工程展开计算方法及抽牙预冲孔
工程展开计算方法及抽牙预冲孔

目的:一般折彎 1 (R=0, 9=90 °:L=A+B+K1. 當0<T M.3 時,K=02. 對于鐵材(女口、SGCC、SECC、CRS、SPTE等):⑴當0.3<T<1.5 時,K=0.4T(2)當 1.5 «2.5 時,K=0.35T⑶當T12.5 時,K=0.3T3. 對于其它有色金屬材料(如Al、Cu等):當T>0.3 時,K=0.5T4. 對于SUS 材料,當T>0.3 時,K=0.25T5. 當CRS 料T12.5 時,K=0.5T一般折彎2 (R工0, 9=90 °:L=A+B+K (K值取中性層弧長)1. 當T<1.5 時,Q0.5T2. 當T闫.5 時,H0.4T注:當用折刀加工時:1. 當R20時,按R=0處理.2. 當2.0vR<3.0 時,按R=3.0 處理.3. 當R13.0時,按原值處理.一般折彎 3 (R=0, 9^90 °:L=A+B+K '1. 當T 0.3 時,K' =02. 當T 0.3 時,K' = ( / 90) * K注:K為90。
時的補償量.一般折彎4 (R工0 , 9却0 °:L=A+B+K (K值取中性層弧長)1. 當T 1.5 時,入=0.5T2. 當T 1.5 時,H0.4T注:當用折刀加工時:1. 當R2.0時,按R=0處理.Z折3 (斜邊段差樣品方案):1. 當H 2T時:⑴當9=70。
時,L = A + B + C + K (此時K=0.2).(2)當9>70。
時,按Z折1 (直邊段差)的方式展開•2. 當H 2T時,按兩段折彎展開(R=0, 9^0°Z折3 (斜邊段差量產方案):1. 當H 2T時:(2)當9宰0 °寺,T马.5時,將兩側倒R=T圓弧偏移0.5 T, 得到中性層,按中性層展開T>1.5時,連接兩清角處,加上兩9角處的K 值得到變形區(2)當9>70。
工程展开计算方法及抽牙预冲孔

当T>0.3时,K=0.5T
4.对于SUS材料,当T>0.3时,K=0.25T
5.当CRS料T≧2.5时,K=0.5T
一般折弯2(R≠0,θ=90°):
L=A+B+K(K值取中性层弧长)
1.当T<1.5时,λ=0.5T
2.当T≧1.5时,λ=0.4T
注:当用折刀加工时:
120°
4.8
2.0
2.6
0.9
7.6
5.1
120°
4.8
2.2
2.4
1.0
7.9
5.1
120°
4.8
2.4
2.0
1.2
8.4
5.1
120°
4.8
2.8
1.2
备注:
当T>1.2时,不能导用标准铆合参数,可根据抽孔展开公式计算预冲孔
Z折3(斜边段差量产方案):
1.当H2T时:
(2)当θ≦70°时,
T≦1.5时,将两侧倒R=T圆弧偏移0.5?T,得到中性层,按中性层展开
T>1.5时,连接两清角处,加上两θ角处的K值得到变形区
(2)当θ>70°时,按Z折1(直边段差)的方式展开.
2.当H2T时,按两段折弯展开(R=0,θ≠90°).
Z折4(过渡段为两圆弧相切):
1.H≦2T段差过渡处为非直线段两圆弧相切展开时,取基体外侧两圆弧相切点处作垂线,向内侧偏移一个料厚按图示处理,然后按Z折1(直边段差)方式展开.
2.H>2T,请示后再按指示处理.
抽孔与抽牙孔:
抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算,式中参数见右图(设预冲孔径为X,并加上修正系数–0.1):
产品展开尺寸计算标准

2.4 R=0 θ ≠ 90° λ =T/3
L=[A-T*tan(a/2)]+[B -T*tan(a/2)]+T/3*a (a 单 位 为 rad,以 下 相 同)
2.5 R≠ 0 θ ≠ 90°
L=[A-(T+R)* tan(a/2)]+[B -(T+R)*tan(a/2)]+(R+λ )*a
当 R ≧ 5T 时 λ=T/2 1T≦ R <5T λ =T/3 0 < R <T λ=T/4
∵ T*AB=(H -EF)*EF+π*(EF)2/4 ∴ AB={H*EF+(π/4-1)*EF2}/T ∴预冲孔孔径=D – 2AB T≧0.8 时,取 EF=60%T. 在料厚 T<0.8 时,EF 的取值请示上 级.
2.9 方形抽孔
方形抽孔,当抽孔高度较高时 (H>Hmax),直边部展开与弯曲一致, 圆角 处展开按保留抽高为 H=Hmax 的大小套 弯曲公式展开,连接处用 45 度线及圆角 均匀过渡, 当抽孔高度不高时(H≦Hmax) 直边部展开与弯曲一致,圆角处展开保留 与直边一样的偏移值.
公差时除外,例:Φ3.80 +00.05取Φ3.84.
c 产品图中未作特别标注的圆角,一般按 R=0 展开.
附件一:常见抽牙孔孔径一览表
料厚
类型
0.6
0.8
1.0
1.2
M3
3.5
3.7
4.0
4.2
M3.5
3.9
4.2
4.4
4.7
M4
4.4
4.6
4.9
5.1
#6-32
3.8
4.1
产品展开计算方法

产品展开计算方法
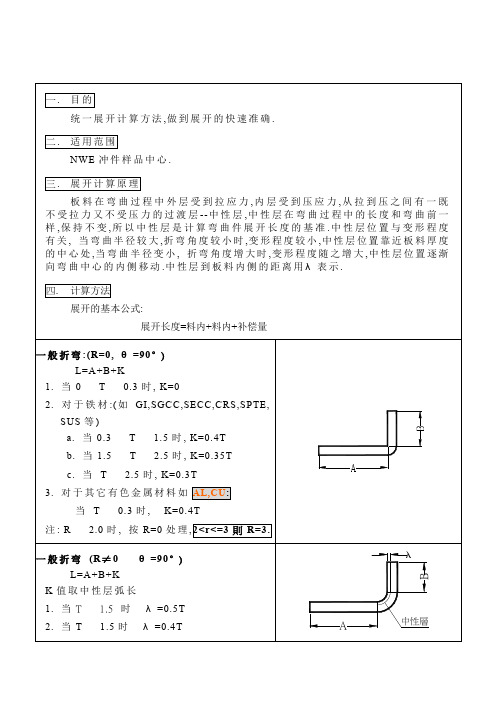
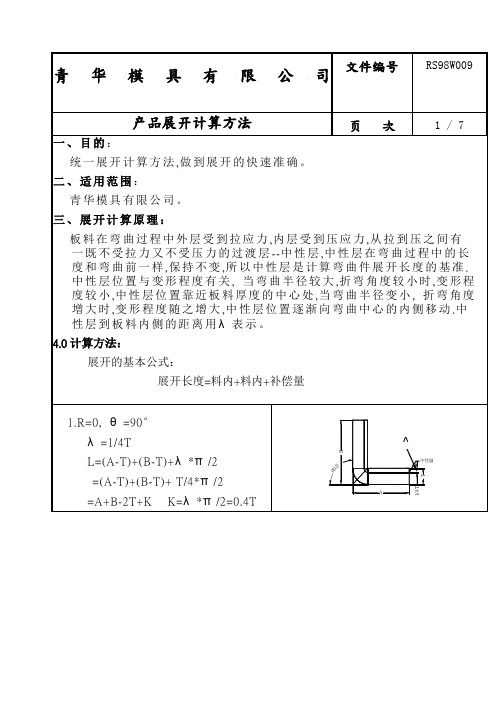
一、展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一段不
受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层的计算弯曲件展开的基准,中性层位置与变形程度有关。
当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处。
当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内侧的距离用λ表示。
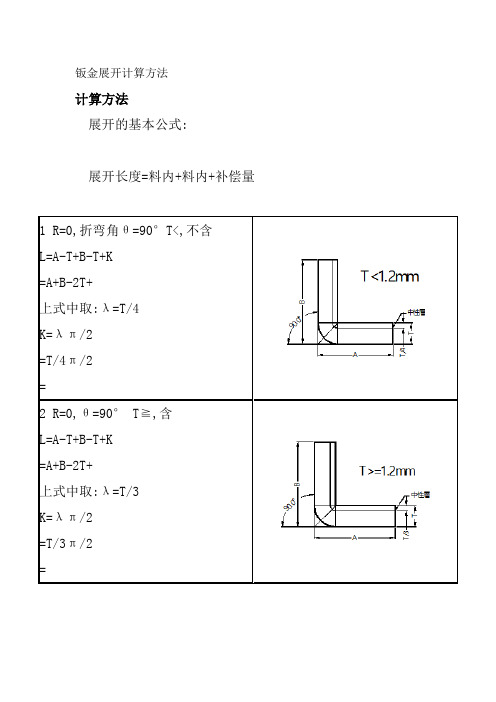
二、计算方法
1、R=0 θ=90
L=(A-T)+
=(A-T)+
=A+B-2T+K
K=λ*π
2、R≠0 θ=90
L=(A-T-R)
当R≥5T时
3T<R<
1T<R≤
0 <R≤
3、R=0 θ≠90
λ=T/3
L=(A-T*tan
(a
4、R≠0 θ≠
L=(A-(T+R
*tan(
当R≥5T时
3T<R<
1T<R≤
0 <R≤
MAX
展开与弯曲一致,圆角处展开按保留抽高为H=H MAX,
冷冲模设计指导规范备注:
A:标注公差的尺寸设计值,取上下极限尺寸的中间值作设计标准值。
B:孔径设计值,圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9。
C:产品图中未作特别标注的圆角,一般按R=0展开。
附件1:常见抽牙预冲孔孔径一览表。
工程展开计算方法及抽牙预冲孔

工程展开计算方法及抽牙预冲孔
1.平面图形展开:平面图形展开是一种用于计算封闭平面图形在展开
后对应的展开图形的方法。
它的基本原理是将封闭图形切割成若干个不相
交的简单图形,然后根据简单图形的展开规律,分别计算它们的展开图形,最后将这些展开图形拼接起来得到整个封闭图形的展开图形。
2.曲面的展开:曲面的展开是一种用于计算曲面图形在展开后对应的
展开图形的方法。
它的基本原理是将曲面切割成若干个不相交的曲线段,
然后根据曲线段的展开规律,分别计算它们的展开图形,最后将这些展开
图形拼接起来得到整个曲面的展开图形。
抽牙预冲孔:
抽牙预冲孔是一种在金属板上进行打孔的方法,它的基本原理是通过
预先使用专用工具制作出一个圆形凸起,然后再使用冲压机将该凸起冲压
到金属板上形成一个预冲孔。
这种方法适用于需要在金属板上进行连续打
孔的情况,比如制作金属网孔、金属排水板等。
抽牙预冲孔的步骤如下:
1.准备工作:选择合适的工具和材料,将金属板固定在工作台上。
2.标记位置:使用量具或者模板在金属板上标记出要进行预冲孔的位置。
3.抽牙:将抽牙工具对准标记位置,用力向下压,使其在金属板上形
成一个凸起。
4.冲压:将预冲孔模具对准凸起位置,使用冲压机进行冲压,使其形
成一个完整的孔。
5.重复操作:根据实际需求,重复进行抽牙和冲压操作,完成所有的预冲孔。
需要注意的是,在进行抽牙预冲孔时,要选择合适的工具和材料,避免过度用力或者使用不合适的工具导致金属板损坏或者形状变形。
此外,也要注意安全操作,避免因不当的操作而造成人身伤害。
工程展开计算办法及抽牙预冲孔
工程展开计算办法及抽牙预冲孔1.确定展开对象:确定要进行展开计算的对象,可以是一个整体结构或者是一个部件。
2.创建虚拟模型:使用计算机辅助设计软件创建一个虚拟的三维模型。
该模型应包含所有需要展开的面和边。
3.选择展开方法:根据具体需求和展开对象的特点,选择最合适的展开方法。
常用的方法包括平面展开、圆柱展开、锥形展开、曲面展开等。
4.进行展开计算:根据选择的展开方法,按照一定的规则和计算公式,将三维模型展开为二维平面。
计算过程中需要考虑尺寸的变化和展开形状的准确度。
5.绘制展开图纸:根据展开计算结果,使用绘图工具绘制相应的展开图纸。
图纸应包含展开形状的准确尺寸和标注信息。
抽牙预冲孔是在金属加工中常用的一种操作方法。
当需要在薄板金属上制作孔洞时,为了避免金属变形和裂纹的出现,可以先进行预冲孔操作。
预冲孔可以减少切削力和振动,使金属材料在切削时更加稳定,提高加工质量和效率。
抽牙预冲孔的操作步骤如下:1.确定孔洞位置:根据设计要求和实际需要,确定需要进行预冲孔的位置。
2.选择预冲孔工具:根据孔洞的尺寸和形状,选择合适的预冲孔工具。
常用的预冲孔工具有预冲孔刀和预冲模具等。
3.调整预冲孔工具参数:根据材料的性质和预冲孔的需求,对预冲孔工具的参数进行调整,包括预冲孔刀的刀具尺寸、冲击力和旋转速度等。
4.进行预冲孔操作:将预冲孔工具放置在薄板金属上,以适当的力量和速度进行冲击或旋转,形成与孔洞形状相似的凹陷或孔洞。
5.清理孔洞:用刷子或气流清理孔洞内的金属屑和杂物,保证后续加工操作的顺利进行。
抽牙预冲孔操作的好处是可以提高金属加工的质量和效率,减少质量缺陷和工时消耗。
同时,预冲孔也有助于保护刀具和延长刀具的使用寿命。
总之,工程展开计算和抽牙预冲孔都是在工程设计和生产过程中常用的计算方法和操作技术。
它们为各行各业的工程师提供了重要的工具和手段,帮助他们实现工程目标,提高生产效率和产品质量。
产品展开计算方法
一般折弯:(R=0, θ=90°)L=A+B+K1. 当0T0.3时, K=02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE,SUS等)a.当0.3T 1.5时, K=0.4Tb. 当1.5T 2.5时, K=0.35Tc. 当T 2.5时, K=0.3T3. 对于其它有色金属材料如AL,CU:当T0.3时, K=0.4T注: R 2.0时, 按R=0处理,2<r<=3則R=3.一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1. 当T 1.5 时λ=0.5T2. 当T 1.5时λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’1. 当T0.3 时K’=02. 当T0.3时K’=(/90)*K注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1. 当T 1.5 时λ=0.5T2. 当T 1.5时λ=0.4TK值取中性层弧长注: 当R 2.0, 且用折刀加工时, 则按R=0来计算, A﹑B依倒零角后的直边长度取值当2<R<3时,按R=3计算Z折1(直边段差).1. 当H5T时, 分两次成型时,按两个90°折弯计算2. 当H5T时, 一次成型, L=A+B+KK值依附件中参数取值H与TZ折3(斜边段差).1. 当H2T时当θ≦70∘时,按Z折1(直边段差)的方式计算, 即: 展开长度=展开前总长度+K (此时K=0.2)当θ>70∘时完全按Z折1(直边段差)的方式计算2. 当H2T时, 按两段折弯展开(R=0 θ≠90°).。
工程展开计算方法及抽牙预冲孔

2. 当H?2T时, 按两段折弯展开 (R=0,θ≠90°).
Z折4 (过渡段为两圆弧相切):
1. H≦2T段差过渡处为非直线段两圆弧相切展开时, 取基体外侧两圆弧相切点处作垂线, 向内侧偏移一个料厚按图示处理, 然后按Z折1 (直边段差) 方式展开.
一般折弯2 (R≠0, θ=90°):
L=A+B+K (K值取中性层弧长)
1. 当T<时, λ=
2. 当T≧时, λ=
注: 当用折刀加工时:
1. 当R≦时, 按R=0处理.
2. 当<R<时, 按R=处理.
3. 当R≧时, 按原值处理.
一般折弯 3 (R=0, θ≠90°):
L=A+B+K’
1. 当T?时, K’=0
(3)T≧时取S=65%T
注: 一般常见抽牙预冲孔按附件一取值.
2. 抽孔展开处理:
抽孔与沙拉孔铆合时, 抽孔外径=沙拉孔底孔孔径, 壁厚= (通常情况下)
若客户图纸上抽孔没标抽孔孔径尺寸, 展开时以下列情形处理:
(1) 当T'≧时, 取T'=, 并保证抽孔内径.
(2) 当<T'<时, 按原图抽孔内﹑外径取值.
备注:
1. 标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.
2. 对於方形抽孔和外部包角的展开,其角部的处理方法参照《产品展开工艺处理标准》,其直壁部分按90°折弯展开.
附件一:常见展开标准数据
1. 直边段差展开系数一览表
2. N折展开系数一览表
3.攻牙时不同材料厚度的预冲孔径和前加工上、下模尺寸关系:
翻孔咋算预冲孔的计算公式

翻孔咋算预冲孔的计算公式预冲孔是指在金属板料冲压加工之前,先在金属板料上冲制一定数量的圆形或其他形状的孔,以便在后续冲压加工过程中,能够更加顺利地进行成形。
预冲孔的数量和位置对最终产品的质量和成形效果有着重要的影响。
因此,正确地计算预冲孔的数量和位置是非常重要的。
预冲孔的计算公式是根据金属板料的材质、厚度、成形工艺、成形模具等因素来确定的。
一般来说,预冲孔的数量可以通过以下公式来计算:N = (4 T L) / (D S)。
其中,N为预冲孔的数量,T为金属板料的厚度,L为金属板料的长度或宽度(取较大值),D为成形模具的直径,S为成形模具之间的最小间距。
在实际应用中,以上公式可以作为一个参考值来进行预冲孔数量的初步计算。
但是,由于实际生产中存在着许多复杂的因素,如金属板料的强度、成形模具的形状、成形工艺的复杂程度等,因此在具体的生产过程中,还需要根据实际情况进行调整和优化。
除了数量外,预冲孔的位置也是非常重要的。
正确的预冲孔位置可以有效地减少成形过程中的应力集中和变形,从而提高成形质量和减少成形模具的磨损。
一般来说,预冲孔的位置应该尽量靠近成形模具的边缘,并且应该均匀地分布在整个金属板料上,以确保成形过程中的稳定性和均匀性。
在进行预冲孔的计算和布局时,还需要考虑到金属板料的材质和厚度对成形过程的影响。
不同材质和厚度的金属板料在成形过程中会有不同的变形特点,因此需要根据实际情况来确定预冲孔的数量和位置。
除了以上提到的因素外,预冲孔的计算和布局还需要考虑到成形工艺的复杂程度和生产效率的要求。
在一些复杂的成形工艺中,预冲孔的数量和位置可能需要进行更加精细的计算和布局,以确保最终产品的质量和成形效果。
总的来说,预冲孔的计算和布局是一个复杂的工程,需要考虑到许多因素。
正确地进行预冲孔的计算和布局可以有效地提高成形质量和生产效率,从而为企业的生产活动带来更大的价值和效益。
因此,对于金属板料冲压加工行业来说,预冲孔的计算和布局是非常重要的一环,值得引起重视和研究。
钣金加工中的工程展开计算方法

一. 目的:统一展开计算方法,做到展开的快速准确•二. 适用范围:晟铭钣金部三. 展开计算原理:1.板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准•2.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动•中性层到板料内侧的距离用入表示•四•展开计算方法:展开计算的基本公式:展开长度=料内+料内+补偿量一般折弯 1 (R=0, 9 =90° ):L=A+B+K1.当0<T三0.3 时,K=02.对于铁材(如、SGCC、SECC、CRS、SPTE等):(1)当0.3<T<1.5时,K=0.4T(2)当 1.5三T<2.5 时,K=0.35T(3)当T三 2.5 时,K=0.3T3.对于其它有色金属材料(如Al、Cu等):当T>0.3 时,K=0.5T4.对于SUS材料,当T>0.3 时,K=0.25T5.当CRS料T三 2.5 时,K=0.5T君雄机电设备有限公司(钣金部)一般折弯 2 (RM 0, 9 =90° ):L=A+B+K (K值取中性层弧长)1.当T<1.5 时,入=0.5T2.当T三1.5时,入=0.4T注:当用折刀加工时:1.当R三2.0时,按R=0处理.2.当 2.0vRv3.0时,按R=3.0处理.3.当R三3.0时,按原值处理.一般折弯 3 (R=0, 9 工90° ):L=A+B+K'1.当T 0.3 时,K' =02.当T 0.3 时,K' = ( / 90) * K注:K为90°时的补偿量.一般折弯 4 (RM 0 , 9 工90° ):L=A+B+K (K值取中性层弧长)1.当T 1.5 时,入=0.5T2.当T 1.5 时,入=0.4T注:当用折刀加工时:1.当R2.0时,按R=0处理.2.当 2.0<R<3.0时,按R=3.0处理.3.当R三3.0时,按原值处理.工程展开计算方法Z折1 (直边段差):1.当H 5T时,分两次成型时,按两个90°折弯计算•2.当H 5T时,一次成型,L=A+B+K注:K值依附件一中参数取值.Z折2 (非平行直边段差):展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示.Z折3 (斜边段差样品方案):1.当H 2T时:(1)当 B 三70° 时,L = A + B + C + K (此时K=0.2).⑵当B >70°时,按Z折1 (直边段差)的方式展开.2.当H 2T时,按两段折弯展开(R=0, 8工90 ° ).Z折3 (斜边段差量产方案): 1.当H 2T时:A -----⑵当B三70°时,T三1.5时,将两侧倒R=T圆弧偏移0.5T,得到中性层,按中性层展开T>1.5时,连接两清角处,加上两B角处的K 值得到变形区⑵当B >70°时,按Z折1 (直边段差)的方式展开.2.当H 2T时,按两段折弯展开(R=0, 8工90).Z折4 (过渡段为两圆弧相切):1.H三2T段差过渡处为非直线段两圆弧相切展开时,取基体外侧两圆弧相切点处作垂线,向内侧偏移一个料厚按图示处理,然后按Z折1 (直边段差)方式展开•2.H>2T,请示后再按指示处理.抽孔与抽牙孔:抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算,式中参数见右图(设预冲孔径为X,并加上修正系数-0.1):2 2 2T[S(H S 0.1)+ n S/4] n (D+d)/2二nX (D X )T/42 2 2S 二X =D [4S(H S 0.1)+ n S ](D+d)/(2T)D [4S(H S 0.1)+ n S ](D+d)/(2T)1.若抽孔为抽牙孔(抽孔后攻牙),则S取值原则如下:(1)T三0.5 时,取S=100%T(2)0.5<T<0.8时,取S=70%T(3)T三0.8 时取S=65%T注:一般常见抽牙预冲孔按附件一取值.2.抽孔展开处理:2.1抽孔与沙拉孔铆合时,抽孔外径二沙拉孔底孔孔径-0.3,壁厚=0.5T (通常情况下)2.2若客户图纸上抽孔没标抽孔孔径尺寸,展开时以下列情形处理:(1)当T'三0.7T时,取T'=0.7T,并保証抽孔内径.(2)当0.5T<T'<0.7T时,按原图抽孔内、外径取值.(3)当TW 0.5T时,取T'=0.5T,并保証抽孔外径.注:若计算出的预冲孔孔径<1.0,则取预冲孔径为反折压平:L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯 前压线,压线位置为折弯变形区中部•2. 反折压平一般分两步进行:(1) V 折 30° (2) 反折压平故在作展开图折弯线时,须按30。
冲压展开计算

展开计算
一、抽芽
1、M3抽芽的预冲孔标准(EG、GI、SPC材质)
(1)M3 (T=1.2mm)
基本参数取值如下:
A. 预冲孔:φ1.40mm
B. 抽芽冲子:φ2.80mm
C. 抽芽凹模孔:φ4.00mm
(2)M3 (T=1.0mm)
基本参数取值如下:
A. 预冲孔:φ1.20mm
B. 抽芽冲子:φ2.80mm
C. 抽芽凹模孔:φ3.90mm
(3)M3(T=0.8mm)
基本参数取值如下:
A. 预冲孔:φ1.00mm
B. 抽芽冲子:φ2.80mm
C. 抽芽凹模孔:φ3.80mm
M3抽芽基本参数表
2、铆合抽芽的预冲孔标准(EG、GI、SPC料)
3、铝合金材料抽芽注意要点
由于铝合金材料材质软,抽芽时材料难于被冲头抽下,如果模具抽孔太大,则抽芽的高度一定会不够。
因此,铝合金材料抽芽时,模具的抽芽模孔和冲头间隙为:
二、沙拉孔
最常见的沙拉孔有两种,一种是埋拉钉头用的沙拉孔,一种是铆合用的沙拉孔。
埋拉钉头用的沙拉孔铆合用的沙拉孔
1、铆合用沙拉预冲孔:如果采用先冲预冲孔再打沙拉的工艺方法,则预冲孔大小参照下表:
2、埋拉钉头用的沙拉孔:如果采用先冲预冲孔再打沙拉的工艺方法,则预冲孔大小参照下表:。
钣金展开计算方法
按两个
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位以配合冲头加工方便性,例:取.有特殊公差时除外,例:Φ+取Φ.
c产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化.
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化.。
产品展开计算方法
8.方形抽孔
方形抽孔,当抽孔高度较高时 (H>Hmax),直 边 部 展 开 与 弯 曲 一 致 , 圆角处展开以 Hmax 的大小套弯曲 公式展开,连接处用 45 度线及圆 角均匀连接, 当抽孔高度不高时 (H ≦ Hmax) 直 边 部 展 开 与 弯 曲 一 致,圆角处展开保留与直边一样 的偏移值.
D/2=[(r+T/3)2+2(r+T/3)*(h
+T/3)]1/2
Z 10.压缩抽形 2 (Rd>1.5T)
原 则 :直 边 部 分 按 弯 曲 展 开 ,圆 角 部 分 按 拉 伸 展 开 ,然 后 用 三 点 切 圆 (PA-P-PB)的 方 式 作 一 段 与 两直边和直径为 D 的圆相切的圆 弧.
校
编
对
制
文件编号 页次
RS98W009 5/7
12.侧冲压平
L=A-t+B-t+4K =A+B-2T+4*0.4T = A+B-0.4T
(上式中:取 K=0.4T)
图 三 :90°折 弯 处 尺 寸 为 A+2K
图四: 侧冲压平时,在折成 90 °前必须压线,压 线 位 置 为 A-0.5K
核 准 日 期 更正原因 签 名
核 准 日 期 更正原因 签 名
青华模具有限公司
产品展开计算方法
校
编
对
制
文件编号 页次
钣金展开计算方法

λ=T/3
L=[A-T*tan(a/2)]+[B
-T*tan(a/2)]+T/3*a
(a单位为rad,以下相同)
5 R≠0 θ≠90°
L=[A-(T+R)* tan(a/2)]+[B
-(T+R)*tan(a/2)]+(R+λ)*a
当Rλ=T/3
当Rd≦1.5T时,求D值计算公式如下:
D/2=[(r+T/3)2+2(r+T/3)*(h
+T/3)]1/2
11压缩抽形2 (Rd>1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
当Rd>1.5T时:
l按相应折弯公式计算.
板材↓/板厚→
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
冷板
1.5
1.8
2.1
2.5
3.2
4.0
4.7
6.2
铝板
—
1.5
1.9
2.3
3.1
3.8
4.4
6.1
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
0.8
1.0
1.2
M3
3.5
3.7
4.0
4.2
M3.5
3.9
4.2
4.4
4.7
M4
4.4
4.6
4.9
5.1
#6-32
3.8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.1
120°
4.8
0.8
4.1
0.3
5.9
5.1
120°
4.8
1.0
3.9
0.4
6.2
5.1
120°
4.8
1.2
3.6
0.5
6.5
5.1
120°
4.8
1.4
3.4
0.6
6.8
5.1
120°
4.8
1.6
3.2
0.7
7.0
5.1
120°
4.8
1.8
2.9
0.8
7.3
5.1120°Fra bibliotek4.82.0
2.6
(2) 当θ>70°时, 按Z折1 (直边段差) 的方式展开.
2. 当H?2T时, 按两段折弯展开 (R=0,θ≠90°).
Z折3 (斜边段差量产方案):
1. 当H?2T时:
(2)当θ≦70°时,
T≦1.5时, 将两侧倒R=T圆弧偏移0.5?T,得到中性层,按中性层展开
T>1.5时,连接两清角处,加上两θ角处的K值得到变形区
2. 当T≧1.5时, λ=0.4T
注: 当用折刀加工时:
1. 当R≦2.0时, 按R=0处理.
2. 当2.0<R<3.0时, 按R=3.0处理.
3. 当R≧3.0时, 按原值处理.
一般折弯 3 (R=0, θ≠90°):
L=A+B+K’
1. 当T?0.3 时, K’=0
2. 当T?0.3时, K’= (?/ 90) * K
一.目的:
统一展开计算方法,做到展开的快速准确.
二.适用范围:
三.展开计算原理:
1. 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.
2. 中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
注: K为90°时的补偿量.
一般折弯4 (R≠0, θ≠90°):
L=A+B+K (K值取中性层弧长)
1. 当T?1.5 时, λ=0.5T
2. 当T?1.5时, λ=0.4T
注: 当用折刀加工时:
1. 当R?2.0时, 按R=0处理.
2. 当2.0<R<3.0时, 按R=3.0处理.
3. 当R≧3.0时, 按原值处理.
2.2
T=1.0
6.0
2.4
T=1.2
6.2
2.6
T=1.5
6.5
3.0
4#40
T=0.6
1.9
2.4
3.4
1.2
T=0.8
3.4
1.4
T=1.0
3.6
1.5
T=1.2
3.8
1.6
T=1.5
4.2
1.8
6#32
T=0.6
T=0.8
T=1.0
T=1.2
T=1.5
2.4
3.2
4.0
1.6
4.2
1.8
4.4
3. 3. 如果折弯处为直边 (H段), 则按两次折弯成形计算: L= L=A+B+H+2K (K=90°展开系数)
备注:
1. 标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.
2. 对於方形抽孔和外部包角的展开,其角部的处理方法参照《产品展开工艺处理标准》,其直壁部分按90°折弯展开.
附件一:常见展开标准数据
四. 展开计算方法:
展开计算的基本公式:展开长度=料内+料内+补偿量
一般折弯1 (R=0,θ=90°):
L=A+B+K
1. 当0<T≦0.3时,K=0
2. 对于铁材 (如﹑SGCC﹑SECC﹑CRS﹑SPTE等):
(1) 当0.3<T<1.5时, K=0.4T
(2) 当1.5≦T<2.5时, K=0.35T
(3) 当 T≧2.5时, K=0.3T
3. 对于其它有色金属材料 (如Al﹑Cu等):
当 T>0.3时, K=0.5T
4. 对于SUS材料,当 T>0.3时,K=0.25T
5. 当CRS料T≧2.5时,K=0.5T
一般折弯2 (R≠0, θ=90°):
L=A+B+K (K值取中性层弧长)
1. 当T<1.5时, λ=0.5T
T=0.6
1.8
3.2
4.0
1.6
T=0.8
4.2
1.8
T=1.0
4.4
2.0
T=1.2
4.6
2.0
T=1.5
5.0
2.4
M4
T=0.6
2.1
3.6
4.4
1.8
T=0.8
4.6
2.0
T=1.0
4.6
2.0
T=1.2
4.8
2.2
T=1.5
5.2
2.4
M5
T=0.6
2.5
4.6
5.6
2.0
T=0.8
5.8
(3)T≧0.8时取S=65%T
注: 一般常见抽牙预冲孔按附件一取值.
2. 抽孔展开处理:
2.1抽孔与沙拉孔铆合时, 抽孔外径=沙拉孔底孔孔径-0.3, 壁厚=0.5T (通常情况下)
2.2若客户图纸上抽孔没标抽孔孔径尺寸, 展开时以下列情形处理:
(1) 当T'≧0.7T时, 取T'=0.7T, 并保证抽孔内径.
2. H>2T, 请示后再按指示处理.
抽孔与抽牙孔:
抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔 , 按下列公式计算, 式中参数见右图 (设预冲孔径为X, 并加上修正系数–0.1):
1. 若抽孔为抽牙孔 (抽孔后攻牙), 则S取值原则如下:
(1)T≦0.5时, 取S=100%T
(2) 0.5<T<0.8时, 取S=70%T
2. 反折压平一般分两步进行:
(1)V折30°
(2) 反折压平
故在作展开图折弯线时, 须按30°折弯线画, 如图所示:
N折:
1.1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件一中参数取值.
当 2. N折以其它方式加工时, 展开算法参见“一般折弯(R4 (R≠0, θ≠90°)”.
Z折1(直边段差):
1. 当H?5T时, 分两次成型时,按两个90°折弯计算.
2. 当H?5T时, 一次成型,L=A+B+K
注: K值依附件一中参数取值.
Z折2 (非平行直边段差):
展开方法与平行直边Z折方法相同 (如上栏), 高度H取值见图示.
Z折3 (斜边段差样品方案):
1. 当H?2T时:
(1)当θ≦70°时, L = A + B + C + K (此时K=0.2).
0.9
7.6
5.1
120°
4.8
2.2
2.4
1.0
7.9
5.1
120°
4.8
2.4
2.0
1.2
8.4
5.1
120°
4.8
2.8
1.2
备注:
当T>1.2时,不能导用标准铆合参数,可根据抽孔展开公式计算预冲孔
(2) 当θ>70°时, 按Z折1 (直边段差) 的方式展开.
2. 当H?2T时, 按两段折弯展开 (R=0,θ≠90°).
Z折4 (过渡段为两圆弧相切):
1. H≦2T段差过渡处为非直线段两圆弧相切展开时, 取基体外侧两圆弧相切点处作垂线, 向内侧偏移一个料厚按图示处理, 然后按Z折1 (直边段差) 方式展开.
1. 直边段差展开系数一览表
2. N折展开系数一览表
3.攻牙时不同材料厚度的预冲孔径和前加工上、下模尺寸关系:
攻牙规格
料厚
抽牙高度
上冲头
下模
预冲孔
M3
T=0.6
1.5
2.6
3.6
1.4
T=0.8
3.8
1.5
T=1.0
4.0
1.6
T=1.2
4.2
1.6
T=1.5
攻牙规格
料厚
抽牙高度
上冲头
下模
预冲孔
M3.5
(2) 当0.5T<T'<0.7T时, 按原图抽孔内﹑外径取值.
(3) 当T'≦0.5T时, 取T'=0.5T, 并保证抽孔外径.
注: 若计算出的预冲孔孔径<1.0, 则取预冲孔径为1.0.
反折压平:
L= A+B-0.4T
1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部.
1.8
4.6
2.0
4.8
2.4
8#32
T=0.6
2.4
3.6
4.6
1.8
T=0.8
4.8
2.0
T=1.0
5.0
2.2
T=1.2
5.2
2.4
T=1.5
5.5
2.8
晟铭钣金部铆合标准参数表
料厚 项目