注塑产品周期表
物料周期表
备注
国内:2-6周;国外:8-12周 1-2天 1-3天 30-45天 2-5天 15-20天 10-15天 10-15天 5-7天 7-10天 3-5天 5-7天 3-5天 5天 7天 7天 0.5天 1天 20-30天 1-2天 10-15天 7-10天 7-10天 1-3天 3-5天 2-3天 3-5天 1-2天 3天 6天 5天
/ / /
1000
5K 5K 5K
力帆
根据客户 订单量回 复具体交 柯明兰 期 柯明兰
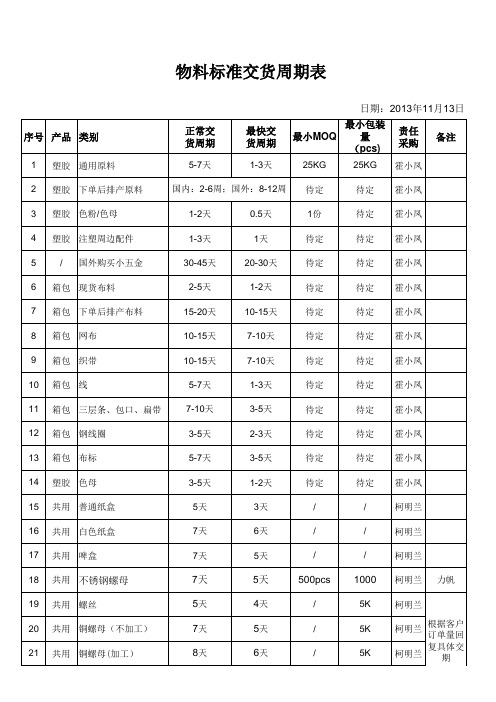
物料标准交货周期表
日期:2013年11 月13日 根据客户 序号 产品 类别
22 23 24 25 26 27 28 29 30 31 32 33 34 / / 镶件 外五金件
正常交 货周期
5天 30天 3-5天 4天 2天 1天 5天 6-7天 25-30天 10天 10天 7天 10-15天
1-3天
最小MOQ
25KG 待定 1份 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 / / /
最小包装 量Байду номын сангаас(pcs)
25KG 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 待定 / / /
责任 采购
霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 霍小凤 柯明兰 柯明兰 柯明兰 柯明兰 柯明兰
物料标准交货周期表
日期:2013年11月13日 序号 产品 类别
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 塑胶 通用原料 塑胶 下单后排产原料 塑胶 色粉/色母 塑胶 注塑周边配件 / 国外购买小五金
通用塑料注塑工艺标准参数表

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑周期估计表

單 位 : 秒機型(噸)25406080100120150170200250300400600800機台安數值(OZ) 1.523468121416222431100136開合模時間2.33.84.0 4.0 4.05.0 5.0 5.0 5.0 5.07.07.09.011.0第一次射膠時間(>85%型腔0.50.5 1.0 1.0 1.0 1.0 1.0 2.0 2.0 2.0 2.0 3.0 4.0 5.0冷卻時間(參照附表1)8.38.38.38.38.38.38.38.38.38.38.38.38.38.3頂出時間1.82.0 2.2 2.2 2.2 2.5 2.53.0 3.04.05.0 5.07.07.0其它時間(參照附表2)0.00.00.00.00.00.00.00.00.00.00.00.00.00.0合計12.914.615.515.515.516.816.818.318.319.322.323.328.331.3注: 1上表《冷卻時間》(8.3)是以附表1中的“ABS ”膠料和壁厚2mm 的所需時間,實際計算時應以不同膠料和 不同壁厚的所需時間為準。
附表1. 膠料種類及壁厚所需時間附表2. 工模及注塑條件複雜所需時間1. 鋁或鈹銅模芯-52. 用冷水機,儅水塔水溫減冷水機水溫大于或等於30度以上-33.用熱嘴-34. 用熱流道-45. 三板模+36.1~2個行位+17. 2個以上行位+28. 深Core (深度與直徑的比例大于8)+29. 深骨(大于40mm 的骨或柱位)+210. 骨位多(2條以上深骨及骨與骨之間小于12mm)+211.膠件展開面積大於或等於150cm2+112.膠件展開面積大於或等於250cm2+213.膠件展開面積大於或等於350cm2+314. 膠件厚薄不平均超過1mm +115. 膠件厚薄不平均超過2mm+2備註:16.高精度膠件(X=2&/Lx100%<=0.4% &為公差值)+21 : 膠件厚度超過5mm ,均以5mm 厚的冷卻時間計算。
注塑成型参数表
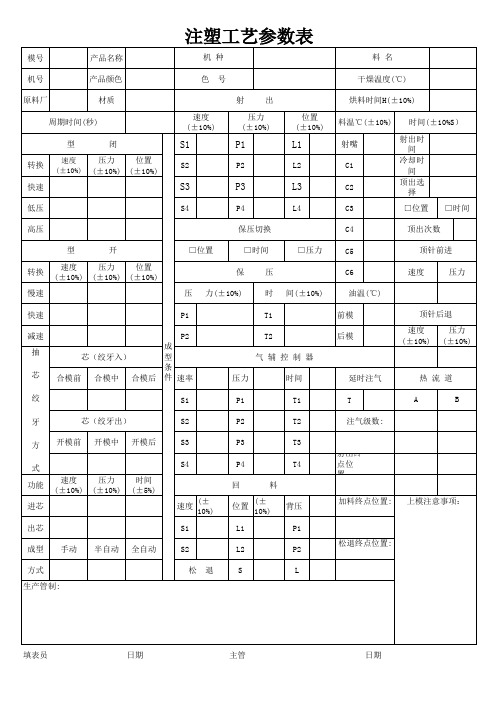
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
标准注塑周期核查表

产品名称
模具代号:
塑料名称
注塑机型:
项目类型 项目序号
项目名称
1 开模时间(见附表1)
2 合模时间(见附表1)
3 射胶时间(见附表1)
4 保压时间(见附表1)
注塑机型
5 6
冷却时间(见附表2) 顶出时间(见附表1)
7 机型>=180T >=350T
8 半自动
9 机械手(+2/+3)
10 高温料(+2)
11 铝/铍铜内模
冷 运热油
15 三板模/倒装模/叠模/其他特殊模具
16 1-2行位/3个以上
17 内行位/抽Core
模具结构 18 多处斜顶
19 二次顶出/多次顶出/顶出抖动
20 模温高温
21 内置嵌件
热流道
22 熱唧嘴 23 熱流道
24 粘模
审核结果 未达标
设计周期 实际周期
时间增减
+2/+4 +2
+2/+3 +2 -3 -3 +3 +5 +3
+1/+2 +2 +2 +2
+1到+4 +2X -3 -4 +1 +1 +3 +2 +1 +2 +3 +1 +2 +2/+3 +5 +2
+1到+3 标准周期
达标 制表:赵
利峰
表
时间统计
25 出模不良(捡用/检查)
26 冷却不良
27 深Core、骨、柱
注塑机保养计划表范例

注塑机保全鉴定表
19 压力表
1回/年
注塑机保全鉴定表
计划 实施
1回/月
注塑机保全鉴定表
8 伺服电机冷却风扇驱动状态
1回/月
注塑机保全鉴定表
9 液压油缸漏油及活塞外观状态
1回/3个月
注塑机保全鉴定表
10 机械水平
1回/3个月
注塑机保全鉴定表
鉴定电气面板,配电箱内部电子器件状态 11
灰尘去除及接受状态
1回/3个月
注塑机保全鉴定表
12 鉴定电气箱内FUSE状态
1回/6个月
编制 审核 批准
注塑机保养计划
裁
范
决
例
// // //
鉴定内容
日 程 (月)
NO
鉴定基准点
周期 1 2 3 4 5 6 7 8 9 10 11 12
备注
1 鉴定漏油及漏水的异常噪音
1回/周
周1回 CHECK - 注塑机保全鉴定表
2 安全門限位开关及安全装备鉴定
1回/周
周1回 CHECK - 注塑机保全鉴定表
注塑机保全鉴定表
13 合模导轨 拉杆黄油添加状态
1回/6个月
注塑机保全鉴定表
14 测定密封圈,气缸磨损
1回/6个月
注塑机保全鉴定表
15 喷嘴孔及R球面磨损状态
1回/6个月
注塑机保全鉴定表
16 伺服电动机调速皮带
1回/年
注塑机保全鉴定表
17 油压启动油
1回/年
注塑机保全鉴定表
18 防尘罩损伤有无
1回/年
ห้องสมุดไป่ตู้
3 冷却水循环状及启动油油温
1回/周
周1回 CHECK - 注塑机保全鉴定表
超实用注塑产品成本计算表+含公式

TOTAL:
20%
0.739 0.864 59,120
69,170 1
5K
小计 材料成本
20%
0.847 0.991 68,535
80,186 1
5K
人工成本
机台成本
1.586 1.855
127,655 149,356
分析表
备注
1.197 占比
0.000
0%
0.177 15%
0.953 80%
材料成本小计: 0.000 0.000
45
双色160T 81.82 0.511
1
0.094
6%
0.000
机台成本小计: 0.953
人工成本小 计:
0.177
包材小 计:
0.000
0.644
物料型号
图示
工艺
模胚
热流道 模芯材质 模具寿命 开模周期
模数
成本核算 管理费用 (元/PCS) (5%)
运输费
注塑素材 龙记3P
模号 胶件名称 1 2
总表 序号 物料描述
1 2
成本分析表
材质
尺寸(mm)
原料单价 (元/KG)
表面处理
出模数 (个/啤)
产品净重 (g/PCS)
流道净重 (g/啤)
材料成本S)
材料合计 模内五金 (元/PCS) (元/PCS)
周期 (S/啤)
机台型号
机台成本 机台成本 操作员数 (元/H) (元/PCS) (人/机)
人工单价 注塑损耗 包材 (元/PCS) (%) (元/PCS)
注塑单价(元/pcs)
0.0
注塑素材
2
27.2
注塑生产计划表范文
注塑生产计划表范文1.产品信息:-产品名称:注塑制品-规格:根据客户要求定制-材料:根据客户要求选择合适的塑料材料-数量:根据客户需求定制2.生产周期:-订购确认后,开始生产准备工作,包括材料采购、模具准备等-生产周期根据产品复杂程度和数量来确定,通常在2-4周之间3.生产流程:-模具准备:根据产品规格和要求制作模具-材料准备:采购合适的塑料材料,保证质量和数量充足-注塑成型:将制备好的模具放入注塑机中,加热塑料至熔化状态后注入模具,冷却后将成型的产品取出-后处理:根据客户需求进行切割、抛光、上色等后处理工序-质检:对成品进行严格的质量检验,确保符合客户要求和国家标准-包装和发货:对合格的成品进行包装,并安排发货事宜4.生产设备:-注塑机:根据产品尺寸和规格选用合适的注塑机-模具:根据产品形状和要求制作专用模具-辅助设备:包括加热设备、冷却设备、切割设备等5.质量控制:-严格按照ISO9001质量管理体系进行生产和质量控制-采用检测设备对产品进行尺寸、外观等方面的检测-建立完善的质量档案,对每批产品的质量进行记录和追溯-定期进行内部质量审核,不断改进生产工艺和质量控制措施6.人力资源:-具备注塑生产经验的操作工人-负责注塑机和模具调试的技术人员-质检人员对产品进行严格把关-生产计划员协调生产进度和安排生产任务7.安全生产:-严格执行安全生产规章制度,保障员工人身安全-定期进行设备的维护保养,确保设备正常运行-建立安全生产档案,记录事故和隐患-对员工进行安全生产教育和培训,提高安全意识8.环境保护:-严格执行环境保护法律法规,确保生产过程不对环境造成污染-建立环保管理制度,规范废弃物处理和噪声控制-加强节能减排措施,提高资源利用率-定期进行环境监测,确保生产过程的环境指标符合要求以上是注塑生产计划表的主要内容,根据具体的产品和生产条件,可以进一步完善和细化。
注塑生产过程中,关键是要确保产品质量,提高生产效率,同时注重安全生产和环境保护,以实现可持续发展。
注塑模具年度保养计划表格-概述说明以及解释
注塑模具年度保养计划表格-范文模板及概述示例1:Introduction:注塑模具是制造塑料制品的重要工具,它的性能直接影响到产品质量和生产效率。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养是非常重要的。
制定一个年度的保养计划表格可以帮助企业更好地管理和维护模具设备,提高生产效率和降低故障率。
保养计划表格内容:1.模具基本信息:在保养计划表格上列出每个注塑模具的基本信息,如模具编号、启用日期、最近一次维护日期等。
这些信息有助于跟踪模具的使用情况和维护记录。
2.保养项目清单:制定一个具体的保养项目清单,包括常规保养、定期更换部件、清洁润滑等项目。
每个保养项目都应该有具体的操作指导和频率要求。
3.保养记录表:在保养计划表格上设立一个保养记录表格,用于记录每次对模具的保养情况。
记录包括保养时间、保养内容、操作人员、备注等信息。
4.异常处理流程:在保养计划表格上列出模具出现异常情况时的处理流程和联系人信息。
及时处理模具问题可以降低生产故障率和维修成本。
5.定期检查计划:制定模具的定期检查计划,包括每月、季度、半年或年度的检查内容和频率。
定期检查可以发现模具问题并及时修复,避免生产中断。
Conclusion:通过制定注塑模具年度保养计划表格,可以帮助企业更好地管理和维护模具设备,提高生产效率和产品质量。
定期的保养和维护可以延长模具的使用寿命,降低维修成本,确保生产顺利进行。
企业应该重视模具的保养工作,制定科学合理的保养计划,并严格执行,以保证生产的稳定性和可靠性。
示例2:注塑模具作为生产过程中不可或缺的工具,其正常运行对产品质量和生产效率起着至关重要的作用。
为了确保注塑模具的正常运行和延长其使用寿命,定期的保养和维护尤为重要。
因此,制定一份注塑模具年度保养计划表格是非常必要的。
下面是一个注塑模具年度保养计划表格的示例:项目内容负责人完成时间清洁使用专门的清洁剂对模具进行清洗维修人员每月初润滑对模具的移动部件进行润滑,确保运行顺畅维修人员每季度检查和更换磨损部件定期检查模具的磨损情况,根据需要更换磨损严重的部件维修人员每半年调试和测试对模具进行定期调试和测试,确保其正常工作生产主管每季度存储和保护对不使用的模具进行正确的存储和保护,防止生锈和损坏仓库管理员每周通过制定并严格执行注塑模具年度保养计划表格,可以有效地提高注塑模具的使用寿命和生产效率,减少因模具故障而造成的损失。
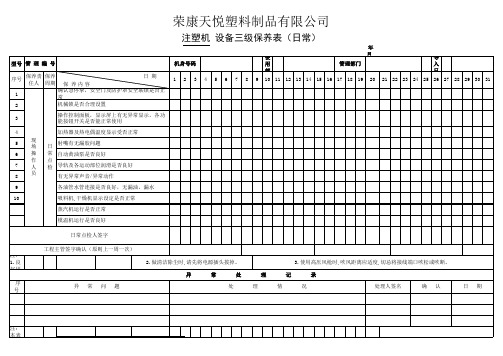
注塑机三级保养表单
作点
7
人 检 导轨及各运动部位润滑是否良好
8
员
有无异常声音/异常动作
9
各油管水管连接是否良好,无漏油,漏水
10
吸料机,干燥机显示设定是否正常
蒸汽机运行是否正常
模温机运行是否良好
注塑机 设备三级保养表(日常)
年
使
月
机身号码
用
管理部门
部
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
2
检查各电气元件有无损耗,烧坏;
3
检查各散热系统是否良好,灰尘清扫;
4
资
深
油泵输出压力确认及液压油油质确认;
5 机 年 清洁冷却水系统及各电磁阀;
6
修 人
度 保
清扫机体内脏物,及加入各活动部位油脂;
7
员 养 检查机台水平度;
保
8
养
检测模板平行度;
9
各同步皮带张紧力调整;
螺杆组件点检;
10
主电路及各马达绝缘是否正常;
6
人 保 检查操作面板有无异常及异常显示(警报显示)
员养
7
检查各马达及活动部位有无异音;
8
冷却水电磁阀清扫;
9
散执风扇及各过滤网清扫;
10
月度保养人签字
注: 1.良 好用
序 号
生产部门责任签字确认 异常问题
2.做清洁除尘时,请先将电源插头拔掉。
异
常
处
处
理 理
3.使用高压风枪时,吹风距离应适度,切忌将接线端口吹松或吹断。
记 情
录 况
处理人签名
确认
日期
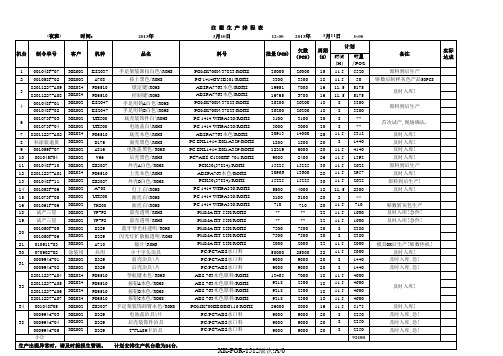
注塑车间生产状况统计表(表格模板、XLS格式)

30920 29635
0 10.1 0.0095 0 绿色
823-07 小高压圈 4 13.5 25600 24000 18000 4480 880
47360 47000
0
2 0.0095 0
30 803-07 大高压圈 4 10.4 33230 6855 3695 31260
41810 38550
28 813A-01 主体
2 33 5232 4896 5024 5154 5098 5178 5202 5190 35742 55866 350 76 26 32 62 38 50 634 73.9 0.0095 445.1
29 9004-08 浮箱
2 23 7513 7685 5920 6205 3570 6325 1215
注塑车间第13周生产状况统计表
机 号
产品编号
品名
模 穴
周期 日产量
周五 周六
周实际生产量 周日 周一 周二 周三 周四
1 516P-02 排座
2 34 5082 5040 5040 5110 4130 320 0
0
合计 19640
批量
周实际报废量
周五 周六 周日 周一 周二 周三 周四
40600 8 0 0 27 0 0 0
53679 49722 92 84 19 45 218 770 84470 84210 112 172 112 333 227
1228 7 0.015 128.94 956 1.67 0.015 23.9478
803A-05 大螺帽 12
825-04 小螺帽
6 32 16200 528
5160 5688 143690 0
15 516P-08 浮桶
注塑生产排程表
实际 ห้องสมุดไป่ตู้成
1 2 3 4 6 7 8 9 10 11 12 13 14 15 16 18 19 20 21 30 31
001048F-07 001058F-02 82011227-A09 82011227-A08 001048F-01 001048F-02 001073F-03 001073F-04 82011227-A02 补涂装退货 001059F-07 001045F04 001048F-10 82011227-A01 001048F-11 001058F-06 001073F-05 001061F-06 试产三星 试产三星 001050F-05 001050F-06 010911-03 070902-02 000994d-01 000994d-02 82011227-A04 82011227-A05 82011227-A06 82011227-A07 001048F05 000994d-03 000994d-04 000994d-05 小计
XK002 XK002 XK024 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 涂装用 XK002 XK002 XK024 XK024 XK024 XK024 XK002 XK002 XK002 XK002
32
及时入库!
34 38
及时入库! 及时入库,急! 及时入库,急! 及时入库,急!
XK-FOR-1512版次:A/0
生产出现异常时,请及时提报生管课。 审核:
计划安排生产机台数为24台. 制表:
注塑工艺记录表

产品名称 产品图号 第一段 第二段 使用塑料 模具编号 温度(℃) 第三段 第四段 时间 冷却时间(S) 关模 起始位置 关模一段 关模二段 关模低压 关模高压 射出 起始位置 射出一段 射出二段 射出三段 射出四段 射出终止 转保压 保压 压力 保压一段 保压二段 保压三段 保压四段 设备运行情况: 速度 时间 压力 速度 时间 压力 速度 开模一慢 开模快一 开模快二 开模二慢 开模终止 起始位置 成型周期(S) 射出时间(S) 再循环时间(S) 开模 压力 速度 第五段 第六段 操作人 复核人 回料比例 阻燃剂比例
注塑成型参数表
1 = 定次
一段 二段 三段 四段 五段 六段 热流道 温度 注:注塑压力、速度、温度±10%;位置±5%,冷却、周期±5S,超出范围作变更纪录。 B 版本 变 更 纪 录 压力 速度 温度 位置 修订人 批准:
C
D
DP1007A
审核:
制作:
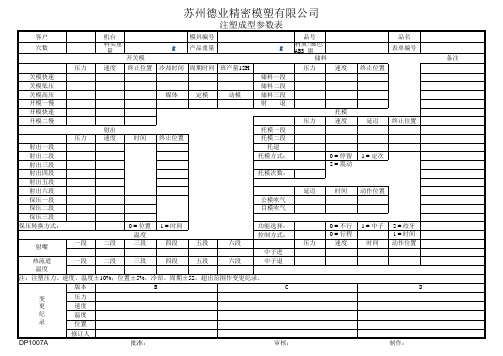
苏州德业精密模塑有限公司
注塑成型参数表
客户 穴数 压力 关模快速 关模低压 关模高压 开模一慢 开模快速 开模二慢 压力 射出一段 射出二段 射出三段 射出四段 射出五段 射出六段 保压一段 保压二段 保压三段 保压转换方式: 射嘴 一段 二段 射出 速度 时间 机台 料头重量 开关模 速度 终止位置 冷却时间 周期时间 班产量12H 储料一段 储料二段 储料三段 射 退 压力 终止位置 托模一段 托模二段 托退 托模方式: 托模次数: 延迟 公模吹气 目模吹气 0 = 位置 温度 三段 1 = 时间 四段 五段 六段 中子进 中子退 功能选择: 控制方式: 压力 0 = 不行 0 = 行程 速度 1 = 中子 时间 2 = 绞牙 1 = 时间 动作位置 时间 动作位置 托模 速度 延迟 终止位置 g 模具编号 产品重量 g 品号 材质/颜色 储料 压力 速度 终止位置 ABS 黑 品名 表单编号 备注
第16问:注射成型周期包括哪些时间?

第16问:一个完整的注射成型周期包括哪些时间?完成一次注射模塑过程所需的时间称成型周期,也称模塑周期。
成型周期直接影响劳动生产率和设备利用率,决定产能,影响产值与利润。
因此,在生产过程中,应在保证质量的前提下,优化注塑工艺,尽量缩短成型周期中各个有关时间,确保生产的持续高效运行。
一、完整的成型周期时间包括:一个完整的注射成型周期包含以下八个动作:合模、注射、保压、冷却、计量塑化、开模、顶出、取出。
每个动作对应或包含的时间为:⒈合模时间:从开模限(即模具开模的最大距离的位置)合模起到模具高压锁模完成止,所用的时间,称之为合模时间;包括:合模时间+起高压时间。
A)有行位的模具,在快进入行位的行程时,合模速度适当降低,再适当调整快,以慢→快→慢→快→慢进行设置;如开模总距离为300㎜,行位导柱垂直高度为100㎜,则合模行程按以下位置进行分段:表1合模行程300㎜分段距离300→250 250→130 130→80 80→30 30→起高压位置合模速度慢速快速慢速快速慢速B) 无行位的模具,合模速度可适当快,设置也简化,慢速→快速→慢速。
表2合模行程300㎜分段距离300→250 250→50 50→起高压位置合模速度慢速快速慢速合模动作无急冲急刹,无异响,动作顺畅;合模时间越短,模具温度、材料温度、热流道温度越平衡,生产越稳定,产品品质越有保障。
在保证产品取出的前提下,开模距离尽量设定较短的行程,这样,合模时间就相应会降低。
⒉射座前进时间:是指在模具合模完成后,射座从后退位置往前移动,直到机台喷嘴抵触住模具机咀,并施加一定的预压的过程,此种动作是针对易冻嘴的材料(PA)而采取的。
大部分材料成型的周期不需要设定此动作,故也就没有此时间。
往前顶的速度要慢,否则,易碰伤机咀与喷嘴。
⒊注射时间:是指螺杆从最大距离前进到V-P切换位置点时的时间,便称为注射时间。
一般注射时间较短,大产品(5公斤以上)为3~5秒,中产品(200克~500克)约1秒以下,小产品(100克以下)注射时间只需要零点几秒,对于高速注射机,注射时间会更短。
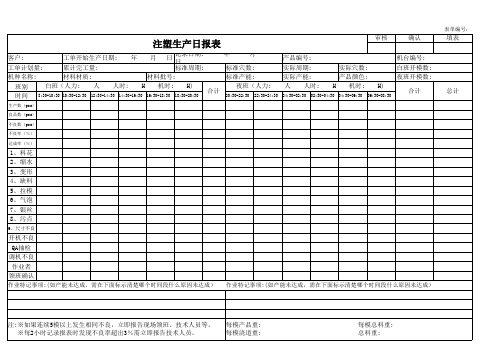
注塑生产日报表
9、尺寸不良
开机不良 QA抽检 调机不良 作业者 领班确认 作业特记事项:(如产能未达成,需在下面标示清楚哪个时间段什么原因未达成)
作业特记事项:(如产能未达成,需在下面标示清楚哪个时间段什么原因未达成)
表单编号:
填表
总计
注:※如果连续5模以上发生相同不良,立即报告现场领班、技术人员等。 每模产品重:
※每2小时记录报表时发现不良率超出3%需立即报告技术人员。
每模浇道重:
每模总料重: 总料重:
合计
夜班(人力: 人 人时: H 机时: H)
20:30-22:30 22:30-24:30 24:30-02:30 02:30-04:30 04:30-06:30 06:30-08:30
合计
生产数(pcs)
良品数(pcs)
不良数(pcs)
不良率(%)
达成率(%)
1、料花 2、缩水 3、变形 4、缺料 5、拉模 6、气泡 7、银丝 8、污点
注塑生生产日期:
年
月
日
记录日期: 日
累计完工量:
标准周期:
年
月
标准穴数:
产品编号: 实际周期:
实际穴数:
机台编号: 白班开模数:
机种名称:
材料材质:
材料批号:
标准产能:
实际产能:
产品颜色:
夜班开模数:
班别 时间
白班(人力: 人 人时: H 机时: H)
8:30-10:30 10:30-12:30 12:30-14:30 14:30-16:30 16:30-18:30 18:30-20:30
注塑成型参数表

广东备 文件编号:LMZD-000000-01产品名称酷Y模具模具编号YH-09006胶原料A PPA180色粉编号见备注注塑周期14.0S±10%机台编号BT150V-11出模穴数8∧7胶原料B 色粉比例见备注制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例%回料比例动模射嘴一段版 本A0温度设定(±10℃)200190二段三段四段烘料定模注塑2注塑1设定项目启动180178168快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503038位置 (±10mm)280压力(±10bar)303010020位置 (±10mm)01540400903548压力(±10bar)502538速度 (±10%)35速度 (±10%)15205040开模设定保压设定设定项目慢速减速中速3030快速启动注塑时间(±2S) 1.8冷却时间(±2S) 4.03020保压2保压1位置 (±10mm)260压力(±10bar)23050设定项目保压5保压4保压335382065压力(±10bar)203016速度 (±10%)15保压时间(±2S)3545速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1503位置 (±10mm)5301545压力(±10bar)30501004540速度 (±10%)35353035中子设定顶针模式50速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目80压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)粉红:B1341 比例:0.57%黄色:B1340 比例:0.6%蓝色:B1342 比例:0.46%备注PP 色粉编号见备注色粉比例见备注产品名称水果模具模具编号YH-09006胶原料A %回料比例注塑周期18.5S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210225220快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353845位置 (±10mm)350压力(±10bar)3015015位置 (±10mm)20605001005064压力(±10bar)454058速度 (±10%)35速度 (±10%)156550开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S) 5.08020保压2保压1位置 (±10mm)380压力(±10bar)360150设定项目保压5保压4保压340453550压力(±10bar)204030速度 (±10%)20保压时间(±2S)4555速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1308位置 (±10mm)10201045压力(±10bar)25301005040速度 (±10%)20352025中子设定顶针模式35速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目85压力(±10bar)25吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)香蕉模具*2草莓模具*2桃子模具*2梨子模具*2穴位分布黄色:B1358 比例:0.74%品红:B1335 比例:0.33%绿色:B1336 比例:0.6%动作时机备注:位 置(±10mm)设定项目吹气1吹气2吹气3位置 (±10mm)吹气设定压力(±10bar)速度 (±10%)中子设定顶针模式( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目1入1出2入2出3入3出8035速度 (±10%)20201515压力(±10bar)25302030速度 (±10%)压力(±10bar)9540903位置 (±10mm)5201550设定项目顶退1顶进2顶进1顶进2位置 (±10mm)加料设定顶针设定设定项目前松退加料1加料2加料3后松退保压时间(±2S)速度 (±10%)2040453525速度 (±10%)压力(±10bar)2040505080压力(±10bar)位置 (±10mm)33030020010050设定项目保压5保压4保压3保压2保压12530快速启动注塑时间(±2S) 2.2冷却时间(±2S)12.0速度 (±10%)254035开模设定保压设定设定项目慢速减速中速速度 (±10%)154068压力(±10bar)4055500100压力(±10bar)406075位置 (±10mm)300250125终止位置 (±10mm)04560设定项目启动快速慢速低压高压210注塑设定关模设定设定项目注塑5注塑4注塑3注塑2注塑1240245240230温度设定(±10℃)定模动模射嘴一段二段三段四段烘料2013/3/6机台吨位 150 Ton 水口比例10%AB比例回料比例版 本A0机台编号BT150V-11出模穴数4∧40.46%制定日期B1342蓝注塑周期24.0S±10%产品名称推筒模具编号NP0004-06A 1:1胶原料A PP 色粉编号胶原料B HIPS 色粉比例动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东备注PP 色粉编号B1342蓝 核准:审核:曾文峰 制表:黄勇HIPS 色粉比例0.46%注塑成型参数表 文件编号:LMZD-000000-04产品名称推杆模具编号NP0004-07A 胶原料A 1:1回料比例注塑周期25.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3位置 (±10mm)压力(±10bar)位置 (±10mm)压力(±10bar)速度 (±10%)速度 (±10%)开模设定保压设定设定项目慢速减速中速快速启动注塑时间(±2S)冷却时间(±2S)保压2保压1位置 (±10mm)压力(±10bar)设定项目保压5保压4保压3压力(±10bar)速度 (±10%)保压时间(±2S)速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1位置 (±10mm)压力(±10bar)速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东乐美文具有限公司PP/T03S 色粉编号见备注 核准:审核:曾文峰 制表:黄勇色粉比例见备注注塑成型参数表文件编号:LMZD-000000-05产品名称人形工具模具编号NP0004-05A 胶原料A 回料比例注塑周期22.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例195185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料205215210快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353045位置 (±10mm)350压力(±10bar)331508位置 (±10mm)265300803845压力(±10bar)452538速度 (±10%)45速度 (±10%)155545开模设定保压设定设定项目慢速减速中速2025快速启动注塑时间(±2S) 2.2冷却时间(±2S)10.05020保压2保压1位置 (±10mm)380压力(±10bar)360180设定项目保压5保压4保压3455065100压力(±10bar)303530速度 (±10%)20保压时间(±2S)4045速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1556位置 (±10mm)5151530压力(±10bar)30351005030速度 (±10%)15201520中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出85压力(±10bar)25备注:广东乐美文具有限公司吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)桃红:B1371 比例:0.48%穴位分布人形铲*2蓝色:B1342 比例:0.46%人形耙*2黄色:B1358 比例:0.74%人形勺*2人形刀*2见备注注塑周期27.0S±10%动物模具1 核准:审核:曾文峰 制表:黄勇机台编号B4模具编号昆山模具注塑成型参数表文件编号:LMZD-000000-06产品名称胶原料A PP/T03S 色粉编号回料比例胶原料B 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例195190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210218215快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3603038位置 (±10mm)320压力(±10bar)2010015位置 (±10mm)250400803845压力(±10bar)501528速度 (±10%)20速度 (±10%)54535开模设定保压设定设定项目慢速减速中速3523快速启动注塑时间(±2S) 2.1冷却时间(±2S)10.05035保压2保压1位置 (±10mm)380压力(±10bar)35080设定项目保压5保压4保压335505080压力(±10bar)20备广东顶进2位置 (±10mm)设定项目顶退1顶进2顶进1547位置 (±10mm)5201030压力(±10bar)30251004540速度 (±10%)101024中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目65压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)产品名称滚筒胶原料A 动作时机PPA180色粉编号见备注蓝色:B1342 比例:0.46%黄色:B1340 比例:0.6%草莓*1鸭子*1螃蟹*1香蕉*1穴位分布饼干人*1鱼*1南瓜*1乌龟*1色粉比例见备注注塑成型参数表 文件编号:LMZD-000000-06 核准:审核:曾文峰 制表:黄勇回料比例注塑周期30.0S±10%机台编号B6模具编号NP0005-02A 胶原料B 二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例190185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料200205205快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503545位置 (±10mm)300压力(±10bar)152508位置 (±10mm)2554001003545压力(±10bar)502535速度 (±10%)20速度 (±10%)82020开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S)12.05020保压2保压1位置 (±10mm)380压力(±10bar)350150设定项目保压5保压4保压350505080压力(±10bar)20备注:广东乐美文具有限公司顶进2位置 (±10mm)设定项目顶退1顶进2顶进1607.5位置 (±10mm)5201550压力(±10bar)955540速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目60压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)黄色:B1340 比例:0.6%动作时机绿色:B1336 比例:0.6%穴位分布蓝色:B1342 比例:0.46%色粉编号见备注注塑周期18.0S±10% 核准:审核:曾文峰 制表:黄勇机台编号A6模具编号NP0005-01A 注塑成型参数表文件编号:LMZD-000000-06产品名称滚筒手柄胶原料A PS 1:1回料比例胶原料B HIPS 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数4∧4AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段烘料200230220注塑设定关模设定。
注塑压力温度对照表

原料干燥温度及时间