淘米盆塑料模具设计说明书
毕业设计塑料盆的塑料成型与模具设计说明

职业技术学院毕业设计塑料盆的塑料成型与模具设计2013 届机械工程系专业模具设计与制造学号 3学生斌指导教师凤江完成日期 2013年1月8日摘要塑料盆的形状较为简单,在模具设计中要考虑的因素有很多,除考虑它的出模、分型面,还需考虑它成型的质量,表面光洁度等。
更重要的是考虑它的制造难度和成本。
所以我们设计应认真分析塑料制品的结构,寻求最佳的设计方案。
分型面的选择也很重要,分型面的选择既要考虑不影响制件表面的美观,又要达到结构要求。
由于制品体积比较大,所以浇注系统的设计也很重要,在此次设计中我选点浇口,推板推出机构,这就解决了制品出模的问题。
并详细叙述了通过PRO/E对模具成型零件的设计流程(设置收缩率,创建毛坯工件,设计分型面,创建模具体积块,创建模具元件,流道与浇口的设计,创建铸模,开模仿真)与用EMX来装配模架的流程。
关键词:分型面、模架、凸模、凹模、塑料盆。
目录第1章绪论 (1)1.1塑料与塑料工业的发展11.2我国塑料模具工业现状2第2章制品结构特征与成型工艺性分析 (3)2.1塑件材料分析 (3)2.2材料性能 (4)2.3塑件尺寸和精度分析 (4)2.4收缩率 (4)2.5塑件形状分析 (4)2.5.1塑件厚度42.5.2脱模斜度52.6塑件圆角 (5)2.7零件体积与质量估算 (5)第3章模具方案分析 (6)3.1分型面的确定 (6)3.2型腔数目的确定 (7)3.3浇注系统的设计 (8)3.4推出机构设计 (9)3.5冷却系统设计 (10)3.6确定标准模架尺寸 (11)第4章注塑机的设备选择 (12)4.1注塑机的分类 (12)4.2注塑机的主要参数 (13)4.3选择注塑机 (13)4.4注塑机的校核 (14)第5章成型零件设计与计算 (16)5.1成型零件工作尺寸计算 (16)5.2成型零件的设计 (16)5.2.1设置收缩率185.2.2创建毛坯工件185.2.3设计分型面185.2.4创建模具体积块195.2.5创建模具元件195.2.6流道与浇口设计195.2.7创建铸模205.2.8开模仿真20第6章导向机构设计 (22)6.1导向机构设计的原则 (22)6.2导柱、导套的结构设计 (22)6.2.1导柱的结构设计226.2.2导套的结构设计23第7章排气系统的设计 (24)第8章模架与其它模具零件设计 (25)8.1模架尺寸的计算 (25)8.2装配模架 (26)8.2.1新建组件项目268.2.2载入模具装配元件268.2.3定义模具模架278.2.4添加设备278.2.5加入复位销288.2.6在模座中挖出放置型腔的凹槽288.2.7设计冷却系统398.2.8加载所有组件31总结 (32)致 33参考资料34附录 (35)第1章绪论1.1 塑料与塑料工业的发展一提起塑料,留在很多人记忆中的,是孩提时代吃的糖果的包装纸,那些粗糙但花花绿绿的塑料糖果包装纸,成为孩子们难得的珍藏、甜蜜的回忆。
最新塑料盆模具设计说明书

塑料盆模具设计说明书题目:塑料盆注射模具设计姓名:孙明路学号:0701500427指导教师:黄晓华日期:2011-1-10塑料盆模具设计说明书1·课题任务要求本课题是塑料盆的注射模具设计。
采用proe三维设计软件实现模具的设计。
完成该注射模具装配图的设计和全部零件的设计,模具成型零件proe三维造型设计。
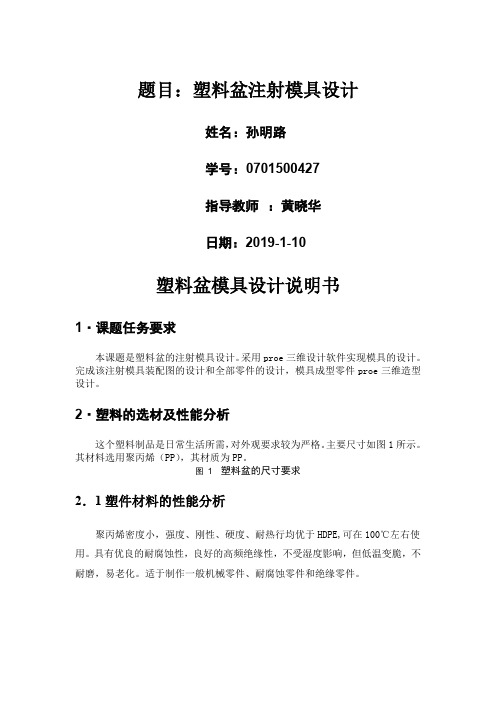
2·塑料的选材及性能分析这个塑料制品是日常生活所需,对外观要求较为严格。
主要尺寸如图1所示。
其材料选用聚丙烯(PP),其材质为PP。
图 1 塑料盆的尺寸要求2.1塑件材料的性能分析聚丙烯密度小,强度、刚性、硬度、耐热行均优于HDPE,可在100℃左右使用。
具有优良的耐腐蚀性,良好的高频绝缘性,不受湿度影响,但低温变脆,不耐磨,易老化。
适于制作一般机械零件、耐腐蚀零件和绝缘零件。
2.2 塑件材料的加工特性(1)结晶性塑料,吸湿性小,可能发生熔体破裂,长期余热金属接触已发生分解;(2)流动性极好,溢边值0.03mm左右;(3)冷却速度快,浇注系统及冷却系统的散热应适度;(4)成型收缩范围大,收缩率大,已发生缩孔、凹痕、变形,取向性强;(5)注意控制成型温度,料温低时取向性明显,尤其低温高压时更明显,模具温度低于50℃以下塑件无光泽,已产生熔接痕、流痕;90℃以上时易发生翘曲、变形;(6)塑件应壁厚均匀,避免缺口、尖角,以防止应力集中。
塑件材料PP的物理性能、热性能塑件材料PP的成形条件3模具详细设计3.1注射机的选取注射机的选取是至关重要的,因为注射机的众多参数需要和模具的相互匹配,否则无法正常使用,这也是我们选择注射机的重要依据。
需要计算的参数很多,有注射量、锁模力、注射压力、拉杆间距、最大和最小模具厚度、推出形式、推出位置、推出行程、开模距离。
下面通过对一些参数的计算来选取注射机的型号。
3.1.1注射量的计算注射量是指注射机在对空注射的条件下,一次注射聚苯乙烯时所能达到的最大注射体积(或质量)螺杆式注射机注射其他塑料时的注射量计算nV«Skip Record If...»+V«Skip Record If...»«Skip Record If...»«Skip Record If...»——单个塑件的容积(cm«Skip Record If...»)«Skip Record If...»——浇注系统和飞边所需要塑件的容积(cm«Skip Record If...»)«Skip Record If...»——注射机额定注射量(cm«Skip Record If...»)«Skip Record If...»——模具型腔数对于规则的图形可以通过相关的体积公式来实现,而对于一些复杂或不规则的实体图形我们可以通过相关软件(如UG、PRO/E)来实现体积计算。
推荐-塑料盆模具设计说明书 精品
** 学设计题目:家用塑料盆注射模具设计系别:机电工程系班级:姓名:指导教师:年月日摘要此设计为家用塑料盆的注塑模具设计,塑件材料选为聚丙烯。
本设计包括注射模具模架、成型零部件、浇注系统和脱模系统等注塑模具主要的设计过程,并对模具强度和刚度要求进行了计算,选取了注射机并对相关参数进行了验证,包括模具闭合厚度、模具安装尺寸、模具开模行程、注射机的锁模力等。
此模采用一模一腔,一次分型脱出塑件。
在确定模具结构方案后,绘制出了模具装配图以及部分零件图,从而完成了整个设计过程。
关键词:注塑模具聚丙烯家用塑料盆一模一腔The design of injection moulds for thehousehold plastic potsAbstractThis design is talking about the design of injection moulds for the household plastic pots.The plastic material are selected for polypropylence.the design includes injection mold,molded parts,gating system and mold release systems,The main injection mold design process.Mold strength and stiffness requirements were calculated.Outward injection machine design for the relevant selection and validation of parameters,including the thickness of the mold is closed,the mold mounting dimensions,mold opening stroke,injection molding machine clamping force and so on.This mold uses a mold cavity,a minute leaves models.After in determining the structure scheme of mold,he mold assembly drawing and some parts diagram drawn,to arrive at a plete theoretical design results.Key words: injection mold;polypropylene;household plastic pots;a model of a cavity目录1 引言随着各种性能优越的工程塑料不断开发,注塑工艺越来越多地被各个制造领域用以成型各种性能要求的制品。
塑料盆模具设计说明书-12页精选文档
题目:塑料盆注射模具设计姓名:孙明路学号:0701500427指导教师:黄晓华日期:2019-1-10塑料盆模具设计说明书1·课题任务要求本课题是塑料盆的注射模具设计。
采用proe三维设计软件实现模具的设计。
完成该注射模具装配图的设计和全部零件的设计,模具成型零件proe三维造型设计。
2·塑料的选材及性能分析这个塑料制品是日常生活所需,对外观要求较为严格。
主要尺寸如图1所示。
其材料选用聚丙烯(PP),其材质为PP。
图 1 塑料盆的尺寸要求2.1塑件材料的性能分析聚丙烯密度小,强度、刚性、硬度、耐热行均优于HDPE,可在100℃左右使用。
具有优良的耐腐蚀性,良好的高频绝缘性,不受湿度影响,但低温变脆,不耐磨,易老化。
适于制作一般机械零件、耐腐蚀零件和绝缘零件。
2.2 塑件材料的加工特性(1)结晶性塑料,吸湿性小,可能发生熔体破裂,长期余热金属接触已发生分解;(2)流动性极好,溢边值0.03mm左右;(3)冷却速度快,浇注系统及冷却系统的散热应适度;(4)成型收缩范围大,收缩率大,已发生缩孔、凹痕、变形,取向性强;(5)注意控制成型温度,料温低时取向性明显,尤其低温高压时更明显,模具温度低于50℃以下塑件无光泽,已产生熔接痕、流痕;90℃以上时易发生翘曲、变形;(6)塑件应壁厚均匀,避免缺口、尖角,以防止应力集中。
塑件材料PP的物理性能、热性能密度 g/cm30.90~0.91质量体积 cm 3/g 1.10~1.11吸水率 24h 0.01~0.03 熔点℃170~176 熔融指数 g/10min 230℃维卡针入度℃140~150 热变形温度℃102~115线膨胀系数 10-5℃9.8比热容 J/(kg·K) 1930热导率 W/(m·K) 0.126塑件材料PP的成形条件注塑成型机类型螺杆式密度 g/cm30.90~0.91计算收缩率 % 1.0~2.5 预热温度℃80~100时间 h 1~2料筒温度℃后段160~180 中段180~200 前段200~220模具温度℃80~90 注塑压力 MPa 70~140成形时间s 注塑时间20~60 高压时间0~3冷却时间20~90 总周期50~160螺杆转速 r/min 48后处理方法-- 温度℃-- 时间 h --3模具详细设计3.1注射机的选取注射机的选取是至关重要的,因为注射机的众多参数需要和模具的相互匹配,否则无法正常使用,这也是我们选择注射机的重要依据。
塑料碗课程设计说明书
引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
模具主要类型有:冲模,锻摸,塑料模,压铸模,粉末冶金模,玻璃模,橡胶模,陶瓷模等。
除部分冲模以外的的上述各种模具都属于腔型模,因为他们一般都是依靠三维的模具形腔是材料成型。
(1) 冲模:冲模是对金属板材进行冲压加工获得合格产品的工具。
冲模占模具总数的50%以上。
按工艺性质的不同,冲模可分为落料模,冲孔模,切口模,切边模,弯曲模,卷边模,拉深模,校平模,翻孔模,翻边模,缩口模,压印模,胀形模。
按组合工序不同,冲模分为单工序模,复合模,连续模。
(2) 锻模:锻模是金属在热态或冷态下进行体积成型是所用模具的总称。
按锻压设备不同,锻模分为锤用锻模,螺旋压力机锻模,热模锻压力锻模,平锻机用锻模,水压机用锻模,高速锤用锻模,摆动碾压机用锻模,辊锻机用锻模,楔横轧机用锻模等。
按工艺用途不同,锻模可分为预锻模具,挤压模具,精锻模具,等温模具,超塑性模具等。
(3) 塑料模:塑料模是塑料成型的工艺装备。
塑料模约占模具总数的35%,而且有继续上升的趋势。
塑料模主要包括压塑模,挤塑模,注射模,此外还有挤出成型模,泡沫塑料的发泡成型模,低发泡注射成型模,吹塑模等。
(4) 压铸模:压铸模是压力铸造工艺装备,压力铸造是使液态金属在高温和高速下充填铸型,在高压下成型和结晶的一种特殊制造方法。
压铸模约占模具总数的6%。
(5) 粉末冶金模:粉末冶金模用于粉末成型,按成型工艺分类粉末冶金模有:压模,精整模,复压模,热压模,粉浆浇注模,松装烧结模等。
模具所涉及的工艺繁多,包括机械设计制造,塑料,橡胶加工,金属材料,铸造(凝固理论),塑性加工,玻璃等诸多学科和行业,是一个多学科的综合,其复杂程度显而易见。
20世纪80年代开始,发达工业国家的模具工业已从机床工业中分离出来,并发展成为独立的工业部门,其产值已超过机床工业的产值。
塑料模具设计说明书【范本模板】
湖南工学院课程设计设计课题注塑模具设计设计学院机械工程学院设计班级成型1001班设计者姓名原育民设计时间2013 年 12月目录1. 塑件的工艺分析 (4)1。
1塑件的成型工艺性分析 (4)1。
1.1 塑件材料ABS的使用性能 (5)1.1。
2 塑件材料ABS的加工特性 (5)1.2 塑件的成型工艺参数确定 (6)2 模具的基本结构及模架选择 (6)2。
1 模具的基本结构 (6)2.1.1 确定成型方法 (6)2。
1。
2 型腔布置 (7)2.1.3 确定分型面 (7)2.1。
4 选择浇注系统 (8)2。
1。
5 确定推出方式 (8)2。
1.6 侧向抽芯机构 (9)2.1。
7选择成型设备 (9)2.2 选择模架 (11)2.2.1 模架的结构 (11)2。
2。
2 模架安装尺寸校核 (11)3 模具结构、尺寸的设计计算 (12)3.1 模具结构设计计算 (12)3。
1.1 型腔结构 (12)3.1.2 型芯结构 (12)3。
1.3 斜导柱、滑块结构 (12)3.1。
4 模具的导向结构 (12)3。
2 模具成型尺寸设计计算 (13)3。
2.1 型腔径向尺寸 (13)3。
2。
2 型腔深度尺寸 (13)3.2。
3 型芯径向尺寸 (14)3.2.4 型芯高度尺寸 (14)3。
3 模具加热、冷却系统的计算 (15)3。
3。
1 模具加热 (15)3.3.2 模具冷却 (15)4. 模具主要零件图及加工工艺规程 (16)4。
1 模具定模板零件图及加工工艺规程 (16)4.2 模具侧滑块零件图及加工工艺规程....... 错误!未定义书签。
4.3 模具动模板(型芯固定板)零件图及加工工艺规程 (17)5 模具总装图及模具的装配、试模.......................... 错误!未定义书签。
5。
1 模具的安装试模。
.。
.。
.。
..。
...。
..。
.。
...。
.。
.。
.。
.。
.。
.。
..。
..。
.。
.。
185.2。
塑料模具设计说明书

江苏技术师范学院课程设计设计课题E注塑模具设计设计班级11模具332设计者姓名董迪迪塑料注射模具设计与制造实例通过一个典型的塑料制品,介绍了从塑件成型工艺分析到确定模具的主要结构,最后绘制出模具图的塑料注射模具设计全过程。
(1)1.1塑件的成型工艺性分析成型方法:注塑成型(2)塑料原料:ABS(3)生产批量:100万件塑件图:如图1-1所示为该制品的图样,图1-2所示为该制品的三维图样1.1.1 塑件材料ABS的使用性能综合性能较好,冲击韧度、力学强度较高,尺寸稳定,耐化学性、电气性能良好;易于成形和机械加工,与有机玻璃的熔接性良好,可作双色成形塑件,且表面可镀铬。
适于制作一般机械零件、减摩耐磨零件、传动零件和电信结构零件。
1.1.2 塑件材料ABS的加工特性●无定型塑料,其品种很多,各品种的机电性能及成形特性也各有差异,应按品种确定成形方法及成形条件。
●吸湿性强,含水量应小于0.3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
●流动性中等,溢边料0.04 mm左右(流动性比聚苯乙烯,AS差,但比聚碳酸酯、聚氯乙烯好)。
●比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高)。
料温对物性影响较大、料温过高易分解(分解温度为250℃左右,比聚苯乙烯易分解),对要求精度较高塑件,模温宜取50~60℃,要求光泽及耐热型料宜取60~80℃。
注射压力应比加工聚苯乙烯稍高,一般用柱塞式注塑机时料温为180~230℃,注射压力为100~140 MPa,螺杆式注塑机则取160~220℃,70~100 MPa为宜。
●模具设计时要注意浇注系统,选择好进料口位置、形式。
推出力过大或机械加工时塑件表面呈现“白色”痕迹(但在热水中加热可消失)。
脱模斜度宜取2℃以上。
1.2 塑件的成型工艺参数确定查手册得到ABS塑料的成型工艺参数:适用注射机类型螺杆式密度 1.02 ~ 1.16g/cm3;收缩率 0.3 ~ 0.8 % ;预热温度 80C°~ 85C°,预热时间 2 ~ 3 h ;料筒温度后段150C°~170C°,中段165C°~180C°,前段180C°~200C°;喷嘴温度 170C°~ 180C°;模具温度 50C°~ 80C°;注射压力60 ~ 100 MPa ;成型时间注射时间20 ~ 90s ,保压时间0 ~ 5s ,冷却时间20 ~ 120s 。
塑料盆注塑模具设计

注塑模具设计——塑料盆模具设计班级学号姓名成绩2013 年 1 月 3 日页脚内容1一、塑件分析1 明确塑件要求2 明确塑件的生产批量3 明确塑件的外形、尺寸二、注塑机选用1 注射量的计算2 最大注射压力与模腔压力的计算3 锁模力的计算三、模具结构设计1 模具型腔数及分型面的确定2 模具浇注系统的设计3 模具工作零件的设计4 导向及推出机构设计四、注塑机参数校核1 最大注塑量的校核2 注塑压力校核3 锁模力的校核4 模具与注塑机安装部分相关尺寸校核页脚内容2五、模具总装图塑件分析1 明确塑件要求聚丙烯密度小,强度、刚性、硬度、耐热性均优于聚乙烯,可在100℃左右使用。
具有优良的耐蚀性,良好的高频绝缘性,不受湿度影响,可以作为塑料盆的生产使用塑料。
由于塑料强度不高,为了提高制品边框或孔边的强度,可采用翻边或增加边缘或孔的厚度来增加制品强度,同时也使制品在使用过程中便于移动(如图1)。
平底容器在成型过程中可能由于塑料的收缩造成底部凸起,采用凹形底部或底脚作为支撑面,既保证塑件能摆放平稳,又增加容器底部的刚度(如图2)。
图1 图2页脚内容3页脚内容42明确塑件的生产批量此类塑料盆可盛放多种物品,用于生活中的方方面面,几乎成为各家庭必备的塑料制品,因此用量大,可大批量生产。
3 明确塑件的外形、尺寸塑料盆是日常生活所需,对外观要求较为严格。
下图为制品外形及尺寸示意图。
注塑机选用1 注射量的计算注射量是指注射机在对空注射的条件下,一次注射所能达到的最大注射体积(或质量)。
螺杆式注射机注射其他塑料时的注射量计算 nV s +V jgV 8.0页脚内容5sV ——单个塑件的容积(cm 3)jV ——浇注系统和飞边所需要塑件的容积(cm 3) gV ——注射机额定注射量(cm 3)n ——模具型腔数sV =424cm 3暂取型腔数为1.j V =26cm 3所以V g =( 424+26)/0.8= 562cm32 最大注射压力与模腔压力的计算最大注射压力是指注射过程中位于柱塞或螺杆前端的熔融塑料的压力,用P 表示 。
塑料模具设计说明书范例
塑料模具设计说明书范例说明书编号:XYZ-2021-001塑料模具设计说明书1.设计目的本文档的目的是为了提供一份详细的塑料模具设计说明,以便确保设计师和制造商能够理解并按照要求进行设计和生产。
2.项目概述本项目旨在设计和制造一套塑料模具,用于生产特定塑料制品。
该模具将包括多个零件和组件,并具备符合行业标准的功能和性能。
3.设计要求3.1 尺寸要求:根据产品图纸和要求,确认模具的尺寸和几何形状。
3.2 材料选择:根据产品的性质和所需耐用性,选择合适的塑料材料。
3.3 结构设计:设计模具的结构,确保其能够满足产品制造和功能要求。
3.4 寿命要求:根据预期生产量和使用环境等因素,确定模具的寿命要求。
3.5 生产效率:考虑生产效率,设计模具以实现高效生产流程。
4.模具设计4.1 前视图:提供模具的前视图,包括整体结构和各个组件的布局。
4.2 侧视图:展示模具的侧视图,以显示模具的高度、夹紧机构和其他重要组件。
4.3 零件设计:详细说明每个模具组件的设计细节,包括每个零件的尺寸、形状和材料。
4.4 夹紧机构:描述模具的夹紧机构设计,确保准确的模具夹紧和定位。
4.5 冷却系统:说明模具冷却系统的设计,确保在生产过程中维持恰当的温度。
4.6 流道系统:阐述模具的流道系统设计,指导塑料材料的流动和充填。
4.7 出模机构:详细描述模具的出模机构设计,确保产品能够顺利取出。
5.模具加工5.1 零件加工:给出每个模具零件的加工方法和工具,以确保模具的准确加工。
5.2 组装过程:提供模具组装的详细步骤和注意事项。
5.3 调试测试:描述模具的调试和测试过程,验证模具的功能和性能。
6.附件本文档涉及的附件包括:- 附件1:模具设计图纸- 附件2:产品设计图纸- 附件3:材料规格表7.法律名词及注释- 版权:法律保护对原创作品的独立权利,包括设计图纸和产品。
- 专利:法律保护对发明物的独立权利,包括模具和产品设计方面的创新。
(完整版)塑料模具毕业设计说明书
§1—1 塑料分析常用塑料塑料分为热固性塑料和热塑性塑料两大类。
常用的塑料有聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)、丙烯睛丁二烯—苯乙烯树脂(ABS)、聚甲基丙烯酸甲脂(PMMA)、聚酰氨(PA)、聚甲醛(POM)、聚碳酸脂(PC)、聚对苯二甲酸乙二醇脂(PETP)、聚四氟乙烯(PTFE)、酚醛塑料(PF)、氨基塑料。
模具设计时要求塑件应具有满足使用目的功能,并达到一定的技术指标. 该塑件要求大批量生产、精度一般。
根据其用途产品要求材料热稳定好,表面光洁,无毒,ABS材料完全满足这些要求,因此本产品采用ABS 材料比较适合。
ABS塑料由于具有较大的机械强度和良好的综合性能,在电子工业、机械工业、交通运输、建筑材料、玩具制造等工业中占有重要地位,特别是稍微大点的箱体结构以及受力元件,需要电镀的装饰件更是离不开这种塑料。
这里对ABS塑料注塑工艺分析如下:(1)ABS塑料的干燥ABS塑料的吸湿性和对水分的敏感性较大,在加工前进行充分的干燥预热,不但能消除水汽造成的制件表面烟花状泡带、银丝,而且还有助于塑料的塑化,减少制件表面的色斑和云纹。
ABS原料要控制水分在0.3%以下,注塑前的干燥条件是:干冬季节在75~80℃以下,干燥2~3h,夏季雨水天在80~90℃以下,干燥4~8小时如制件要达到特别良好的光泽或制件本身复杂,干燥时间更长,达8~16h。
因微量水汽的存在导致制件表面雾斑是往往被忽略的一个问题。
最好将机台的料斗改装成热风料斗干燥器,以免干燥好的ABS在料斗中再度吸潮,但这种料斗要加强湿度监控,在生产偶然中断时,防止料的过热。
(2)注射温度ABS塑料的温度与熔融粘度的关系有别于其他无定型塑料。
在融化过程温度升高时,其熔融实际上降低很小,但一旦达到塑化温度.(适宜加工的温度范围)如果继续盲目升温必将导致耐热性不太高的ABS的热降解反应而使熔融粘度增大,注塑更困难,塑件的机械性能也下降了。
塑料盒模具设计说明书正文
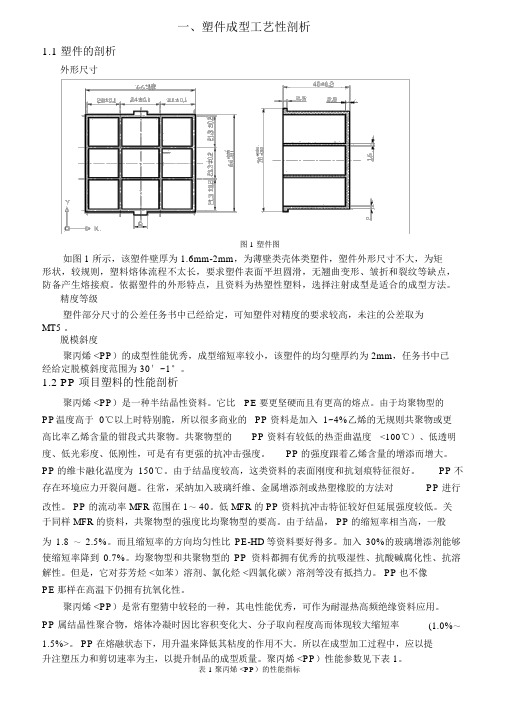
一、塑件成型工艺性剖析1.1 塑件的剖析外形尺寸图1 塑件图如图 1 所示,该塑件壁厚为 1.6mm-2mm,为薄壁类壳体类塑件,塑件外形尺寸不大,为矩形状,较规则,塑料熔体流程不太长,要求塑件表面平坦圆滑,无翘曲变形、皱折和裂纹等缺点,防备产生熔接痕。
依据塑件的外形特点,且资料为热塑性塑料,选择注射成型是适合的成型方法。
精度等级塑件部分尺寸的公差任务书中已经给定,可知塑件对精度的要求较高,未注的公差取为MT5 。
脱模斜度聚丙烯 <PP)的成型性能优秀,成型缩短率较小,该塑件的均匀壁厚约为 2mm,任务书中已经给定脱模斜度范围为 30′~1°。
1.2 PP 项目塑料的性能剖析聚丙烯 <PP)是一种半结晶性资料。
它比PE 要更坚硬而且有更高的熔点。
由于均聚物型的PP温度高于 0℃以上时特别脆,所以很多商业的 PP 资料是加入 1~4%乙烯的无规则共聚物或更高比率乙烯含量的钳段式共聚物。
共聚物型的PP 资料有较低的热歪曲温度<100℃)、低透明度、低光彩度、低刚性,可是有有更强的抗冲击强度。
PP的强度跟着乙烯含量的增添而增大。
PP的维卡融化温度为150℃。
由于结晶度较高,这类资料的表面刚度和抗划痕特征很好。
PP不存在环境应力开裂问题。
往常,采纳加入玻璃纤维、金属增添剂或热塑橡胶的方法对PP 进行改性。
PP 的流动率 MFR范围在 1~ 40。
低 MFR的 PP 资料抗冲击特征较好但延展强度较低。
关于同样 MFR的资料,共聚物型的强度比均聚物型的要高。
由于结晶, PP的缩短率相当高,一般为1.8 ~2.5%。
而且缩短率的方向均匀性比PE-HD等资料要好得多。
加入30%的玻璃增添剂能够使缩短率降到0.7%。
均聚物型和共聚物型的PP 资料都拥有优秀的抗吸湿性、抗酸碱腐化性、抗溶解性。
但是,它对芬芳烃 <如苯)溶剂、氯化烃 <四氯化碳)溶剂等没有抵挡力。
PP也不像PE那样在高温下仍拥有抗氧化性。
塑料盆模具设计说明书
** 学毕业设计设计题目:家用塑料盆注射模具设计系别:机电工程系班级:姓名:指导教师:年月日摘要此设计为家用塑料盆的注塑模具设计,塑件材料选为聚丙烯。
本设计包括注射模具模架、成型零部件、浇注系统和脱模系统等注塑模具主要的设计过程,并对模具强度和刚度要求进行了计算,选取了注射机并对相关参数进行了验证,包括模具闭合厚度、模具安装尺寸、模具开模行程、注射机的锁模力等。
此模采用一模一腔,一次分型脱出塑件。
在确定模具结构方案后,绘制出了模具装配图以及部分零件图,从而完成了整个设计过程。
关键词:注塑模具聚丙烯家用塑料盆一模一腔The design of injection moulds for thehousehold plastic potsAbstractThis design is talking about the design of injection moulds for the household plastic pots.The plastic material are selected for polypropylence.the design includes injection mold,molded parts,gating system and mold release systems,The main injection mold design process.Mold strength and stiffness requirements were calculated.Outward injection machine design for the relevant selection and validation of parameters,including the thickness of the mold is closed,the mold mounting dimensions,mold opening stroke,injection molding machine clamping force and so on.This mold uses a mold cavity,a minute leaves models.After in determining the structure scheme of mold,he mold assembly drawing and some parts diagram drawn,to arrive at a complete theoretical design results.Key words: injection mold;polypropylene;household plastic pots;a model of a cavity目录1 引言 (1)2 塑件的选材及性能分析 (2)2.1 塑件材料的性能分析 (2)2.2 塑件材料的成形特性 (2)3 模具的结构形式 (5)3.1 注射机的选取 (5)3.1.1 射量的计算 (5)3.1.2 最大注射压力与模腔压力的计算 (6)3.1.3 锁模力的计算 (7)3.1.4 确定注射机型号 (7)3.2 确定分型面 (7)3.3 确定型腔数 (8)4 浇注系统的设计 (9)4.1 主流道设计 (10)4.2 浇口的设计 (11)4.3 排气方案的设计 (11)5 成型零部件结构设计及计算 (12)5.1 凹模结构设计 (13)5.2 型芯结构设计 (13)5.2.1 成型零件工作尺寸的计算 (13)5.2.2 型腔壁厚计算 (14)6 模架的确定 (16)6.1 各模板尺寸的确定 (16)6.2 模架的校核 (17)6.3 导向与定位机构的设计 (17)6.3.1 导柱的设计 (18)6.3.2 导套设计 (19)7 脱模机构设计 (20)7.1 设计原则及分类 (20)7.1.1 设计原则 (20)7.1.2 脱模机构分类 (21)7.2 脱模力的计算 (21)7.3 推杆的直径计算及强度校核 (22)7.4 复位装置的设计 (23)7.5 浇注系统凝料的脱出机构 (24)8 结论 (24)谢辞 (26)参考文献 (27)**** 毕业设计1 引言随着各种性能优越的工程塑料不断开发,注塑工艺越来越多地被各个制造领域用以成型各种性能要求的制品。
塑料盆模具设计说明书(高分子专业)
塑料盆模具设计说明书(高分子专业) 塑料盆模具设计说明书一、引言本文档旨在详细介绍塑料盆模具设计的相关内容,包括材料选择、结构设计、制造工艺等。
通过本文档,读者能够了解塑料盆模具设计的相关知识,并能够进行模具设计和制造工作。
二、材料选择2.1 材料性能要求塑料盆模具需要具备一定的强度、刚度和耐磨性,在模具使用中能够承受一定的压力和冲击力。
同时,模具材料需要具备良好的耐腐蚀性和高温稳定性,以适应各种环境和工艺要求。
2.2 材料选择过程在选择模具材料时,需要考虑以下因素:2.2.1 盆模具的使用环境和工艺要求;2.2.2 材料的可加工性和可用性;2.2.3 材料的成本。
三、结构设计3.1 盆模具结构要求塑料盆模具应具备以下结构要求:3.1.1 模具应具备良好的刚度和稳定性;3.1.2 模具应具备良好的剥离性和排气性;3.1.3 模具应具备良好的冷却性能。
3.2 盆模具结构设计过程在设计盆模具结构时,需按照以下步骤进行:3.2.1 确定盆模具的几何形状和尺寸要求;3.2.2 设计模具的分型面和分型结构;3.2.3 设计模具的冷却系统;3.2.4 设计模具的剥离装置。
四、制造工艺4.1 盆模具制造工艺流程塑料盆模具的制造过程包括以下步骤:4.1.1 绘制模具零件图纸;4.1.2 制造模具基础部件;4.1.3 加工模具的工作面和分型面;4.1.4 安装模具的剥离装置和冷却系统;4.1.5 进行模具的调试和试模。
4.2 盆模具制造工艺要点在制造盆模具的过程中需注意以下要点:4.2.1 合理选择加工工艺,保证模具的精度和质量;4.2.2 控制加工过程中的温度和湿度,避免材料的变形和损坏;4.2.3 定期对模具进行维护和保养,延长模具的使用寿命。
五、本文档涉及附件本文档附带的文件包括:5.1 模具设计图纸;5.2 模具材料及工艺参数表;5.3 模具制造工艺流程图;5.4 塑料盆模具实物照片。
六、法律名词及注释6.1 模具:模具是按照一定的几何形状和尺寸要求制造的工具,用于制造产品的形状和尺寸。
塑料模具设计说明书-2014
四川职业技术学院Sichuan V ocational and Technical College课程设计题目饭盒内盖塑料模设计所属系部机械工程系所属专业模具设计与制造所属班级2012级MJ 学号12158010601115 学生姓名王霞指导教师李小明起讫日期2014.05.19-2014.05.22四川职业技术学院教务处制目录一、塑件制品及说明 (3)1、塑料成型工艺与模具设计零件图 (3)二、塑件的材料 (3)1、材料的选用 (3)2、外观要求 (4)3、脱模斜度 (4)三、成型工艺设计 (4)四、模具结构计 (4)五、设计计算 (4)1、型芯的长、高尺寸计算 (4)2、脱模阻力计算 (5)3、型腔板的尺寸 (5)4、模架的选择 (5)六、模具材料的选择 . (6)七、饭盒内盖装配图 .................... .. (7)八、编制模具零件机械加工及装配工艺方案 (8)九、参考书目及文献 (9)总结一、塑件制品及说明1、塑料成型工艺与模具设计零件图注:制件厚度为2mm制件说明:用途:装菜用,并可以与饭盒体合为一体要求:制品要保持光滑,有良好外观材料:聚甲基戊烯收缩率: 计算收缩率1.5~3%二、塑件的材料1、按制品的用途,需要耐高温,元毒,抗蠕变性能。
根据《塑料模设计手册》选取塑件的材料为:聚甲基戊烯。
根据《手册》15页,表1-4 查得TPX 材料的各种性能如下密度:0.83 2/g cm计算收缩率:1.5%~3% 000230250250270290310c c c ⎧⎪⎨⎪⎩后段:~料筒温度中段:~前段:~喷嘴温度:280~2900c模具温度:60~800c注射压力:80~130MPA2、 外观要求:表面要求光滑,不能变成。
3、脱模斜度由于材料收缩率较大,按《手册》29页,表2-1选脱模作斜度为:130'三、成型工艺设计1、模,加料,加热,塑化,挤压2、注射,保压,冷却,固化,定型3、 螺杆嵌塑,脱模顶出四、模具结构设计1、成型零部件 型腔是直接成型塑件的部分,它由凸模、凹模、推杆等构成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
淘米盆模具设计摘要当前塑料制品在人们的日常生活及现代工业生产领域中得到日益广泛的应用。
随着塑料工业的发展,社会对塑料制品的需求愈来愈大。
淘米盆作为日常生活用品,有很大的使用量。
为了获得较好的制品,必须设计出合理的模具。
本次设计就是在学完大学全部课程以后进行的一次综合演练,其中对模具设计课程的掌握要求最高。
主要是涉及到模具设计的一般步骤,包括浇注系统、成型零件结构、导向机构和推出结构等的设计。
同时要求熟练使用Solidworks和CAD等软件。
本说明书中,对设计过程有着很详细的阐述。
每一步都综合考虑到许多因素,力求在几种方案中找到结构最合理的。
如设计塑件推出时,必须保证塑件不能变形,为此设计出了侧顶住结构。
总之,本次设计是在不断修改,反复斟酌过后做出的。
关键词:淘米盆,模具设计,注射成型,侧抽芯THE MOULD DESIGN OF THE BOWL FOR WASH RICEABSTRACTThe current plastic product is applied gradually broadly in people's daily life and the modern commercial run field. With the development of plastics industry, the society need to the plastic product is bigger and bigger. The bowl for wash rice as daily, have very big amounts. For gaining fairly good products, must design out the rational mould. Design the once being to be in progress after learning to complete all courses of university originally time drilling synthetically, call for is among them maximal to design for die and mould course grasping. Be to deal with the design for die and mould sort step mainly, design including pouring system , molding part structure , guiding organization and debuting structure and so on. Demand softwares such as skilled usage Solidworks and CAD at the same time.Have very detailed expounding among specifications, to designing process. Every single-step thinks synthetically to a lot of factor , make every effort to find structure in several kinds schemes the most rational. Have debuted time if design moulds a piece , must swear to mould unable deformation of document , have designed that oblique tones holds out against structure out for this purpose.Time of design is in revising unceasingly in short , originally , considers again and again composing out afterwards.KEYWORDS: the bowl for wash rice , mould design , injection molding , side core pulling目录前言 (1)1 塑件工艺分析 (3)1.1成形工艺分析 (3)1.1.1 塑件分析 (4)1.1.2 选用塑件材料 (4)1.1.3 分析研究原材料的工艺特性和成型性能 (4)1.2塑件材料成型工艺参数确定 (5)2 注塑机选用 (6)2.1确定所使用成型设备的规格 (6)2.2注塑机的初步校核 (7)3 模具结构尺寸的设计计算 (8)3.1型腔尺寸计算 (8)3.1.1 型腔径向尺寸计算 (9)3.1.2 型腔深度尺寸计算 (10)3.2型芯的尺寸计算 (10)3.2.1型芯的径向尺寸计算 (10)3.2.2 型芯高度尺寸计算 (11)3.2.3 中心距的尺寸计算 (12)3.3圆形型腔侧壁和底版厚度的计算 (12)3.3.1 整体式圆形型腔侧壁厚度的计算 (12)3.3.2 整体式圆形型腔底版厚度的计算 (13)3.4选择浇注系统 (13)3.4.1浇注系统的设计要点和组成 (13)3.4.2主流道的设计 (14)3.4.3 分流道的设计 (16)3.4.4浇口的设计 (17)3.5排气措施和冷料穴以及凝料推杆的设计 (19)3.5.1 排气措施 (19)3.5.2冷料穴与凝料推料杆的设计 (19)4 模具加热、冷系统的确定 (20)4.1冷却系统的设计原则 (20)4.2冷却水体积流量的确定 (21)4.3冷却水的表面传热系数 的确定 (23)4.4冷却回路所需的总面积计算 (23)4.5冷却回路的总长度的计算 (24)4.6冷却水回路的布置 (24)5 模具结构设计 (26)5.1概述 (26)5.2塑件成型位置及分型面选择 (26)5.2.1 模具分型面的选择 (26)5.2.2 塑件成型面的选择 (27)5.3型腔数的确定 (28)5.4模具顶出机构和抽芯机构的结构设计 (28)5.4.1导柱设计原则 (29)5.4.2 导柱导套的结构、精度和布置 (29)5.5推出机构的设计 (30)5.6侧抽芯设计 (31)6工艺参数的校核 (32)6.1最大注射量校核 (32)6.2锁模力校核 (32)6.3注射压力的校核 (33)6.4模具与注塑机安装部分相关尺寸校核 (33)6.4.1模具闭合高度校核 (33)6.4.2开模行程校核 (33)6.4.3动、定模固定板尺寸校核 (33)7 模具总装图及模具的装配、试模 (34)7.1模具总装图及模具的装配 (34)7.2模具的安装试模 (35)7.2.1 试模前的准备 (35)7.2.2 模具的安装及调试 (35)7.2.3 试模 (35)7.2.4 修模 (36)7.2.5 检验 (36)结论 (37)参考文献 (38)致谢 (39)前言毕业设计是毕业前一个很重要的学习环节,是学习深化和升华的重要过程。
本次毕业设计是在我们完成了大学的全部基础课、技术基础课和所有专业课程之后进行的。
这是对我们大学所学的各课程的一次深入的综合性的总复习,也是一次理论联系实际的现场训练。
它可以检验我们运用过去四年所学的知识进行分析问题、解决问题的能力,同时可以把所学的知识融会贯通,扎实自己的专业基础知识,提高自己的专业技能。
所以说毕业设计在大学课程中占有无可替代的地位。
为了让同学们可以更好的做好这次毕业设计,保证毕业设计的质量,学校组织我们进行毕业实习,为毕业设计收集到理论联系实际的第一手素材,增强了大家对机械专业知识的感性认识,拓宽了知识面,使我们在设计过程中更加符合实际生产需要,达到设计和实用的统一。
塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
模具是工业生产中使用极为广泛的主要工艺装备。
采用模具生产零部件,具有高效、节材、成本低、保证质量等一系列优点,是当代工业生产的重要手段,许多现代工业的发展和技术水平的提高,都取决于模具工业的发展水平。
事实上,在仪器仪表、家用电器、交通、通信等各行各业中,由70%以上的产品是用模具加工成型的,在日本、韩国等国家,其生产塑料模具与生产冲压模具的企业数量差不多相等;而在新加坡等国家,其生产塑料模具的企业已大大超过生产冲压模具的企业。
我国香港和深圳等地区,其模具工业主要是塑料模具的制造与塑料制件的生产,在江苏、浙江、上海市及其以南地区,尤其在浙江省从事塑料模具制造与塑料制件开发的个体企业也日益增多。
综上所述,塑料成型工业在基础工业中的地位和对国民经济的影响显得日益重要。
随着机械工业、电子工业、航空工业、仪器仪表工业和日常用品工业的发展,塑料成型制件的需求量越来越多,质量要求也越来越高,这就要求成型塑件模具的开发、设计与制造水平也必须越来越高本次设计必将加深对注塑模具设计过程和机械加工工艺方面的认识。
在注塑成型工艺中,将涉及制品设计、工艺条件、加工能力等多方面的因素。
模具是与这些因素紧密相连的环节,模具结构的好坏直接影响到制品的质量和整个工艺过程的效率和效益。
这必然要求我们设计人员反复推敲,仔细琢磨,力求结构最合理,这样的一个过程将是发现问题,解决问题最好的锻炼。
为我们以后走向工作岗位,从事专业技术工作打下一个良好的基础。
本次设计的是“塑料淘米盆”,主要介绍了塑料淘米盆的设计思路和加工过程,塑料淘米盆具有重量轻、易清洁、耐腐蚀老化、强度高、制造方便、价格低廉等优点,是值得人们信赖、方便使用的新产品,它具有非常大的发展前途。
本作品是家庭用淘米盆,,且该产品为大批量生产,故设计的淘米盆采用的是注射成形,要求有较高的注塑效率,浇注系统要能够自动脱模,此外为保证塑件表面质量采用点浇口,因此选用双分型面注射模,点浇口自动脱模结构。
模具的型腔采用一模四腔平衡布置,浇注系统采用点浇口成形,推出形式为四推杆推出机构完成塑件的推出。
塑件的工艺性能要求注塑模中有冷却系统,因此在模具设计中也进行了设计。
其主要设计流程如下:1.了解塑料制品所用塑料的品种,塑料的特性,收缩率及塑料流动性能等。
2.对塑料制品进行工艺分析,着重分析塑料制品的结构合理性和成型条件等。
3.根据塑料制品的重量和塑料制品投影面积及等,选择合适的注射成型机。
4.选择合适的模架。
5.进行模具结构设计(1)选择塑料制品成型位置和模具分型面。
(2)确定型腔数目和排列方式。
(3)浇注系统设计。