线束端子压接规范 B 20161212
电缆端子压接标准

电缆端子压接标准电缆端子压接是电力行业中一项重要的连接技术,它是将电缆和端子通过一定的压接力道和方式进行牢固地连接起来,以保证电流传输的安全和可靠性。
为确保电缆端子压接的质量,相关标准的存在是必要的。
下面是一些与电缆端子压接相关的参考标准。
1. GB/T 12706.4-2002《电缆和电缆附件试验方法》该标准规定了电缆和电缆附件试验的一般原则、试验设备的选择和检查、试验方法的选择和程序、数据的记录和处理等方面的要求。
其中也包括了电缆端子压接连接的相关试验方法和要求。
2. GB/T 10627-1997《电缆术语分类术语》该标准对电缆行业常用的术语进行了分类,包括了电缆连接技术中的电缆端子压接相关术语的定义和解释,有助于统一行业术语的使用。
3. GB/T 1179-2008《电缆术语和定义》该标准为电缆行业提供了一些术语和定义,其中涉及到电缆的连接技术,包括了电缆端子压接连接的术语解释,对相关技术的理解和应用有一定的指导作用。
4. IEC 61238-1-1-2015《电缆连接器和绝缘套筒连接器的压接连接器附件》该标准规定了压接连接器附件的一些技术要求,包括了电缆端子压接连接的适用范围、构造要求、性能要求和试验方法等,可以作为电缆端子压接连接技术的参考依据。
5. ANSI/TIA-568-D《通用分布式低压缩电缆端子和配线器终端的性能要求》该标准是美国国家标准协会和信息技术产业协会制定的标准之一,主要针对通用分布式低压缩电缆端子和配线器终端的性能要求进行规定,对电缆端子压接连接技术也有相关的规定和要求。
以上是一些与电缆端子压接连接技术相关的参考标准,它们为电力行业中电缆连接工作的质量和可靠性提供了一定的指导和保障。
在实际操作时,相关标准的合理应用和遵守可有效提高电缆端子压接质量,确保电缆连接的安全和可靠性。
端子压接标准及检验规范

端子压接工序检验规范
4.3 端子各部位压接确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口 4.3.2 料带切断位置确认(参考)
后 方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
4.3.3 电线位置确认 ○ 良好
△ 可接受
△ 可接受
× 不可接受
× 不可接受
× 不可接受
端子压接工序检验规范
表 1 拉力值
导体公称截面积,mm² 0.35 0.5 0.75
拉力1),N 50 70 80
导体公称截面积,mm² 4.0 6.0 10.0
拉力,N 270 450 500
0.85
100
25.0
1900
1.0
110
35.0
2200
1.5
150
≥50.0~120.0
2700
2.5
翘曲
△ 可接受
端子压接工序检验规范
扭曲
4.6 端子外模绝缘层压接检验方式: 4.6.1 绝缘层压接后进行三个循环的弯折试验后,在连接B区应可见电线导体和电线绝缘层,检查绝缘
层覆是否有损伤或滑出,若有表面损伤或滑出,则压接高度须重新调整,如附图:
4.7 端子拉力测试及检验方式,如附图: 4.7.1 测试长度以150mm左右为标准 4.7.2 脱去外被20mm左右 4.7.3 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力,其拉力 值应不小于表1的规定。 4.7.4 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量 4.7.5 拉力测试后应检验端子拉出后的状况,若导体芯线全部断在端子内模内为端子压接高度过低, 则必须重新将端子内模高度调高;若导体芯线无一股芯线留在内模中,则必须重新将端子内模 高度调低,(除铆压双并线端子外) 4.7.6 双并线合压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即 可,不要求符合4.7.5条。
端子压接规范

二合格连接器端子压接规范介绍1.压接高度过小2.压接高度过大3.&4.绝缘压接过小或过大5•松散的线芯6.剥线长度过短7.线缆插入过深8."香蕉"(过度弯曲)端子9.压接过于靠前10.喇叭口过小11.喇叭口过大12.尾料过长13.弹性片弯曲准则介绍正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长岀一口气的时候,特别是如果您选择的连接器使用压接系统。
虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付岀的所有辛苦努力。
虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
首先,了解端子具有三个主要部分:插接区、过渡区和压接区molex 端子剖析圧接区I过渡区I接合区绝缘圧接SA(图A)这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见图 B[/b]。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸岀于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG 线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
导体压接区在 引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
端子压接标准及检验规范
绝缘皮压接过短,此种不良现象将 绝缘皮压接过长,将造成铜丝易断落 芯线压接过短,此种现象易造 造成端子拉力不足,易脱落。 或接触不良,出现开路或瞬间开路。 成端子拉力不足,易脱落
× 不可接受
× 不可接受
× 不可接受
端子压接工序检验规范
导体压接过长,此现象将造成端子 芯线压接过短,此种现象易造成端子 芯线飞丝,可能造成拉力不足,
5.喇叭口;6.绝缘皮观察区域;7. 绝缘皮压接部(WS);8. 连筋
C:压接高度(Crimp Height)
4.2 各部位压接规范标准: 1. 端子配合区----------沒有压伤、损伤、扭曲、变形 2. 弹片----------------沒有变形 3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 0.2-1.0mm 4. 芯线压接部----------必须完全闭合并包含所有芯线,不可看到绝缘外皮 5. 喇叭口--------------后喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm 6. 绝缘皮观察窗口------必须同時能看到芯線和绝缘外皮 7. 绝缘皮压接部--------必须压接紧密,电线不可有移动之情形 8. 连筋----------------连筋(端子与端子间连接的料带切除后,保留在端子上的剩余部分)不能 损伤电线绝缘层和密封塞,连筋最大长度不应超过 0.5mm。
端子压接工序检验规范
1. 目的: 为确保在生产过程中,端子压接能符合质量需求而制订此规范。 2. 范围: 此规范适用于各类端子压接检验。 3. 权责:
3.1 生产部:依此规范进行生产。 3.2 质量部:负责依此规范进行检验。 4. 内容: 4.1 端子压接部位名称:
拉力强度
F
C
ab
端子压接技术规范

1、范围本标准规定了端子压接的技术要求、试验方法、剖面制作注意事项等,并提供了压接质量判定参考图样。
本标准适用于端子压接质量检验。
2、规范性引用文件本规范标准引用来源于TE/JST等大品牌厂家标准、客户技术要求与以下行业标准。
IPC/WHMA-A-620A CN-2006QC/T29106-2014线缆及线束组件的要求与验收汽车电线束技术条件(VW60330)3、术语和定义下列术语和定义适用于本标准。
3.1端子使导线与适当的配对元件连接,实现电路导通的机电元件。
端子按压接区形状分为敞开式与筒式。
3.2分类:敞开式端子、筒式端子、刺破式胶座(IDC)、航插端子、共接端子3.2.1敞开式端子:压接前压接区为敞开式,压接后闭合的端子。
3.2.2筒式端子:压接前压接区为筒状的端子。
3.2.3刺破式胶座(IDC):压接前端子与胶座为一体的端子(压接无需剥掉线材外皮的一种端子)。
3.2.4航插端子:压接前压接区为筒状的端子主要匹配航插插头。
3.2.5共接端子:主要用于线与线空中对接的端子,存在开口与筒式两种类型。
图1敞开式端子筒式端子刺破式胶座航插端子共接端子3.3端子各部位名称图2敞开式端子筒式端子刺破式胶座航插端子3.4端子压接通过施加一定的机械力,使两种材料(线芯压接区与线芯、绝缘压接区与引线绝缘皮)紧密的结合,达到电性能导通且牢固接合的目的。
3.5线芯压接剖面端子线芯压接区与线芯压接后的剖面。
3.6绝缘压接剖面端子绝缘压接区与引线绝缘皮压接后的剖面。
3.7端子拉力端子与线材之间的铆合承受力。
端子分为:1.绝缘检查窗口,2.喇叭口,3.刷子检查窗口,4.扣锁片5.绝缘压接区,6.线芯压接区,7.端子结合区,8.料带残耳(端子两端可能都有),9.端子停止耳朵,10.电气连接槽,11.机械支撑槽,12.检查窗。
10114技术要求及试验方法4.1线芯压接线芯压接应符合表1的相关要求。
表1线芯压接技术要求及图示注:技术要求未体现部分以现场补充SOP 为判定依据。
端子压接标准
SM插针
0.3 ±0.1
0.4 ±).1
2
SM插簧
0.3 ±).1
0.4 ±).1
3
VHቤተ መጻሕፍቲ ባይዱ
0.4 ±0.1
0.5 ±).1
4
XH
0.2 ±0.1
0.3 ±).1
5
EL插针
0.4 ±0.1
0.5 ±).1
6
EL插簧
0.4 ±0.1
0.5 ±).1
端子与电线压接后的拉力试验
1,端子与电线的压接应牢固,在规定拉力下不应损伤或脱开,其拉力值应不小于下表的规
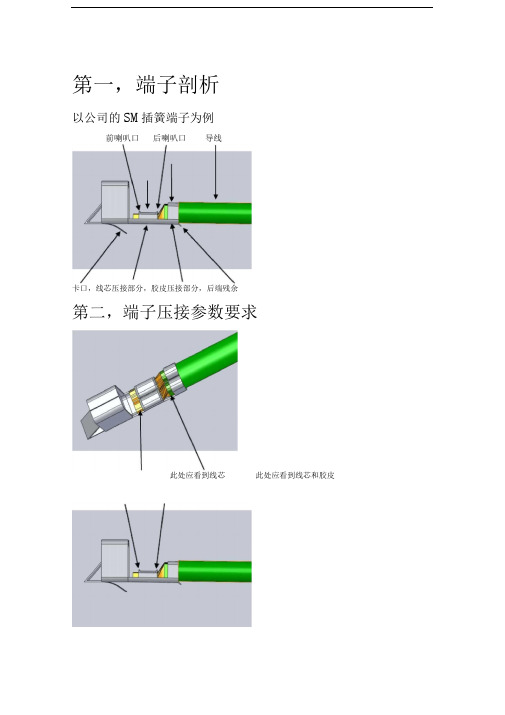
第一,端子剖析
以公司的SM插簧端子为例
前喇叭口后喇叭口导线
卡口,线芯压接部分,胶皮压接部分,后端残余
第二,端子压接参数要求
此处应看到线芯此处应看到线芯和胶皮
A
前喇叭口为0~0.2mm
B
后喇叭口为0.2~0.4mm
C
后端残边为0.2~0.4mm
D
见表1
E
见表1
序号
端子类型
D线芯长度(mm
E胶皮长度(mm
定,最大值一般小于规定值的130%
线规
截面积(mr)i
拉力(Kg)
10
5
36.3
12
3
31.8
14
2
22.7
16
1.25
13.6
18
0.85
9.1
20
0.5
5.9
22
0.3
3.6
24
0.2
2.2
26
0.13
28
0.08
30
0.05
不良压接
线芯太长压着胶皮
线束端子压接规范B

线束端子压接规范B Revised by BLUE on the afternoon of December 12,2020.1.目的为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。
2.范围本规范适用于公司所有线束压接操作。
3.职责技术部:负责制作线束图纸、制定端子压接标准。
制造部:负责按照线束图纸及线束端子压接标准进行生产。
品保部:负责对端子压接的品质确认及本规范执行的监督。
4.内容名词通用要求压接要求常见不良或缺陷剥线不良注:剥线长度:①铜件/四方插:4±②小5556铜件:±芯线断裂可接受根数端子压接缺陷刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端子-NG绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG常用端子倒扣尺寸要求端子压接尺寸及外观要求(品保检查及员工自检)线材的准备(参见线束图纸)检查剥皮长度、线材长度、芯线剥皮损伤情况;检验余料长度导体压着区检验①压接高度,宽度及压接形状,背面批峰不超过②拉拔力要求(参照)③导体压接部位必须完全闭合并包含所有线芯④后喇叭口必须可见⑤导体末端必须平齐、伸出压接区绝缘皮压接①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。
②摇摆测试,手握离线头6、7cm处,上下弯折线90°,无松脱则说明已压紧,再检查线皮无刺破则可接受。
③除压接外线皮无损伤。
弹片及端子的配合区区损伤、变形端子压着连接性(拉拔力)测试方法及标准测试目的:在于测试端子与电线之接合是否牢固测试工具:万能拉力试验机测试方法:①取UL标准或等同于此标准的电线长约50公分,一端根据所测试的端子正确剥线。
②将端子与线材以正确的工具和方法压接牢固,将端子部分固定于拉力机的固定座端,电线尾端固定于拉力机的固定座端,电线尾端固定于拉力机的活动座。
线束端子压接规范-B-20161212

线束端子压接规范-B-20161212线束端子压接标准1.目的为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。
2.范围本规范适用于公司所有线束压接操作。
3.职责3.1技术部:负责制作线束图纸、制定端子压接标准。
3.2制造部:负责按照线束图纸及线束端子压接标准进行生产。
3.3品保部:负责对端子压接的品质确认及本规范执行的监督。
4.内容4.1名词线束端子压接标准4.2通用要求1.绝缘皮检查窗口2.喇叭口(前/后)3.刷尾检查窗口4.锁紧片5.绝缘铆压区6.导体压接区7.端子结合区8.料带残耳线束端子压接标准线束端子压接标准4.3压接要求线束端子压接标准4.4常见不良或缺陷4.4.1剥线不良注:剥线长度:①2.8铜件/2.8四方插:4±0.2mm ②小5556铜件:2.5±0.2mm芯线断裂可接受根数线束铜线根数<7 7-15 16-25 26-40 41-60 61-121 >121 允许最大铜丝损失数0 0 0 3 4 5 5%4.4.2端子压接缺陷刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端子-NG线束端子压接标准绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG4.5常用端子倒扣尺寸要求4.6端子压接尺寸及外观要求(品保检查及员工自检)4.6.1线材的准备(参见线束图纸)4.6.2检查剥皮长度、线材长度、芯线剥皮损伤情况;4.6.3检验余料长度线束端子压接标准4.6.4导体压着区检验①压接高度,宽度及压接形状,背面批峰不超过0.13mm②拉拔力要求(参照4.7)③导体压接部位必须完全闭合并包含所有线芯④后喇叭口必须可见⑤导体末端必须平齐、伸出压接区4.6.5绝缘皮压接①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。
端子压接规范

端子压接规范端子压接是指通过加压的方式,将导线固定在电气设备或连接器的接触片上,实现电流的传递和连接的一种方法。
在电气工程的安装和维护过程中,端子压接是一个非常重要的环节,其质量的好坏直接关系到电气设备的安全可靠性。
为了确保端子压接的质量,一般有以下几个规范需要遵守。
首先,选择适当的压接工具和压接型号。
不同类型的导线和连接器需要使用不同的压接工具和型号。
所选用的压接工具和型号应与导线和连接器的尺寸和材质相匹配,以充分保证压接的安全可靠性。
其次,在进行端子压接之前,需要对导线进行剥皮和铜芯镀锡处理。
导线的剥皮长度应符合规定,一般为导线长度的1.5倍,以确保在压接过程中,导线可以完全进入连接器的接触片内,并与之充分接触。
铜芯镀锡可以提高导线与连接器的接触面积和接触质量,增加导线与连接器之间的连接可靠性。
接下来,进行端子压接时,需要掌握压接力度和时间。
压接力度要适中,不宜过大也不宜过小。
过大的力度可能会损坏导线或者连接器,导致连接不牢固;过小的力度则可能造成导线与连接器之间的接触不良,导致电流接触电阻过高。
压接时间也需要适当把握,不能过长也不能过短。
过长的时间会过分加热导线和接触片,可能导致松动或变形;过短的时间则可能导致接触不良或者连接不牢固。
最后,在端子压接完成后,应进行质量检查和测试。
检查的内容包括:导线是否完全进入接触片内;接触片是否与导线充分接触;导线与连接器之间是否有松动现象。
测试的内容包括:使用万用表测试导线的电阻值;进行拉力测试,检查连接是否牢固。
只有通过了质量检查和测试,才能确定端子压接的质量符合规范要求。
总之,端子压接是电气工程中非常重要的一环,其质量的好坏直接关系到电气设备的安全可靠性。
在进行端子压接时,需要选择适当的压接工具和型号,正确进行剥皮和铜芯镀锡处理,掌握适当的压接力度和时间,以及进行质量检查和测试。
只有规范地进行端子压接,才能确保电气设备的正常运行和安全可靠。
新能源线束端子压接接收标准

《中间检查标准书》 无同时压接两个端子
《中间检查标准书》 端子外观无破损
《端子压接检查标准》 绝缘层要有压着
3/4
防水栓置后
电线束端子压接接收准则
防水栓超前
防水栓破损
多穿防水栓
防水栓穿反
漏压防水栓
链带切断过长
链带切断部位翘起
端子压接背部 毛刺尖锐手触摸感觉刮手
实施日期: 管理号
电线束端子压接接收准则
实施日期: 管理号
承认 审 核
作成
右图为端子压接合格标准图: 一、芯线压着部位: 芯线在端子中位置适中且包容良好,WS部位经前端芯线露出 良
①(0.5~1.5)㎜,WS部位后端芯线露出④(0.5~1.5)㎜;WS部位前端钟口
尺寸⑤(0.2±0.2)㎜,WS部位后端钟口尺寸②(0.4±0.2)㎜;
《中间检查标准书》 端子无变形
2/4
端子横向变形
电线束端子压接接收准则
端子扭转变形
端子背部变形
端子功能部位变形 绝缘皮破损 压双件 绝缘层脚劈开 绝缘层欠压着
实施日期: 管理号
《中间检查标准书》 端子无变形
《中间检查标准书》 端子无变形
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子压接背部毛刺不能尖锐
或过宽手触摸时不能刮手
4/4
端子侧面刮伤
实施日期: 管理号
《中间检查标准书》 芯线无断裂
《中间检查标准书》 芯线压着钟口正常
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无破损
《中间检查标准书》 端子外观无损伤
端子侧面开裂 端子纵向变形(后仰) 端子纵向变形(内弯)
新能源线束端子压接接收标准
芯线及端子无氧化、外观无损伤变形;绝缘层无压着;背部压痕均匀正常;
品
二、绝缘层压着部位:线皮包容良好,外观无受损,变形;端子链带切断部位最
长不超过③0.5㎜,且无翘起.
不良内容
不良示意图!
不良图片
① ⑤
④
②
③
判定基准
芯线未露出
芯线出头尺寸 0.5~1.5(㎜)
芯线露出过长
芯线出头尺寸 0.5~1.5(㎜)
《中间检查标准书》 防水栓要在指定的位置
《中间检查标准书》 防水栓要在指定的位置
《中间检查标准书》 防水栓无破损
《中间检查标准书》 不能多穿防水栓
《中间检查标准书》 防水栓要在指定方向
《端子压接检查标准》 不能漏压防水栓
《中间检查标准书》 端子链带切断部位无突长
《中间检查标准书》 端子链带切断部位无翘起
电线束端子压接接收准则
实施日期: 管理号
承认 审 核
作成
右图为端子压接合格标准图: 一、芯线压着部位: 芯线在端子中位置适中且包容良好,WS部位经前端芯线露出 良
①(0.5~1.5)㎜,WS部位后端芯线露出④(0.5~1.5)㎜;WS部位前端钟口
尺寸⑤(0.2±0.2)㎜,WS部位后端钟口尺寸②(0.4±0.2)㎜;
端子侧面刮伤
实施日期: 管理号
《中间检查标准书》 芯线无断裂
《中间检查标准书》 芯线压着钟口正常
《中间检查标准书》 端子外观无变形
《中间检查标准书》 端子外观无破损
《中间检查标准书》 端子外观无损伤
端子侧面开裂 端子纵向变形(后仰) 端子纵向变形(内弯)
《中间检查标准书》 端子外观无破损
《中间检查标准书》 端子无变形
线束压接端子来料检验标准
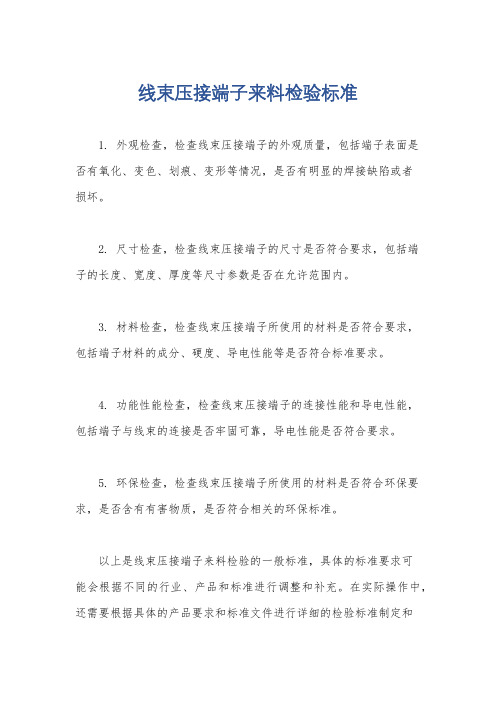
线束压接端子来料检验标准
1. 外观检查,检查线束压接端子的外观质量,包括端子表面是
否有氧化、变色、划痕、变形等情况,是否有明显的焊接缺陷或者
损坏。
2. 尺寸检查,检查线束压接端子的尺寸是否符合要求,包括端
子的长度、宽度、厚度等尺寸参数是否在允许范围内。
3. 材料检查,检查线束压接端子所使用的材料是否符合要求,
包括端子材料的成分、硬度、导电性能等是否符合标准要求。
4. 功能性能检查,检查线束压接端子的连接性能和导电性能,
包括端子与线束的连接是否牢固可靠,导电性能是否符合要求。
5. 环保检查,检查线束压接端子所使用的材料是否符合环保要求,是否含有有害物质,是否符合相关的环保标准。
以上是线束压接端子来料检验的一般标准,具体的标准要求可
能会根据不同的行业、产品和标准进行调整和补充。
在实际操作中,还需要根据具体的产品要求和标准文件进行详细的检验标准制定和
操作规程的编制。
同时,在检验过程中,需要使用合适的检测设备和工具,确保检验结果的准确性和可靠性。
端子压着标准及检验规范全完整版
端子压着标准及检验规 范全Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】1. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2. 范围: 此规范适用于各类端子压着检验.3. 权责:制造部:依此规范进行生产.品质部:负责依此规范进行检验.4. 内容:端子压着部位名称:端子部位名称:各C部:位压压着着高规度范(标Cr准im:p Height)1.端子配合区 2.弹片F 1.2. 3.端弹芯子片线配-观-合-察-区-窗---口--------------------------没没必C 有有须压变能伤形看a 、到b损电伤线、的扭芯曲线拉、,力变芯强形线度露出范围为芯线345...压芯芯喇着线线叭部观压口--察着--窗部--口(-I-S-)-必须完全闭合并包含所有芯线,不可看到绝缘外皮6.绝缘皮观察窗口4. 喇叭口--------------後喇叭口必须可见,最佳尺寸范围为绝缘皮观7.察绝窗缘口皮--压--着--部必(须WS同) 时能看到芯线和绝缘外皮8.料带5. 绝缘皮压着部--------必须铆合紧密,电线不可有移动之情形9.料带6. 料带----------------前端料带尺寸范围为,后端尺寸范围为 mm端子各部位压着确认: 4.3.1 喇叭口位置确认○ 良好△ 可接受× 不可接受前后均有喇叭口后方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线4.3.2 料带切断位置确认(参考)4.3.3 电线位置确认 ○ 良好△ 可接受△ 可接受×?不可接受×?不可接受×?不可接受绝缘皮压着过短,此种不良现象 将造成端子拉力不足,易脱落。
绝缘皮压着过长,将造成铜丝易断 落或接触不良,出现开路或瞬间开路。
芯线压着过短,此种现象易造 成端子拉力不足,易脱落×?不可接受×?不可接受×?不可接受导体压着过长,此现象将造成端 子不易与 HOUSING 实配,影响装配。
线束端子压接规范 B 20161212

1.目的为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。
2.范围本规范适用于公司所有线束压接操作。
3.职责3.1技术部:负责制作线束图纸、制定端子压接标准。
3.2制造部:负责按照线束图纸及线束端子压接标准进行生产。
3.3品保部:负责对端子压接的品质确认及本规范执行的监督。
4.内容 4.1名词4.2通用要求4.3压接要求4.4常见不良或缺陷4.4.1剥线不良注:剥线长度:①2.8铜件/2.8四方插:4±0.2mm ②小5556铜件:2.5±0.2mm芯线断裂可接受根数4.4.2端子压接缺陷刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端子-NG绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG4.5常用端子倒扣尺寸要求4.6端子压接尺寸及外观要求(品保检查及员工自检)4.6.1线材的准备(参见线束图纸)4.6.2检查剥皮长度、线材长度、芯线剥皮损伤情况;4.6.3检验余料长度4.6.4导体压着区检验①压接高度,宽度及压接形状,背面批峰不超过0.13mm②拉拔力要求(参照4.7)③导体压接部位必须完全闭合并包含所有线芯④后喇叭口必须可见⑤导体末端必须平齐、伸出压接区4.6.5绝缘皮压接①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。
②摇摆测试,手握离线头6、7cm处,上下弯折线90°,无松脱则说明已压紧,再检查线皮无刺破则可接受。
③除压接外线皮无损伤。
4.6.6. 弹片及端子的配合区区损伤、变形4.7端子压着连接性(拉拔力)测试方法及标准4.7.1测试目的:在于测试端子与电线之接合是否牢固4.7.2测试工具:万能拉力试验机4.7.3测试方法:①取UL标准或等同于此标准的电线长约50公分,一端根据所测试的端子正确剥线。
端子压接规范

合格连接器端子压接规范介绍1. 压接高度过小2. 压接高度过大3. &4. 绝缘压接过小或过大5. 松散的线芯6. 剥线长度过短7. 线缆插入过深8."香蕉"(过度弯曲) 端子9. 压接过于靠前10. 喇叭口过小11. 喇叭口过大12. 尾料过长13. 弹性片弯曲准则介绍正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。
虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。
虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A)这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见图B[/b]。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
如果您的压接端子看起来和图B[/b]中的端子不同,可能是因为在压接工艺中出现了错误。
端子压线脚设计规范

版次 :
制订正日期:
端子压线脚设计规范
一、目的:规范端子压线脚设计标准,满足不一样线规需求。
二、范围:合用于公司全部带压线脚的端子。
三、术语
前压线脚:压接导线芯线部分的压线脚;
后压线脚:压接导线绝缘层部分的压线脚。
四、端子合用导线规范编号:
S:合用导线截面积
2
以下;
0.5mm
A:合用导线截面积
22
0.5mm至 0.8mm之间;
B:合用导线截面积
22
1.0mm至 1.5mm之间;
C:合用导线截面积
22
2.0mm至 2.5mm之间。
五、导线规格比较表:
绝缘层最大外径Φ芯线外径Φ导线规格
(mm)芯线截面积 (mm2)
(mm) 14AWG
16AWG
18AWG
20AWG
22AWG
24AWG
26AWG
28AWG
30AWG
六、压线脚尺寸设计标准:
表单编号
对应端子编号
C
B
A
S
NO.订正日期订正内容订正署名1同意
2审察
3拟定。
端子压接规范
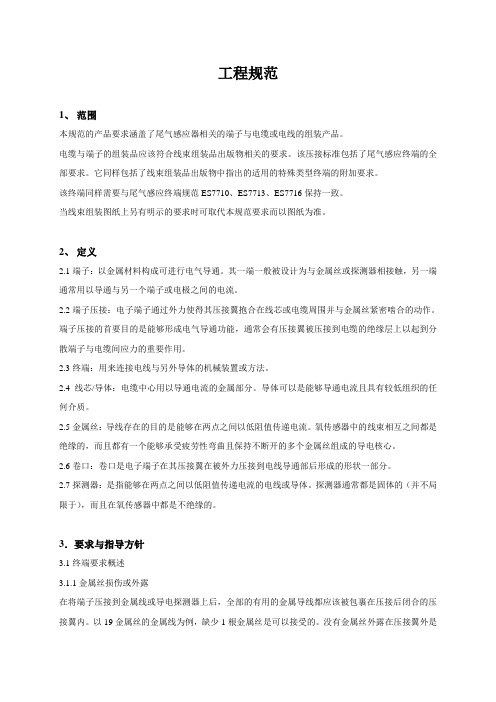
工程规范1、范围本规范的产品要求涵盖了尾气感应器相关的端子与电缆或电线的组装产品。
电缆与端子的组装品应该符合线束组装品出版物相关的要求。
该压接标准包括了尾气感应终端的全部要求。
它同样包括了线束组装品出版物中指出的适用的特殊类型终端的附加要求。
该终端同样需要与尾气感应终端规范ES7710、ES7713、ES7716保持一致。
当线束组装图纸上另有明示的要求时可取代本规范要求而以图纸为准。
2、定义2.1端子:以金属材料构成可进行电气导通。
其一端一般被设计为与金属丝或探测器相接触,另一端通常用以导通与另一个端子或电极之间的电流。
2.2端子压接:电子端子通过外力使得其压接翼抱合在线芯或电缆周围并与金属丝紧密啮合的动作。
端子压接的首要目的是能够形成电气导通功能,通常会有压接翼被压接到电缆的绝缘层上以起到分散端子与电缆间应力的重要作用。
2.3终端:用来连接电线与另外导体的机械装置或方法。
2.4线芯/导体:电缆中心用以导通电流的金属部分。
导体可以是能够导通电流且具有较低组织的任何介质。
2.5金属丝:导线存在的目的是能够在两点之间以低阻值传递电流。
氧传感器中的线束相互之间都是绝缘的,而且都有一个能够承受疲劳性弯曲且保持不断开的多个金属丝组成的导电核心。
2.6卷口:卷口是电子端子在其压接翼在被外力压接到电线导通部后形成的形状一部分。
2.7探测器:是指能够在两点之间以低阻值传递电流的电线或导体。
探测器通常都是固体的(并不局限于),而且在氧传感器中都是不绝缘的。
3.要求与指导方针3.1终端要求概述3.1.1金属丝损伤或外露在将端子压接到金属线或导电探测器上后,全部的有用的金属导线都应该被包裹在压接后闭合的压接翼内。
以19金属丝的金属线为例,缺少1根金属丝是可以接受的。
没有金属丝外露在压接翼外是可接受的标准。
3.1.2压接间隙压接后,端子的贯穿面应该是没有间隙的。
3.1.3导体的接合导体应该完全的贯穿的插入端子压接区。
但导体并不应该被过深的插入端子,否则导体会影响到端子的最终组装,而且端子的任何绝缘层部分也不应该被端子压接翼压入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的
为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。
2.范围
本规范适用于公司所有线束压接操作。
3.职责
3.1技术部:负责制作线束图纸、制定端子压接标准。
3.2制造部:负责按照线束图纸及线束端子压接标准进行生产。
3.3品保部:负责对端子压接的品质确认及本规范执行的监督。
4.内容
4.1名词
4.2通用要求
4.3压接要求
4.4常见不良或缺陷
4.4.1剥线不良
注:剥线长度:①2.8铜件/2.8四方插:4±0.2mm ②小5556铜件:2.5±0.2mm
线束铜线根数<7 7-15 16-25 26-40 41-60 61-121 >121 允许最大铜丝损失数0 0 0 3 4 5 5%
4.4.2端子压接缺陷
刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端子-NG
绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG
线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG
线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG
4.5常用端子倒扣尺寸要求
4.6端子压接尺寸及外观要求(品保检查及员工自检)
4.6.1线材的准备(参见线束图纸)
4.6.2检查剥皮长度、线材长度、芯线剥皮损伤情况;
4.6.3检验余料长度
4.6.4导体压着区检验
①压接高度,宽度及压接形状,背面批峰不超过0.13mm
②拉拔力要求(参照4.7)
③导体压接部位必须完全闭合并包含所有线芯
④后喇叭口必须可见
⑤导体末端必须平齐、伸出压接区
4.6.5绝缘皮压接
①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。
②摇摆测试,手握离线头6、7cm处,上下弯折线90°,无松脱则说明已压紧,再检查线皮无刺破则可接受。
③除压接外线皮无损伤。
4.6.6. 弹片及端子的配合区区损伤、变形
4.7端子压着连接性(拉拔力)测试方法及标准
4.7.1测试目的:在于测试端子与电线之接合是否牢固
4.7.2测试工具:万能拉力试验机
4.7.3测试方法:
①取UL标准或等同于此标准的电线长约50公分,一端根据所测试的端子正确剥线。
②将端子与线材以正确的工具和方法压接牢固,将端子部分固定于拉力机的固定座端,电线尾端固定于拉力机的固定座端,电线尾端固定于拉力机的活动座。
③启动拉力试验机,直到端子与电线脱落为止。
④查看拉力机仪表板上显示的最大拉力值并与UL标准对比,以确定测试是否成功。
⑤同样之测试需要连续做三次,全部成功方为合格。
附表1.拉力测试国际标准。