喷涂件喷涂面检验标准(试用稿)081125
喷涂检验标准
一、表面喷塑检验标准1、检验条件1.1照明光线要求在天然散射光线或光的照度不应低于2×40w光源环境下。
1.2检查距离被测品与眼睛的距离为500mm,a面检验时在±15°范围内旋转。
2、表面等级的分类、区域划分2.1表面等级根据产品可视区域以及使用要求的不同,划分为不同的表面等级:“a”、“b”、“c”、“d”。
2.2区域划分“a”:正常使用时可直接看到的主要表面,一般指终端产品的正面。
“b”:正常使用时观察不到的表面,一般指终端产品的测面、后面。
“c”:正常使用时观察不到的表面,一般指终端产品的底面。
“d”:正常使用时观察不到的次要面,一般是指终端产品内部面。
3、代码对照表称数目长度直径深度宽度面积距离代号nldhwsds单位个cmmmmmmmmm2mm说明:下文所提到的不良缺陷数目均指单面上的不良缺陷数目。
4、验收要求4.1验收总则4.1.1喷涂件表面应清洁、无污。
4.1.2喷涂层均匀、完整,同批产品的光泽、纹理一致,颜色符合图号要求,且与双方封样色样比较无明显差异。
4.2外观要求4.2.1“a”面外观检验要求:序号不良项目验收要求1点缺陷(含颗粒)当d≤0.5mm(或s≤0.2mm2)且不连续时(ds≥5mm),不视为缺陷。
当0.5mm(或s≤0.2mm2)二、喷涂喷漆检验标准(范本)1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 供应部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
喷涂产品检验标准

C 面:产品除非打开或破坏方可看见的部位统称 C 面范畴。
6.4.2 外观要求
版本:A0 页次:4/6
序号 1
2
3 4 5
6 7 8
名称 污点
划伤
剥落 光泽不良
变形
颗粒 桔纹 飞油
规格描述
A 级面
B 级面
不允许
不允许
S=30mm2 前提下,最大宽 S=30mm2 前提下,最大宽
度≤0.05mm,长度≤3mm 度≤0.05mm,长度≤5mm
证无气泡,以加大胶带与被测试区域的接触面积及力度;用手抓住胶带一端,
在垂直方向(90°或根据客户要求
6.6.3 耐磨性测试
用专用的 Norman RCA 耐磨测试仪(型号:7-IBB-647)及专用的(11/16inch wide X
6 或 8inch diameter),施加 175g 载荷,带动纸带在样本表面磨擦 300 个循环。
6.1.1 AC Acceptable:允收
6.1.2 Re Rejection:拒收
文件编号
制定部门:品管部
文件名称:喷涂检验标准
制定日期:2022-12-28
6.1. MI(轻微缺陷):Minor non-conformity
版本:A0 页次:3/6
轻微缺陷:产品外观存在瑕疵,但其使用性能在实质上不致降低品质期望。
色、腐蚀及脱落等不良。
注:当无条件进行盐雾试验时,可以采用常温下用 5%±1%的 Nacl 溶液浸泡的方式代
替盐雾试验。
7.0 支持性文件
无。
8.0 报告及记录
无。
全而不可使用。
6.3 常规使用代码
E
目视
YP 牙规
喷涂检验标准

喷涂喷漆检验标准1、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3、定义(无)4、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 供应部负责进料中不合格品与供应商的联络。
4.4 管理者代表负责不合格品处理的批准。
5、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
3.外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
4.外观和颜色检验环境:色板采用客户样件或经客户认可的签样。
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
对于微量杂质点及其它轻微缺陷通常在300MM处目视肉眼不明显为通过,特殊情况时视客户要求而定。
5.1 涂膜附着力检验(基体金属为铁、钢、铝及铝合金):采用胶带粘贴法测定漆膜附着力,批次以一件或两件检验则可。
不合格时可用加严检验.检验方法:使用锋利刃口的刀片(刃口宽要求0.05MM,刃口达到0.1MM时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,等速划线。
划线位置距产品边缘最近距离不应小于5MM,切口要保证切到基体,在涂膜上,切出每个方向是6至11条切口的格子图形,切口以1MM间隔隔开,长度约20MM。
对于涂膜厚度大于50μm,小于125μm,切口以2MM的间隔隔开。
在将格子区切屑用软刷或软纸清除后,撕下一段,粘附力在2.9N/10MM (300GF/10MM) 以上的胶带,将格子区全部覆盖,用手磨擦胶带,确保已完全粘牢后,拿住胶带的一端,沿着与其原位置尽可能接近180º的方向迅速(不要猛烈)将胶带撕下,然后用放大镜或肉眼观查.如果沿切口的边和方格部分有涂层脱落,损伤的区域为格子的15%~35%,再重复上述方法检验.如果两次结果不同,换不同的检验人员在同样的条件下获得的涂膜上,进行该检验,若仍出现上述结果或更差的情况,有权怀疑该批涂层质量,做出拒收决定。
喷涂检验标准

喷涂件检验标准一、目的明确和规范喷涂产品的标准要求和检验方法,为喷涂产品的检验工作提供依据和指导。
二、范围此标准适用于本公司的样品、半成品和成品等喷涂件的检验(客户有特殊要求的按客户要求执行)。
三、作业程序(一)、主要检验项目1、外观检验2、附着力检验3、硬度测试4、喷涂膜厚检测5、色差检验6、耐温即冷(热冲击)试验7、光泽度检验8、机械冲击试验9、耐盐雾试验注:1)以上第1-6项为必检项目,第5-9项可根据实际情况确定是否需检验。
2)粉末要求能耐高温360℃,含铅量低于90PPM。
(二)、外观检验1、检验条件在室内高效能日光灯两光源(照明度约为1000流明)下,站在消费者正常使用状态角度观察,在离产品(A级面300mm、B等级面500mm、C等级面1000 mm)远处观察不到明显缺陷则判定合格。
2、外观面分级外观面主要分为:A级面(主要外观面),B级面(次要外观面),C级面(不重要外观面)。
1)A级面:是指使用者观察的最显著的区域,这些通常是产品的顶部和前面大的、平坦的区域以及装配后经常看到的外表面,如机柜的面板、机柜大门,机柜四周侧面,常人可视顶面与不需弯腰可视底面等。
其它可被划分為A级面的包括,表面的位置或功能可被使用者明显注意到。
2)B级面:是指暴露的地方接近A级面的,但通常较少可见的地方,这些区域与A级面一樣暴露于使用者,但它们的位置或功能不被经常注意到。
如打开后看到的内附件、加强筋、大门的内侧面等。
3)C级面:仅在特别观察时才可见到有缺陷,通常在正常操作中倾向可发现以及清洁的过程中变的可见的区域,或在維修,拆卸移动产品的时候才可见的区域。
3、外观缺陷接受标准(以下接受标准仅作参考指引,最终接受与否根据实际情况评估和判定。
)(三)、附着力试验1、试验方法1)百格试验法:喷涂后,取一随炉色板,在涂膜面上,按间隔1mm纵横平行刻画11道,以适当的力度(划痕以露出基体为准)在喷涂面划成100个方格,再用强力透明胶覆盖按紧,呈45度角,然后突然撕掉,此时检查方格内之物是否掉落,1格为百分之一,验收标准为5级,即脱落数量为不超过5个方格为合格。
喷涂检验标准

喷涂检验标准一、目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
二、范围适用于制程和成品及顾客退货各过程中产生及发现的不合格品。
四、职责4.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
4.2 制造部参与不合格品的处理。
4.3 管理者代表负责不合格品处理的批准。
五、工作程序:1.喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
2.一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
3.外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
4.外观和颜色检验环境:色板采用客户样件或经客户认可的签样。
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
对于微量杂质点及其它轻微缺陷通常在300MM处目视肉眼不明显为通过,特殊情况时视客户要求而定。
5.1 涂膜附着力检验(基体金属锌合金):采用胶带粘贴法测定漆膜附着力,批次以一件或两件检验则可。
不合格时可用加严检验. 检验方法:使用锋利刃口的刀片(刃口宽要求0.05MM,刃口达到0.1MM时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,等速划线。
划线位置距产品边缘最近距离不应小于5MM,切口要保证切到基体,在涂膜上,切出每个方向是6至11条切口的格子图形,切口以1MM间隔隔开,长度约20MM。
对于涂膜厚度大于50μm,小于125μm,切口以2MM的间隔隔开。
在将格子区切屑用软刷或软纸清除后,撕下一段,粘附力在2.9N/10MM (300GF/10MM) 以上的胶带,将格子区全部覆盖,用手磨擦胶带,确保已完全粘牢后,拿住胶带的一端,沿着与其原位置尽可能接近180o的方向迅速(不要猛烈)将胶带撕下,然后用放大镜或肉眼观查.如果沿切口的边和方格部分有涂层脱落,损伤的区域为格子的15%~35%,再重复上述方法检验.如果两次结果不同,换不同的检验人员在同样的条件下获得的涂膜上,进行该检验,若仍出现上述结果或更差的情况,有权怀疑该批涂层质量,做出拒收决定。
喷漆质量检验标准
喷漆、喷塑质量检验标准1.0 目的为增强检验员对产品喷漆、喷塑外观品质标准撑握,提高检验员对产品外观的检验效率和判定准确性,预防不良品流入工序及因各种标准不清晰使不良品流入客户处,特制定此外观检查通用标准.2。
0 范围适用于本公司喷漆、喷塑的产品零件外观通用检查。
3。
0喷漆质量检验标准:3。
1、除锈彻底而无填腻或施喷。
3.2、腻层厚度不大于3mm(指在面积大于0.01平方米范围内)。
3。
3、腻层无开裂、起泡、脱落现象。
3.4、各边角平整、光滑、过渡园顺.3.5、漆层厚度一致,无脱层、开裂。
3。
6、橡胶件、电器线路、装饰件、玻璃及其他非油漆部位不沾油或油雾等。
3。
7、无错喷杂色.3。
8、施喷底漆前,底盘处理清洁。
3。
9、同一批次产品的光泽、纹理一致,颜色与图纸要求及公司确认的色板一致.3.10、正常使用时可直接看到的主要表面及产品的侧面和后面要求:在表面50平方厘米的面积内高度高于1毫米的凸点不得多于3处,漆面光滑、无起泡、流痕、返白、桔皮、变色、裂纹、剥落、绉纹,无杂物,色泽统一。
3。
11、产品的底面要求:在表面50平方厘米的面积内高度高于1毫米的凸点不得多于7处,漆面光滑、无起泡、流痕、返白、桔皮、变色、裂纹、剥落、绉纹,无杂物,色泽统一。
3。
12、产品的内部表面要求:不允许有肉眼看明显的掉漆、脱层、漏底、预处理不良有锈。
3。
13、附着力每批检验1~2件,用锋利刃口的刀片,在涂膜上切出每个方向是6至11条切口的格子图形,切口间隔2mm,长度约20mm,再将格子区域的切屑用软纸清除,用透明胶带将格子区全部覆盖,用手摩擦胶带,确保已完全粘牢后,拿住胶带的一端,沿着与原位置尽可能接近180°的方向迅速将胶带撕下,用肉眼观察,损伤的区域不大于格子的5%。
编制: 批准:。
喷涂喷漆检验规范(含表格)
喷涂喷漆检验规范(IATF16949/ISO9001-2015)1.0目的发现、控制不合格品,采取相应措施处置,以防不合格品误用。
2.0范围适用于进料、外协制品回厂、成品及顾客退货各过程中产生及发现的不合格品。
3.0职责3.1 品质部负责不合格的发现,记录标识及隔离,组织处理不合格品。
3.2 制造部参与不合格品的处理。
3.3 供应部负责进料中不合格品与供应商的联络。
3.4 管理者代表负责不合格品处理的批准。
4.0工作程序:4.1喷涂种类、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
4.2一般情况下,产品喷涂表面外观检查100%进行检验,检验方式依据本标准,特殊产品根据产品规格的具体要求检验。
4.3外观检验项目是否有缺陷:如缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、轻微桔皮、凹坑等。
5.0非破坏性检验检验项目5.1外观和颜色检验条件A 色板采用客户样件或经客户认可的签样。
色泽、颜色须符合设计图纸或与色板比较无明显差异。
光泽:使用光泽计来判定,入射角度60°,±5%误差为检验合格。
B 光源要求:北极昼光或室内高效能日光灯两光源(照明度约为1000流明)。
应在标准光源对色灯箱CAC-600箱内,以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
C 目测距离:A级面为300mm,B等级面为500mm;C等级面为1000 mm。
对于微量杂质点及其它轻微缺陷通常在300MM处目视肉眼不明显为通过,特殊情况时视客户要求而定。
D. 检验方法:在眼睛距离等级面的标准处,以3m/min速度扫描检查。
按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、起泡、起皱、针孔,积粉等不良等现象5.2等级面划分标准:A 级面:装配后经常看到的外表面,如机柜的面板、机柜大门,机柜四周侧面,常人可视顶面与不需弯腰可视底面。
喷涂产品检验标准

喷涂产品检验标准Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998喷涂产品检验标准1范围本标准规定了喷涂产品表面质量要求、降级接收标准和检验方法。
本标准适用于喷涂产品表面质量的检验。
2要求喷涂合格品按表1执行,降级接收的喷涂产品按表2执行。
表1 喷涂合格品要求表2 抽屉导轨表面缺陷降级接收要求尺寸单位:mm注:1、颗粒点不能出现在滚轮所经过的滑道面上,其余面允许存在。
2、颗粒点、脱漆点和不露底层的划伤线段这三种缺陷,不能同时出现在产品的一个面上。
3、当表面出现2个以上的缺陷点时,两个缺陷点的距离应大于50毫米。
表3 闭门器、吊轮片和气撑表面缺陷降级接收要求尺寸单位:mm注:1、颗粒点和不露底层的划伤线段不能同时出现在产品的一个面上。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于50毫米。
3检验方法喷涂层表面外观检验3.1.1目力测试,目测距离为45±5cm,视力达以上,目测距离为45±5cm,在220V50HZ40W的日光灯下。
3.1.2双手带作业手套握持喷涂件,先东西方向水平放置目测产品,再上下旋转一定的角度目测,逐步检查每一面;产品在一个方向目测完后,将喷涂件以铅垂方向为轴,旋转90度,水平放置目测,再上下旋转一定的角度目测,逐步检查产品的每一面。
喷涂层结合力试验3.2.1试验仪器3.2.1.1百格刀6个切割刃的多刃切割刀具,刀刃间隔为1mm。
3.2.1.2软毛刷3.2.1.3 3M胶带采用的胶带宽度为15mm左右。
3.2.1.4 目视放大镜手把式的,放大倍数为2倍到3倍。
操作方法3.2.2.1用刀口宽约10mm-12mm的百格刀横向与纵向,在测试样本表面划10×10(100个) 的正方形小网格,以1mm为间隔,每一条划线应深及基材。
3.2.2.2 用软毛刷向格阵图形的两对角线轻轻地向后5次,向前5次的刷测试样本表面。
喷涂产品检验标准

w喷涂产品检验标准1范围本标准规定了喷涂产品表面质量要求、降级接收标准和检验方法。
本标准适用于喷涂产品表面质量的检验。
2要求喷涂合格品按表1执行,降级接收的喷涂产品按表2执行。
注:1、颗粒点不能出现在滚轮所经过的滑道面上,其余面允许存在。
2、颗粒点、脱漆点和不露底层的划伤线段这三种缺陷,不能同时出现在产品的一个面上。
3、当表面出现2个以上的缺陷点时,两个缺陷点的距离应大于50毫米。
注:1、颗粒点和不露底层的划伤线段不能同时出现在产品的一个面上。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于50毫米。
3检验方法3.1喷涂层表面外观检验3.1.1目力测试,目测距离为45±5cm,视力达 1.2以上,目测距离为45±5cm,在220V50HZ40W的日光灯下。
3.1.2双手带作业手套握持喷涂件,先东西方向水平放置目测产品,再上下旋转一定的角度目测,逐步检查每一面;产品在一个方向目测完后,将喷涂件以铅垂方向为轴,旋转90度,水平放置目测,再上下旋转一定的角度目测,逐步检查产品的每一面。
3.2喷涂层结合力试验3.2.1试验仪器3.2.1.1百格刀6个切割刃的多刃切割刀具,刀刃间隔为1mm。
3.2.1.2软毛刷3.2.1.3 3M胶带采用的胶带宽度为15mm左右。
3.2.1.4 目视放大镜手把式的,放大倍数为2倍到3倍。
3.2.2操作方法3.2.2.1用刀口宽约10mm-12mm的百格刀横向与纵向,在测试样本表面划10×10(100个)的正方形小网格,以1mm为间隔,每一条划线应深及基材。
3.2.2.2用软毛刷向格阵图形的两对角线轻轻地向后5次,向前5次的刷测试样本表面。
3.2.2.3用3M胶带或等同效力的胶纸牢牢粘住被测试的小网格,并用橡皮擦用力擦拭胶带以加大胶带与被测区域的接触面积及力度。
3.2.2.4 用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,用放大镜观察表面。
喷涂件检验规范
喷涂件检验规范1、目的明确公司产品的表面喷涂质量标准,以便生产和检验、控制不合格品,采取相应措施处置,以防不合格品误用。
2、范围适用于公司所有的喷涂产品检验。
3、定义喷涂是利用压力或静电力将油漆或粉末附着在工件表面,使工件有防腐和外观装饰作用。
4、职责4.1:质量部负责不合格品的发现,记录标识及隔离,组织处理不合格品;4.2:制造部参与不合格品的处理;4.3:物料部负责进料中不合格品与供应商的联络;4.4:管理者代表负责不合格品处理的批准;5、相关检验标准5.1:等级面划分标准A级面:装配后经常看到的外表面;B级面:不经常看到,但在一定情况下可以看到;C级面:一般看不到,但在装配过程中才能看到的面;5.2:检验条件A.光源要求:室内高效能日光灯两光源(照明度约1000流明);B.目测距离:A级面为300mm B等级面为500mm C等级面为1000mm。
5.3:检验标准按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、起皱、针孔、积粉等不良现象;在眼睛距离等级面的标准处以3m/min速度扫描检查。
5.4:检验计划a)抽样计划:依据MIL-HKJ-888E计数值抽样计划实施单次抽样;b)检验水准:一般检验水准采用Ⅱ级;c)AQL抽样标准:(Ⅱ级)严重缺陷:CR=0 重缺陷:MA=0.65 轻缺陷:MI=1.0。
5.4:外观缺陷判定标准表面缺陷判定标准如下表:6、尺寸标准严格按照工程下发的样品规格书尺寸标准进行检验。
7、性能标准7.1:非破坏性检验项目色泽:颜色需符合设计图纸或与色板比较无明显差异。
7.2:破坏性试验7.2.1:附着力测试a)耐溶剂性测试:用分析醇(99.8%无水酒精)沾湿棉花棒,用1千克的力来回擦试涂膜面50回,合格标准为外膜不得有任何剥落、变色、发涨现象,可以允许光泽度有少许变化;b)耐冲击实验:利用实验设备,用500g的重锤以500mm高度自由下落,判定标准为:1/4的冲头正面冲击后,表面涂膜无开裂掉膜现象;c)附着力(3M胶纸试验)测试表面油墨脱落、胶纸上粘有油墨胶纸脱色,用干净的摆布轻轻的擦拭待测试面,用3M#600胶纸(粘附力为350-400g/cm2),长2cmx1cm牢牢地粘实测样本,在同一位置快速垂直撕拉两次;d)附着力(方百格试验)外观有剥落、裂痕、起皱、分离等现象且附着力在4B 级以下,用干净的白布轻轻擦拭待测试面,用锋利介刀在油膜面(应该选择平面区域,且介刀为无尖的锐边)刻划1X1mm(油膜厚度为5um~125um)面积为10X10mm2的十字槽,且每一条划线深达油层的底层,然后用95%之酒精脱脂,等一分钟后再用3M#600胶纸(粘附力为350-400g/cm2)牢牢地粘实测试样本划区域,在同一位置垂直撕拉两次,仔细观察测试表面无油墨脱落和胶纸有无粘油墨。
喷涂检验标准及规范
喷涂检验标准及规范(总3页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除喷涂检验标准1 目的为增强检验员对产品喷漆、喷塑外观品质标准撑握,提高检验员对产品外的检验效率和判定准确性,预防不良品流入工序及因各种标准不清晰不良品流入客户处,特制定此外观检查通用标准2 适用范围适用于本公司喷漆、喷塑的产品零件外观产品检验3、定义喷漆不均匀︰表面喷漆厚度不一致有感刮伤︰表面被其它对象刮到而产生的粗糙线性割痕或痕迹,且用手指触摸可以感觉出来的刮痕.无感刮伤︰表面被其它对象刮到而产生的痕迹(未露底材),用手指触摸无感觉,但目视明显之刮痕气泡︰因喷涂不良使产品表面出现泡状的凸起.脱漆︰表面油漆脱落的现象.毛边︰喷涂不良而产生的毛边现象.指纹︰拿取产品时未带手套,导致指纹残留.赃污,斑点,异物︰一般为加工过程中不明外来物质附着表面.沙眼︰因喷涂不良使产品表面有针孔状细小凹槽.龟裂︰因产品表面不平或是喷漆不均而造成表面像龟壳一样的裂纹.流漆︰因喷漆过厚油漆堆积下流麻面︰产品由于喷漆不均匀而造成的表面发麻的现象脱层(翘皮)︰喷涂附着力不佳而有整块脱落的现象色差︰对象颜色与承认样品之差异或与色卡不一致3 外观标准等级面划分标准:一级面: 外观面,产品组装后可经常看到的外观面;二级面: 次要外观面, 指功能面或产品组装后不经常看到的外观面;三级面: 非外观面, 指产品组装后看不到的外观面;检验条件①被检测面与视线在45°~60°范围旋转.②照明条件︰40W日光灯,距灯高1M~,灯光流量为500~1200Lux,用眼睛与受检面成45°~60°左右.③视力要求:检验人员的视力 (含矫正视力)必须在以上.④目视距离: 人眼距离被视物体的距离为30cm.⑤检测时间︰一级面每一视面5—7秒,二级面每一视面3—5秒.。
喷漆件检验标准
精心整理
喷漆产品质量验收标准
1.目的
为确保本公司产品的喷漆质量满足相关方的要求,特制定本标准
2.适用范围
3.
4.
严格按照工序:脱脂——水洗——表调——磷化——水洗进行,
磷化后的物体表面无任何锈迹和油污
磷化后物体表面不能出现粉末状物覆盖物体表面。
4.3底漆质量要求
喷漆全面、均匀,不能有漏喷
底漆厚度要求:
4.4刮灰质量要求
两处边缘接口位置要渐进,不能形成台阶
物件凹凸不表面要用灰土补好
刮灰表面不能有沙眼
说明:
A区(例:箱体两侧面、护栏、油缸、料斗外部等)满足以下条件的评价区域界定为A区:
①直视可见区域
②产品主要外表面
B区(底盘、箱体顶部及底部等)满足以下条件的界定为B区:
③直视可见区域
④非主要表面。
喷油验收标准
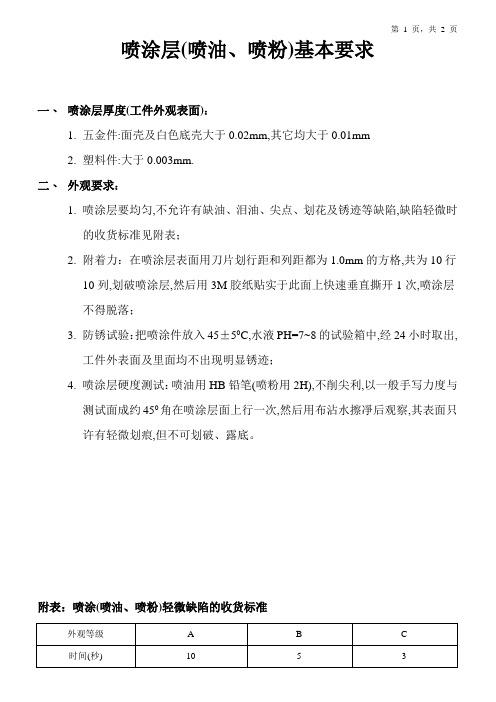
喷涂层(喷油、喷粉)基本要求
一、喷涂层厚度(工件外观表面):
1.五金件:面壳及白色底壳大于0.02mm,其它均大于0.01mm
2.塑料件:大于0.003mm.
二、外观要求:
1.喷涂层要均匀,不允许有缺油、泪油、尖点、划花及锈迹等缺陷,缺陷轻微时
的收货标准见附表;
2.附着力:在喷涂层表面用刀片划行距和列距都为1.0mm的方格,共为10行
10列,划破喷涂层,然后用3M胶纸贴实于此面上快速垂直撕开1次,喷涂层
不得脱落;
3.防锈试验:把喷涂件放入45±50C,水液PH=7~8的试验箱中,经24小时取出,
工件外表面及里面均不出现明显锈迹;
4.喷涂层硬度测试:喷油用HB铅笔(喷粉用2H),不削尖利,以一般手写力度与
测试面成约450角在喷涂层面上行一次,然后用布沾水擦凈后观察,其表面只
许有轻微划痕,但不可划破、露底。
附表:喷涂(喷油、喷粉)轻微缺陷的收货标准
另外,工件的内表面喷涂层不作要求,但不能有锈迹。
表面外观等级
A.类表面:此类表面要求高质量,是产品上用户经常细看的表面。
例:面壳上表面及镜框等。
B.类表面:此类表面要较高质量,一般指不是很引人注意的表面,但也可常见到。
例:面壳侧面等。
C.类表面:指使用者不常见到的外表面。
例:底壳外表面。
喷涂件检验标准
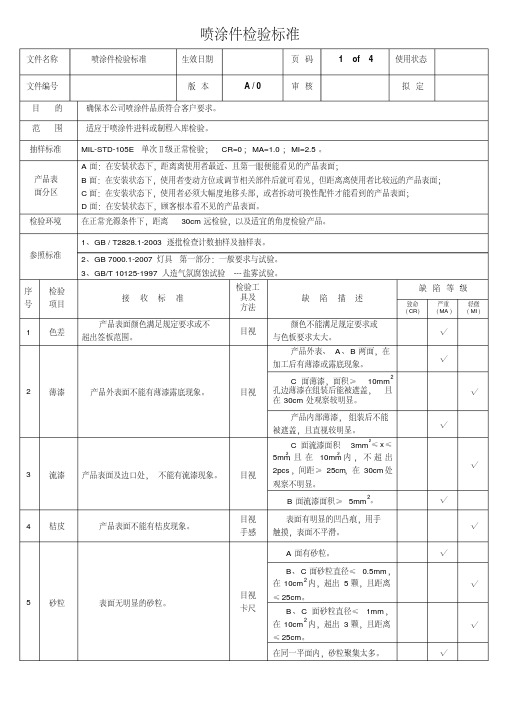
文件名称喷涂件检验标准生效日期页码 1 of 4 使用状态文件编号版本 A / 0 审核拟定目的确保本公司喷涂件品质符合客户要求。
范围适应于喷涂件进料或制程入库检验。
抽样标准MIL-STD-105E单次Ⅱ级正常检验;CR=0;MA=1.0;MI=2.5。
产品表面分区A面:在安装状态下,距离离使用者最近、且第一眼便能看见的产品表面;B面:在安装状态下,使用者变动方位或调节相关部件后就可看见,但距离离使用者比较远的产品表面;C面:在安装状态下,使用者必须大幅度地移头部,或者拆动可换性配件才能看到的产品表面;D面:在安装状态下,顾客根本看不见的产品表面。
检验环境在正常光源条件下,距离30cm远检验,以及适宜的角度检验产品。
参照标准1、GB / T2828.1-2003逐批检查计数抽样及抽样表。
2、GB 7000.1-2007灯具第一部分:一般要求与试验。
3、GB/T 10125-1997人造气氛腐蚀试验---盐雾试验。
序号检验项目接收标准检验工具及方法缺陷描述缺陷等级致命(CR)严重(MA)轻微(MI)1 色差产品表面颜色满足规定要求或不超出签板范围。
目视颜色不能满足规定要求或与色板要求太大。
√2 薄漆产品外表面不能有薄漆露底现象。
目视产品外表、A、B两面,在加工后有薄漆或露底现象。
√C面薄漆,面积≥10mm2孔边薄漆在组装后能被遮盖,且在30cm处观察较明显。
√产品内部薄漆,组装后不能被遮盖,且直视较明显。
√3 流漆产品表面及边口处,不能有流漆现象。
目视C面流漆面积3mm2≤x≤5mm2,且在10mm2内,不超出2pcs,间距≥25cm,在30cm处观察不明显。
√B面流漆面积≥5mm2。
√4 桔皮产品表面不能有桔皮现象。
目视手感表面有明显的凹凸痕,用手触摸,表面不平滑。
√5 砂粒表面无明显的砂粒。
目视卡尺A面有砂粒。
√B、C面砂粒直径≤0.5mm,在10cm2内,超出5颗,且距离≤25cm。
√B、C面砂粒直径≤1mm,在10cm2内,超出3颗,且距离≤25cm。
喷涂件外观检验标准

喷涂件外观检验标准喷涂前工件表面处理要求:需进行脱脂、除锈、磷化、清洗等处理。
工件表面无水印或残留的清洗液。
无油污、灰尘、纤维等会影响喷涂表面质量或附着力的不良现象。
其他检验要求详见《喷涂质量检验》。
压铆螺母、螺钉、螺纹孔经喷涂后的允收条件喷涂质量检验外观检验:(检测方法:目测、手感)1.颜色与样板相符合(正常视力在自然光或日光灯下观测无明显色差),同批产品无色差(注:色差包括颜色和光泽度);2.涂层表面光滑、平整、均匀,表面不得有如下缺陷:a)不干返粘:表面干,实际未干透,表面有(或易产生)纹印,粘有织物绒毛现象;b)流挂:表面有液体流淌状的突起,顶端呈圆珠状;c)颗粒:表面呈砂粒状,用手摸有阻滞感;d)桔皮:外观呈现如桔皮般凹凸不平,不规则波纹;e)漏底:表面透青,露出底材颜色;f)麻点:表面因收缩而呈现小孔(麻点),亦称针孔;g)发花:表面颜色深浅不一,呈花纹状;h)起皱:局部堆积凸起,呈皱纹状(皱纹粉除外);i)夹杂:涂层中夹有杂物;j)机械损伤:外力所致的划伤、刮花、磨损、碰伤。
评价方法:正常视力在自然光或日光灯下距产品1米处观测。
判定:可见的缺陷为不可接收缺陷,该零部件或产品为不合格零部件或不合格产品。
二、涂层附着力:(检测方法:百格试验)A.试验方法对涂层表面进行百格试验,试验方法如下:用锋利的刀片在涂层表面纵横方向各划间距为2㎜的平行直线11条,构成100个边长为2㎜的方格(注:①划格时刀片应与被划平面垂直②划格时须用直尺③划痕应穿透涂层),用普通封箱胶纸贴于划格区域,压实并挤出空气,停滞10秒钟,手持胶纸端部,与被试工件表面呈45°方向,将胶纸迅速拉起,检查方格涂层粘脱、损伤情况;B.评定方法:0级:应无任何脱落现象(含交叉处);1级:交叉处小于5%的脱落;2级:交叉处大于5%小于15%的脱落;3级:交叉处大于15%小于25%的脱落;4级:交叉处大于25%小于35%的脱落;5级:交叉处大于35%的脱落(含交叉处);C.判定:1.涂层厚度小于40μm 时,方格边长不大于1㎜,满足2级合格;2.涂层厚度大于40μm 小于9 0μm时,方格边长大于1㎜小于2㎜,满足3级合格;3.涂层厚度大于90μm 小于12 0μm时,方格边长为2㎜,满足4级合格;4.涂层厚度大于120μm时,附着力会有所下降,一般要求涂层厚度不超过120μm,此时判定标准暂定为:有完整方格脱落为不合格。
喷涂质量检验标准
零件的颜色、光泽和纹理均匀与标准色样板一致.
颜色及外观质量均须全检.
在不影响整体质量时,B级面允许有轻微补漆现象.
2.涂膜厚度检测.
每批零件需抽检5件、每件测试时在零件平面区域进行,每件测5次记录其平均值于检验报告中.
一般涂膜厚度要求见表<一>,图纸文件有特殊要求时以相应要求为准.
表<一>涂膜厚度对应表
喷涂质量检验标准(共3页)
喷பைடு நூலகம்
涂
质
量
检
验
标
准
一.目的与范围:
本要求规定了喷涂的检验标准和试验方法及抽检比例等,适用于公司零件喷涂后的质量验收.
二.检验内容与验收标准:
1.依图纸要求进行喷涂种类及外观检查.
喷涂种类应与相关工艺图纸加工要求相一致.
喷层应均匀、连续、色泽一致、无夹杂物;无缩孔、起泡、针孔、开裂、脱落、粉化、颗粒、流挂、露底等缺陷;无特殊要求时一般不能出桔皮现象.
序号
喷涂类型
涂膜厚度
返修品涂膜厚度
1
喷漆
30 ~ 50um
< 80um
2
油漆(洒点)
>30um
< 80um
3
平光粉
50 ~ 70um
< 125um
4
砂纹粉
60 ~ 80um
喷涂检验标准

喷涂件检验标准一、目的明确和规范喷涂产品的标准要求和检验方法,为喷涂产品的检验工作提供依据和指导。
二、范围此标准适用于本公司的样品、半成品和成品等喷涂件的检验(客户有特殊要求的按客户要求执行)。
三、作业程序(一)、主要检验项目1、外观检验2、附着力检验3、硬度测试4、喷涂膜厚检测5、色差检验6、耐温即冷(热冲击)试验7、光泽度检验8、机械冲击试验9、耐盐雾试验注:1)以上第1-6项为必检项目,第5-9项可根据实际情况确定是否需检验。
2)粉末要求能耐高温360℃,含铅量低于90PPM。
(二)、外观检验1、检验条件在室内高效能日光灯两光源(照明度约为1000流明)下,站在消费者正常使用状态角度观察,在离产品(A级面300mm、B等级面500mm、C等级面1000 mm)远处观察不到明显缺陷则判定合格。
2、外观面分级外观面主要分为:A级面(主要外观面),B级面(次要外观面),C级面(不重要外观面)。
1)A级面:是指使用者观察的最显著的区域,这些通常是产品的顶部和前面大的、平坦的区域以及装配后经常看到的外表面,如机柜的面板、机柜大门,机柜四周侧面,常人可视顶面与不需弯腰可视底面等。
其它可被划分為A级面的包括,表面的位置或功能可被使用者明显注意到。
2)B级面:是指暴露的地方接近A级面的,但通常较少可见的地方,这些区域与A级面一樣暴露于使用者,但它们的位置或功能不被经常注意到。
如打开后看到的内附件、加强筋、大门的内侧面等。
3)C级面:仅在特别观察时才可见到有缺陷,通常在正常操作中倾向可发现以及清洁的过程中变的可见的区域,或在維修,拆卸移动产品的时候才可见的区域。
3、外观缺陷接受标准(以下接受标准仅作参考指引,最终接受与否根据实际情况评估和判定。
)(三)、附着力试验1、试验方法1)百格试验法:喷涂后,取一随炉色板,在涂膜面上,按间隔1mm纵横平行刻画11道,以适当的力度(划痕以露出基体为准)在喷涂面划成100个方格,再用强力透明胶覆盖按紧,呈45度角,然后突然撕掉,此时检查方格内之物是否掉落,1格为百分之一,验收标准为5级,即脱落数量为不超过5个方格为合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷涂件喷涂面检验标准(试用稿)
1 目的:明确公司产品的表面喷涂质量标准,以使生产和检验有章可循。
2 适用范围:适用于公司所有的喷涂产品检验。
3 外观标准:
3.1等级面划分标准:
A 级面:装配后经常看到的外表面,常人可视顶面与不需弯腰可视底面。
B 级面:不经常看到,但在一定条件下能看到的面。
C 级面:一般看不到,或只有在装配过程中才能看到的面。
3.2 检验条件:
光源要求:北极昼光或室内高效能日光灯两光源(照明度约为1000流明)。
目测距离:A级面为300mm;B等级面为500mm;C等级面为1000 mm。
3.3 检验标准:
按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、起泡、起皱、针孔,积粉等不良等现象;在眼睛距离等级面的标准处,以3m/min速度扫描检查。
5 性能检测标准:
5.1 喷涂色板制作:
在烘烤时,每一炉均需制作2件色板,以备性能测试需要。
取与制品同材质的金属板,尺寸80×120,与产品正常条件下加工,出炉后标识好粉号、固化条件、日期与时间,并由相关负责检验人员签名经确认后编号命名登记管理。
一件测试用,一件存档。
制程喷粉色板有效期限为二年,保存在室温下,保存温湿度为70±15%,保存环境为无任何光线照射。
5.2 非破坏性检验检验项目
光泽:使用光泽计来判定,入射角度60°,±5%误差为检验合格。
色泽:颜色须符合设计图纸或与色板比较无明显差异。
5.3 破坏性检验:
5.3.1附着力测试:
百格试验法:
喷涂后,取一随炉色板,在涂膜面上,按间隔1mm纵横平行刻画11道,以适当的力度(划痕以露出基体为准)在喷涂面划成100个方格,再用强力透明胶覆盖按紧,呈45度角,然后突然撕掉,此时检查方格内之物是否掉落,1格为百分之一,验收标准为5级,即脱落数量为不超过5个方格为合格。
弯板试验法:
喷涂后,取一随炉色板,将其弯曲180度,并使内弯圆角等于厚度(r=t)或弯曲90度往复一次,涂层无脱落现象。
5.3.2 硬度检验:用削尖的3H铅笔,与涂膜面呈45度角,沿直尺向前推划15-30mm,用橡皮把滑痕擦净后检查涂膜表面。
判定标准为:没有丝毫底材显露时为合格。
5.3.3 耐溶剂性测试:用分析醇(99.8%无水酒精)沾湿棉花棒,用1千克的力来回擦拭涂膜面50回,合格标准为:外膜不得有任何剥落、变色、发涨现象,可以允许光泽度有少许变化。
5.3.4耐冲击试验:用1000±5g的铁球从500mm的高度自由下落,判定标准为:1/4的冲头正面冲击后,表面涂膜无开裂、掉膜现象。
6 包装防护与搬运标准
6.1 涂装后的成品应用软质气泡纸遮盖或缠绕包裹,以保证产品的表面清洁无尘。
6.2 箱体类产品应独立放置于地托板上,且地托板表面应无尖锐利物突起,板面应用软质材料铺垫;小体积类配件需集中堆放时,应独立包装并相互隔离,以防表面互相摩擦。
6.3 搬运应使用手动叉车,1米以上类型的柜体单次搬运数量为1台,集中搬运的配件每次堆放的高度不高于1.0米。