纺织厂设计正文 精品
纺织厂设计正文

1.前言纺织工业是我国国民经济的传统支柱产业和重要的民生产业,也是国际竞争优势明显的产业,多年来实现了快速发展,但长期积累的结构性矛盾和问题也日渐凸显。
特别是受国际金融危机的影响,占我国纺织产业规模85%的东部沿海地区要素制约加剧,成本上涨较快,竞争优势减弱,而中西部地区比较优势尚未得到充分发挥。
推进纺织产业转移,对推动纺织结构调整,优化产业布局,促进纺织行业持续发展具有重要意义。
本厂设计就是抓住纺织产业转移这个机会,选择在中部的重要城市郑州建设新兴纺织产业。
郑州曾是全国六大纺织重镇之一,拥有“纺织城”的美名,并逐步被打造为“裤业之都”。
2010年郑州市纺织产业园被省工信厅命名为承接产业专业示范区试点。
同年郑州市中原区成为全国纺织产业集群试点即“中国新兴纺织产业基地市(县)”。
从此也可看出国家的扶持力度,在此建厂将有一个很好的外部发展环境。
纺织产业转移的同时还应注意产业升级。
传统的粗放式的发展,产品的低端化,以及仅仅依靠廉价劳动力的发展模式已经不适应当今的竞争环境,不能应对来自国际和国内的挑战。
从国际看,我国纺织工业面临发达国家在产业链高端、发展中国家在产业链低端的双重竞争将更加激烈。
发达国家凭借技术、品牌和供应链整合的优势,占据着市场的主动地位。
其他发展中国家凭借劳动力成本、资源、贸易环境等比较优势,纺织工业将会得到快速发展。
同时,部分发展中国家货币贬值加速,将与我国在中低端产品市场展开更加激烈的竞争。
从国内看,在经济转型升级过程中,受劳动环境和待遇的制约,以及人口老龄化进程加快,纺织工业劳动力结构性短缺日趋严重,随着产业转移步伐加快,中西部地区本地就业数量增加,向东部纺织企业输出的劳动力数量逐步减少,东部企业劳动力短缺明显。
同时,随着资源节约型、环境友好型社会加快推进,对纺织工业节能减排、淘汰落后提出更高要求。
面对这些挑战,我们应该积极发展结构优化、技术先进、绿色环保、附加值高、吸纳就业能力强的现代纺织工业体系。
5万锭棉纺织工厂设计
5万锭1152台有梭织机棉纺织联合工厂设计摘要根据给定的任务书,是根据我校纺织教研室提出的任务而设计的,模拟设计一个5万锭1152台有梭织机棉纺织联合工厂,主要包括3张图纸和一份详细的说明书。
ⅰJT/C 65/35 13×13×523×393.5×127 防羽绒布50 %ⅱ25×28×254×248×127 中平布20%ⅲ18×18×287×271.5×127 细平布30%售纱自定设计主要包括以下内容:1厂址选择和总平面布置:拟设计的工厂选择在芜湖市,根据该地区的条件和经济条件,设计应体现个性化的设计思想。
2技术指标设计:根据所要生产的品种,选择合理的工艺流程并计算出各工序配备台数。
3工厂和机器的排列:在厂品所必须的流程中,缩短工艺流程,同时为了满足温湿度的具体要求,将厂房分布不同部分,以便合理生产。
4图号:①车间机器排列图1张A0②全厂总平面布置图1张A1③布机地脚图1张A2关键词:联合工厂;设计;工艺The design of Cotton textile factory with 50,000spiningframes 1152 shuttle loomsAbstractAccording to the task that give and settle, draw up to design a cotton mill factory, Mainly includes three drawings and a detailed manualⅰJT/C 65/35 13×13×523×393.5×127 down proof fabric 50% ⅱ25×28×254×248×127 plain cloth 20% ⅲ18×18×287×271.5×127 fine plain 30% Remaining the yarn all for sellingDesign to mainly include the following contents:1 The factory site choice and total flat surfaces arrange: draw up the factory of design choice in lake of Wuhu, basis the condition and economic conditions of that region, design should body now characteristic design thought.2 The technique index sign design: according to the species of the production want, the reasonable craft process of choice computes an each work of preface equipment set number also.3 The alignment of the factory and machine: in product must of process, shorten the craft process, at the same time for satisfying the concrete request of degree of humidity, distribute factory premises the dissimilarity part, for the purpose of reasonable production.4 Diagram number:①The arrange of machines one A0②The general lay out one A1③The general layout of the basis of the weaving machines one A2 Keywords:Cotton textile; cotton mill designing ; technology目录引言 (1)第1章绪论 (2)第2章原棉的选配与工艺流程 (7)第3章织部工艺参数和机器配备 (11)3.1 概述...................................................................... .. (11)3.2 织部工艺参数.......................................................... .. (11)3.3 织部配备机器计算 (11)第4章纺部工艺参数和机器配备 (19)4.1 概述 (19)4.2纺部工艺参数........................................................... .. (19)4.3纺部配备机器计算.................................................... (20)第5章劳动定员 (35)结论与展望 (39)致谢 (40)参考文献 (41)附录A附录B插图清单图2-1织造工艺流程 (10)表格清单表4-1 涤棉牵伸数据 (23)表4-2 13tex纺纱各工序消耗率和计划停台率................................... (25)表4-3 13tex纺纱各工序线密度的选定 (28)表4-4 25×28tex纺纱各工序消耗率和计划停台率............................. (29)表4-5 25×28tex纺纱各工序线密度的选定..................................... (31)表4-6 18tex纺纱各工序消耗率和计划停台率.................................. (32)表4-7 18tex各工序消耗率和计划停台率.................................... (34)表5-1 具体定员 (35)表5-2 现车间人数统计 (38)引言随着世界技术革命的不断深入,高技术日益向纺织工业渗透,使纺织工业技术装备、工艺过程的自动化程度、厂品的档次及经营管理模式均达到了更高的水平,纺织工业已从低成本竞争走向了高技术竞争。
纺织厂设计
啊摘要本文主要介绍了有关棉纺织厂设计的内容。
文中介绍了一个5万纱锭500台织机的小型棉纺织厂的情况。
本厂设计规模为5万锭500台布机,实际建成规模为50000锭和490台布机,主要产品为:纯棉中平布28×28×236×228×91.5,生产规模为细纱总产量584.2吨/年;布总产量为15.6×106m/年;其中包括总平面图布置、厂址选择、工艺流程、技术经济指标、工艺计算及机器选配、厂房形式及柱网尺寸、车间布置和机器排列等方面,论文以精确的数据、详实的文字说明及清晰的图形对设计一一作了进行论述。
关键词: 5万纱锭、棉纺织厂、总平面图布置、工艺流程ABSTRACTThis text introduces the design of cotton spinning and weaving mill mainly。
It describes a minor cotton mill with 50000 spindle and 500 machine in weaving shed .The main products are clear cotton plain cloth 8×28×236×228×91.5 .The production of yarn is 584.2 t/y ;and the production of cloth is 15.6×106m/y.This text also introduces the a arrangement of overall plane,the selection of position ,technological process ,technical economics index ,technical calculation ,machine selection ,the mill type ,shed arrangement and machine deploy and so on ,which are asserted by mathematic data ,detail literal exposition.Key words:50000 spindle, cotton mill, overall plane,technological process1前言在我国国民经济中纺织工业是一个发展比较早、基础比较好的工业部门,是我国传统支柱产业之一。
纺织厂设计精品课程案例教学

案例1:郑州第一纺织有限公司搬迁改造工程一.新建纺织厂厂区总平面规划:l厂区总平面规划应考虑的主要因素:(1)总平面设计应在总体规划的基础上,根据生产要求和自然条件,力求做到因地制宜,统筹安排,远近期结合,合理紧凑。
(2)生产线路顺畅,路程短,尽量避免交叉运输,人流货流分开。
(3)厂区考虑功能分区。
生产区、生活区、办公区、仓库区(原料库、成品库、机物料库等)、动力区(高低压配电、水泵房、空压站、锅炉房等)。
考虑风向对生活区的污染影响。
(4)厂区道路及建筑物的间距应符合消防要求,生产主厂房周围一般应设环形干道,避免出现死角。
厂区设有一定绿化规划,防止环境污染,维持生态平衡,改善环境。
二.生产车间布置与机器排列1. 生产车间布置的基本原则:(1)生产车间的布置应结合厂区总平面布置,以确保工艺路线和工程管道等短而且顺畅。
原料进车间入口应靠近原料仓库;成品车间出口应靠近成品库附近或印染车间附近;浆纱车间及蒸纱室(T/C纱)应接近锅炉房;细纱车间与布机车间应靠近变配电站等。
(2)各车间相互位置,应使运输路线缩短至最小限度,并应避免迂回交叉。
(3)温湿度要求相同或相近的工序,应尽量集中或靠近,温湿度要求不同的工序要用隔墙分开,以便于空调和安全防火等管理。
(4)车间布置应结合机器排列,保证工作台面采光和通风均匀。
锯齿形厂房中,对机身长的机器,如细纱机、络筒、并纱、捻线及粗纱机等应垂直天窗排列,并使工作面获得均匀空调送风。
(5)纺织车间对空调要求较高,为获得均匀有效的送风,在确定车间位置时,应确保车间空调支风道送风距离不超过70米,这样也可满足厂房屋面天沟外排水要求,所以锯齿形厂房或钢筋混凝土无窗厂房,厂房大梁支风道方向长度不宜超过140米。
(6)车间布置应保证安全生产。
开清棉、分级室、梳并粗设防火门。
车间布置过程中需考虑的因素很多,要根据情况具体分析,结合实际条件设计多个方案,分析对比,择优采用。
2. 附属房屋布置原则:(1)生产附房一般布置在生产厂房四周并靠近其所服务的车间,这种附房可使车间与外界隔开,可稳定车间温湿度。
纺织厂设计资料范文
纺织厂设计资料范文1.厂房设计:-位置:选择地理位置优越、交通便利的地区,便于原材料的进出和产品的销售。
-厂房布局:按照物料流向和生产流程进行合理布局,最大程度地提高生产效率。
-功能区划分:根据各个工序的需求,将厂房划分为原料储存区、生产区、成品仓储区和办公区等。
-空间设计:考虑到设备和工人的活动空间,合理安排厂房的宽敞度和通风度。
2.设备选型:-纺织机械:根据纺织产品的种类和规模,选购适合的纺织生产设备,包括纺纱机、织布机、印染设备等。
-动力设备:选购适当的动力设备,如电机、发电机组,以满足生产设备的能源需求。
-自动化设备:考虑到提高产能和减少人工成本的要求,选购适合的自动化设备,如自动裁剪机、自动纺纱机等。
3.生产流程:-原料采购:建立稳定的原材料供应链,确保原材料能够按时到达。
-仓储管理:建立合理的原材料和成品仓储系统,确保物料的安全和及时供应。
-生产计划:根据市场需求和设备状况,制定合理的生产计划,保证生产任务的完成。
-质量控制:建立严格的质量控制体系,包括原材料检验、现场监督、成品质检等,确保产品符合质量标准。
-产品包装和装运:对成品进行合适的包装,确保产品在运输过程中不受损坏,并按时发货。
4.员工组织:-岗位设置:根据生产工序和流程,合理设置各个岗位,明确各个岗位的职责和权限。
-员工培训:为员工提供必要的培训和技术指导,提高生产效率和产品质量。
-人员配备:根据生产规模和生产计划,合理配置员工数量,确保生产任务的完成。
-员工福利:关注员工的工作环境和福利,提高员工的工作积极性和生产质量。
以上就是一个关于纺织厂设计资料的例子,可以根据实际情况进行调整和补充。
设计资料的详细程度和内容将取决于纺织厂的规模和需求。
纺织厂设计——精选推荐
一、概述1产品方案和建设规模本厂设计规模为3万锭200台布机,实际建成规模为30000锭和200台布机,主要产品为:甲:14.5×14.5×267.5×248×18纯棉细平布;乙:14.5tex纯棉普梳纱。
下面本文以精确的数据、详实的文字说明及清晰的图形对设计一一作了论述。
其中包括总平面布置、厂址选择、工艺流程、技术经济指标、工艺计算及机器选配、厂房形式及柱网尺寸、车间布置和机器排列等方面。
2产品种类与原棉选配2.1产品种类14.5×14.5×267.5×248×180 纯棉普梳细平布14.5tex纯棉普梳纱2.2原棉选配其纱为细号纱,经纬纱采用中线密度纱织制的平纹织物。
坯布直接供市销的,又称市布。
纬纱的线密度等于或接近于经纱线密度。
经向紧度为35%~60%,纬向紧度为36%~60%,经纬向紧度比为1:1。
因此,在原料的选用上应该选择色泽洁白、品级较高(1.5~2.8)、成熟度适中、纤维线密度小、强力较高、纤维较长(30~29mm),整齐度较好和杂质疵点较少的原棉。
2.3辅助材料选择(主要是浆料的选择)为了提高经纱的可纺性,单纱一般都要上浆,使纱条毛羽帖伏,布面光洁。
经纱上浆使浆料的一部分被覆于纱的表面,形成浆膜,提高经纱在织造时的耐磨性能;另一部分则浸透到纤维束间,增加纤维的抱合力,提高经纱强度,但浆液浸透不能太多,否则浆纱发硬,弹性降低,导致经纱断头增加。
股线一般布需要上浆,有时因工艺流程需要,股线在浆纱机上进行并轴加工,为稳定捻度使纱线表面毛羽贴伏,在并轴加工的同时,可以让股线上些轻浆或过水。
为了达到上述要求,浆纱应具有以下性能:(1)浆液对纱线要有良好的润湿性能,以便浆液中的粘着剂和纱线有一定的粘着作用。
(2)在整个上浆过程中,浆液要有良好的物理和化学上的稳定性,即浆液不能发生沉淀、起泡、发霉或以外的分解。
(3)浆液应呈无色透明(或极淡的色调),无刺鼻或对个体有害的气味。
纺织厂设计正文 4
1.前言纺织工业是我国国民经济的传统支柱产业和重要的民生产业,也是国际竞争优势明显的产业,多年来实现了快速发展,但长期积累的结构性矛盾和问题也日渐凸显。
特别是受国际金融危机的影响,占我国纺织产业规模85%的东部沿海地区要素制约加剧,成本上涨较快,竞争优势减弱,而中西部地区比较优势尚未得到充分发挥。
推进纺织产业转移,对推动纺织结构调整,优化产业布局,促进纺织行业持续发展具有重要意义。
本厂设计就是抓住纺织产业转移这个机会,选择在中部的重要城市郑州建设新兴纺织产业。
郑州曾是全国六大纺织重镇之一,拥有“纺织城”的美名,并逐步被打造为“裤业之都”。
2010年郑州市纺织产业园被省工信厅命名为承接产业专业示范区试点。
同年郑州市中原区成为全国纺织产业集群试点即“中国新兴纺织产业基地市(县)”。
从此也可看出国家的扶持力度,在此建厂将有一个很好的外部发展环境。
纺织产业转移的同时还应注意产业升级。
传统的粗放式的发展,产品的低端化,以及仅仅依靠廉价劳动力的发展模式已经不适应当今的竞争环境,不能应对来自国际和国内的挑战。
从国际看,我国纺织工业面临发达国家在产业链高端、发展中国家在产业链低端的双重竞争将更加激烈。
发达国家凭借技术、品牌和供应链整合的优势,占据着市场的主动地位。
其他发展中国家凭借劳动力成本、资源、贸易环境等比较优势,纺织工业将会得到快速发展。
同时,部分发展中国家货币贬值加速,将与我国在中低端产品市场展开更加激烈的竞争。
从国内看,在经济转型升级过程中,受劳动环境和待遇的制约,以及人口老龄化进程加快,纺织工业劳动力结构性短缺日趋严重,随着产业转移步伐加快,中西部地区本地就业数量增加,向东部纺织企业输出的劳动力数量逐步减少,东部企业劳动力短缺明显。
同时,随着资源节约型、环境友好型社会加快推进,对纺织工业节能减排、淘汰落后提出更高要求。
面对这些挑战,我们应该积极发展结构优化、技术先进、绿色环保、附加值高、吸纳就业能力强的现代纺织工业体系。
毕业设计--棉纺织厂设计
Ⅰ毕业设计(论文)题目中文: 5万锭340台喷气织机棉纺织工厂设计英文:The design of Cotton textil e mill with 50 000 spindl es 340 air-jet loomⅡ原始资料根据给定的细纱锭数和织机台数等相关数据进行棉纺织联合工厂设计,使得设计出来的纺织厂生产符合以下要求:1. 160cmJC14.6tex×JC14.6tex×562.5×401.5 2/1 20%2. 63” T/C 65/35 J60S×J60S×200× 137 2/1 20%3. 63”C20S×C20S×128×60 3/1 30%4. 160cmT/C 65/35 13×13×433×299 1/1 30%计算:1英寸=2.54厘米;1厘米=0.3937英寸;所以:200根/英寸=787根/10 cm ;137根/英寸=539根/10cm ;128根/英寸=503.5根/10cm ;60根/s=236根/10 cm ;英制支数与特克斯之间的指标换算:对于纯纺棉纱来说,因为We=9.89%,故换算常数C=583.1;对于T/C来说,因为We=9.89%,故换算常数C=587.6。
所以Nt=C/Ne=587.6/60=9.8ex ; Nt=C/Ne=583.1/20=29.2tex ; 63”=160cm;即题目为:1. 160cmJC14.6tex×JC14.6tex×562.5×401.5 2/1 20%2. 160cmT/C 65/35 J9.8tex×J9.8tex×787×539 2/1 20%3. 160cmC29.2tex×C29.2tex×503.5×236 3/1 30%4. 160cmT/C 65/35 J13×J13×433×299 1/1 30%主要参考文献:[1]陆君伟.纺织企业班组管理. [M].北京:中国纺织出版社,1999.[2]李长智.降低国产清梳联短绒棉结的工艺研究[J].棉纺织技术,2000,(8):29~23.[3]沈惠达.改善涤棉纱混合均匀的分析[J]. 棉纺织技术,1987,(8):35~37.[4] 郭先登. 关于中国纺织工业目前所处发展阶段的研究[J]中国纺织, 1999,(07) .[5]范尧明.涤棉混纺混合问题的评析与探讨[J]. 棉纺织技术,1999,(12):21~24.[6]张成福.降低细纱重量不匀的主要措施[J]. 棉纺织技术,1999,(11):39~40.[7]戚玉光.排包小议[J]. 棉纺织技术,1999,(1):33~34.[8]棉纺手册(第三版)编委会编.棉纺手册[M].第三版. 北京:中国纺织出版社,2004.[9]钱鸿彬.棉纺织工厂设计[M].第二版. 北京:中国纺织出版社,2007.[10]郁履方,戴元熙.纺织厂空气调节[M].第二版. 北京:中国纺织出版社,1988.[11]棉织手册(第二版)编委会编.棉织手册[M].北京:第二版.中国纺织出版社,2001.[12]杨锁廷.纺纱学[M]. 北京:中国纺织出版社,2004.[13]薛少林.减少纱线毛羽的探讨[J]. 棉纺织技术,1999,(3):19~21.[14]徐少范.棉纺质量控制[M].北京:中国纺织出版社,2002.[15]朱苏康,高卫东.机织学[M]. 北京:中国纺织出版社,2008.[16]孔庆福.中国纺织机械选用指南. [M].北京:中国纺织出版社,1999.[17]潘慧明.我国纺织服装业集群研究.[D]武汉理工大学.2006.[18]吴志宾. 经济全球化与我国纺织工业产业结构调整战略[D]南京理工大学, 2002.[19]裘愉发,吕波。
纺织厂毕业设计
纺织厂毕业设计一、设计背景纺织厂作为制造行业的重要组成部分,承担着纺织品的生产任务。
随着科技的发展和社会的进步,纺织厂也面临着许多问题和挑战。
为了提高生产效率、降低成本、提升产品质量,本文提出了一种基于智能化管理的纺织厂毕业设计方案。
二、设计目标本毕业设计的目标是提出一种基于智能化管理的纺织厂设计方案,以提高生产效率、降低成本、提升产品质量。
具体包括以下几个方面:1.智能化生产线设计:通过引入自动化设备和智能化控制系统,实现生产线的智能化管理,提高生产效率;2.数据化监控系统设计:基于物联网技术,实现对生产过程的数据化监控和分析,及时发现和解决生产问题;3.品质管理系统设计:建立完善的品质管理体系,确保产品质量;4.节能环保设计:优化能源的利用和排放,降低生产过程中的环境影响。
三、设计方案1. 智能化生产线设计在现代纺织厂中,智能化生产线已经成为常见的生产方式。
本设计方案中,将引入自动化设备和智能化控制系统,实现纺织厂生产线的智能化管理。
具体包括以下几个方面:•自动化设备:引入自动化织机、自动化缝纫机等现代化设备,实现纺织生产过程的自动化和高速化;•智能化控制系统:利用传感器、执行器等设备,实时监测生产过程中的各个环节,并进行智能化控制,提高生产效率和产品质量;•数据集成平台:建立数据集成平台,实现各个设备和系统之间的数据交换和信息共享。
2. 数据化监控系统设计本设计方案中,将基于物联网技术,建立数据化监控系统,对纺织生产过程进行数据采集、监控和分析。
具体包括以下几个方面:•传感器网络:在各个生产环节安装传感器,实时采集生产数据,如温度、湿度、压力等;•数据存储和处理:通过云平台或本地服务器,对采集到的数据进行存储和处理,实现数据的实时分析和监控;•异常预警和故障排查:基于采集到的数据,建立异常预警和故障排查模型,及时发现生产异常和设备故障,提高生产效率和产品质量。
3. 品质管理系统设计为了保证产品质量,本设计方案中提出了一套完善的品质管理系统。
棉纺厂设计(织)
棉纺厂设计【19.5tex ×14.5tex 纯棉细平布,14tex ×21tex 纯棉府绸】本设计有 产品一:180cm 19.5tex ×14.5tex 307×307 纯棉细平布 产品二:180cm 14tex ×21tex 346×236 纯棉府绸 200台 JAT610喷气织机 产量比:(1):(2)= 40:60一、工艺流程和机器选型: (1)纯棉细平布经:络筒机→整经机→浆纱机→穿筘机→喷气织机→验布机→折布机→中包机 纬:络筒机 (2)纯棉府绸经:络筒机→整经机→浆纱机→穿筘机→喷气织机→验布机→折布机→中包机 纬:络筒机二、棉织机器配置计算:表1 各机器时间效率机器时间效率(%)计划停台率村田NO.7-II 型自动络筒机 70 5 贝宁格ZC-L 型高速整经机50 4 GA338型浆纱机 70 7 G177-180型穿筘机 - - JAT610型喷气织机 90 2 GA801型验布机 15 1 GA841型折布机 40 1 A752型中包机--1、织机:(1)最终各品种的产量比为40︰60 织机理论生产率=中的纬纱数织机每分钟转速cm 101060⨯⨯织机的实际生产率=织机的理论生产率×时间效率 织机的定额台数=织机配备台数×(1-计划停台率) 织机的总产量=织机的定额台数×织机的实际台时产量 时间效率90% 计划停台率2%①纯棉细平布织机理论生产率=3071050060⨯⨯=9.77(m/台·h )织机的实际生产率=9.77×90%=8.79(m/台·h ) ②纯棉府绸织机理论生产率=2361050060⨯⨯=12.71(m/台·h )织机的实际生产率=12.71×90%=11.44(m/台·h ) (2)织机定台计算设生产纯棉细平布机台数为x ,纯棉府绸为y⎩⎨⎧==+60/4044.11/79.8200y x y x 由上面方程可解得机器台数配备⎩⎨⎧==10793y x①纯棉细平布织机的定额台数=93×(1-2%)=91(台) 织机的总产量=91×8.79=799.89(m/h ) ②纯棉府绸织机的定额台数=107×(1-2%)=105(台) 织机的总产量=105×11.44=1201.2(m/h ) 各品种的每小时总产量见表2表2 每个品种总产量项目纯棉细平布 纯棉府绸 每小时总产量(m/h )799.891201.22、络筒机:(1)络筒机的产量计算公式 络筒机理论生产率=1000100060min /⨯⨯⨯纱线特殊)络筒线速度(m络筒机实际生产率=络筒机理论生产率×时间效率络筒线速度1100m/min 时间效率90% ①纯棉细平布络筒机理论生产率=10001000.519601100⨯⨯⨯=1.287(kg/锭·h )络筒机实际生产率=1.287×90%=1.158(kg/锭·h ) ②纯棉府绸络筒机理论生产率=1000100014601100⨯⨯⨯=0.924(kg/锭·h )络筒机实际生产率=0.924×90%=0.832(kg/锭·h )(2)络筒机定台计算 ①总经根数根据经验公式计算⎪⎪⎭⎫⎝⎛-⨯+⨯=bi d bj fj z b b m W P m 110 z m :总经根数 j P :经密(根/10cm ) f W :标准幅宽(cm ) bj m :边经根数d b :地经每筘穿入数 bi b :边经每筘穿入数纯棉细平布总经根数=307×10180+48×(1-42)=5550根纯棉府绸总经根数=346×10180+48×(1-42)=6252根②每米织物经(纬)纱用量 每米织物经纱用量=-经纱回丝率)(+伸长率)(-经纱缩率)(+损失率)(+加放率)(纱线特数总经根数111100011⨯⨯⨯⨯⨯⨯每米织物纬纱用量=-纬纱回丝率)(-纬纱缩率)(+损失率)(+加放率)(纱线特数)布幅()纬密(根111000101110/⨯⨯⨯⨯⨯⨯⨯cm cma 纯棉细平布:总经根数5910根 加放率0.9% 损失率0.1% 经纱缩率9% 伸长率1.2% 经纱回丝率0.4% 布幅180cm 纬纱缩率7% 纬纱回丝率0.8%每米织物经纱用量=%)-(%)+(%)-(%)+(%)+(.401.211911000.101.901.5195550⨯⨯⨯⨯⨯⨯=119.17(g/m ) 每米织物纬纱用量=%)-(%)-(%)+(%)+(.80171100010.101.901.514180307⨯⨯⨯⨯⨯⨯⨯=87.72(g/m )b 纯棉府绸:总经根数6252根 加放率0.9% 损失率0.1% 经纱缩率11% 伸长率1.2% 经纱回丝率0.4% 布幅180cm 纬纱缩率2.2% 纬纱回丝率0.8%每米织物经纱用量=%)-(%)+(%)-(%)+(%)+(.401.2111111000.101.901416252⨯⨯⨯⨯⨯⨯=98.55(g/m )每米织物纬纱用量=%)-(%)-(%)+(%)+(.801.221100010.101.90121180236⨯⨯⨯⨯⨯⨯⨯=92.87(g/m )③每小时织物的经(纬)纱用纱量 每小时织物的经纬纱用纱量=1000/)(/)纱用量(纬每米织物经)织物总产量(m g h m ⨯a 纯棉细平布每小时织物的经纱用纱量=100017.11999.897⨯=95.32(kg/h )每小时织物的纬纱用纱量=10002.78799.897⨯=70.17(kg/h )b 纯棉府绸每小时织物的经纱用纱量=10005.5981201.2⨯=118.38(kg/h ) 每小时织物的纬纱用纱量=10007.892.21201⨯=111.56(kg/h )络筒机定额锭数=)锭每锭实际生产率()纱量(织物的经纱(纬纱)用h kg h kg ·//络筒机的计算配备台数=-计划停台率定额锭数1计划停台率5%a 纯棉细平布络经纱的络筒机定额锭数=58.112.395=82.31(锭)络经纱的络筒机计算配备台数=%-511.382=86.64(锭) 取2台络纬纱的络筒机定额锭数=58.117.170=60.60(锭)络纬纱的络筒机计算配备台数=%-510.660=52.33(锭) 取1台b 纯棉府绸络经纱的络筒机定额锭数=32.80.38118=142.28(锭)络经纱的络筒机计算配备台数=%-518.2142=149.77(锭) 取3台络纬纱的络筒机定额锭数=32.806.5111=134.09(锭)络纬纱的络筒机计算配备台数=%-519.0134=141.15(锭) 取3台络筒机选用村田NO7-II ,锭数为60锭/台则纯棉细平布需设备3台,纯棉府绸6台,共9台3、整经机:(1)整经机产量计算 整经机理论生产率=1000100060min /⨯⨯⨯⨯纱线特数每轴经纱根数)整经机速度(m整经机的实际生产率=整经机理论生产率×时间效率时间效率50% 整经机速度500m/min ①纯棉细平布取10轴(5550根)整经机理论生产率=10001000.51955560500⨯⨯⨯⨯=324.675(kg/台·h )整经机实际生产率=324.675×50%=162.338(kg/台·h )②纯棉府绸取12轴(6252根)整经机理论生产率=100010004152160500⨯⨯⨯⨯=218.820(kg/台·h )整经机实际生产率=218.820×50%=109.41(kg/台·h ) (2)络筒机定台计算 整经机的定额台数=)台每台实际生产率()织机的经纱用纱量(h kg h kg ·//整经机的计算配备台数=-计划停台率定额台数1计划停台率4%①纯棉细平布整经机定额台数=38.31622.395=0.59(台)整经机计算配备台数=%-419.50=0.61(台) 取1台②纯棉府绸整经机定额台数=1.41098.3118=1.08(台)整经机计算配备台数=%-418.01=1.13(台) 取2台整经机需设备3台4、浆纱机:(1)浆纱机产量计算 浆纱机理论生产率=1000100060min /⨯⨯⨯⨯纱线特数织机总经根数)浆纱机线速度(m浆纱机实际生产率=浆纱机理论生产率×时间效率时间效率70% 浆纱机线速度30m/min ①纯棉细平布浆纱机理论生产率=10001000.51955506030⨯⨯⨯⨯=194.81(kg/台·h )浆纱机实际生产率=194.81×70%=136.37(kg/台·h ) ②纯棉府绸浆纱机理论生产率=100010004162526030⨯⨯⨯⨯=157.55(kg/台·h )浆纱机实际生产率=157.55×70%=110.29(kg/台·h ) (2)浆纱机定台计算 浆纱机的定额台数=)台每台的实际生产率()织物的经纱用纱量(h kg h ·//kg浆纱机的计算配备台数=-计划停台率定额台数1计划停台率7% ①纯棉细平布浆纱机的定额台数=7.31362.395=0.70(台)浆纱机的计算配备台数=%-7170.0=0.75(台) 取1台②纯棉府绸浆纱机的定额台数=9.21108.3118=1.07(台)浆纱机的计算配备台数=%-717.01=1.15(台) 取2台浆纱机共需配备3台5、穿筘机:织轴理论长度(L ')=纱线特数总经根数上浆率)()卷绕密度()卷装体积(⨯⨯+⨯1V γ×1000浆纱墨印长度j g m a nL L -⨯+⨯=11)(η浆纱机的联匹数(N)=)()(L L 浆纱墨印长度织轴理论长度'穿筘架的计算配备台数 =/)h ⋅织轴上的总经根数穿筘定额(根台×)m ⋅⨯织物的生产量(m h)公称匹长浆纱机联匹数((1)纯棉细平布取1100根/台 上浆率9.5% 卷绕密度r=0.45g/cm 3L '=.5195550.59110005.406.3898743⨯⨯⨯⨯%)+(=3412.77mm L =%-9136.340⨯=133.05m浆纱机的联匹数(N)=5.0133412.773=25.65 取25联匹 穿筘架的计算配备台数=11005550×256.34099.897⨯=4.00(台) 取4台(2)纯棉府绸取1200根/台 上浆率11.5% 卷绕密度r=0.45g/cm 3L '=41625211.5110005.406.3898743⨯⨯⨯⨯%)+(=4144.1mm L =%-11136.340⨯=136.04m浆纱机的联匹数(N)=4.01364144.1=30.46 取30联匹穿筘架的计算配备台数=12006252×306.3401201.2⨯=5.17(台) 取5台穿筘机需设备9台6、验布机:(1)验布机产量计算验布机理论生产率=验布机线速度×60验布机实际生产率=验布机理论生产率×时间效率 时间效率15%验布机理论生产率=20×60=1200(m/台·h ) 验布机实际生产率=1200×15%=180(m/台·h ) (2)验布机定台计算 ①纯棉细平布验布机的定额配备台数=18099.897=4.44(台)验布机的计算配备台数=%-1144.4=4.48(台) 取5台②纯棉细平布验布机的定额配备台数=1801201.2=6.67(台)验布机的计算配备台数=%-117.66=6.74(台) 取7台验布机需设备12台7、折布机:(1)折布机产量计算折布机理论生产率=折布机线速度×60折布机实际生产率=折布机理论生产率×时间效率 时间效率40%折布机理论生产率=76×60=4560(m/台·h ) 折布机实际生产率=4560×40%=1824(m/台·h ) (2)折布机定台计算 ①纯棉细平布折布机的定额配备台数=1824799.89=0.439(台)折布机的计算配备台数=%-1139.40=0.443(台) 取1台②纯棉府绸折布机的定额配备台数=1824.21201=0.659(台)折布机的计算配备台数=%-1159.60=0.666(台) 取1台折布机需设备2台8、打包机:(1)打包机产量计算中包机生产定额12包7200(m/台·h ) (2)打包机定台计算 中包机计算配备台数=/)m h 织物的生产量(中包机的实际生产率(m/台h)①纯棉细平布中包机计算配备台数=720099.897=0.111(台)①纯棉细平布中包机计算配备台数=72001201.2=0.167(台)打包机需设备1台表3 各工序机器设备机器机器台数(台)纯棉细平布纯棉府绸总共 络筒机 3 6 9 整经机 1 2 3 浆纱机 1 2 3 穿筘机 4 5 9 JAT610织机 93 107 200 验布机 5 7 12 折布机 1 1 2 打包机0.1110.1671。
纺织厂毕业设计正文[管理资料]
![纺织厂毕业设计正文[管理资料]](https://img.taocdn.com/s3/m/0b66466951e79b8969022605.png)
引言在我国国民经济中,纺织工业是一个发展较早、基础比较坚实的工业部门,是我国传统支柱产业之一。
新中国成立后,纺织工业得到了迅速的恢复和发展,不仅肩负着全国人民生活的需要和出口创汇的重任,还为我国的基础工业提供了有力的支持。
在旧中国,纺织工厂的设计绝大部分掌握在外国人手里,新中国成立后,国家为了大力发展纺织工业,完成大量的工程建设任务,全国各地相继成立了一些地区性的纺织设计部门,分担部分当地建厂的设计任务。
在这一时期,我国纺织工业取得了很大成就,但受历史条件的局限,多年的低水平重复建设以及体制弊端、冗员过多等沉重负担,严重制约了纺织工业的发展。
近几十年来,我国纺织工业与国际的经济合作得到积极发展。
采取了补偿贸易、来料加工、技术引进、合作生产、合资合营等多种形式。
我国的“十五”规划要求用高新技术和现代信息技术改造传统产业,实现产业升级的方针,淘汰落后设备,积极推广使用国内先进棉纺织设备的要求,给纺织工业指明了新的方向。
改革开放的继续深化和市场经济的不断完善,又为纺织行业发展创造了广阔的空间和机遇。
棉纺织厂设计是工程建设的重要核心组成部分,也是一项难度较大、综合多学科的、多种专业技术的创造性活动,有关技术人员不仅要精通纺织专业知识,还需一定程度了解相关技术专业基础知识和新技术。
为此本设计理论重点依据纺织工艺设计方面的知识,如产品方案、工艺流程、设备选型、工艺计算、车间布置和机器排列等,此外还有其他专业的一些设计基础知识。
本论文简要的介绍了棉纺织厂设计,结合产品的种类、产量等确定相应的工艺流程及工艺参数,进行合理的计算,以此确定所需配备的机台数量及劳动定员等。
第1章概述纺织工业是我国国民经济的传统支柱产业和重要的民生产业,也是国际竞争优势明显的产业,在繁荣市场、扩大出口、吸纳就业、增加农民收入、促进城镇化发展等方面发挥着重要作用。
本设计是根据指导教师提出的任务书而作。
设计内容为5万锭细纱,1000头转杯纺,864台有梭织机的棉纺织联合厂,余锭售纱,产品方案如下:(1) T/C 65/35 ××370×551×127 横贡50%(2) C 28×28×484×236×127 纱华达呢20%(3) C 18×18×289××127 麻纱30%建厂地址设在泉州市,泉州市地形呈"E"型,地处福建省东南部、台湾海峡西岸,东经117°25'~119°05',北纬24°30'~25°56,东西宽153公里,南北长157公里。
纺织厂设计
第一部分总论第一节国民经济规划对本设计的要求一、鲜明的政策性基本建设项目是根据国家长远经济规划提出的,设计充分体现国家和上级有关政策的精神,尊重规定的法令和指标。
设计应有利于发展社会经济,有利于民族团结,并能体现国家的政策精神,采用当时当地最适宜的先进技术。
二、经济上的合理性和技术上的可能性设计应有利于在当前发挥应有的经济效益,也能适应遇见时期内的发展趋势,有利于以后进行技术改造。
一切技术问题都应从实际出发,要贯彻“不成熟的技术不采取,未定型的设备不能用”的精神,把设计中的新技术放到切实可靠的基础上。
三、综合考虑,统筹安排毛纺厂的设计工作是一项涉及多行业、多工种需要综合考虑,统筹安排的复杂工作,就工艺设计内部来说,只要在工艺过程各部门之间求得一个合理的平衡,就设计本身来说,是要在生产部门和辅助部门之间有一个合理的安排,就建厂地点来说,是要在建设单位和临近企业之间建立一种互相协作、共同前进的友谊关系。
第二节毛纺厂设计的一般原则1、坚持党和国家的方针政策。
2、坚持因地制宜,实事求是的设计作风。
3、坚持深入实际,调查研究基础上的原则。
4、把工艺、技术、设备的先进性与事实上的确可能性结合。
5、把经济效益作为工厂设计的最终目标。
6、对环境保护,工人福利要引起足够的重视。
第三节建厂地点的自然条件一、建厂地区的自然条件厂址选择在XX呼和浩特市金川开发区自然条件:金川开发区地处中国北疆XX自治区土默川平原腹地,常年主导风向西北风,气候宜人,四季分明,年平均气温在 5.8摄氏度,最冷的一月份平均气温零下17.4摄氏度,年降雨在417.5毫米左右,无霜期130天左右。
开发区北靠大青山,地层结构由第四纪洪积岩;中积物组成,呈明显的沙粒结构,地质承载力为250Kmp/m2,开发成本低,宜于工业项目开发建设。
二、建厂地区的技术经济条件:周边环境:开发区与市区接壤,市区内有高等学院9所,科研院所124家,在校大中专学生达8.3万人,每年毕业大中专学生约2万多人,高素质的劳动力资源十分丰富。
纺织厂毕业设计
纺织厂毕业设计1. 引言本文档旨在介绍一项关于纺织厂毕业设计的详细方案。
该毕业设计旨在提升纺织厂的生产效率、降低成本、提高产品质量以及增加生产线的灵活性。
本文档将首先介绍设计目标和背景,然后描述具体的设计方案,包括采用的技术和设备,最后给出一个实施计划。
2. 设计目标和背景纺织厂作为传统制造业的重要组成部分,面临着如何提升生产效率、降低成本以及提高产品质量的挑战。
为了解决这些问题,本毕业设计的目标包括:•提升生产效率:通过引入自动化生产线和优化工作流程,提高纺织厂的生产效率。
•降低成本:通过减少人工操作和提高设备利用率,降低生产成本。
•提高产品质量:引入先进的质量控制技术,提高纺织产品的一致性和可靠性。
•增加生产线的灵活性:构建灵活的生产线,使纺织厂能够快速响应市场需求的变化。
3. 设计方案为了实现上述目标,本毕业设计采取以下具体的设计方案。
3.1 自动化生产线引入自动化生产线是提升纺织厂生产效率的关键。
通过自动化设备和机器人,可以替代部分人工操作,例如纺纱、织布以及染色等工序。
自动化生产线可以提高生产效率、减少人力成本,并且可以实现更加精准的生产控制。
3.2 质量控制技术为了提高产品质量,本设计引入了先进的质量控制技术。
例如,使用图像识别技术对纺织品进行检测,以确保产品与标准规格的一致性。
此外,还可以采用穿梭机器人和自动化计量设备来提高生产过程中的质量控制。
3.3 智能仓储系统为了提高物料管理的效率,设计方案中引入了智能仓储系统。
该系统利用传感器和物联网技术,实现对纺织原材料和成品的实时监测和管理。
智能仓储系统可以减少物料损失和过期,提高物料使用率和库存管理效果。
3.4 数据分析与优化为了实现纺织厂生产线的灵活性,设计方案中还包括了数据分析与优化。
通过使用先进的数据分析技术,可以对生产线进行实时监测和分析,以及预测生产线的瓶颈和故障。
基于这些数据,可以优化生产线的布局和调度,以提高生产效率和资源利用率。
纺织厂生产设计
第
建厂背景
进入新世纪的几年里,世界经济发展讯猛,人们对纺织产品的需求也飞速发展,特 别是对高质量的纺织产品,预计,在未来很长的一段时间内,人们对纺织品的需求还会 持续发展。为顺应时代发展需要和更大的程度的满足人民群众的需求,特决定建设一座 纺织联合厂。
1.170>0<XX346纯棉细平布(喷气织机)
2.150XT/C65/3513XXJ26X80X涤棉半线华达呢25%
3.150XXX307X307纯棉细布40%
4.150XXX499X纯棉纱卡35%
余锭售纱
此设计要求按照机器工艺流程和原料的性质,工作条件和生产产品,设计合理的生 产工艺过程。设计主要内容有:
4.Other designing
5.The drawing
(1)The arran geme nt of workshops and
(2)The look ing draw ing of shuttles
(3)The arran geme nt of Size
(4)The dedusti ng system of lorrb ingA
内容。织厂设计要求对纺织厂的各个工艺流程,各种机器性能,各工序的适用环境等都 有充分的了解,,同时又要考虑到其经济性,适用性,操作便利性诸多的因素,是一门非 常好的全面提高巩固专业知识的科目,对以后走上工作岗位也会有很好的实用价值。
本设计内容以论述纺织工厂的工艺设计为主,包括工艺流程选择,设备选型,与配 备,车间布置与机器排列等。另外也介绍了有关基本建设程序,厂址选择,总平面布置 等。由于本人的知识有限,加上时间仓促,不妥和错误之处难免,恳请各位老师批评指 正。
毕业设计--棉纺织厂设计
余锭售纱为29.2tex和14.6tex
这是在许德生导师的悉心指导下进行的一次尝试性设计,包括工艺流程选择、设备选型与配备、车间布置与机器排列等,还介绍了原料选择、厂址选择、厂区总平面布置、输浆管路设计和除尘设备等。设计内容有工作图纸和产品,设计要点如下:首先,厂址和地理位置的设计,本设计的厂址位于芜湖市,按照环境和经济条件,车间的布置和机器排列如图1;其次,工艺设计,按照教学计划中的产品方案,选择了相应的工艺和进行相应的机器数量计算;然后,车间布置和机器排列,在保证产品生产和运输的基础上,生产车间分成了不同的部分,机器排列如图2;再次,其它设计,包括车间结构,柱网参数,和劳动定员等;最后,图纸,包括车间机器排列图、厂区总平面布置图、织机地脚图。
The other designing:
The other designing in clued the type of workshop structure,the parameter of columns,the number of staff.
The drawing:the:layout of mill in site,the arrangement of workshop and machines,the working of warring loom.
The selected of the mill site and the general layout.:
Our planned mill is located in Wuhu City, AnHui proc. Based on the natured and economic conditions, we made the arrangement of general layout.
纺织厂案例——精选推荐
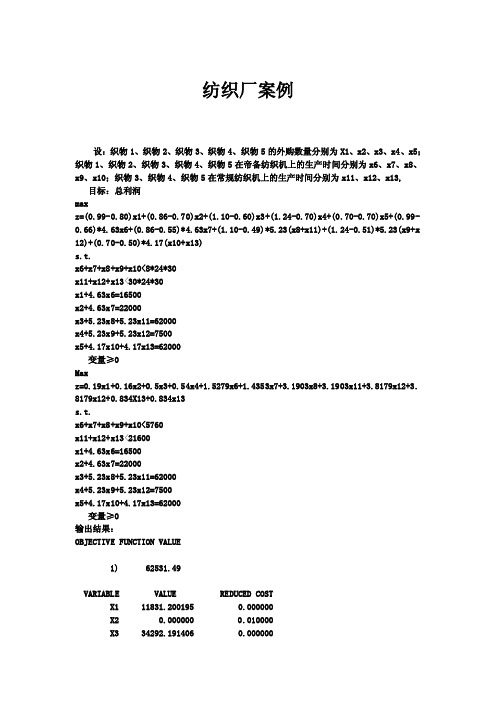
纺织厂案例设:织物1、织物2、织物3、织物4、织物5的外购数量分别为X1、x2、x3、x4、x5;织物1、织物2、织物3、织物4、织物5在帝备纺织机上的生产时间分别为x6、x7、x8、x9、x10;织物3、织物4、织物5在常规纺织机上的生产时间分别为x11、x12、x13, 目标:总利润maxz=(0.99-0.80)x1+(0.86-0.70)x2+(1.10-0.60)x3+(1.24-0.70)x4+(0.70-0.70)x5+(0.99-0.66)*4.63x6+(0.86-0.55)*4.63x7+(1.10-0.49)*5.23(x8+x11)+(1.24-0.51)*5.23(x9+x 12)+(0.70-0.50)*4.17(x10+x13)s.t.x6+x7+x8+x9+x10<8*24*30x11+x12+x13<30*24*30x1+4.63x6=16500x2+4.63x7=22000x3+5.23x8+5.23x11=62000x4+5.23x9+5.23x12=7500x5+4.17x10+4.17x13=62000变量≥0Maxz=0.19x1+0.16x2+0.5x3+0.54x4+1.5279x6+1.4353x7+3.1903x8+3.1903x11+3.8179x12+3. 8179x12+0.834X13+0.834x13s.t.x6+x7+x8+x9+x10<5760x11+x12+x13<21600x1+4.63x6=16500x2+4.63x7=22000x3+5.23x8+5.23x11=62000x4+5.23x9+5.23x12=7500x5+4.17x10+4.17x13=62000变量≥0输出结果:OBJECTIVE FUNCTION VALUE1) 62531.49VARIABLE VALUE REDUCED COSTX1 11831.200195 0.000000X2 0.000000 0.010000X3 34292.191406 0.000000X4 0.000000 0.080000X6 1008.380127 0.000000X7 4751.619629 0.000000X8 0.000000 0.072900X9 5297.859863 0.000000X11 0.000000 0.072900X12 1434.034424 0.000000X13 0.000000 0.072900X13 14868.105469 0.000000X5 0.000000 0.062038ROW SLACK OR SURPLUS DUAL PRICES2) 0.000000 0.6482003) 0.000000 0.5753004) 0.000000 0.1900005) 0.000000 0.1700006) 0.000000 0.5000007) 0.000000 0.6200008) 0.000000 0.062038NO. ITERATIONS= 0RANGES IN WHICH THE BASIS IS UNCHANGED:OBJ COEFFICIENT RANGESVARIABLE CURRENT ALLOWABLE ALLOWABLE COEF INCREASE DECREASE X1 0.190000 0.015745 0.010000 X2 0.160000 0.010000 INFINITY X3 0.500000 0.110000 0.013939 X4 0.540000 0.080000 INFINITY X5 1.527900 0.046300 0.072900 X6 1.435300 INFINITY 0.046300 X7 3.190300 0.072900 INFINITY X8 3.190300 0.072900 0.575300 X9 3.817900 0.072900 INFINITY X11 3.817900 INFINITY 0.072900 X12 0.834000 0.072900 INFINITY X13 0.834000 INFINITY 0.072900 X5 0.000000 0.062038 INFINITYRIGHTHAND SIDE RANGESROW CURRENT ALLOWABLE ALLOWABLERHS INCREASE DECREASE2 5760.000000 2555.334717 1008.3801273 21600.000000 6556.824219 5297.8598634 16500.000000 INFINITY 11831.2001955 22000.000000 4668.799805 11831.2001956 62000.000000 INFINITY 34292.1914067 7500.000000 27707.806641 7500.0000008 62000.000000 22092.076172 27341.9570312. 计划利润62531.49各部分的比重:织物1外购所获利润2247.928,织物3外购所获利润17146,织物1自产(帝备纺织机)所获利润1540.7,织物2自产(帝备纺织机)所获利润6820,织物3自产(常规纺织机)所获利润16901.76,织物4自产(常规纺织机)所获利润5474.8686,织物5自产(常规纺织机)所获利润124003. 帝备纺织机生产时间每增加1小时,总利润增加0.6482。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.前言纺织工业是我国国民经济的传统支柱产业和重要的民生产业,也是国际竞争优势明显的产业,多年来实现了快速发展,但长期积累的结构性矛盾和问题也日渐凸显。
特别是受国际金融危机的影响,占我国纺织产业规模85%的东部沿海地区要素制约加剧,成本上涨较快,竞争优势减弱,而中西部地区比较优势尚未得到充分发挥。
推进纺织产业转移,对推动纺织结构调整,优化产业布局,促进纺织行业持续发展具有重要意义。
本厂设计就是抓住纺织产业转移这个机会,选择在中部的重要城市郑州建设新兴纺织产业。
郑州曾是全国六大纺织重镇之一,拥有“纺织城”的美名,并逐步被打造为“裤业之都”。
2010年郑州市纺织产业园被省工信厅命名为承接产业专业示范区试点。
同年郑州市中原区成为全国纺织产业集群试点即“中国新兴纺织产业基地市(县)”。
从此也可看出国家的扶持力度,在此建厂将有一个很好的外部发展环境。
纺织产业转移的同时还应注意产业升级。
传统的粗放式的发展,产品的低端化,以及仅仅依靠廉价劳动力的发展模式已经不适应当今的竞争环境,不能应对来自国际和国内的挑战。
从国际看,我国纺织工业面临发达国家在产业链高端、发展中国家在产业链低端的双重竞争将更加激烈。
发达国家凭借技术、品牌和供应链整合的优势,占据着市场的主动地位。
其他发展中国家凭借劳动力成本、资源、贸易环境等比较优势,纺织工业将会得到快速发展。
同时,部分发展中国家货币贬值加速,将与我国在中低端产品市场展开更加激烈的竞争。
从国内看,在经济转型升级过程中,受劳动环境和待遇的制约,以及人口老龄化进程加快,纺织工业劳动力结构性短缺日趋严重,随着产业转移步伐加快,中西部地区本地就业数量增加,向东部纺织企业输出的劳动力数量逐步减少,东部企业劳动力短缺明显。
同时,随着资源节约型、环境友好型社会加快推进,对纺织工业节能减排、淘汰落后提出更高要求。
面对这些挑战,我们应该积极发展结构优化、技术先进、绿色环保、附加值高、吸纳就业能力强的现代纺织工业体系。
本纺织厂设计就是本着这个指导思想,采用先进技术,使用高水平机械设备,运用一流的等措施来提高产品质量,从而提高产品竞争力。
1.1 总论本厂设计规模为3万锭500台布机,实际建成规模为3万锭和500台布机。
主要产品:纯棉 14×14×362×346×99细平布;纺部售纱:14.5tex纯棉精梳纱。
生产能力:⑴细纱年总产量:295.6吨/年;⑵纯棉细平布总产量:3556.04m/h、28003.8万米/年;⑶年混用料量:2424.08吨/年年净用料量:2180.43吨/年本文从总平面布置、厂址选择、工艺流程、工艺计算及机器选配、厂房形式及柱网尺寸、车间布置和机器排列等方面展示了棉纺织联合工厂的设计过程。
1.2 厂址选择厂址:郑州市中原区纺织产业园1.3 工艺流程纺部工艺流程:FA006C型往复式抓棉机及TF27型桥式吸铁→AMP2000金属火星探测器→A045B型凝棉器及TF30型重物分离器→FA103型双轴流式开棉机→TF2212型两路配棉器→FA028型多仓混棉机及TF27型桥式吸铁→FA109型三辊筒清棉机→FA151型除微尘机→FA225型梳棉机→TF2511型圈条器→FA327型预并条机→FA356型条并卷机→FA261型精梳机→FA327型并条机→FA425型粗纱机→FA514型细纱机→ORION型络筒机织部工艺流程:经:ORION型络筒机→CGGA114F型高速分批整经机→G A338-280型浆纱机→G177D-160型穿筘机⑴纬:ORION型络筒机→GA571型蒸纱锅⑵⑴+⑵→新龙挠性剑杆织机→GA801—130型阔幅验布机→GA841—130型阔幅折布机→A752型中打包机→入库2厂址选择和总平面布置2.1 厂址选择2.1.1 厂址选择的原则⑴坚持工业布点要大分散小集中。
⑵对建厂的基本条件(原料水源、投资、地质、交通运输及动力供应等条件)进行科学分析和实事求是的比较时,应有多个可供选择的方案进行比较和评价。
⑶节约用地,尽量不占或少占农田。
⑷注意厂址的防洪排涝。
⑸注意环境保护,工厂与居住区要满足卫生防护标准。
(1)选厂地址:郑州市中原区纺织产业园(插图A处)一.自然条件1.地理条件郑州市位于东经112°42'-114°13' ,北纬34°16'-34°58'。
北临黄河,西依嵩山,东南为广阔的黄淮平原。
郑州市横跨中国二、三级地貌台阶,西南部嵩山属第二级地貌台阶前缘,东部平原为第三级地貌台阶的组成部分,山地与平原之间是低山丘陵地带。
2.地质条件根据郑州市区地形、地貌特点,岩土体组合关系及地下水条件可将郑州市区大致分为三个工程地质区:大致以西开发区瑞达路及南阳路、东西大街及郑汴一线分界,东北区属于Ⅰ区;西南部分属于Ⅱ和Ⅲ区,以京广路为界,东南区属Ⅱ区,西南区属Ⅲ区。
所选厂址郑州市中原区属Ⅲ区。
可以看出郑州市中原区(Ⅲ区)工程地质条件较好。
但是需要注意的是,在六七十年代修筑了大量的人防工程,一般埋藏深度在地表下5~7m,防空洞一般干道宽3~4m,支道宽1.5~2.0m,一般为砖砌直墙半圆拱。
显然防空洞位于多层及小高层建筑的持力层或主要受力层内,当建筑物无法比开始必须进行地基稳定性分析并采取处理措施。
3.水文资料郑州境内有大小河流124条,流域面积较大的河流有29条,分属于黄河和淮河两大水系。
黄河是郑州市主要的生活用水水源地,黄河水从邙山干渠流入西流湖,经过柿园水厂的提灌站,将水提升至尖岗水库。
郑州市境内的伊洛河、汜水河和枯河是黄河的支流。
所选厂区位置靠近南水北调工程中线引水线,并有须水河贯通园区南北,充分的保证了生产用水和生活用水。
4.气象资料郑州市属北温带大陆性季风气候,冷暖适中、四季分明,春季干旱少雨,夏季炎热多雨,秋季晴朗日照长,冬季寒冷少雨。
郑州市冬季最长,夏季次之,春季较短。
统计资料表明郑州市的平原和丘陵地区春季开始的时间大致在3月27日,终止于5月20日,历时55天;夏季开始于5月21日,终止于9月7日,历时110天;秋季开始于9月8日,终止于11月9日,历时63天;11月10日至次年的3月26日为冬季,长达137天。
郑州年平均降雨量640.9毫米,无霜期220天,全年日照时间约2400小时。
郑州﹝中国﹞气候资料气象站位置:北纬34.7 度,东经113.7 度,海拔110 米气候资料日期1月2月3月4月5月6月7月8月9月10月11月12月平均最高气温(摄氏度) 1961-19905.6 7.814.221.327.432.32.130.826.321.314.7.6平均气温(摄氏度) 1961-1990-0.12.0 7.915.121.125.927.125.820.715.7.91.8平均最低气温(摄氏度) 1961-1990-4.6-2.52.6 9.114.619.822.821.716.9.9 3.1-2.8降雨量(毫米) 1961-19908.713.725.348.452.461.2146.8117.489.946.725.59.2降雨日数* 1961-19901.82.73.9 5.14.75.1 8.9 7.16.8 5.0 3.41.8日平均日照(小1961-19 5.1 5.1 5.8 6.7 7.9 8.3 6.9 6.9 6.0 6.1 5.5 5时) 90 .2注:降雨日表示日降雨量不少於1.0 毫米二.技术经济及社会协作条件1交通优势:○1在公路方面:紧邻连霍高速——连接中国东西的交通大动脉,它是中国建设的最长的横向陆上快速交通通道,是中国高速公路网的横向骨干。
○2在铁路方面:郑州是陇海铁路和京广铁路的交汇点,是中国重要的铁路交通枢纽:陇海铁路是贯穿中国东、中、西部最重要的铁路干线,它横跨江苏、安徽、河南、陕西、甘肃五省,东起江苏连云港,西至甘肃兰州。
陇海铁路线京广铁路贯通中国南北的重要铁路大通道,国家铁路南北交通大动脉,是中国线路最长,运输最为繁忙的铁路线。
具有极其重要的战略地位。
起自北京西站,止于广州西站,全长2284千米。
郑州是其中的一大站。
京广铁路线○3距离市区仅4公里,具郑州新郑国际机场仅有半小时路程。
由以上可以看出,所选厂区具有极为优越的交通运输环境。
沿主要公路网和铁路网可以快速到达全国大部分区域,包括原料产地,产品消费市场,技术集聚区等,加快了实物产品和信息的流通。
2.充足的能源:内有泰祥热电厂,规划有变电站,能直接满足企业用热、用电。
(有待补充)3.积水与排水:南水北调大运河与贯穿园区南北的须水河,保证了生活用水和生产用水。
4.社会协作:园区紧邻国家级郑州高新技术产业开发区,北邻大学城,周围学校、医院布局合理。
园区配套有“五区两中心”:陇海铁路以北的纺织印染生产区和纺织机械制造区;陇海铁路以南的服装加工区、产品展示销售物流区、生产生活配套服务区;华中纺织信息中心和棉花及纺织服装产品质量监督检验中心。
(2)总平面布置3厂房型式及屋柱参数3.1 厂房形式鉴于我厂厂址选在郑州市,而郑州属于冬季严寒,夏季酷热的地区,且每年都会出现风沙,综合考虑,最后决定本厂采用无窗厂房。
无窗厂房是一种封闭式厂房,厂房因无天窗,故不受朝向的限制,车间内空气环境基本与外界环境隔绝。
当然,为了适应职工的心理需求,我厂设计人员决定在外墙高处开设几条狭长型的侧窗,另一个好处是万一发生火灾,借助其光照可以疏散职工。
无窗厂房隔热情况较好,但换气次数多,且空调设计要求高,光照得不间断,故耗电多。
采用单层无窗钢筋混泥土厂房结构,双梁无窗排架结构,屋盖结构可采用屋屋面大梁,上搁置屋面板。
结构简单,施工方便,建设进度快,可早日获得经济效益。
3.2 柱网厂房的承重柱子或承重墙的纵向和横向定位轴线在平均上构成的规则网格称为屋柱网(简称柱网)。
大梁架设成东西方向,在锯齿厂房中,柱网的两根沿南北向定位轴线间的距离名“柱距”,以x方向的尺寸表示;两根沿东西向定位轴线间的距离(即锯齿方向)名跨度;以坐标轴上的y 方向表示。
其表示方法为:柱距×跨度。
为满足纺部、织部的车间布置,机器排列和生产需要,本厂采用以下柱网尺寸:棉纺工场大梁柱距10200mm,锯齿跨度8600mm;织布工场选用一般柱网,大梁柱距13800mm,锯齿跨度8400mm。
3.3 厂房高度厂房高度一般指平间地坪到大梁底面的高度,以m为单位,这尺寸主要取决于面器和输棉管的高度,其次是人对本车间他们心理的感觉,厂房高度能统一的尽量统一,使取重构件受力均匀,厂房具有交好的抗震性。
棉纺织全厂最高的机器设备是清棉车间的机器和输棉管道。
在钢筋混凝土结构的单层无窗厂房中,为了减轻车间高度对工人的压抑感,工厂高度取4.5m。