设备保养、场地整洁。
酌情扣1~5分
3
33
工艺合理
1、工件定位、夹紧及刀具选择合理;
2、加工顺序及刀具轨迹路线合理。
酌情扣1~5分
3
34
程序编制
1、指令正确,程序完整;
2、数值计算正确、程序编写表现出一定的技巧,简化计算和加工程序;
3、刀具补偿功能运用正确、合理;
4、切削参数、坐标系选择正确、合理。
3
6
Ra1.6
每超差0.01扣1分
2
7
同轴度φ0.02
超差不得分
2
8
倒角
错、漏1处扣1分
1
9
φ40处Ra1.6
每降1级扣1分
1
10
件2
IT
每超差0.01扣1分
3
11
Ra1.6
每降1级扣1分
2
12
IT
每超差0.01扣1分
3
13
Ra1.6
每降1级扣1分
2
14
IT
每超差0.01扣1分
职业技能操作考试机械类—数控车工操作考试评分标准

职业技能操作考试机械类—数控车工操作考试评分标准职业技能操作考试是为了评估考生在特定职业领域的操作技能水平而设计的。
对于机械类-数控车工操作考试,评分标准应该根据考试内容和考核要求进行制定。
以下是一个可能的评分标准范例:1. 准备工作 (10分)在开始操作前,考生必须正确准备工作环境和所需工具。
评分标准如下:- 操作区域干净整洁,无障碍物 (2分)- 所需工具一应俱全,摆放整齐 (2分)- 工作台面准备就绪,无异常情况 (2分)- 安全装备佩戴完全,符合规定 (2分)- 准备时间合理,不超过规定时间 (2分)2. 操作规范 (30分)考生在操作过程中应遵守操作规范和安全操作要求。
评分标准如下:- 操作动作规范、流畅 (5分)- 手部和身体姿势正确,符合安全规定 (5分)- 操作过程中保持机械设备和工作区域清洁 (5分)- 对设备故障和危险状况的应急处理能力 (5分)- 操作过程中注意检查和控制操作参数,确保操作的准确性和稳定性 (5分)- 操作过程中注意观察问题、分析问题并及时处理 (5分)3. 设备操作 (40分)考生需要熟练操作数控车床,能够完成规定的工作任务。
评分标准如下:- 启动和关闭机床系统的正确步骤和顺序 (5分)- 选择适当的切削工具和刀具,正确装置和安装 (5分)- 能够独立编写和输入程序代码 (5分)- 能够使用操作界面进行设备设置和调整 (5分)- 能够进行自动运行和手动操作,操作熟练 (5分)- 能够准确测量加工尺寸并调整参数,保证加工质量 (5分)- 对于少量辅助设备的操作和调试能力 (5分)- 能够处理小的设备故障和维修 (5分)- 操作过程中能够识别和解决操作问题和障碍 (5分)4. 加工质量 (20分)考生需要按要求完成加工任务,并达到规定的加工质量要求。
评分标准如下:- 加工尺寸和形状符合要求 (5分)- 表面粗糙度和光洁度符合要求 (5分)- 对于加工过程中的常见问题和调整方法的应对能力 (5分)- 总体加工质量符合标准和规范 (5分)总分为100分。
数控车工理论知识考核试题题库及答案

数控车工理论知识考核试题题库及答案一、单项选择题(每题2分,共40分)1. 数控车床的坐标系中,X轴通常表示()。
A. 床身轴线B. 水平轴线C. 垂直轴线D. 径向轴线答案:A2. 在数控车床上,G96指令表示()。
A. 公制单位B. 英制单位C. 顺时针旋转D. 逆时针旋转答案:A3. FANUC系统数控车床中,G42指令表示()。
A. 径向补偿B. 切向补偿C. 刀具半径补偿D. 刀具长度补偿答案:C4. 数控车床的刀具补偿功能中,D01表示()。
A. 刀具径向补偿B. 刀具切向补偿C. 刀具长度补偿D. 刀具偏置补偿答案:A5. 在数控车床上,M06指令表示()。
A. 换刀B. 刀具返回C. 刀具补偿D. 子程序调用答案:A6. 数控车床的程序暂停指令是()。
A. M01B. M02C. M03D. M04答案:A7. 在数控车床上,G97指令表示()。
A. 恒速切削B. 加速切削C. 快速定位D. 手动控制答案:A8. 数控车床的进给控制中,F01表示()。
A. 快速进给B. 慢速进给C. 恒速进给D. 加速进给答案:A9. 在数控车床上,G28指令表示()。
A. 返回参考点B. 刀具补偿C. 子程序调用D. 手动控制答案:A10. 数控车床的刀具选择功能中,T01表示()。
A. 刀具1B. 刀具2C. 刀具3D. 刀具4答案:A11. 数控车床的程序启动指令是()。
A. M05B. M06C. M07D. M08答案:A12. 在数控车床上,G40指令表示()。
A. 径向补偿关闭B. 切向补偿关闭C. 刀具半径补偿关闭D. 刀具长度补偿关闭答案:C13. 数控车床的刀具补偿功能中,D10表示()。
A. 刀具径向补偿B. 刀具切向补偿C. 刀具长度补偿D. 刀具偏置补偿答案:B14. 数控车床的程序停止指令是()。
A. M09C. M11D. M12答案:B15. 数控车床的坐标系中,Z轴通常表示()。
数控车工中级测试题(含参考答案)

数控车工中级测试题(含参考答案)一、单选题(共81题,每题1分,共81分)1.三个支撑点对工件是平面定位,能限制( )个自由度。
A、5B、4C、2D、3正确答案:D2.FANUC系统中,M98指令是( )指令。
A、主轴低速范围B、调用子程序C、主轴高速范围D、子程序结束正确答案:B3.( )不采用数控技术。
A、组合机床B、金属切削机床C、电加工机床D、压力加工机床正确答案:A4.安装螺纹车刀时,刀尖应( )工件中心。
A、等于B、低于、等于、高于都可以C、高于D、低于正确答案:A5.在齿轮的画法中,齿顶圆用( )表示。
A、细实线B、粗实线C、虚线D、点划线正确答案:B6.螺纹加工时采用( ),因两侧刀刃同时切削,切削力较大。
A、直进法B、斜进法C、左右借刀法D、直进法,斜进法,左右借刀法均不是正确答案:A7.下列关于欠定位叙述正确的是( )。
A、没有限制全部六个自由度B、限制的自由度大于六个C、应该限制的自由度没有被限制D、不该限制的自由度被限制了正确答案:C8.( )能够增强企业内聚力。
A、竞争B、各尽其责C、个人主义D、团结互助正确答案:D9.英制输入的指令是( )。
A、G93B、G21C、G91D、G20正确答案:D10.数控机床的精度中影响数控加工批量零件合格率的主要原因是( )。
A、几何精度B、定位精度C、主轴精度D、重复定位精度正确答案:D11.关于道德规范的说法中,正确的是( )。
A、道德规范只是一种理想规范B、道德规范是没有共同标准的行为规范C、道德规范缺乏约束力D、道德规范是做人的准则正确答案:D12.国标中对图样中除角度以外的尺寸的标注已统一以( )为单位。
A、米B、英寸C、毫米D、厘米正确答案:C13.锥度的定义是( )。
A、大端除以小端的值B、小端除以大端的值C、(大端-小端)/长度D、(小端-大端)/长度正确答案:C14.主偏角的主要作用是改变主切削刃的( )情况。
A、受力及散热B、锋利和粗糙度C、残留表面D、强度及粗糙度正确答案:A15.圆弧插补的过程中数控系统把轨迹拆分成若干微小( )。
数车技能题及评分标准

考评员
组合1
组合2
数控车工技能考试评分表
考号姓名单位成绩
序
号
考核项目
检测工具
配
分
评分标准
检测
记录
得分
件
1
游标卡尺
2
每超差0.01扣1分
千分尺
3
每超差0.01扣2分
Φ50±0.02
千分尺
2
每超差0.01扣1分
10±0.03
游标卡尺
1
不合格不得分
30±0.05
游标卡尺
1
不合格不得分
椭圆
样板
2
不合格不得分
Ra1.6
Ra3.2、倒角
目测
1
一处不合格扣0.5分
配
合
件3对件4锥度部分涂色检测,接触面积大于60%
红丹
2
不合格不得分
件3与件4间隙
1.5±0.03
塞尺
3
每超差0.01扣1分
组合总长
97.5±0.15
游标卡尺
3
不合格不得分
件3、件4、件5
跳动0.04
百分表
4
不合格不得分
其
它
安全文明生产
5
现场记录
备
注
1、考试时限:270分钟;
Ra1.6
目测
3
一处不合格扣1分
Ra3.2、倒角
目测
1.5
一处不合格扣0.5分
件5
千分尺
2
每超差0.01扣1分
Φ44±0.02
数控车技能考核试题和加工操作规范

简图
夹具
刀具
量具
零件检测评分表
学校名称
姓名
零件名称
数控车零件1
工件编号
序
号
考核
项目
检测位置
配
分
评分标准
检测
结果
扣分
1
形状(10分)
外轮廓
4
外轮廓形状与图形不符,每处扣1分
螺纹
3
螺纹形状与图形不符,每处扣1分
内孔
3
内孔与图形不符,每处扣1分
2
尺寸精度(40分)
Φ34
6
每超差0.01mm扣2分
Φ34
③用手动方式,使沿X轴快速退出,移动过程中Z轴不允许移动,将主轴停止。
④按面板功能键F10切换显示,找到F4刀具补偿功能键,按F1刀具补偿,将光标移动到1号刀补试切长度处,按ENTER键并输入0,再按ENTER键。
2.精度补偿
精度补偿是对已采用试切法对刀的刀具进行精度校验和补偿。
具体操作方法:
①编写校验程序,切削工件,然后测量工件是否达到所要求尺寸,如果有偏差,即对偏差进行补偿。
2
超差不得分
20±0.2
1
超差不得分
16±0.2
1
超差不得分
3
表面粗糙度(15分)
Ra1.6
5
降一级不得分
Ra3.2
6
降一级不得分
其余Ra6.3
4
降一级不得分
4
形状位置精度(5分)
同轴度0.03
5
每超差0.01mm扣2分
5
碰伤、划伤
每处扣3-5分。(只扣分,不得分
合计
70
零件得分
检测老师签字
4.3.2数控专业职业技能测试题库及评分标准
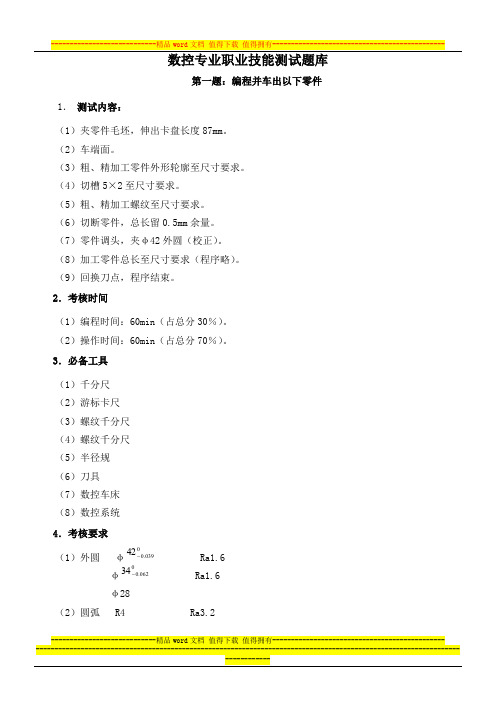
第一题:编程并车出以下零件 1.测试内容:(1)夹零件毛坯,伸出卡盘长度87mm。
(2)车端面。
(3)粗、精加工零件外形轮廓至尺寸要求。
(4)切槽5×2至尺寸要求。
(5)粗、精加工螺纹至尺寸要求。
(6)切断零件,总长留0.5mm余量。
(7)零件调头,夹φ42外圆(校正)。
(8)加工零件总长至尺寸要求(程序略)。
(9)回换刀点,程序结束。
2.考核时间(1)编程时间:60min(占总分30%)。
(2)操作时间:60min(占总分70%)。
3.必备工具(1)千分尺(2)游标卡尺(3)螺纹千分尺(4)螺纹千分尺(5)半径规(6)刀具(7)数控车床(8)数控系统4.考核要求(1)外圆φ039.042- Ra1.6φ062.034- Ra1.6φ28(2)圆弧 R4 Ra3.2(3)螺纹 M24×2-5g/6g 大径M24×2-5g/6g 中径M24×2-5g/6g 两侧Ra3.2M24×2-5g/6g 牙形角(4)沟槽 7×2 两侧Ra3.2(5)长度 56±0.15 两侧Ra3.225158(6)倒角 C2未注倒角(7)其它工件完整程序编制加工时间安全操作规程5.考试说明(1)考核过程中任何人不得提示,各人应独立完成仪器操作、记录、计算及校核工作;(2)主考人有权随时检查是否符合操作规程及技术要求,但应相应折减所影响的时间;(3)若有作弊行为,一经发现一律按零分处理,不得参加补考;(4)考核前考生应准备好钢笔或圆珠笔、计算器;(5)考核时间自架立仪器开始,至递交记录表并拆卸仪器放进仪器箱为终止;(6)数据记录、计算及校核均填写在相应记录表中,记录表不可用橡皮檫修改,记录表以外的数据不作为考核结果。
6.考核评分标准及答案共100分(1)外圆φ039.042- Ra1.6 (12分)超差0.01扣4分、降级无分φ062.034- Ra1.6 (10分)超差0.01扣4分、降级无分φ28 (4分)超差0.01扣4分、降级无分(2)圆弧 R4 Ra3.2 (10分)超差无分(3)螺纹 M24×2-5g/6g 大径(4分)超差、降级无分M24×2-5g/6g 中径(8分)超差0.01扣4分M24×2-5g/6g 两侧Ra3.2 (8分)降级无分M24×2-5g/6g 牙形角(5分)不符无分(4)沟槽 7×2 两侧Ra3.2 (10分)超差、降级无分(5)长度 56±0.15 两侧Ra3.2 (7分)超差、降级无分25 (5分)超差、降级无分15 (5分)超差、降级无分8 (5分)超差、降级无分(6)倒角 C2 (5分)不符无分未注倒角(2分)不符无分(7)其它工件完整工件必须完整,工件局部无缺陷(如夹伤、划痕等)程序编制有严重违反工艺规程的取消考试资格,其他问题酌情扣分加工时间 100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试安全操作规程违反扣总分10分/次参考程序:ZJC01.MPFN05 G90 G95 G00 X80 Z100 T1D1 M03 (换刀点、端面车刀)N10 G00 X48 Z0 M08N15 G01 X-0.5 P0.1N20 G01 Z5 M09N25 G00 X80 Z100 M05N30 M00 (程序暂停)N35 T2D1 M03 M08 (外圆粗车刀)_CNAME=“L01”R105=l R106=0.25 R108=1.5 R109=7 (设置坯料切削循环参数)R110=2 R111=0.3 R112=0.08N40 LCYC95 (调用坯料切削循环粗加工)N45 G00 X80 Z100 M05 M09N50 M00 (程序暂停)N55 T3D1 M03 M08 (外圆精车刀)N60 R105=5 (设置坯料切削循环参数)N65 LCYC95 (凋用坯料切削循环精加工)N70 G00 X80 Z100 M05 M09N75 M00 (程序暂停)N80 T4D1 M03 M08 (切槽车刀(宽4mm))N85 G00 X30 Z-25N90 G0l X20 F0.1N95 G01 X30N100 G01 Z-22N105 G01 X19.8N110 G01 Z-25N115 G01 X30N120 G00 X80 Z100 M05 M09N125 M00 (程序暂停)N130 T5D1 M03 M08 (三角形螺纹车刀(60°)) R100=23.8 R10l=0 R102=23.8 R103=-18 (设置螺纹切削循环参数) R104=2 R105=1 R106=0.1 R109=5 R110=3R111=1.24 R112=0 R113=4 R114=1N140 LCYC97 (调用螺纹切削循环)N145 G00 X80 Z100 M05 M09N150 M00 (程序暂停)N155 T0404 M03 M08 (切断车刀(宽4 mm))N160 G00 X45 Z-61N165 G01 X0 F0.1N170 G00 X80 Z100 M05 M09N175 M02 (程序结束)L01.SPF (子程序)N05 G01 X19.8 Z0N10 G01 X23.85 Z-2N15 G01 Z-25N20 G01 X27.38N25 G01 X28.38 Z-25.5N30 G01 X34 Z-33N35 G01 Z-44N40 G02X42Z-48 CR=4N45 G01 Z-60N50 G01 X45N55 RET (子程序结束)第二题:编程并车出以下零件1.测试内容:(1)夹零件毛坯,伸出卡盘长度87mm。
数控车评分表

数控车床
单位
参赛
证号
总得分
竞赛时间
月日
第__场
机床编号
姓名
工件编号
数控车床操作竞赛试卷A卷
注意事项
1.不得使用软盘、可移动磁盘、移动硬盘等数据存储装置。
2.若机床出现异常情况,请示裁判员处理。
3.不得将试卷及草稿纸带出考场。
1.竞赛时间:5小时
2.数控车床评分标准(总分160分)A卷
①规范操作、文明生产
超差不得分
1
6
16
超差不得分
1
7
80±0.05
超差不得分
1
8
C1(3处)
1处不合格扣0.5分
1.5
检验员
复核
统分
④零件二检测精度配分表(合计:37分)
序号
考核内容及要求
评分标准
配分
检测结果
扣分
得分
备注
1
φ58
IT
超差0.01扣1分
3
Ra1.6
降级不得分
1
2
φ51
IT
超差0.01扣1分
2
Ra1.6
降级不得分
配分
IT
超差0.01扣1分
3
Ra1.6
降级不得分
1
2
φ32
IT
超差0.01扣1分
3
Ra1.6
降级不得分
1
3
M30×1.5-6g
IT
螺纹环规止端过不得分
3
Ra3.2
降级不得分
1
4
椭圆轮廓
IT
样板规检测
≥20%不符扣2分;
≥50%不符扣4分;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
24
文明生产
按有关规定每违反一项从总分中扣 3 分,发生重大事故取消 考试。扣分不超过 10 分。
①程序要完整,有自动换刀,连续加工(除端面外,不允许
25 程序编制 手动加工)。②加工中有违反数控工艺(如未按小批量生产条
件编程等),视情况酌情扣分。③扣分不超过 20 分。
26
其他项目
①未注尺寸公差按照 GB1804-92M。②工件必须完整,考件局 部无缺陷(夹伤等)。③扣分不超过 10 分。
27 加工时间 定额时间,240 分钟。到时间停止加工。
记录员
监考人
检验员
考评人
2
备战数控技能大赛和职业技能鉴定专题研讨会 试题集 2006 年 8 月
成都电子机械高等专科学校
评分标准:
1.以小批量生产条件编程。
2.不准用砂布及锉刀等修饰表面。
3.未注公差尺寸按 GB1804-M。 4.端面允许打中心孔。
5.材料及备料尺寸:45#(φ65×165)。
工种 数控车床
图号
学校
总得分
竞赛批次机床编号序号 考项目 考核内容及要求配 分
1 全长 160±0.05 IT 6
姓名 评分标准 超差 0.01 扣 2 分
学历
检测结果
扣 分
得 分
备注
2
IT 6 超差 0.01 扣 2 分
2处
3
φ 600−0.03
Ra
2
降一级扣 2 分
2处
4
IT 6 超差 0.01 扣 4 分
5
外圆
φ54 0 -0.033
Ra
2
降一级扣 2 分
6
7:24
IT
6
有效接触面积大于 70% 满分,每差 10%扣 2 分
7
Ra 4
降一级扣 2 分
8
30±0.02 IT 5 超差 0.01 扣 2 分
9
IT 8 超差 0.01 扣 4 分
10
φ 300+0.033
Ra
3
降一级扣 2 分
内孔
11
IT 6 超差 0.01 扣 2 分
12
φ20 +0.033 0
Ra
2
降一级扣 2 分
13 成形面
R6
IT 4 超差 0.02 扣 1 分
2处
1
备战数控技能大赛和职业技能鉴定专题研讨会 试题集 2006 年 8 月
14
Ra 2 降一级扣 1 分
2处
15
IT 4 超差 0.02 扣 2 分
2处
16
R4
Ra 2 降一级扣 2 分
2处
17 18
R18
IT 4 超差 0.04 扣 2 分 Ra 2 降一级扣 2 分
19
40±0.03 IT 6 超差 0.01 扣 1 分
2处
20
33±0.1 IT 4 超差 0.01 扣 2 分
21 外螺纹 M30× IT 4 不合格不得分
22
0.75-6g Ra 2 降一级扣 2 分
23 形位公差
10 超差 0.01 扣 4 分