FA82生产过程异常反馈报告 AMD 60A13493(1)
厨房设备安装调试及售后服务方案

厨房设备安装调试及售后服务方案目录1. 服务方案概述 (3)1.1 服务目的 (4)1.2 服务对象 (5)1.3 服务内容 (6)1.4 服务期限 (7)1.5 服务团队 (8)2. 厨房设备安装流程 (9)2.1 前期准备 (10)2.1.1 设备验收入库 (11)2.1.2 安装场地准备 (13)2.2 安装实施 (14)2.2.1 安装前的检查 (15)2.2.2 设备卸载与放置 (16)2.2.3 安装步骤执行 (17)2.3 安装后检查 (18)2.3.1 设备连接检查 (19)2.3.2 功能测试 (20)2.3.3 清洁与整理 (20)3. 调试服务流程 (21)3.1 调试准备 (23)3.1.1 调试人员培训 (24)3.1.2 调试工具准备 (25)3.2 正式调试 (25)3.2.1 设备功能测试 (27)3.2.2 系统稳定性测试 (28)3.2.3 性能参数校准 (30)3.3 调试后验收 (31)3.3.1 用户确认 (32)3.3.2 记录调试结果 (33)4. 售后服务流程 (34)4.1 服务响应 (35)4.1.1 服务热线开通 (37)4.1.2 快速响应机制 (38)4.2 故障诊断 (40)4.2.1 远程诊断 (40)4.2.2 现场检查 (42)4.3 维修服务 (43)4.3.1 备件配送 (44)4.3.2 维修过程 (45)4.4 服务跟踪 (46)4.4.1 用户反馈收集 (47)4.4.2 服务改进建议 (48)5. 客户沟通与培训 (50)5.1 客户接待 (51)5.2 设备操作培训 (52)5.3 安全使用提示 (53)5.4 常见问题解答 (54)6. 服务质量监控 (55)6.1 服务质量标准 (56)6.2 服务效果评价 (57)6.3 服务记录与分析 (58)1. 服务方案概述本厨房设备安装调试及售后服务方案旨在为客户提供一个全面、专业、高效的厨房设备服务流程。
埃夫特 ER 系列机器人 操作手册说明书
2 手册使用 ........................................................................................................................................8
1.3 各工作过程中的安全注意事项 ...............................................................................................12
第 2 章 欢迎使用埃夫特机器人 ........................................................................................................... 20
相关活动的人员,在学习完毕埃夫特公司准备的培训课程前,请勿赋予其
对机器人的操作使用权限。
版本ቤተ መጻሕፍቲ ባይዱ:V 3.3.0.1
1
目录
概 述 ......................................................................................................................................................... 8
运维述职报告ppt
运维述职报告ppt篇一:述职报告-络运维部述职报告一、试用期总结我于20XX年XX月XX日进入公司,时间一晃而过,转眼试用期已接近尾声,首先感谢公司能给我展示才能、实现自身价值的机会。
这段时间是我人生中弥足珍贵的经历,也给我留下了精彩而美好的回忆。
在这段时间里公司给予了我足够的支持和帮助,让我充分感受到了领导们“海纳百川”的胸襟。
同时也为我有机会成为XX科技有眼公司一份子而感动高兴。
这段时间里,有领导和同事们的关怀和指导协助下,我顺利完成了自己职责范围内的工作。
在工作中处处留心,多看、多思考、多学习,以较快的速度熟悉公司络架构、设备运行情况。
积极向上级领导请教、与同事们沟通,了解电话系统与络系统协同作业诸多技术,并明确自己的工作目标,技术上加强与现场工作人员相互交流,共同学习以弥补技术上的不足之处。
同时利用手上资料加深理解,向资深员工询问、学习,提高自己的技术水平。
经过半年的试用期,我认为我能够积极、主动的完成自己的工作,并在工作中能够发现问题,全面的配合领导的要求来展开工作,与同事能够很好的配合和协调。
在以后的工作中我会一如继往,与人为善,在工作上力求完美,不断的提升自己的技术水平及综合素质,以期为我公司的发展尽自己一份力量。
二、试用期工作内容1、对日常出现的络故障、计算机故障、电话故障进行紧急排除处理。
2、杀毒软件服务器及PC端杀毒软件的日常维护安排计划与数据更新。
3、计算机周边设备(如:打印机、传真机)的维护。
4、计算机的安装、调试、安全配置、系统优化以及升级。
5、新进员工门禁权限开放以及离职员工门禁卡及权限的收回管理。
6、监控系统定期巡检,协助现场管理人员调取监控资料等。
三、待改进事项1、提高自己的技术能力;2、遇事多思考,减少犯错的机率。
3、由于到XX时间尚少,核心络技术和经验都不足,处理核心机房问题不能做到得心应手。
四、下阶段工作目标与计划1、配合好一线工作人员完成各项工作;2、在以后的工作中,一定坚持多跑机房,敢于发现、解决和处理问题,虚心向经验丰富的老员工学习。
HAAS报警信息
报警信息A101 MOCON通信故障在对MOCON和主处理器间的通信进行自检时,主处理器无反应,怀疑它是没有在工作,请检查电缆接头和接地状况。
102 伺服段电指出伺服电机段电,换刀装置不能动,冷却断开,主轴不转。
电除急停车‘电机故障’换刀装置问题或电源问题引起。
103 X伺服误差太大X轴电机速度过高或负荷太大。
电机实际位置和指令要求的位置差别超过一个参数的规定,可能的电机卡住,断线或驱动器出问题伺服系统段电后必须按RESET使起重新启动。
这一报警可能由驱动器或电机的问题或滑台碰到机械挡块所引起104 同上105 同上106 同上107 紧急断电按了紧急停车伺服也段电,在紧急停车钮放开后,至少按RESET 两次,一次清除紧急停车,一次清除伺服段电报警,在液压平衡系统中压力过低时也将产生这一报警,在未校正这情况,不能使复位。
108 X伺服超载X轴电机过载。
如果电机上的负荷超过连续运行功率几秒甚至一分钟就会引起这报警,这一报警可能由驱动器或电机的问题或滑台碰到机械挡块所引起109 同上110 同上111 同上112 不产生中段113 刀盘移位(进)故障参数62和63可调节暂停时间,检查CB4和继电K9及熔电器F1—K1以114 刀盘移位(出)故障参数62和63可调节暂停时间,检查CB4和继电K9—K12以及熔电器F1115 刀盘旋转故障参数62和63可调节暂停时间,检查CB4和继电K9---12及熔电器F1116刀盘定位故障主轴不能正确定向,定向过程中,主轴慢转转至锁定销插入,担销子下不来,参数66、70、74可调节暂停的时间,断路器CB4未接通。
缺少气压或定位有摩擦力过大引起这一报警。
117主轴高速齿轮故障齿轮箱中高速齿轮未到位,换档时主轴慢转,压缩空气使齿轮移动,但高速齿轮检测器未能检测到齿轮。
参数67、70、和75可调节这一过程的允许时间。
检查气压,电磁铁断路器CB4和主轴驱动器。
118主轴低速齿轮故障齿轮箱中的低速齿轮未到位,换档时主轴慢转,压缩空气使齿轮移动,但低速齿轮检测器未能及时检测到齿轮,参数67、70、75可调节这一过程的允许时间。
异常分析报告

无论其涂布方式是怎样的,关键要求PCB在经过助焊剂
的涂布区域后,整个板面的助焊剂要均匀,如果出现
部分零件管脚有未浸润助焊剂的状况,则应对助焊剂 的涂布量、风刀角度等方面进行调整了。
13:检查助焊剂活性
如果助焊剂活性过强,就可能会对焊接完后的PCB造 成腐蚀;如果助焊剂的活性不够,PCB板面的焊点则会 有吃锡不满等状况;如果锡脚间连锡太多或出现短路, 则表明助焊剂的载体方面有问题,即润湿性不够,不能 使锡液有较好的流动 。
上锡等现象。
8:风刀
在波峰炉使用中,“风刀”的主要作用是吹去PCB板面 多
余的助焊剂,并使助焊剂在PCB零件面均匀涂布;一般 情况下,风刀的倾角应在100左右;如果“风刀”角度 调整 的不合理,会造成PCB表面焊剂过多,或涂布不均匀, 不但在过预热区时易滴在发热管上,影响发热管的寿 命,而且会影响焊完后PCB表面光洁度,甚至可能会造 成部分元件的上锡不良等状况的出现。
9:锡液中的杂质含量
在普通锡铅焊料中,以锡、铅为主元素;其他少量的如: 锑(Sb)、铋(Bi)、铟(In)等元素为添加元素以外, 其他元素如:铜(Cu)、铝(Al)、砷(As)等都可视 为杂质元素;在所有杂质元素中,以“铜”对焊料性能 的危 害最大,在焊料使用过程中,往往会因为过二次锡(剪 脚后过锡),而造成锡液中铜杂质或其它微量元素的含 量增高,虽然这部分金属元素的含量不大,但是在合金 中的影响却是不可忽视的,它会严重地影响到合金的特 性,主要表现在合金中出现不熔物或半熔物、以及熔点 不断升高,并导至虚焊、假焊的产生;另外杂质含量的 升高会影响焊后合金晶格的形成,造成金属晶格的枝状 结构,表现出来的症状有焊点表面发灰无金属光泽、焊 点粗糙等所以在波峰炉的使用过程中,应重点注意对波 峰炉中铜等杂质含量的控制;一般情况下,当锡液中铜 杂质的含量超过0.3% 时,我们建议客户作清炉处理。
污染源在线监测设备验收报告

污染源在线监测设备验收报告目录1. 污染源在线监测设备验收报告 (3)2. 验收概况 (4)2.1 项目基本信息 (4)2.1.1 项目名称 (6)2.1.2 项目地点 (6)2.2 验收目标 (7)2.2.1 验收范围 (8)2.2.2 验收标准 (9)2.2.3 验收内容 (10)2.3 验收代表 (11)2.3.1 甲方代表 (13)2.3.2 乙方代表 (14)2.3.3 第三方专业机构代表 (15)3. 在线监测设备概况 (16)3.1 设备类型 (17)3.2 设备位置 (18)3.3 设备清单 (20)3.4 设备参数 (20)3.4.1 监测参数 (21)3.4.2 准确性 (22)3.4.3 稳定性 (23)3.4.4 数据传输 (24)3.5 设备维护 (25)4. 验收具体内容 (27)4.1 设备安装 (28)4.1.1 安装位置 (30)4.1.2 安装质量 (30)4.1.3 安装规范 (32)4.2 设备调试 (33)4.2.1 调试过程 (34)4.2.2 调试结果 (35)4.2.3 调试方案 (36)4.3 设备运行 (38)4.3.1 运行情况 (38)4.3.2 运行数据 (39)4.3.3 运行报告 (41)4.4 设备维护保养 (42)4.4.1 维护计划 (42)4.4.2 保养方案 (44)4.4.3 维护记录 (44)5. 验收结论 (45)5.1 设备性能评价 (46)5.2 运行状况分析 (48)5.3 存在问题与建议 (49)5.4 验收结论意见 (49)1. 污染源在线监测设备验收报告本验收报告旨在全面评价采购设备的性能、功能、安全性和可靠性,确保设备能够满足环境保护的实际需求,为我单位提供有效的环境数据。
验收工作依据的是《污染源自动监测系统安装验收规范》(HJT 3652、《环境监测仪器验收技术规范》(HJ 2122、以及相关环保法规和标准。
泰州帅康大件运输有限公司2019年7月19日随车起重运输车起重臂倒塌砸死1人事故调查报告 (1)

泰州帅康大件运输有限公司“7·19”一般起重伤害事故调查报告2019年7月19日5时40左右,泰州帅康大件运输有限公司在泰州鑫玛科技产业发展有限公司厂房施工现场起重作业时,发生一起起重伤害事故,造成1人死亡,直接经济损失122.2万元人民币。
依据《安全生产法》《生产安全事故报告和调查处理条例》(国务院令第493号)等法律法规的规定,根据泰州市人民政府授权,2019年8月15日,由泰州市应急管理局牵头,市公安局、总工会、住建局、市场监管局、高港区应急管理局派员组成事故调查组,并邀请市纪委监委、人民检察院派员参加,对这起事故进行调查。
事故调查组按照“四不放过”和“科学严谨、依法依规、实事求是、注重实效”的原则,通过现场勘验、调查取证、专家论证、综合分析,查明了事故原因,认定了事故性质和责任,提出了对有关单位和责任人员的处理建议,并提出事故防范及整改措施建议。
现将有关情况报告如下:一、基本情况(一)事故相关单位情况泰州帅康大件运输有限公司(以下简称:帅康公司),略。
(二)工程情况泰州鑫玛科技产业发展有限公司(以下简称:鑫玛公司)投资建设的厂房工程位于高港区永安洲镇创业路西侧、马永路南侧。
其中工程B标段包括3幢标准厂房(4#、7#、9#),建设规模70007平方米。
2017年8月,鑫玛公司将工程B标段施工发包给泰州金土木建设工程有限公司,双方签订《建设工程施工合同》,并约定,由鑫玛公司提供砂加气混凝土砌块、蒸压砖等砌砖材料。
2018年6月,鑫玛公司向泰州鑫海科能新型材料有限公司(以下简称:鑫海公司)购买砌块、砖,双方签订《买卖合同》,约定由鑫海公司负责运货至工地。
2019年2月,鑫海公司将砌块、砖的运输承包给帅康公司,双方签订《运输合同》,合同期限自2019年2月26日至2022年2月25日止,同期双方签订《安全运输责任书》。
2018年8月23日,工程B标段取得施工许可。
2019年2月,工程B标段开工建设。
2023年Bios常见错误代码介绍!整理
2023年Bios常见错误代码介绍!整理Bios常见错误代码介绍!开机自检时消失问题后会消失各种各样的英文短句,短句中包含了特别重要的信息,读懂这些信息可以自己解决一些小问题,可是这些英文难倒了一部分朋友,下面是一些常见的bios短句的解释,大家可以参考一下。
1.cmos battery failed中文:cmos电池失效。
解释:这说明cmos电池已经快没电了,只要更换新的电池即可。
2.cmos check sum error-defaults loaded中文:cmos 执行全部检查时发觉错误,要载入系统预设值。
解释:一般来说消失这句话都是说电池快没电了,可以先换个电池试试,假如问题还是没有解决,那么说明cmos ram可能有问题,假如没过一年就到经销商处换一块主板,过了一年就让经销商送回生产厂家修一下吧!3.press esc to skip memory test中文:正在进行内存检查,可按esc键跳过。
解释:这是由于在cmos内没有设定跳过存储器的其次、三、四次测试,开机就会执行四次内存测试,当然你也可以按esc 键结束内存检查,不过每次都要这样太麻烦了,你可以进入coms设置后选择bios featurs setup,将其中的quick power on self test设为enabled,储存后重新启动即可。
4.keyboard error or no keyboard present中文:键盘错误或者未接键盘。
解释:检查一下键盘的连线是否松动或者损坏。
5.hard disk install failure中文:硬盘安装失败。
解释:这是由于硬盘的电源线或数据线可能未接好或者硬盘跳线设置不当。
你可以检查一下硬盘的各根连线是否插好,看看同一根数据线上的两个硬盘的跳线的设置是否一样,假如一样,只要将两个硬盘的跳线设置的不一样即可(一个设为master,另一个设为slave)。
6.secondary slave hard fail中文:检测从盘失败解释:可能是cmos设置不当,比如说没有从盘但在cmos里设为有从盘,那么就会消失错误,这时可以进入coms设置选择ide hdd auto detection进行硬盘自动侦测。
FA不良品失效分析报告

FA不良品失效分析报告
失效分析(FA)是一门发展中的新兴学科,近年开始从军工向普通企业普及。
它一般根据失效模式和现象,通过分析和验证,模拟重现失效的现象,找出失效的原因,挖掘出失效的机理的活动。
在提高产品质量,技术开发、改进,产品修复及仲裁失效事故等方面具有很强的实际意义。
其方法分为有损分析,无损分析,物理分析,化学分析等。
失效分析主要项目:
金相显微镜/体式显微镜:
提供样品的显微图像观测,拍照和测量等服务,显微倍率从10倍~1000倍不等,并有明场和暗场切换功能,可根据样品实际情况和关注区域情况自由调节。
RIE等离子反应刻蚀机:
提供芯片的各向异性刻蚀功能,配备CF4辅助气体,可以在保护样品金属结构的前提下,快速刻蚀芯片表面封装的钨,钨化钛,二氧化硅,胶等材料,保护层结构,以辅助其他设备后续实验的进行
自动研磨机:
提供样品的减薄,断面研磨,抛光,定点去层服务,自动研磨设备相比手动研磨而言,效率更高,受力更精准,使用原厂配套夹具加工样品无需进行注塑,方便后续其他实验的进行。
高速切割机:
部分芯片需要进行剖面分析,此时可使用制样切割工具,先用树脂将被测样品包裹和固定,再使用可换刀头的高速切割机切割样品使用夹具固定待切割样品,确定切割位置后进行切割,同时向切割刀片喷淋冷却液。
提供PCB或其他类似材料的切割服务,样品树脂注塑服务。
施耐德Easy Altivar ATV610 变频器编程手册 说明书

[简单起动] SYS– .......................................................................................32 [Macro-configuration] CFG- 菜单........................................................33 [简单起动] SIM- 菜单...........................................................................34 [修改的参数] LMD- 菜单 .......................................................................38
Easy Altivar ATV610
变频器 编程手册
EAV64393.07 05/2024
法律声明
本文档中提供的信息包含与产品/解决方案相关的一般说明、技术特性和/或建议。
本文档不应替代详细调研、或运营及场所特定的开发或平面示意图。它不用于判定产 品/解决方案对于特定用户应用的适用性或可靠性。任何此类用户都有责任就相关特定 应用场合或使用方面,对产品/解决方案执行或者由所选择的任何业内专家(集成师、 规格指定者等)对产品/解决方案执行适当且全面的风险分析、评估和测试。
对于将本文档 或其内容用作商业用途的行为,施耐德电气未授予任何权利或许可,但 以“原样”为基础进行咨询的非独占个人许可除外。
Deltabar FMD71、FMD72电子差压液位测量仪操作手册说明书

Products Solutions Services操作手册Deltabar FMD71, FMD72电子差压液位测量电子差压变送器,带陶瓷和金属测量膜片BA01044P/00/ZH/05.1571296042自下列版本起生效01.00.00Deltabar FMD71, FMD72Endress+Hauser Operations App•请将文档妥善保存在安全地方,便于操作或使用设备时查看。
•为了避免出现人员或装置危险,请仔细阅读“基本安全指南”章节,以及针对特定操作步骤的文档中的所有其他安全指南。
•制造商保留修改技术参数的权利,将不预先通知。
Endress+Hauser当地销售中心将为您提供最新参数信息和更新文档资料。
2Endress+HauserDeltabar FMD71, FMD72目录Endress+Hauser3目录1文档信息 (5)1.1文档功能.............................51.2信息图标.............................51.3文档资料.............................61.4术语和缩写...........................71.5注册商标.............................82基本安全指南 (9)2.1人员要求.............................92.2指定用途.............................92.3工作场所安全........................102.4操作安全............................102.5产品安全 (10)3产品描述 (11)3.1产品设计............................113.2功能 (12)4到货验收和产品标识 (13)4.1到货验收............................134.2产品标识............................144.3铭牌...............................144.4储存和运输..........................155安装条件 (17)5.1安装尺寸............................175.2安装位置............................175.3安装方向............................175.4常规安装指南........................175.5隔热:高温型FMD71..................185.6安装传感器..........................195.7安装带PVDF 安装接头的传感器..........195.8安装变送器..........................205.9关闭外壳盖..........................215.10法兰安装的密封圈.....................215.11安装后检查..........................226电气连接 (23)6.1将LP 侧传感器连接至HP 侧传感器........236.2将HP 侧传感器连接至变送器............246.3连接测量单元........................256.4连接条件............................266.5连接参数............................276.6连接后检查..........................287操作选项 (29)7.1不带操作菜单操作.....................297.2通过操作菜单操作.....................307.3操作菜单结构........................317.4操作选项............................317.5通过现场显示单元(可选)操作仪表.........327.6通过Endress+Hauser 调试工具操作.......357.7直接访问参数........................357.8锁定/解锁操作.......................357.9复位工厂设置(复位). (36)8变送器的HART ®集成 (38)8.1HART 过程变量和测量值................388.2HART 设备变量和测量值 (39)9调试 (40)9.1安装后检查和功能检查.................409.2解锁/锁定设置.......................409.3不带操作菜单的调试...................409.4带操作菜单的调试.....................429.5选择语言............................429.6选择测量模式........................439.7设置高压侧..........................449.8选择压力工程单位.....................449.9零位调整............................449.10设置液位测量........................459.11线性化.............................539.12设置压力测量........................569.13备份或复制设备参数...................589.14设置现场显示........................599.15写保护设置,防止未经授权的访问........5910诊断和故障排除 (60)10.1故障排除............................6010.2诊断事件............................6010.3错误输出响应........................6310.4固件版本号..........................6410.5废弃...............................6411维护 (65)11.1清洁信息............................6511.2外部清洁. (65)12维修 (66)12.1概述...............................6612.2备件...............................6612.3返回. (66)13操作菜单概述.....................6814设备参数说明 (7315)技术参数 (102)15.1输入..............................10215.2输出..............................10515.3陶瓷过程隔离膜片的性能参数...........10815.4金属过程隔离膜片的性能参数...........113目录Deltabar FMD71, FMD72 15.5环境条件 (118)15.6过程条件 (119)15.7其他技术资料 (120)索引 (121)4Endress+HauserDeltabar FMD71, FMD72文档信息1 文档信息1.1 文档功能文档中包含设备生命周期各个阶段内的所有信息:从产品标识、到货验收和储存,至安装、电气连接、操作和调试,以及故障排除、维护和废弃。
煤矿安全生产标准化基本要求及评分办法(题库)
煤矿安全生产标准化基本要求及评分办法(试行)学习资料汇编一、填空题1、安全生产标准化达标煤矿应具备以下基本条件:(采矿许可证)、(安全生产许可证)、(营业执照)齐全有效。
2、安全生产标准化达标煤矿应具备以下基本条件:(矿长)、(总工程师)、(副矿长)、(副总工程师)在规定时间内必须参加煤矿安全监管部门组织的安全生产知识和管理能力考核,并取得考核合格证。
3、煤矿安全生产标准化等级分为(一级)、(二级)、(三级)。
(一级)为最高级。
4、(煤矿)是创建并持续保持标准化动态达标的责任主体。
6、井工煤矿安全生产标准化各部分权重比例为安全风险分级管控( 0.10 )、事故隐患排查治理( 0.10 )、通风(0.16 )、地质灾害防治与测量( 0.11 )、采煤(0.09 )、掘进( 0.09 )、机电( 0.09 )、运输(0.08 )、职业卫生( 0.06 )、安全培训与应急救援( 0.06 )、调度与地面设施( 0.06 )11部分。
7、《新安全生产标准化》从( 2017 )年( 7 )月( 1 )日起开始试行。
8、应急保障要有可靠的(信息通讯)和(传递系统),保持最新的(内部)和(外部)应急响应通讯录。
9、应急保障要配置必需的(急救器材)和(药品);与就近的(医疗机构)签订急救协议。
10、每年由(总工程师)组织开展安全避险系统有效性评估。
11、矿井避灾路线上按需求设置(自救器)补给站。
12、井工煤矿应急指挥中心备有最新的(采掘工程平面图)、(矿井通风系统图)、(井上下对照图)、(井下避灾路线图)、(灾害预防与处理计划)、(应急预案)。
13、井工煤矿不具备设立矿山救护队条件的应组建(兼职救护队),并与就近的(救护队)签订救护协议。
14、煤矿应急预案与煤矿所在地政府的生产安全事故应急预案(相衔接)。
15、煤矿按规定( 3 )年内完成所有综合应急预案和专项应急预案的演练。
16、应急资料归档保存,连续完整,保存期限不少于( 2 )年。
生产过程异常信息反馈流程

生产过程异常信息反馈流程
生产过程中出现异常信息是一种常见的情况,如机器故障、物料短缺、生产计划延误等。
对于这些异常情况,我们需要及时采取措施,避免影响生产进度和产品质量。
因此,建立一套完善的生产过程异常信息反馈流程显得尤为重要。
首先,在生产过程中,所有操作员都应该被告知不同异常信息的类型及其影响,以便他们可以快速识别和报告异常信息。
当出现异常信息时,操作员应立即向生产主管汇报,主管应该详细记录异常信息的细节,包括时间、地点、原因等,并在必要时采取适当措施。
其次,生产主管应在生产报告中记录异常信息,并及时向生产经理和相关负责人通报,以便他们可以采取更加有效的行动。
同时,生产主管也应在生产报告中提供对应的应对措施,以降低异常信息对生产进度和产品质量的影响。
最后,生产经理应根据异常信息制定相应的应对计划,并通知相关部门和人员,以确保所有员工知晓并能够及时采取相应措施。
在应对过程中,生产经理应维护良好的沟通渠道,与生产主管和操作员保持密切联系,及时更新进展情况,并确保异常信息得到妥善处理。
总之,建立一套完善的生产过程异常信息反馈流程对于保障生产进度和产品质量至关重要。
只有在构建了一个有效的反馈系统,才能在生产过程中更好地识别、处理和解决异常信息。
- 1 -。
设备异常处理流程中的故障记录与优化反馈

设备异常处理流程中的故障记录与优化反馈设备异常处理是生产和运营过程中的一项重要工作,及时记录和处理设备故障是保障生产和运营的关键步骤之一。
在设备异常处理流程中,故障记录和优化反馈起着重要的作用,能够帮助企业追踪故障原因、改进设备维护和提升生产效率。
故障记录是设备异常处理的第一步。
当设备出现异常情况时,操作员应及时记录下故障的具体情况,包括故障现象、故障发生时间、故障部位等。
这些记录可以通过手工记录表格、电子表格或设备管理系统来完成。
记录时需要详细而准确,以便后续分析和处理。
故障记录的目的在于收集故障信息,帮助企业了解设备异常情况的发生频率、故障类型和故障部位,以便进行统计分析和优化改进。
根据故障记录,企业可以进行设备维修计划的制定和维修资源的调配,提前准备相关备件,以最小化设备停机时间和生产损失。
在故障记录的基础上,优化反馈是设备异常处理流程中的关键步骤之一。
优化反馈的目的在于找出故障原因、改进设备维护和提高生产效率。
根据故障记录,设备维护团队可以对故障进行分析,确定故障的原因,例如,是由于设备老化、零部件损坏、操作不当还是其他因素引起的。
通过找出故障的根本原因,可以采取相应的措施来避免类似故障的再次发生,如设备升级、维修方案的优化或操作培训等。
除了故障原因的分析,优化反馈还可以帮助企业改善设备维护和提高生产效率。
通过对故障记录进行分析,可以发现某些设备频繁故障,或者发现某些维护措施效果不佳。
针对这些问题,企业可以制定相应的改进方案,如增加设备巡检频率、加强设备保养、优化维护计划等。
通过不断的优化反馈,企业可以提高设备的可靠性和稳定性,提高设备运行效率和生产效率。
为了更好地记录故障和进行优化反馈,企业可以考虑以下几点建议:1.建立完善的故障记录系统:可通过设备管理系统或其他适当的工具来记录故障信息,包括故障描述、发生时间、故障部位、维修人员等。
这样可以方便数据的收集和分析。
2.培训操作员和维护人员:定期对操作员和维护人员进行培训,包括设备的正常使用方法、及时识别故障和记录故障信息的技巧,以便他们能够及时准确地记录故障并提出反馈。
生产工艺异常处理中的异常数据修复方法

生产工艺异常处理中的异常数据修复方法在生产过程中,我们经常会遇到各种工艺异常。
这些异常不仅可能导致产品质量下降,还可能影响生产效率和生产线的正常运行。
其中,异常数据是一个常见的问题,当系统或设备产生异常数据时,我们需要及时修复并恢复正常的生产工艺。
本文将介绍一些在生产工艺异常处理中常用的异常数据修复方法。
一、异常数据的识别和分析在处理异常数据之前,我们首先需要对其进行识别和分析。
判断数据是否异常可以通过设定合理的阈值来实现。
一旦数据超出了阈值范围,就可以确定其为异常数据。
此外,还可以通过数据可视化的方式,比如绘制曲线图或柱状图,来直观地观察异常数据的分布情况。
二、异常数据的修复方法1. 数据剔除法当异常数据发生时,我们可以选择将其直接剔除。
这种方法适用于异常数据量较小且对整体分析结果影响不大的情况。
剔除异常数据后,我们可以使用剩余数据进行后续的分析和处理。
2. 插值法如果异常数据量较大或对整体分析结果有较大影响时,我们可以考虑使用插值法来修复异常数据。
插值法是一种基于已知数据点之间的关系对缺失数据进行估计的方法。
最常见的插值方法包括线性插值、多项式插值和样条插值等。
3. 平均值修复法对于某些特定类型的异常数据,我们可以选择使用平均值修复法。
该方法通过计算同一批次或同一工艺的其他数据的平均值,并将其作为异常数据的修复值。
这种方法能够保持数据的整体趋势和分布,但可能会对部分数据造成一定的偏移。
4. 模型拟合法在一些复杂情况下,我们可以采用模型拟合法来修复异常数据。
该方法通过建立适当的数学模型,利用其他正常数据对异常数据进行拟合和修复。
模型可以是线性回归模型、非线性回归模型或其他预测模型,根据具体情况选择合适的模型进行修复。
5. 异常检测方法除了修复异常数据外,我们还可以采用异常检测方法来筛选出异常数据。
常用的异常检测方法包括基于统计学的方法、基于机器学习的方法和基于时间序列的方法等。
这些方法能够帮助我们准确地检测和标记异常数据,进而有针对性地进行修复。
二次回路系统管理规范(1)

神华宁煤集团灵武矿区水电分公司二次回路系统管理规范灵武矿区水电分公司颁布目录二次回路系统运行规范 (1)二次回路系统检修规范 (14)附录 (31)二次回路系统运行规范二次回路系统运行规范编制说明本规范得主要参考依据:GB50171—92电气装置安装工程盘、柜及二次回路结线施工及验收规范GB/T 13337。
1—1991固定型防酸隔爆式铅酸蓄电池订货技术条件GB 50172—1992电气安装工程蓄电池施工及验收规范DL/T 637—1997阀控式密封铅酸蓄电池订货技术条件DL/T 459—2000电力系统直流电源柜订货技术条件国家电网公司《直流电源系统技术标准》国家电网公司《直流电源系统技术监督规定》国家电网公司《直流电源系统检修规范》目次二次回路系统运行规范编制说明 (1)24398 5F4E 彎38240 9560 镠27608 6BD8 毘26631 6807 标37431 9237 鈷36985 9079 遹32966 80C6 胆[第一章总则 (2)第二章二次系统的验收和投运 (2)第三章二次回路的运行维护 (11)第四章直流系统的运行操作 (13)第一章总则第一条为了保证公司电网安全可靠运行,提高二次系统设备的验收、运行、维护质量,特制定本规范.第二条本规范是依据国家、有关标准、规程和规范,结合公司所辖电网实际运行情况而制定的。
第三条本规范规定了直流电源系统及相关二次回路设备验收标准、运行、维护管理的基本条例。
第五条公司所属各科室、区队可根据本规范,结合实际情况制定相应的实施细则。
第二章二次系统的验收和投运第一条文件资料验收1.1 设计或变更部分的实际施工图.1。
2 设计或变更的证明文件。
1。
3 制造厂提供的产品说明书、试验记录、合格证件、安装图纸等技术文件。
1。
4 安装技术记录。
1。
5 电气试验记录。
1。
6 备品备件清单。
第二条蓄电池组的验收]20380 4F9C 侜29672 73E8 珨k40026 9C5A 鱚28332 6EAC 溬36092 8CFC 購2。
生产线异常报告
生产线异常报告随着科技的发展和工业化进程的加速,生产线成为了现代工业中不可或缺的一环。
然而,生产线上难免会出现异常情况,这些异常情况极大地影响了生产效率和产品质量。
针对生产线异常问题,本文将从多个角度进行分析和解答。
一、异常情况的描述在生产线上,异常情况主要包括设备故障、材料短缺、工人操作失误等情况。
设备故障指的是生产线上的机器或设备出现了无法正常工作的问题,比如电路故障、电机损坏等;材料短缺是指在生产过程中,需要的原材料供应不足,导致生产线无法正常运转;工人操作失误则是指在生产过程中,工人由于疏忽或技术不熟练而导致了错误的操作。
二、异常情况的原因分析针对生产线异常情况的原因分析,可以从设备、人员和材料三个维度进行考虑。
设备故障的原因可能是由于设备老化、维护不及时或制造缺陷等,因此,需要对设备进行定期检修和保养,确保设备的正常运行。
而工人操作失误的原因一般是由于工人技能不足、工作疲劳或心情不好等,因此,应加强工人培训和管理,提高工人的专业素质和责任心。
材料短缺的原因可能是供应链的问题,需要与供应商建立良好的合作关系,确保原材料的及时供应。
三、异常情况对生产线的影响生产线异常情况对企业的影响是多方面的。
首先,异常情况会导致生产线的停机,进而影响到生产进度和交货期的完成。
其次,异常情况会增加生产成本,比如设备故障需要维修和更换设备,人员操作失误导致的产品损坏需要重新生产。
此外,异常情况还会降低产品质量,影响企业的声誉和市场竞争力。
四、异常情况的预防措施为了降低异常情况的发生概率,企业应采取一系列的预防措施。
首先,要加强设备的维护和保养工作,定期检查设备的状态,及时修复损坏部件。
其次,要加强对工人的培训和管理,提高工人的技术水平和工作质量。
此外,要加强与供应商的合作,确保原材料的供应充足和稳定。
五、异常情况的应急措施尽管预防措施能够降低异常情况的发生概率,但无法完全避免。
因此,企业还需要制定一套应急措施,以应对生产线上的异常情况。
设备异常分析报告

设备异常分析报告1. 引言本报告旨在分析设备异常情况,并提供相应的解决方案。
通过对异常情况进行深入分析和研究,以期能够帮助我们更好地理解和解决设备异常问题,提高设备的稳定性和可靠性。
2. 背景设备异常是指设备在运行过程中出现的不正常状况。
这些异常可能会导致设备性能下降、功能中断或系统崩溃等问题,严重影响设备的正常运行。
因此,对设备异常进行分析和解决是非常重要的。
3. 异常类型在设备运行过程中,常见的异常类型包括但不限于以下几种:3.1 硬件异常硬件异常是指设备硬件部分出现的问题,例如电路板损坏、电源故障、电缆接触不良等。
这些问题可能导致设备无法正常工作,需要进行修复或更换。
3.2 软件异常软件异常是指设备软件部分出现的问题,例如系统崩溃、程序错误、数据丢失等。
这些问题可能导致设备功能失效或运行不稳定,需要进行软件更新或修复。
3.3 网络异常网络异常是指设备在与其他设备或服务器进行通信时出现的问题,例如网络延迟、连接中断、数据传输错误等。
这些问题可能导致设备无法正常联网或数据传输失败,需要检查网络设置或联系网络服务提供商进行修复。
3.4 环境异常环境异常是指设备运行环境出现的问题,例如温度过高、湿度过大、灰尘积累等。
这些问题可能导致设备过热、损坏或无法正常工作,需要进行环境调整或设备保养。
4. 异常分析针对不同类型的异常,我们进行了详细的分析和研究,并总结出相应的异常原因和解决方案。
4.1 硬件异常分析硬件异常通常是由设备硬件部分出现的故障引起的。
我们通过对硬件设备进行检查和测试,发现以下常见问题:•电路板损坏:在设备长时间运行过程中,电路板容易受到电压过高、电流过大等因素的影响,导致电路板损坏。
解决方案是更换受损的电路板。
•电源故障:电源供应不稳定或电源线路故障可能导致设备无法正常工作。
解决方案是修复电源故障或更换合适的电源。
•电缆接触不良:电缆连接不牢固或接触不良可能导致设备信号传输错误或中断。
FA提示异常
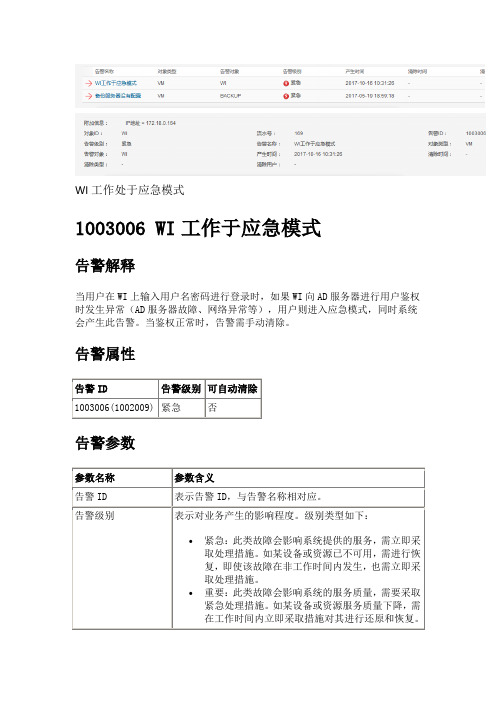
WI工作处于应急模式1003006 WI工作于应急模式告警解释当用户在WI上输入用户名密码进行登录时,如果WI向AD服务器进行用户鉴权时发生异常(AD服务器故障、网络异常等),用户则进入应急模式,同时系统会产生此告警。
当鉴权正常时,告警需手动清除。
告警属性告警参数对系统的影响当用户进入应急模式时:∙用户无法使用WI以下功能:(强制)重启虚拟机,自助维护台,登录池模式虚拟机,修改密码功能。
∙用户登录时间变长。
可能原因∙WI与AD的时间相差超过5分钟。
∙WI和AD之间出现网络故障。
∙AD服务器异常。
处理步骤检查WI与AD之间时间是否同步1.分别登录WI与AD服务器查看时间,如果时间相差超过5分钟,则参考1000017 系统与NTP服务器的连接异常的步骤进行处理。
说明:▪查看WI服务器时间的方法:使用gandalf用户登录到Linux 服务器,运行date命令进行查看。
▪查看AD服务器时间的方法:如果AD服务器是Windows系统,使用域帐号登录到AD服务器,选择“开始 > 运行”,在输入框中键入“cmd”,在弹出的命令行窗口中输入time命令进行查看;如果AD服务器是Linux系统,使用gandalf用户登录到Linux服务器,运行date命令进行查看。
2.手动清除告警,然后通过WI进行用户登录,查看是否还有该告警产生?▪是,执行3。
▪否,处理完毕。
检查WI与AD间网络连接3.使用gandalf帐号登录WI服务器,查看与AD服务器的网络连接是否正常。
输入ping AD服务器的IP,查看通信是否正常。
▪是,执行6。
▪否,执行4。
返回信息类似如下所示,则通信正常。
Pinging 192.168.90.102 with 32 bytes of data:Reply from 192.168.90.102: bytes=32 time<1ms TTL=128Reply from 192.168.90.102: bytes=32 time<1ms TTL=128Reply from 192.168.90.102: bytes=32 time<1ms TTL=128Reply from 192.168.90.102: bytes=32 time<1ms TTL=128(注:以上IP仅为举例,应以实际IP为准)4.根据现场具体情况定位和排除网络故障。
(整理)主要负责人1.
[ 对 ][判断题] 5、紧急切断阀带有近程和远程操作系统,可实现自动控制。
(1.0分)∙∙对∙错∙[ 错 ][判断题] 6、爆破片一般应与容器的液相空间相连。
∙[ 对 ][判断题] 7、应力腐蚀是指在拉应力作用下,金属在腐蚀介质中引起的破坏∙[ 对 ][判断题] 8、制造锅炉与压力容器受压元件的材料要求具有较好的塑性。
∙[ 对 ][判断题] 9、防止反应釜的跑、冒、滴、漏,特别是防止有害、易燃介质的泄漏,选择合理的密封装置十分重要∙[ 错 ][判断题] 10、在液氯生产过程中,对氯气尾气中氢含量控制的要求不高。
∙[ 对 ][判断题] 11、化学品安全技术说明书简要说明了一种化学品对人类健康和环境的危害性。
∙[ 错 ][判断题] 12、混合物中可燃物浓度高于上限时,由于空气量不足,火焰也不能蔓延。
∙[ 对 ][判断题] 13、重大危险源,是指长期地或者临时地生产、搬运、使用或者储运危险化学品,且危险物品的数量等于或者超过临界量的单元(包括场所和设施)。
∙[ 错 ][判断题] 14、化合物或复杂物质的燃烧过程是,受热时先分解,成气态和液态产物然后燃烧。
∙[ 对 ][判断题] 15、现场处置即根据事故情景,按照相关应急预案和现场指挥部要求对事故现场进行控制和处理。
∙[ 对 ][判断题] 16、应急物资装备保障必须明确应急救援需要使用的应急物资和装备的类型、数量、性能、存放位置、管理责任人及其联系方式等内容。
∙[ 错 ][判断题] 17、生产经营单位内部一旦发生危险化学品事故,单位负责人必须立即按照上级制定的应急预案组织救援。
∙[ 错 ][判断题] 18、应急救援指挥部由工会主席任总指挥;有关人员任副总指挥。
∙[ 错 ][判断题] 19、企业应根椐重大危险源目标模拟事故状态,制订出各种事故状态的应急处置方案。
∙[ 对 ][判断题] 20、企业应对重大危险源采取便捷、有效的消防、治安报警措施和联络通信、记录措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标题Title:编号No.: 0KM Field
Design Process Audit Other 1相关信息Concern Details
Team Leader
Team Member 2缺陷描述Problem Description 描述Description 图片Picture(if applicable)重复发生Recurrence :
Yes No
历史记录History :
*日期Date:
*数量Qty:
*备注Comment:
测试记录
电容打错Y N Comments
*是否影响其它的产品?
Can the concern appear on other parts?
*是否知会相关部门人员 / 生产厂?
Were concerned dept./plants informed?
3初期分析Initial Analysis
缺陷应当在哪里被探测Where should the non-conforming parts have been detected:
Y
N 未探测的原因 Reason for non-detection *来料检验Incoming inspection
*制造过程During manufacture
*制造完成,如测试,After manufacture
*交付之前Prior to despatch
Y *其它other:
4短期措施Countermeasure- Immediate
防止不合格品交付的措施 What actions have been taken to prevent delivery of reject parts?
Y N Comment
如何标识合格品? How are OK parts identified? 吕忠林詹朝鑫
CD4322/71 在生产线测试时发现有些机器输出低,经分析,发现MPCB 板上的电容打错,由1nf 错成100nF,每块PCB 有11个位打错。
*其它 Other
叶东衍肖小华Dept.*在途 in Delivery
外发PCB 元件打错
Origin:Detector 物品名称物品编号MPCB 发生日期初始分析
短期计划东日安排人员对产线未下机的PCBA 按照贴片顺序,取这11个位置的首尾两个料测试返工*客户方 Customer side
*货仓 Warehouse
工程部品质部*在制品 WIP
2013-11-25
Customer Model Part Name 客户
机型发现地点
FA82 线
发送/Send to 公司/Company:8D-Report
传真/ Fax.:确定根本原因解决方案预防措施东日Part-No.Supplier 客户编号Open date Analyse started Short Term Action Root Cause identified Countermeasure Prevention Closed 供应商代码缺陷等级关闭报告Resp.Efficiency
Date 2013-11-25供应商Customer PN.Supplier code 检验报告FAW-VW
CD4322/71Inspect report 发现者生产日期序列号拒收数量Rank Pro Date Serial-No.Rejected Qty.曾惠丽2013-11-25。