全回转舵桨推进装置和曲折轴系安装技术探讨
焊接式全回转舵桨安装要点介绍
焊接式全回转舵桨安装要点介绍
焊接式全回转舵桨是一种用于船舶推进的装置,它通过全回转的舵叶来改变推进力的方向。
本文将介绍焊接式全回转舵桨的安装要点。
1. 安装位置选择:焊接式全回转舵桨的位置应根据船舶的设计要求和船体结构来确定。
通常情况下,它安装在船舶尾部的两侧,与船舶舵张平行。
2. 安装前准备:在安装焊接式全回转舵桨之前,需要对船舶舵张进行电焊修整,确保舵舶的平整度和垂直度。
3. 安装焊接支架:在船舶舵张上焊接支架,用于固定焊接式全回转舵桨。
支架的焊接强度要满足船舶的设计要求,并且要注意焊接的光滑度和牢固度。
4. 安装焊接式全回转舵桨:将焊接式全回转舵桨放在安装位上,并通过螺栓或焊接将其固定在支架上。
安装时要注意舵桨与船舶舵张的位置对齐,确保舵桨可以自由转动。
5. 连接动力系统:将焊接式全回转舵桨与动力系统连接,通常使用轴承和联轴器来实现连接。
在连接过程中,要注意轴承的选型和安装,以及联轴器的牢固度和可靠性。
6. 调整舵桨角度:在安装完成后,需要根据船舶的需要调整焊接式全回转舵桨的角度。
舵桨角度的调整可以通过手动或电动控制系统来实现。
7. 进行试航:在安装完成后,需要进行试航测试,确保焊接式全回转舵桨的安装质量和性能符合要求。
试航测试时,应检查舵桨的转动灵活性、推力效果和舵盘无泄漏等。
总结:焊接式全回转舵桨的安装要点包括选择合适的安装位置、准备工作要求、焊接支架的安装、舵桨的安装与调整、动力系统的连接、试航测试等。
通过科学合理的安装和调试,可以确保焊接式全回转舵桨的正常工作和船舶的正常推进。
浅谈船舶轴系的安装与校中
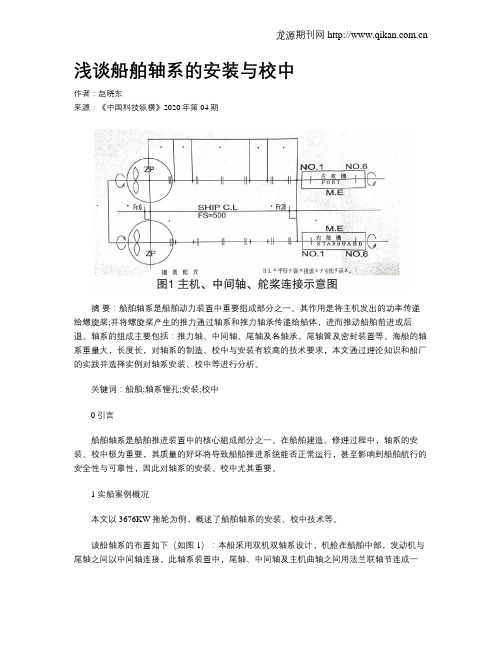
浅谈船舶轴系的安装与校中作者:赵晓东来源:《中国科技纵横》2020年第04期摘要:船舶轴系是船舶动力装置中重要组成部分之一。
其作用是将主机发出的功率传递给螺旋桨;并将螺旋桨产生的推力通过轴系和推力轴承传递给船体,进而推动船舶前进或后退。
轴系的组成主要包括:推力轴、中间轴、尾轴及各轴承,尾轴管及密封装置等。
海船的轴系重量大,长度长,对轴系的制造、校中与安装有较高的技术要求,本文通过理论知识和船厂的实践并选择实例对轴系安装、校中等进行分析。
关键词:船舶;轴系镗孔;安装;校中0引言船舶轴系是船舶推进装置中的核心組成部分之一。
在船舶建造、修理过程中,轴系的安装、校中极为重要,其质量的好坏将导致船舶推进系统能否正常运行,甚至影响到船舶航行的安全性与可靠性,因此对轴系的安装、校中尤其重要。
1 实船案例概况本文以3676KW拖轮为例,概述了船舶轴系的安装、校中技术等。
该船轴系的布置如下(如图1):本船采用双机双轴系设计,机舱在船舶中部,发动机与尾轴之间以中间轴连接。
此轴系装置中,尾轴、中间轴及主机曲轴之间用法兰联轴节连成一体。
中间轴有两个滑动轴承支撑,尾轴装于尾轴管中。
尾轴管的前端固定在横舱壁上,尾部固定在船体尾柱孔中。
该船采用新泻ZP全回转式舵桨。
2 轴系的安装与校中在拖轮建造过程中,轴系的安装工作步骤如下:首先是在造船船体中确定其轴系和舵系的中心线位置(俗称轴、舵系拉线),然后进行轴系的镗孔作业,对相关零部件的加工和车间装配,然后是在船台现场对轴系及附件的安装和配对,最后进行轴系校中和装配。
2.1 轴、舵系拉线进行轴、舵系拉线工作的前提是:造船进度已经推进到船体大合拢结束之后,船体在船台上的各支撑良好可靠;在船舶轴、舵系布置区域内,主甲板以下的焊接和矫正工作已结束,船上所有冲击性和振动性的作业施工已停止;船体的各辅助拉攀与支撑也已拆除;所有的舱室及油水柜都已经经焊缝检验及水密实验合格;施工和质检人员熟悉有关轴技术文件和工艺,并准备好各种施工工具和测量工具。
超浅吃水SPJ全回转喷水推进器及安装
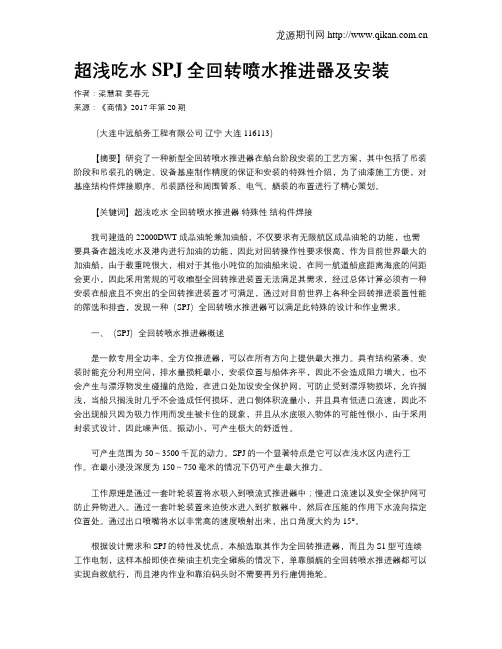
超浅吃水SPJ全回转喷水推进器及安装作者:梁慧君姜春元来源:《商情》2017年第20期(大连中远船务工程有限公司辽宁大连 116113)【摘要】研究了一种新型全回转喷水推进器在船台阶段安装的工艺方案,其中包括了吊装阶段和吊装孔的确定、设备基座制作精度的保证和安装的特殊性介绍,为了油漆施工方便,对基座结构件焊接顺序、吊装路径和周围管系、电气、舾装的布置进行了精心策划。
【关键词】超浅吃水全回转喷水推进器特殊性结构件焊接我司建造的22000DWT成品油轮兼加油船,不仅要求有无限航区成品油轮的功能,也需要具备在超浅吃水及港内进行加油的功能,因此对回转操作性要求很高,作为目前世界最大的加油船,由于载重吨很大,相对于其他小吨位的加油船来说,在同一航道船底距离海底的间距会更小,因此采用常规的可收缩型全回转推进装置无法满足其需求,经过总体计算必须有一种安装在船底且不突出的全回转推进装置才可满足,通过对目前世界上各种全回转推进装置性能的筛选和排查,发现一种(SPJ)全回转喷水推进器可以满足此特殊的设计和作业需求。
一、(SPJ)全回转喷水推进器概述是一款专用全功率、全方位推进器,可以在所有方向上提供最大推力。
具有结构紧凑、安装时能充分利用空间,排水量损耗最小,安装位置与船体齐平,因此不会造成阻力增大,也不会产生与漂浮物发生碰撞的危险,在进口处加设安全保护网,可防止受到漂浮物损坏,允许搁浅,当船只搁浅时几乎不会造成任何损坏,进口侧体积流量小,并且具有低进口流速,因此不会出现船只因为吸力作用而发生被卡住的现象,并且从水底吸入物体的可能性很小,由于采用封装式设计,因此噪声低、振动小,可产生极大的舒适性。
可产生范围为50~3500千瓦的动力。
SPJ的一个显著特点是它可以在浅水区内进行工作。
在最小浸没深度为150~750毫米的情况下仍可产生最大推力。
工作原理是通过一套叶轮装置将水吸入到喷流式推进器中;慢进口流速以及安全保护网可防止异物进入。
某汽车渡船动力装置设计选型
汽车 渡船 是 岛屿 与陆地 间汽 车渡 运 系统 的主 要 工具 。传 统 的汽 车渡 船通 常采 用双 向推进 ,船 型 首尾对 称 ,其优 点 是离 靠码 头方 便 ,船舶 不 需
211 机 电设备 选型 .. 常规 公路渡 口汽 车 渡船 ,采 用双 机通 过 倒顺
离合齿轮箱带动首尾的螺旋桨,推进船舶,通过
动性和推进效率 。 是当今汽车渡船较为理想的推
进器 。
线长 3 . 80 7 m;型宽 1.m;型深 3 0 3 0 .0 8 m;吃水 2 0 1;设计航速 l k 载重数量:小轿车 2 . 1 3 1 1m O 辆或东风牌 3 货车 2辆、大客车 1 0t 辆及小轿车 5 。载客量 :9 人( ; 8 含客车旅客) 。
2 动 力装置设计
21 轮机主要设备 .
作者 简介 :陈 勇 (9 3 , 男, 高级工程 师 ,研 究方 向;船 舶动 力 。 16 一)
第6 期
陈勇:某汽车渡船动力装置设计选型
l3 1
对转桨全回转舵桨 C C - L 6 0 F RW-D 0 ,由全回转舵 桨 装置 产生 的推 力可 使船 舶作 前进 、倒 退 、横 移 和 微速 前进 。 本船辅机选用潍坊柴油机厂生产的 T 26 . D 2B 6 D柴油发 电机组二台,单机额定功率 7 W, C 5 k 机组配带减振器和 D 2 电动伺服调速机构。 C 4V 二 台发 电机 组单机 运行 互为 备用 。 为 了保证正常的机舱通风与散热,也为了确 保 柴 油机 的耗气 和轴 系设 备 的散热所 需,机舱 采
轮机安装工艺详细
轴系安装
二、轴系照光(中心线确定)
1、 照光条件
① 机舱前壁以后、主甲板以下船体成型 ② 舵 机平台以下焊接完毕 ③ 轴系区域内主要辅机基座焊完,大型设备就
位 ④ 73#肋位和挂舵臂处的艏艉基点要牢固,并
交验合格,包括舵系的一下基点 ⑤ 船体垫墩受力均匀、稳定牢固
机舱艉部船体成型
照光基点设置
照光基点设置
艉轴管镗孔
艉轴管镗孔用装配机
复光和主机地脚螺栓定位
四、轴系复光及主机地脚螺栓定位
1、复光准备 ① 把光靶架支设于艉管内孔中的“B、C、
D”三点位置并按内孔零对零找正,要求 光靶的横截面垂直于轴线
② 将光学仪胎架按图示位置支设于艉管内 孔中(A点),按内孔零对零找正
③ 在主机基座的中心坑内沿中心线共设置 6个与基座面板等高的临时座架,要求 座架稳定牢固,以免划线时出现差错
⑥ 测量并记录从螺旋桨毂前端面到螺旋桨轴前端面的 距离尺寸,即L4。该尺寸用于轴系安装时的主机定 位。
压装示意图
拆卸
3、拆卸 预装完之后,要将螺旋桨拆卸下来,准备
上船安装。
拆卸时,在液压螺母与螺旋桨之间垫上若 干块厚度适当的木块 。
径向加压。根据压装时的最大径向压力估 计拆卸压力
将轴、桨和液压螺母拆开后,按常规要求 进行保养并妥善存放
艉管前密封
艉管后密封
中间轴承
中间轴承
主机轴系布置图
艉轴锥度后端面距艉轴承前端3970
艉安装工艺流程
• 轴系照光中心线确定→船台上安装艉轴 组件(艉轴管、艉轴、螺旋桨、密封装 置) →下水后进行轴系校中、轴系安装 (中间轴及轴承座) →主机安装(主机 定位、主机安装)
拉线照光图
全回转舵桨推进装置轴系的安装过程探讨

向的2个数值。
传动轴系安装布置的理论基础是使所有万向轴折角相等,该要求是万向轴的基本原理,是避免角速度周期性不等所必需的。
4.1 安装要求本船的轴系安装在船舶建造出坞后,系泊码头时进行,为保证校中精度,在轴系安装前需达到如下要求:(1)在机舱区域内,主甲板以下的主结构、大的舾装件焊接及火工矫正等工作均已完成,振动性止或风浪较小的水面上,以减少风浪的影响,同时尽可能接近船舶最常见的压载状态,以减少船体变形造成的误差,将船舶处于正浮状态(左右吃水大致相等,艏艉吃水差不大于200mm)。
4.2 安装方法本船轴系安装校中时以安装固定好的舵桨装置离合器轴心线为基准,从舵桨往主机方向进行轴系校中。
其中,校中必须是单独完成,即校中好一个设备,且安装固定好后,再进行下一个设备的校中。
图4 轴系曲折偏移值测量示意图4.3 安装要求图2 轴系拉线图图3 轴系对中测量示意图(1)(2)(6)检查调整轴承座外端面,使其与轴线的端面跳动<0.15mm。
(7)检查调整轴承滚子游隙。
上下位置:上部间隙>0.10mm,下部间隙为0mm;左右位置:间隙相等,允差<0.03mm;轴。
法兰与底座螺栓按要求的扭矩上紧。
5 主机定位安装(1)转动短轴,测量短轴法兰与主机高弹的跳动量,如图5所示。
通过调整主机各顶升螺栓和调整垫块,使主机高弹与短轴轴向间隙符合规定要求。
同时,测量主机各缸拐档是否满足要求。
(2)校中调整完毕后,可以图5 跳动量测量示意图6 结语从船轴系的安装过程可以看出全回转舵桨轴系安装的特点。
调距。
原油转驳船全回转主推安装工艺
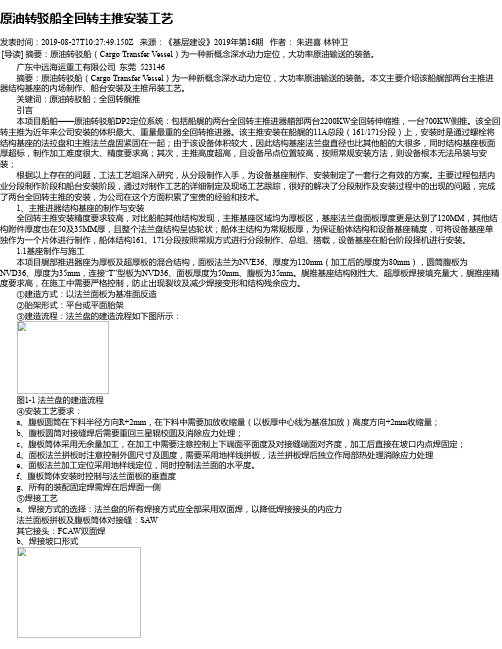
原油转驳船全回转主推安装工艺发表时间:2019-08-27T10:27:49.150Z 来源:《基层建设》2019年第16期作者:朱进喜林钟卫[导读] 摘要:原油转驳船(Cargo Transfer Vessel)为一种新概念深水动力定位,大功率原油输送的装备。
广东中远海运重工有限公司东莞 523146摘要:原油转驳船(Cargo Transfer Vessel)为一种新概念深水动力定位,大功率原油输送的装备。
本文主要介绍该船艉部两台主推进器结构基座的内场制作、船台安装及主推吊装工艺。
关键词:原油转驳船;全回转艉推引言本项目船舶——原油转驳船DP2定位系统:包括船艉的两台全回转主推进器艏部两台2200KW全回转伸缩推,一台700KW侧推。
该全回转主推为近年来公司安装的体积最大、重量最重的全回转推进器。
该主推安装在船艉的11A总段(161/171分段)上,安装时是通过螺栓将结构基座的法拉盘和主推法兰盘固紧固在一起;由于该设备体积较大,因此结构基座法兰盘直径也比其他船的大很多,同时结构基座板面厚超标,制作加工难度很大、精度要求高;其次,主推高度超高,且设备吊点位置较高,按照常规安装方法,则设备根本无法吊装与安装;根据以上存在的问题,工法工艺组深入研究,从分段制作入手,为设备基座制作、安装制定了一套行之有效的方案。
主要过程包括内业分段制作阶段和船台安装阶段,通过对制作工艺的详细制定及现场工艺跟踪,很好的解决了分段制作及安装过程中的出现的问题,完成了两台全回转主推的安装,为公司在这个方面积累了宝贵的经验和技术。
1、主推进器结构基座的制作与安装全回转主推安装精度要求较高,对比船舶其他结构发现,主推基座区域均为厚板区,基座法兰盘面板厚度更是达到了120MM,其他结构附件厚度也在50及35MM厚,且整个法兰盘结构呈齿轮状;船体主结构为常规板厚,为保证船体结构和设备基座精度,可将设备基座单独作为一个片体进行制作,船体结构161、171分段按照常规方式进行分段制作、总组、搭载,设备基座在船台阶段择机进行安装。
船舶全回转舵桨推进系统的工作原理及应用

船舶全回转舵桨推进系统的工作原理及应用作者:陶如豪来源:《中国水运》2021年第11期摘要:船舶全回转舵桨推进系统是用于推进和操纵船舶的主要控制系统。
随着发展这项技术在船舶操纵控制领域运用越来越广泛。
本文根据目前船舶全回转舵桨推进系统的技术发展情况,介绍了全回转舵桨船舶推进系统的工作原理,主要特点以及优缺点。
关键词:船舶;全回转舵桨;工作原理;优缺点中图分类号:U66 文献标识码:A 文章编号:1006—7973(2021)11-0086-02船舶传统推进方式主要是通过主机、齿轮箱、尾轴向螺旋桨输出推进动力,推动船舶航行;通过齿轮箱来实现换向功能;通过舵系来实现控制船舶的航向。
在八十年代出现了一种全新船舶推进系统,这就是船舶全回转舵桨推进系统又称为全回转舵桨推进器或“Z形推进器”它集推进和转舵功能于一体,完全可以替代由船舶主机、齿轮箱和尾轴、螺旋桨等组合的传统船舶推进方式。
从而彻底改变了传统船舶操纵方式。
全回转舵桨推进系统的出现是船舶推进方式的一次革命。
经过二十多年的发展和应用,船舶全回转舵桨推进系统相关技术已经非常成熟了,并且在各种类型的船舶上得了的广泛应用,引起世界各国船舶行业的极大关注。
1 全回转舵桨船舶推进系统的工作原理船舶全回转舵桨推进系统又称“Z形推进器”。
因其吊舱内的轴系布置方式呈Z字形而得名。
全回转舵桨推进器是固定在船体水下,船舶螺旋桨的相关传动系统是布置在吊舱之内,它由电力或机械动力驱动。
该推进器是集船舶推进和船舶操控两种功能于一体。
可以通过吊舱内伞形齿轮装置、蜗轮蜗杆装置传动,使船舶螺旋桨围绕吊舱内竖轴作360°转动,该种推进器可以根据船舶位置变化随意变换推力的方向,可实现向任意方向推进。
也可实现船舶原地掉头,进退灵活自如。
船舶的机动性能和操纵性能都得到极大改善。
可完全实现同时操纵推进船舶的功能。
船舶全回转舵桨推进系统工作原理是船舶通过主机或电动机等输出功率通过吊舱顶部横向一级伞齿轮传动至竖轴,竖轴将输出功率传输至吊舱底部横向二级伞齿轮通过齿轮上的横轴传递给螺旋桨,最终形成一个Z字形传动系统。
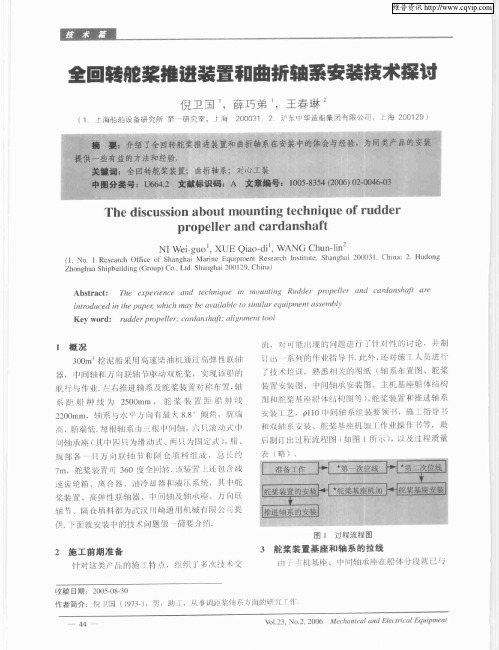
全回转舵桨推进装置和曲折轴系安装技术探讨
Abtat T e x eine n Fh iu l uut g ud t oelr n ad nhf r src: h ep #ec a d J nq e i n  ̄ni R d e l n ‘prp l ad c ra sat e e a
轴 节 、隔 仓 填 料都 为武 双 川 崎通 用机 触 有 限 公 提 I t 供. 面就 安 装 中【 技 术 问题 做 一简耍 介纠 . _ l 勺
图 I 过程流 程图
2 施工 前期准 备
什 对这 类 - 品 檀 f特 一 -.鉴 纸 J 彩改技 术窑
吱稿 日期:2 0 —83 0 50 —O
3 舵 桨装置 基座和 轴系 的拉线
f ‘ 帆琏 摩 、, 州轴 承 施 } } 廿段 鞋 与 体
作者 简介:倪 iY I7 男,助 工, 肌事酮衄 桨轴 乐方咖f 州。 rt t 4( 9 3 ) [ 由 觅 r
4 4 Vo 3 l No2 20 6 Me lm& ̄l n l crc l厨 up n 2 , 0 cu d E e tia a ime t
座 中 心与 沧_ 心 的 误差 . 点 R3同 周 内 为 此 寿 } ] } 舷 :
量 座 定位 肘 需 严 格控 制 毖误 差 以 上霞 的 技 天 内. 所采 取 的措 施 址焊 接 前 的『 同定 J 台 时 量
表 ( j. 略
艉 部 各 ~只 同联 轴 节 和 隔 仓 填 料 组 成 , .
约
7n 鸵桨 装 置 可 3 0度 全 1 . 姨置 上还 乜 减 . r 6 转 该 速 齿 轮筘 ,离 合器 、油 冷 却 器 和 液 雁 系统 . 其 中舵
大型船舶舵系安装精度控制关键技术的思考
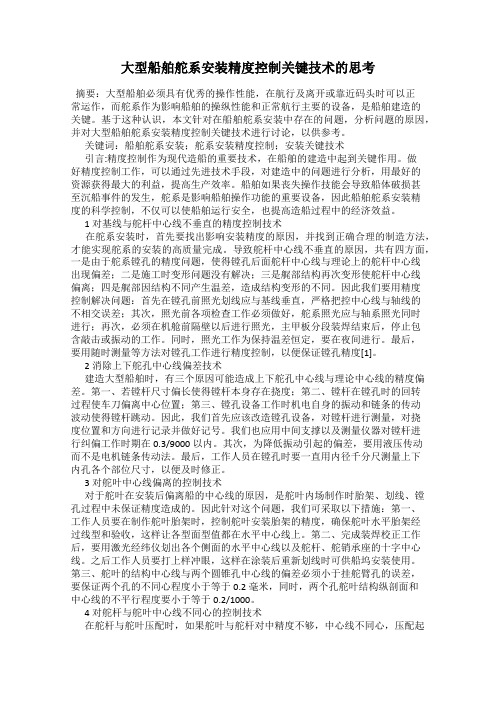
大型船舶舵系安装精度控制关键技术的思考摘要:大型船舶必须具有优秀的操作性能,在航行及离开或靠近码头时可以正常运作,而舵系作为影响船舶的操纵性能和正常航行主要的设备,是船舶建造的关键。
基于这种认识,本文针对在船舶舵系安装中存在的问题,分析问题的原因,并对大型船舶舵系安装精度控制关键技术进行讨论,以供参考。
关键词:船舶舵系安装;舵系安装精度控制;安装关键技术引言:精度控制作为现代造船的重要技术,在船舶的建造中起到关键作用。
做好精度控制工作,可以通过先进技术手段,对建造中的问题进行分析,用最好的资源获得最大的利益,提高生产效率。
船舶如果丧失操作技能会导致船体破损甚至沉船事件的发生,舵系是影响船舶操作功能的重要设备,因此船舶舵系安装精度的科学控制,不仅可以使船舶运行安全,也提高造船过程中的经济效益。
1对基线与舵杆中心线不垂直的精度控制技术在舵系安装时,首先要找出影响安装精度的原因,并找到正确合理的制造方法,才能实现舵系的安装的高质量完成。
导致舵杆中心线不垂直的原因,共有四方面,一是由于舵系镗孔的精度问题,使得镗孔后面舵杆中心线与理论上的舵杆中心线出现偏差;二是施工时变形问题没有解决;三是艉部结构再次变形使舵杆中心线偏离;四是艉部因结构不同产生温差,造成结构变形的不同。
因此我们要用精度控制解决问题:首先在镗孔前照光划线应与基线垂直,严格把控中心线与轴线的不相交误差;其次,照光前各项检查工作必须做好,舵系照光应与轴系照光同时进行;再次,必须在机舱前隔壁以后进行照光,主甲板分段装焊结束后,停止包含敲击或振动的工作。
同时,照光工作为保持温差恒定,要在夜间进行。
最后,要用随时测量等方法对镗孔工作进行精度控制,以便保证镗孔精度[1]。
2消除上下舵孔中心线偏差技术建造大型船舶时,有三个原因可能造成上下舵孔中心线与理论中心线的精度偏差。
第一、若镗杆尺寸偏长使得镗杆本身存在挠度;第二、镗杆在镗孔时的回转过程使车刀偏离中心位置;第三、镗孔设备工作时机电自身的振动和链条的传动波动使得镗杆跳动。
整体全回转升降式舵桨在货运船舶中的应用
原则,今后理想的船舶动力装置发展需要满足如下要求: 1.具有优良的操纵性能。京杭运河属于限制性、浅水、
狭窄航道,且航道内船舶拥挤繁忙,对船舶的操纵性能有特 殊的要求。
2.螺旋桨最好具有升降功能。当前京杭运河货运船舶重 载率不高,不少船舶的空载航行时间接近50%,螺旋桨具备 了升降功能,就能使船舶空载航行时无须压载,从而达到简 化船舶配置、减少船舶空载航行阻力的目的。
万方数据
300
TBD226B-6C
9.4
12277.84
1U2
102.276135Aca
呻.
(IlOkw)一台
(110kwy一台
45.8*8.6*2.1
56‘8.6*2.1
500
—二!!!!!!!三鱼!!!!!=!二鱼———— TBD226B-6c
上柴鑫龙280
10.2
184.21 147.37
如果能够结合内河港口和航道改造,建设与大长宽比船
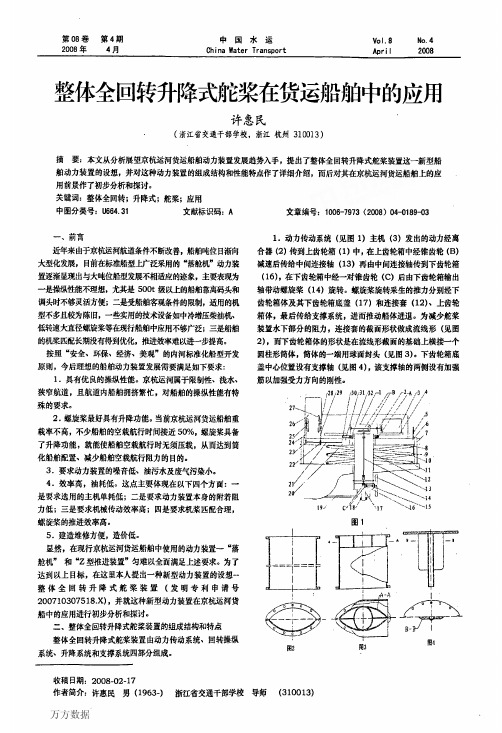
二、整体全回转升降式舵桨装置的组成结构和特点 整体全回转升降式舵桨装置由动力传动系统、回转操纵 系统、升降系统和支撑系统四部分组成。
1.动力传动系统(见图1)主机(3)发出的动力经离 合器(2)传到上齿轮箱(1)中,在上齿轮箱中经锥齿轮(B) 减速后传给中间连接轴(13)再由中间连接轴传到下齿轮箱
(16),在下齿轮箱中经一对锥齿轮(C)后由下齿轮箱输出 轴带动螺旋桨(1 4)旋转。螺旋桨旋转采生的推力分别经下 齿轮箱体及其下齿轮箱底盖(17)和连接套(12)、上齿轮 箱体,最后传给支撑系统,进而推动船体进退。为减少舵桨 装置水下部分的阻力,连接套的截面形状做成流线形(见图 2),而下齿轮箱体的形状是在流线形截面的基础上横接一个 圆柱形筒体,筒体的一端用球面封头(见图3)。下齿轮箱底 盖中心位置设有支撑轴(见图4),该支撑轴的两侧设有加强 筋以加强受力方向的刚性。
某平台供应船CPP 舵桨装置应用

某平台供应船CPP 舵桨装置应用
吕海燕
【期刊名称】《广东造船》
【年(卷),期】2024(43)2
【摘要】CPP舵桨是一种新型的可调螺距螺旋桨的Z型传动装置,螺旋桨的推力方向可在水平面内任意改变,且可实现其推力大小与其方向合理配合,改进了船舶传统推进装置结构形式,大幅提升了船舶的操纵性和灵活性,适用性强,市场应用前景广。
文章以某57 m海上平台供应船的轴系布置与设计为例,阐述CPP全回转舵桨推进装置的结构特点、性能,以及其在海上平台的应用,并根据船舶布置要求对轴系布置进行优化设计,满足了海上平台供应船对机动性及操纵性的要求。
【总页数】4页(P36-39)
【作者】吕海燕
【作者单位】广州市顺海造船有限公司
【正文语种】中文
【中图分类】U664
【相关文献】
1.平台供应船全回转舵桨基座结构有限元分析
2.基于平台供应船的可调螺旋桨轴系设计方法研究
3.80吨级船艉液压舵桨安装平台的研制
4.甲板搭载型舵桨装置应用技术浅析
5.4000马力LNG动力守护供应船用舵桨
因版权原因,仅展示原文概要,查看原文内容请购买。