计量型MSA-偏倚分析表格模板
合集下载
MSA偏倚性分析

0 测量的值
中心 0 0 0 0 0 0
条件 <=0 <=0 <=0 <=0 <=0 <=0
0
频数 0 0 0 0 0 0
0
频率
0
g= 1
计算公式
X bar X i n
i 1
n
重复性 r R* d2
平均值,Xbar 标准差,σr
b r
m
t
偏倚
bn(m) 测量值源自平均值的标准误差,σb0.00 0.00 0.00 0.00 0.00 0.00 0.00
4 5 6 7 8
直方图数据
1 最大值 0.9 0.8 0 0.7 0.6 最小值 0.5 0 0.4 0.3 组数 0.2 2 0.1 0 组距
组数 1 2 3 4 5 6 d2*= #N/A
0 0
下界 0 0 0 0 0 0
0
上界 0 0 0 0 0 0
测量系统偏倚分析表
量具名称: 量具编号: 量具量程: 零件名称: 测量参数: 参数规格: 数据记录表 读数 偏倚 读数 偏倚 测量人
1 2 3
测 量 次 数
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
偏倚——直方图
测 量 次 数
9 10 11 12 13 14 15
#DIV/0!
评价人/日期
0 参考值=
#DIV/0! α=0.05
显著的t值 (双尾)
0.00000 g=1
偏倚
#DIV/0! m=0 #N/A
统计的t 值 测量值
自由度,df
偏倚为95%的置信度区间 下限 上限
#####
中心 0 0 0 0 0 0
条件 <=0 <=0 <=0 <=0 <=0 <=0
0
频数 0 0 0 0 0 0
0
频率
0
g= 1
计算公式
X bar X i n
i 1
n
重复性 r R* d2
平均值,Xbar 标准差,σr
b r
m
t
偏倚
bn(m) 测量值源自平均值的标准误差,σb0.00 0.00 0.00 0.00 0.00 0.00 0.00
4 5 6 7 8
直方图数据
1 最大值 0.9 0.8 0 0.7 0.6 最小值 0.5 0 0.4 0.3 组数 0.2 2 0.1 0 组距
组数 1 2 3 4 5 6 d2*= #N/A
0 0
下界 0 0 0 0 0 0
0
上界 0 0 0 0 0 0
测量系统偏倚分析表
量具名称: 量具编号: 量具量程: 零件名称: 测量参数: 参数规格: 数据记录表 读数 偏倚 读数 偏倚 测量人
1 2 3
测 量 次 数
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
偏倚——直方图
测 量 次 数
9 10 11 12 13 14 15
#DIV/0!
评价人/日期
0 参考值=
#DIV/0! α=0.05
显著的t值 (双尾)
0.00000 g=1
偏倚
#DIV/0! m=0 #N/A
统计的t 值 测量值
自由度,df
偏倚为95%的置信度区间 下限 上限
#####
MSA知识讲解及MSA分析样表

◆假设——假设上面提到的一些参数(时间、风速、湿度、照度等)均是准确 可靠的,温度计校验合格,操作方法合理,“我”具备测量技能,……
Why? 为什么要进行MSA
※要保证测量结果的准确性和可信度。
否则,好的结果可能被测为坏的结果,坏的结果也可能被测为好的结果,此时 便不能Байду номын сангаас到真正的产品或过程特性。
人机法环
§ ISO/TS16949:2002 附录A A.1控制计划的阶段
适当时,控制计划应覆盖三个不同的阶段: 样件:对样件制造中将进行尺寸测量、材料和性能试验的描 述。如果顾客要求,组织应有样件控制计划。 试生产:对样件制造后,全面生产前将进行的尺寸测量、材 料和性能试验的描述。试生产被定义为在产品实现过程中样 件制造后可能要求的一个生产阶段。 生产:在批量生产中,对产品/过程特性、过程控制、试验 有和测测量动量作系产统生时的就形应成该开文始件进的行M描SA述,。伴随着零部件过程开发,同步进行 多每次个MS零A分件析应,并有根一据个分析控结制果计进行划测,量但系是统改在善很,多最终情于况批下量生,产系前列输出控制 一计个划“合可格以的覆测量盖系采统用”,通并用固过化到程《生生产产控的制多计个划》似中零。件。控制计划是 质量策划的一项输出。 §
好
原料
测量过程
结果
不好
§ ISO/TS16949:2002 测量系统分析 为分析每种测量和试验设备系统得出的结果中出现的变
差,应进行统计研究。此要求应适用于控制计划中提及的 测量系统。所用的分析方法及接受准则应符合顾客关于测 量系统分析的参考手册的要求。如果得到顾客的批准,也
When? 什么时候进行MSA
理解MSA
What? 什么是测量系统分析(MSA)
Why? 为什么要进行MSA
※要保证测量结果的准确性和可信度。
否则,好的结果可能被测为坏的结果,坏的结果也可能被测为好的结果,此时 便不能Байду номын сангаас到真正的产品或过程特性。
人机法环
§ ISO/TS16949:2002 附录A A.1控制计划的阶段
适当时,控制计划应覆盖三个不同的阶段: 样件:对样件制造中将进行尺寸测量、材料和性能试验的描 述。如果顾客要求,组织应有样件控制计划。 试生产:对样件制造后,全面生产前将进行的尺寸测量、材 料和性能试验的描述。试生产被定义为在产品实现过程中样 件制造后可能要求的一个生产阶段。 生产:在批量生产中,对产品/过程特性、过程控制、试验 有和测测量动量作系产统生时的就形应成该开文始件进的行M描SA述,。伴随着零部件过程开发,同步进行 多每次个MS零A分件析应,并有根一据个分析控结制果计进行划测,量但系是统改在善很,多最终情于况批下量生,产系前列输出控制 一计个划“合可格以的覆测量盖系采统用”,通并用固过化到程《生生产产控的制多计个划》似中零。件。控制计划是 质量策划的一项输出。 §
好
原料
测量过程
结果
不好
§ ISO/TS16949:2002 测量系统分析 为分析每种测量和试验设备系统得出的结果中出现的变
差,应进行统计研究。此要求应适用于控制计划中提及的 测量系统。所用的分析方法及接受准则应符合顾客关于测 量系统分析的参考手册的要求。如果得到顾客的批准,也
When? 什么时候进行MSA
理解MSA
What? 什么是测量系统分析(MSA)
MSA五性分析完整模板
List of MSA Model for 3rd Edition
编号
分析报告
A
计量型测量系统分析
A-1
重复性再现性
A-1-0
初始资料
A-1-1
均值极差法——报告Page01
A-1-2
均值极差法——报告Page02
A-1-3
均值极差法——报告Page03
A-1-4
均值极差法——报告Page04
A-1-5
操作指引 基本信息及原始测量数据 研究报告——均值极差法 数据表 数据分析报告 均值极差图 研究报告——方差分析法 数据分析报告 相互作用图&余数图 其他分析图 操作指引 基本信息及原始测量数据 研究报告——图示法 均值极差图 操作指引 基本信息及原始测量数据 研究报告——独立样件法 研究报告——控制图法 均值极差图 操作指引 基本信息及原始测量数据 研究报告 数据分析报告 GPC&概率纸图
A-3-2
控制图法——报告Page01
A-3-3
控制图法——报告Page02
A-4
线性
A-4-0
初始资料
A-4-1
报告Page01
A-4-2
报告Page02
A-5
量具特性曲线GPC
B
计数型测量系统分析
B-1
一致性/有效性/风险分析
B-1-0
假设性试验分析——初始资料
B-1-1
假设性试验分析——报告Page01
ห้องสมุดไป่ตู้
B-1-2
假设性试验分析——报告Page02
B-1-3
假设性试验分析——报告Page03
B-2
GRR/偏倚分析
B-2-0
信号检查法分析——初始资料
编号
分析报告
A
计量型测量系统分析
A-1
重复性再现性
A-1-0
初始资料
A-1-1
均值极差法——报告Page01
A-1-2
均值极差法——报告Page02
A-1-3
均值极差法——报告Page03
A-1-4
均值极差法——报告Page04
A-1-5
操作指引 基本信息及原始测量数据 研究报告——均值极差法 数据表 数据分析报告 均值极差图 研究报告——方差分析法 数据分析报告 相互作用图&余数图 其他分析图 操作指引 基本信息及原始测量数据 研究报告——图示法 均值极差图 操作指引 基本信息及原始测量数据 研究报告——独立样件法 研究报告——控制图法 均值极差图 操作指引 基本信息及原始测量数据 研究报告 数据分析报告 GPC&概率纸图
A-3-2
控制图法——报告Page01
A-3-3
控制图法——报告Page02
A-4
线性
A-4-0
初始资料
A-4-1
报告Page01
A-4-2
报告Page02
A-5
量具特性曲线GPC
B
计数型测量系统分析
B-1
一致性/有效性/风险分析
B-1-0
假设性试验分析——初始资料
B-1-1
假设性试验分析——报告Page01
ห้องสมุดไป่ตู้
B-1-2
假设性试验分析——报告Page02
B-1-3
假设性试验分析——报告Page03
B-2
GRR/偏倚分析
B-2-0
信号检查法分析——初始资料
MSA测量系统分析全套表格模板(全公式未加密)
1、2、3、4、5、线性GRR计数型Kappa分析MSA测量系统分析全套表格模板稳定性偏倚Excel原件可在本文档左侧回形针处取出再现性Kappa=(Po-Pe)/(1-Pe)A*参考 交叉表A01总计Po:0.95Pe:0.51B*参考 交叉表B01总计Po:0.97Pe:0.51C*参考 交叉表C01总计Po:0.96Pe:0.5130期望的数量26.4636.5463数量38487期望的数量数量60363一致性好6666Kappa 一致性好判定误发期望的数量638728 4.76%可接受2.30%可接受 4.76%可接受3.45%可接受可接受5.75%可接受01参考总计62063871501C0.90有效性判定重复性检查总数匹配数漏发A A B 评价人评价人%B 93.33%可接受判 定判定0.9383.33%2530 3.17%36.5450.4687数量638715090.00%可接受0.92A C 一致性好150期望的数量B 期望的数量36.9651.0488数量6387150期望的数量26.0435.9662数量38588期望的数量6387数量60248.7284150数量6387150期望的数量35.28数量28284总计01Kappa 判 定A*B 0.89一致性好C 3027A*C 0.93一致性好参考B*C 参考总计可接受期望的数量27.7238.280.90一致性好数量615Page 11 of 11。
MSA偏倚计算
б
бr n 偏倚 бb d2бb d*
b
= 0.030853 = 0.648225
t=
6、1-α 置信取间: 偏倚= -0.04653 n(m) 测量值 10 基准值= t统计量 测量值 0.648225 均值X 75.02 0.0000 df 10.8 标准偏差б r 0.1194 α =0.5 显著t值 2.206 g=1 偏倚
制定:
审核:
d2бb d*
( tv,1-α/2 )
偏倚+
( tv,1-α/2 )
= 0.090501 均值的标准偏差б b 0.030853485
d*= 3.55
低值 高值 注:低值、高值位于95%的置信 区间
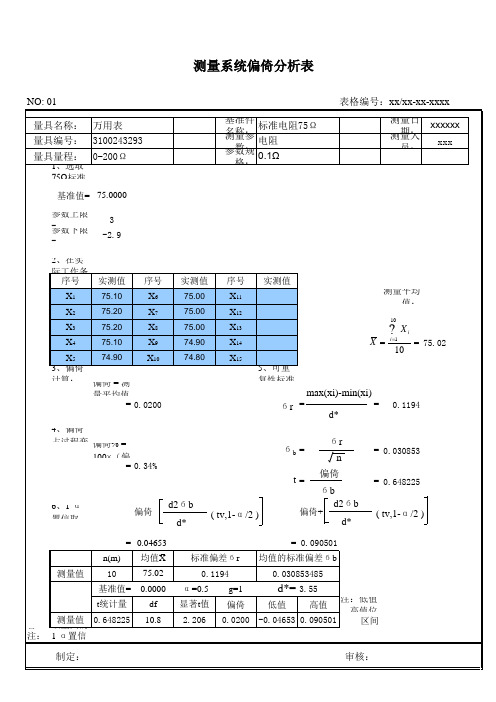
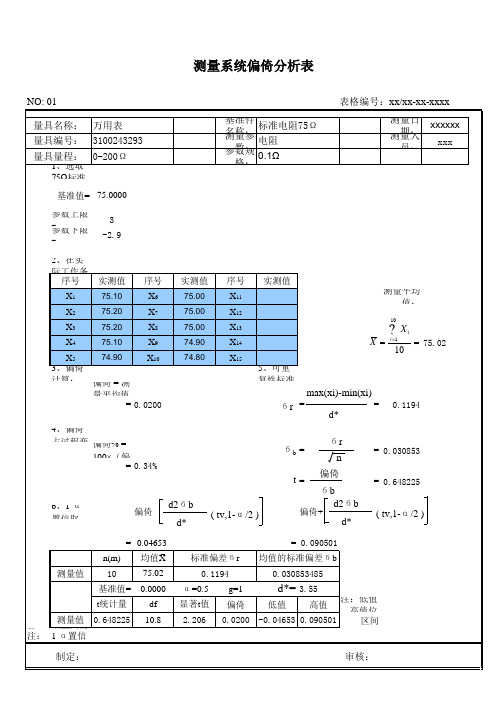
0.0200 -0.04653 0.090501
备注: 该量具的1-α 置信区间为[-0.0044,0.00932],0落在置信区间内,故该偏倚在α 水平是可接受的。
2、在实际工作条件下(装配车间)评价人测量样件10次,取平均值: 序号 X1 X2 X3 X4 X5 实测值
75.10 75.20 75.20 75.10 74.90
序号 X6 X7 X8 X9 X10
实测值
75.00 75.00 75.00 74.90 74.80
序号 X11 X12 X13 X14 X15
实测值 测量平均值:
X =
5、可重复性标准偏差
பைடு நூலகம்åX
i =1
10
i
10
= 75.02
3、偏倚计算: 偏倚 = 测量平均值-基准值 = 0.0200
max(xi)-min(xi) бr
= = 0.1194
d*
=
4、偏倚占过程变差(公差)的百分比计算: 偏倚% = 100× (偏倚/过程变差(公差)) = 0.34%
MSA偏倚分析表

Result analys
最终数据结果:
结论: 由于0落在 故该测量系统的 偏倚是可以接受 的.
sheet/测量系统偏倚分析表
表格编号:
测量日期: 测量人员:
10.8
0.05
注:根据95%的置信区间, 如果a不是默认的0.05,
需得到顾客的同意.
Result analysis/中间结果分析
平均偏倚
No.: 201801004
量具名 称:
量具编 号:
量具类 型:
MSA Bias Analysis sheet/测量系统偏倚分来自Version/版本 号:
Rev./修订号:
基准件名 称:
测量参 数:
参数规 格:
测量次数 t(v,1-a/2) d2*
15 2.206 3.5533
3.873 基准值 d2
15 10.8 3.55333
16 11.3 3.61071
17 11.9 3.66442
18 12.4 3.71424
19 12.9 3.76118
3.173
3.258
3.336
3.407
3.472
20 13.4 3.80537
标准偏差σr 均值的标准偏差σb
0.0067
0.225140924
0.05813
t 统计量 0.1147
-0.11863548
0.13197
-0.11863548 和 0.13197 这个区间之内
使用说明:
1. 首先在C11单元格中输入测量次数,系统将自动查询d2*, 自由度V和d2 2. 根据自由度V和a水平查询标准t分布表并记录与C12单元格. 3. 将基准值记录在F11单元格中, 以便于系统自动计算各次测量的偏倚. 4. 将测量结果记录于C18开始的单元格中
MSA偏倚计算
实测值 测量平均值:
10
X =
5、可重复性标准偏差
∑X
i =1
i
10
= 75.02
3、偏倚计算: 偏倚 = 测量平均值-基准值 = 0.0200
max(xi)-min(xi) бr
= = 0.1194
d*
4、偏倚占过程变差(公差)的百分比计算: 偏倚% = 100×(偏倚/过程变差(公差)) = 0.34%
0.0200 -0.04653 0.090501
制定:
审核:
测量系统偏倚分析表
NO: 01 量具名称: 万用表 量具编号: 3100243293 量具量程: 0-200Ω
1、选取75 标准电阻: 基准值= 75.0000 参数上限= 参数下限= 3 -2.9
表格编号:xx/xx-xx-xxxx 基准件名称: 标准电阻75Ω 测量参数: 电阻 参数规格: 0.1 测量日期: 测量人员: xxxxxx xxx
偏倚+
= 0.090501 标准偏差бr 0.1194 α=0.5 显著t值 2.206 g=1 偏倚 均值的标准偏差бb 0.030853485
d*=
低值
3.55 高值 注:低值、高值位于95%的置信
区间 该量具的1-α置信区间为[-0.0044,0.00932],0落在置信区间内,故该偏倚在α水平是可接受的。 备注:
бb = t=
бr
= 0.030853
n 偏倚 бb d2бb d* ( tv,1-α/2 )
= 0.648225
6、1-α置信取间: 偏倚= -0.04653 n(m) 测量值 10 基准值= t统计量 测量值 0.648225 均值X 75.02 0.0000 df 10.(装配车间)评价人测量样件10次,取平均值: 序号 X1 X2 X3 X4 X5 实测值