6Sigma战略突破性效应分析.pptx
合集下载
新世纪的战略六西格玛方法论.pptx
热情 + 执行 = 快速而持续的成效
什么是 Six Sigma?
• Simple 狭义: - 消除缺陷 - 消除引发缺陷的因素 • Complex 广义 - Vision 企业使命 - Metric(Standard of measurement) 测量指标 - Benchmark 标杆学习 - Philosophy 企业哲学与文化 - Method 工作方法 - Tool for 应用工具
主要成果
公司间采购 产量 书面工作 管理误差 流程成本
+50% -35% -50% -46%
节省$334,560
贷款/租赁流程业务模式
短期贷款审批流程是9.2天
• 我们的客户要求8.0days • 我们的竞争对手现在达到了这一要求 • 我们的租赁审批程是9.3天 • 我们的客户要求8.0天 • 我们的竞争对手现在达到了这一要求
产生缺陷的黑箱
X1
X2
企业流程
Y
X3
X4
6Sigma管理战略
企业经营突破的核心能力
6Sigma是什么?
Six Sigma 专注于
以完美的执行能力达到客户满意最大化 快速的突破性改善
应用先进的突破性工具 产生积极而深入的企业文化变革
实际的财务成效!
Passion + Execution = Fast and Lasting Results
Sigma级别 6 5 4 3 2
3σ 失误的成本:销售收入的10-15%
5% 10%
15% 20% 25% 30%
失误的成本(销售收入%)
降低成本的机会在哪里?
不良的流程控制对企业经营的影响
预防成本
内部失误
训练与教育 质量规划 执行领航性项目 供应商认证 客户界面 控制流程
什么是 Six Sigma?
• Simple 狭义: - 消除缺陷 - 消除引发缺陷的因素 • Complex 广义 - Vision 企业使命 - Metric(Standard of measurement) 测量指标 - Benchmark 标杆学习 - Philosophy 企业哲学与文化 - Method 工作方法 - Tool for 应用工具
主要成果
公司间采购 产量 书面工作 管理误差 流程成本
+50% -35% -50% -46%
节省$334,560
贷款/租赁流程业务模式
短期贷款审批流程是9.2天
• 我们的客户要求8.0days • 我们的竞争对手现在达到了这一要求 • 我们的租赁审批程是9.3天 • 我们的客户要求8.0天 • 我们的竞争对手现在达到了这一要求
产生缺陷的黑箱
X1
X2
企业流程
Y
X3
X4
6Sigma管理战略
企业经营突破的核心能力
6Sigma是什么?
Six Sigma 专注于
以完美的执行能力达到客户满意最大化 快速的突破性改善
应用先进的突破性工具 产生积极而深入的企业文化变革
实际的财务成效!
Passion + Execution = Fast and Lasting Results
Sigma级别 6 5 4 3 2
3σ 失误的成本:销售收入的10-15%
5% 10%
15% 20% 25% 30%
失误的成本(销售收入%)
降低成本的机会在哪里?
不良的流程控制对企业经营的影响
预防成本
内部失误
训练与教育 质量规划 执行领航性项目 供应商认证 客户界面 控制流程
6Sigma解决方案(ppt30页).pptx
6 Sigma --服务业潜力巨大
美国:服务业提供 80% 的就业岗位 在服务部门,由于质量低劣造成的损失
(返工、错误、计划流产等)通常占总 支出的50% (生产部门只占10%-20%) 只有不到10%的“业务周期”时间用于 真正重要、对客户有用的任务,其余只 是花在等待、返工、绕圈子、检查等一 些不重要的活动中
• 13、志不立,天下无可成之事。20.9.1620.9.1611:40:2211:40:22September 16, 2020
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
…..美国及大多数世界500强公司 Kodak, Ford Motor, IBM , Dupont, 3M, Siemens, Nokia, Sony, Toshiba, Honda, Canon, Hicathi, LG….
6 Sigma – 制造业
Motorola: --销售增加5倍,利润每年增加20%,累计节省140 亿美元(1987-1997)
6 Sigma 第一步骤:
全企业及整个供应链的
“文化大革命”
6 Sigma 文化的六大主题
对顾客真正的关注 由数据和事实驱动的管理 对流程的关注、管理、提高 主动管理 无边界的合作 对完美的渴望;对失败的容忍
《西格玛SixSigma》PPT课件
产管理到底做了那些?我们还有多少空间可发挥?我
们目前的成本已经最低了吗?没有改善的空间吗?No!
No!No!只是我们没有让应有的系统去真正发挥。不
知企业界的先进们,您们曾听过,日本的企业对动作
分析执着到,连作业者于作业中眼光描一下之零点几
秒的时间,都在斤斤计较,试问我们呢?所以说,中
国企业若能着手内部之改善,事实上还是可以跟国外
理等不是都涵盖在APQP中吗精选!PPT
6
传统作业和APQP的比较
精选PPT
7
第三、我们要落实绩效管理:
绩效管理(PAC) --- 以人为主体,能鼓舞员工士气,并激发其 工作精神
您有没有发现到,厂内问题之所以层出不穷,成本居高不下,
生产实绩像海浪一样起起伏伏,每年运气好就进步,运气不好
就退步,历年来一直徘徊在那样的水平,都不会进步。如果能
精选PPT
14
经过以上的探讨,企业界的先进
们?!您的企业要永续经营,要在
国际舞台竞争,需持续地吸收新管
理知识,不断地去发掘问题,以加
强企业的体质,让您的获利更上一
层楼。企业界的先进们?!『居安
需思危』、『没有夕阳工业,只看
自己有没有能力吃得下』,趁现在
企业还赚钱有搞头时,赶快投资改
革吧!
精选PPT
认,落实每一步骤,设计出一个符合顾客期望的制造流程,
如此生产的质量稳定,成本自然而然的就降低了。您要花
时间在前四至六个月的设计开发规划,还是要忍受产品二
至三年生产不顺之痛苦呢?(产品经装配上市后,就不太
容易修改了)而这又能为您解决什么呢?您的产品设计、
生产程序设计、厂房布置、工作设计、工作衡量及质量管
为了达到6σ,首先要制定标准,在管理中随时
6Sigma的概述及实施案例(ppt 184页)

2019/10/17
16
3) 实例
千分尺测得一工件尺寸 ①数据列表 ②数据分类
根据一定规则将上表尺寸分为-1,0,1。-1代 表测量值小于4.976,0代表测量值等于4.976, 1代表测量值大于4.976 ③推移图表示两类不同的数据 ④用从小到大排序方式画出其分布及走势
2019/10/17
17
HO: uA- uB=0 HA: uA- uB≠ 0 实 施 一 个 近 似 。 选 择 样 本 n, 收 集 数 据 , 计 算 统 计 输 出 t、 p、 f等 , 评 估 差 异 , 根 据 所 采用 的 统 计方 法 相 对的 数 据 的 自由 度 设 置置 信 区 间, 对 统 计参 数 u、 p、 1等 下 结 论 。 拒 绝 HO: uA≠ uB
2019/10/17
13
自变量(x)的选择
重复因子
用于调整因变量特性到所希望或特定水平的自变量, 可被实验者建立和控制,又叫调整因子
控制因子
其现存设置可被实验者确定并相对容易预测或控制的 变量,目的是降低成本和对因变量特性的敏感度
噪声因子
其现存设置可被确定但不容易控制或预测,在正常过 程运作时这类变量会引起因变量的严重偏差
统计问题解决: 找出主要变量为松香比重偏低
实际问题解决: 安装自动控制器以及时补充松香,达到理想焊接效果
2019/10/17
26
5) 问题表述
解 决 问 题 可 能 性
问题表述准确度
图 7.10 问 题 表 述 准 确 度 与 其 解 决 可 能 性 的 关 系
2019/10/17
27
三、客户/可靠性/周期时间/品质成本
2019/10/17
6Sigma的概述及实施案例(ppt 184页)
2020/1/12
30
2. 品质和周期时间
1) 降低过程周期时间的因素 2) 理论周期时间
2020/1/12
31
1) 降低过程周期时间的因素
(1)搬运 (2)检查 (3)测试 (4)分析 (5)等待 (6)延迟 (7)存贮 (8)调整
2020/1/12
32
2) 理论周期时间
理论周期时间的定义 实际周期时间与理论周期时间的关系
结 论 是 否 真 实, 样 本 状况 , 物 料类 型 , 测 量方 法 , 特定 的 研 究状 况 等 。
供 应 商 A的 电 阻物 料 比 供 应商 B的 好 。
总 结 结 果 : 结论 是 否 只适 用 于 所研 究 的 特 定场 合 ? 对其 他 状 况是 否 适 用? 有 何 限 制 ( 限 制越 紧 , 通用 性 越 差) 。 可 否 联系 到 较 宽的 范 围 。
程能力的改善和缺陷的减少或消除
2020/1/12
8
6Sigma与PPM的对应关系
表 7.1 Sigma 与 PPM&YFT 的 对 应 关 系
Sigm a
PPM
Y FT
不良状况
2
45000
95.45%
3
2700
99.73%
减少约 17 倍
4
63.64
99.993666% 减少约 42 倍
5
0.6
99.99994% 减少约 106 倍
选 用 供 应 商 A的电 阻 物 料 ,并 考 虑 其他 物 料 。
图 7.7 问 题 的 转 化
2020/1/12
23
LSL
理 想 分 布 USL
LSL
六西格玛管理PPT课件
企业现有的服务或产品质量水准不高,成 本不具竞争力,周期较长,流程效能或效率不 佳,缺乏弹性与应变能力,个人或整体生产力 未达理想等。这部分约占总体的70%左右。
授课:XXX
6
(2)希望通过6σ系统能有效地执行企 业策略,以进一步提升获利能力,降低营 运风险,快速回应市场与客户需求,增强 产品或服务之附加价值,提升市场占有率, 以及强化公司整体竞争力与顾客满意度。 这部分约占总体的20%左右。
芝、西门子、杜邦、联邦快递等,充分 说明了6σ的广泛应用性。
授课:XXX
11
许多有远见的中国企业家也意识到6σ 管理法的力量,开始积极推行并取得了 可观效益。联想、春兰、海尔、中运公 司都是6σ的忠实推行者。
实施企业的实践证明,他们可以得
到千百万元的收益都不用进行固定资产 投资。这种收益来自于企业内部隐藏的 未开发的潜力,来自于企业高效率,精 细化的经营。实施6σ成功的企业,其投 资回报率高达500%~800%。
授课:XXX
16
(4)现有缺陷的业务环节,设计创造完美 的企业业务流程。
没有完善的,系统的内部流程,企业就不 能保持持续的竞争力。6σ的方法论体系就着眼 于修补并完善有缺陷的流程环节,设计并创造 新的6σ业务流程。
授课:XXX
17
(5)在千变万化的大市场中确立企业的竞争优 势。
ISO9000认证固然能使企业取得外界对其标 准化、规范化的认可,但真正能使企业获得竞争 优势的还是顾客的满意度以及用“脚”和“钱” 投的票。
(2)6σ是管理系统,可将对公司影响最大 的问题和机会,交给最优秀的人,通过专案 团队的运作方式获得突破性的成果。当然, 管理层要给予适时的支援,同时允诺协助其 排除障碍。
授课:XXX
授课:XXX
6
(2)希望通过6σ系统能有效地执行企 业策略,以进一步提升获利能力,降低营 运风险,快速回应市场与客户需求,增强 产品或服务之附加价值,提升市场占有率, 以及强化公司整体竞争力与顾客满意度。 这部分约占总体的20%左右。
芝、西门子、杜邦、联邦快递等,充分 说明了6σ的广泛应用性。
授课:XXX
11
许多有远见的中国企业家也意识到6σ 管理法的力量,开始积极推行并取得了 可观效益。联想、春兰、海尔、中运公 司都是6σ的忠实推行者。
实施企业的实践证明,他们可以得
到千百万元的收益都不用进行固定资产 投资。这种收益来自于企业内部隐藏的 未开发的潜力,来自于企业高效率,精 细化的经营。实施6σ成功的企业,其投 资回报率高达500%~800%。
授课:XXX
16
(4)现有缺陷的业务环节,设计创造完美 的企业业务流程。
没有完善的,系统的内部流程,企业就不 能保持持续的竞争力。6σ的方法论体系就着眼 于修补并完善有缺陷的流程环节,设计并创造 新的6σ业务流程。
授课:XXX
17
(5)在千变万化的大市场中确立企业的竞争优 势。
ISO9000认证固然能使企业取得外界对其标 准化、规范化的认可,但真正能使企业获得竞争 优势的还是顾客的满意度以及用“脚”和“钱” 投的票。
(2)6σ是管理系统,可将对公司影响最大 的问题和机会,交给最优秀的人,通过专案 团队的运作方式获得突破性的成果。当然, 管理层要给予适时的支援,同时允诺协助其 排除障碍。
授课:XXX
《六西格玛案例》课件

案例二:提高某生产线的生产效率
要点一
总结词
要点二
详细描述
通过六西格玛管理,优化了生产线布局和流程,提高了生 产效率,降低了生产成本。
该案例中,团队运用六西格玛管理方法,对生产线布局和 流程进行了优化。首先对生产线上的各个环节进行了分析 和评估,找出了瓶颈环节和潜在的改进空间。然后通过调 整设备布局、改进工艺流程、提高设备维护水平等措施, 提高了生产效率,降低了生产成本。改进后的生产线实现 了稳定高效的生产,为企业创造了更大的价值。
提升。
六西格玛的未来展望
持续改进与创新
随着市场竞争的不断加剧和消费者需求的不断变化,六西格玛需要不断发展和创新,以适 应新的挑战和机遇。未来,六西格玛将继续在质量管理、流程优化、创新驱动等方面发挥 重要作用。
数字化与智能化
随着数字化和智能化技术的不断发展,六西格玛将与这些技术相结合,实现更高效的数据 收集、分析和可视化。数字化和智能化将为六西格玛提供更多的机会和可能性,推动企业 持续改进和创新。
理和控制项目进度和质量。
PART 04
六西格玛的效益与挑战
六西格玛的效益
提高产品质量
通过减少缺陷和变异,六西格 玛能够显著提高产品质量,降
低客户投诉和退货率。
降低成本
六西格玛关注流程改进和资源 优化,有助于降低生产成本、 减少浪费和节约能源。
增强客户满意度
六西格玛强调客户需求和反馈 ,通过改进产品和服务满足客 户需求,提高客户忠诚度和满 意度。
2023-2026
ONE
KEEP VIEW
《六西格玛案例》ppt 课件
REPORTING
CATALOGUE
目 录
• 六西格玛简介 • 六西格玛案例分析 • 六西格玛工具介绍 • 六西格玛的效益与挑战 • 总结与展望
6Sigma管理实例解析(ppt42页).pptx
触手可及的果实 品管七大手法
---------------------------------------
3 s 边界,与供应商合作
地上的果实 逻辑和直觉
We don't know what we don't know
We can't act on what we don't know
We won't know until we search
今后的项目!!!
21
常见的6Sigma项目 (制造)
》减少用户返修 》提高合格率 》缩短工艺路线 》减少包装材料 》减少等工 》设备维护
》来料质量控制 》降低生产周期 》降低成本 》减少劳动力 》缩短开发时间 》减少废品
22
常见的6Sigma项目(业务题目)
》用户建议
》增强资源利用
》减少定单错误 》改进产品销售
是商业活动中的一种共同语言和行为观念
6 Sigma 与TQM 的区别和联系
6
99.7% 好 (3 s )
每小时丢失20,000封信 每天15分钟不安全的饮用水
99.99966% 好 (6 s)
每小时丢失7封信 每7个月1分钟不安全的饮用水
每星期5,000次不正确的外科手术
每星期1.7次不正确的外科手术
19
黑带的职责
• 利用工具快速有效地达到改进 • 与绿带,队友分享成果 • 与冠军一起确定有价值的项目 • 与冠军一起解决一些有关资源的问题 • 向冠军汇报项目进展情况 • 帮助团队学习和了解6Sigma工具和方法 • 是绿带的指导者
20
绿带的职责
• 建立项目 • 理解6Sigma的工具,建立团队 • 促进团队观念转变 • 用部分时间从事绿带工作 • 把时间集中在项目上 • 降低成本! • 与BB`S,MBB`SB讨论项目的执行情况及
《SIGMA突破性策略》PPT课件
3-27-2001
5
• 项目定义 – 项目名称和理论基础 – 范围和界限 – 问题阐述 – 项目目标 – 时限 – 组员
• 项目计划 – 时间 – 资源 – 成本
3-27-27-2001
六西格玛进程图:衡量
特征分析 优化
定义 衡量 分析 改进 控制
步骤
2. 确定衡量对象 <Y> 并使衡量系统 生 效.
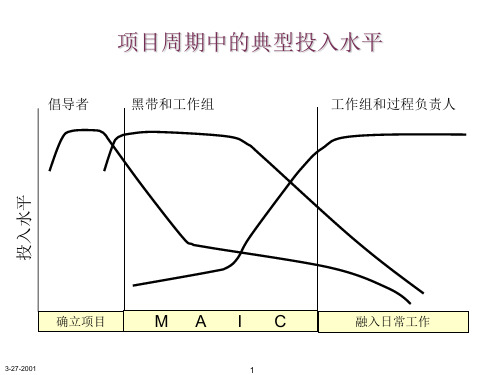
项目周期中的典型投入水平
倡导者
黑带和工作组
工作组和过程负责人
投入水平
确立项目
3-27-2001
MA I C
1
融入日常工作
六西格玛进程图:确定
步骤
定义 衡量
1. 确定对客户的重 要因素。定义项 目范围。
突破性 策略
特征分析
分析 改进
优化
控制
3-27-2001
2
定义阶段目标
• 最优先考虑的项目 – 需改进的产品/过程
3. 量化当前运作 水 平,预计改进目 标.
4
衡量阶段目标
• 项目定义 • 问题阐述 • 项目目标 • 进程图 • 生效的衡量系统分析 • 基线过程能力/业绩
〔PPM、DPMO、CP、CPK、RTY、西格玛水平〕 • 低质量的成本〔COPQ〕 • 由财务审计员签字的基线财务业绩 • 因果矩阵图/图表 • 项目总结 • 结论 • 问题和障碍 • 后续步骤
6Sigma卓越战略规划教材(PPT 55页)

15
引进A-PLUS辅导6σ所得预期效果
期望值
中, 短期(<=12月): A. 达成财务指标、经营质量目标(6σ)。 B. 担任MBB之角色,辅导各改善专题 a. 举办Champion之训练课程,协助选定改善专题。 b. 引进客观之财务绩效指标衡量机制。 c. 导入6σ工具之相关课程。 C.协助企业建立项目审核制度,并取得相关认证资格。
◇ 甲上独占全球软件辅助顾问师达 至项目成功目的: A. (SPC, MSA, FMEA) B. Taguchi Method (DOE) C. Minitab專業教學
14
朱愛軍 先生(Tony Zhu ) 工作专长 Six Sigma黑带; 经验概述: 朱先生先前就职于知名的大型台资企业8年,专业从事工程、品管工作。之后受聘于甲上咨询顾问有限公司,在品质大师林秀雄教授 的厚爱和培养下,迅速成长为一名具有实战经验和卓越思维的优秀顾问师。以及各种品质管理手法,如SPC、FMEA、MSA、 6Sigma、田口品质方法、QFD在企业的实施。朱先生的顾问工作特点就是能够切合企业实际,量身定制出具有个性的辅导方案来。 在实施企业辅导方案的过程中,能够有效地针对企业研发、工程、生产、IE、QE、QA等方面的不同现状,因地制宜,循序渐进,超 越顾客满意度! 成就举例: 甲上资讯管理顾问:任华东区顾问,负责为企业提供Taguchi及系列6 Sigma 工具,包括MSA, DOE, SPC, Advance SPC的培 訓與專案改善。曾为亚洲多家知名B/L企业导入超过20个田口专案改善项目或其他改善项目,包括華碩集團百碩電腦,泰山光电、友 达电子,华映光电,均龙科技,广桥光电,三星电子…等大型企業從事輔導工作。 在过去的四年中,朱先生已培训过超过350名专案改善技术员。其中: 泰山公司: 担任公司田口项目专案改善部高级顾问。专长B/L行业改善技术的应用和实施。从专案改善的策划,改善小组的成立及小组 成员的培训,参数因子及水准的选择,直交表的选定,试验计划的排定,试验数据采用SPC分析和交互作用的研究,验证试验的确认,改善成 果的业绩的追踪,发表报告的整理,跟踪了整个试验的全部过程.專案平均效益達200萬以上。 苏州/華碩公司(百碩): 担任公司田口项目专案改善部高级顾问。从专案改善的策划,改善小组的成立及小组成员的培训,参数因子及水准 的选择,直交表的选定,试验计划的排定,试验数据采用交互作用的研究,验证试验的确认,改善成果的业绩的追踪,发表报告的整理,跟踪了 整个试验的全部过程.實驗成果顯著,為企業節省300萬以上之效益。 教育背景: 工程学士 6 Sigma 黑带 质量和统计改善模式(DOE, COQ, TCM 等)注册培训导师 Minitab 软件应用专家
引进A-PLUS辅导6σ所得预期效果
期望值
中, 短期(<=12月): A. 达成财务指标、经营质量目标(6σ)。 B. 担任MBB之角色,辅导各改善专题 a. 举办Champion之训练课程,协助选定改善专题。 b. 引进客观之财务绩效指标衡量机制。 c. 导入6σ工具之相关课程。 C.协助企业建立项目审核制度,并取得相关认证资格。
◇ 甲上独占全球软件辅助顾问师达 至项目成功目的: A. (SPC, MSA, FMEA) B. Taguchi Method (DOE) C. Minitab專業教學
14
朱愛軍 先生(Tony Zhu ) 工作专长 Six Sigma黑带; 经验概述: 朱先生先前就职于知名的大型台资企业8年,专业从事工程、品管工作。之后受聘于甲上咨询顾问有限公司,在品质大师林秀雄教授 的厚爱和培养下,迅速成长为一名具有实战经验和卓越思维的优秀顾问师。以及各种品质管理手法,如SPC、FMEA、MSA、 6Sigma、田口品质方法、QFD在企业的实施。朱先生的顾问工作特点就是能够切合企业实际,量身定制出具有个性的辅导方案来。 在实施企业辅导方案的过程中,能够有效地针对企业研发、工程、生产、IE、QE、QA等方面的不同现状,因地制宜,循序渐进,超 越顾客满意度! 成就举例: 甲上资讯管理顾问:任华东区顾问,负责为企业提供Taguchi及系列6 Sigma 工具,包括MSA, DOE, SPC, Advance SPC的培 訓與專案改善。曾为亚洲多家知名B/L企业导入超过20个田口专案改善项目或其他改善项目,包括華碩集團百碩電腦,泰山光电、友 达电子,华映光电,均龙科技,广桥光电,三星电子…等大型企業從事輔導工作。 在过去的四年中,朱先生已培训过超过350名专案改善技术员。其中: 泰山公司: 担任公司田口项目专案改善部高级顾问。专长B/L行业改善技术的应用和实施。从专案改善的策划,改善小组的成立及小组 成员的培训,参数因子及水准的选择,直交表的选定,试验计划的排定,试验数据采用SPC分析和交互作用的研究,验证试验的确认,改善成 果的业绩的追踪,发表报告的整理,跟踪了整个试验的全部过程.專案平均效益達200萬以上。 苏州/華碩公司(百碩): 担任公司田口项目专案改善部高级顾问。从专案改善的策划,改善小组的成立及小组成员的培训,参数因子及水准 的选择,直交表的选定,试验计划的排定,试验数据采用交互作用的研究,验证试验的确认,改善成果的业绩的追踪,发表报告的整理,跟踪了 整个试验的全部过程.實驗成果顯著,為企業節省300萬以上之效益。 教育背景: 工程学士 6 Sigma 黑带 质量和统计改善模式(DOE, COQ, TCM 等)注册培训导师 Minitab 软件应用专家
六西格玛突破性策略(ppt 38页)
如果我们能够将6个标准差挤进我们的过程平均值 和客户的要求之间…
控制下限
控制上限
那么:
654321
123456
我们会有99.99966%的“机会” 满足要求!
3-27-2001
14
六西格玛过程举例
预测销售额
控制下限
控制上限
我们99.99966%的 预测值达到规定的 准确性要求
654321
123456
• 项目计划 – 时间 – 资源 – 成本
3-27-2001
28
突破性 策略
3-27-2001
六西格玛进程图:衡量
特征分析
定义 衡量 分析
步骤
2. 确定衡量对象(Y) 并使衡量系统生 效。
3. 量化当前运作水 平,预计改进目 标。
优化
改进
控制
29
衡量阶段目标
• 项目定义 – 问题阐述 – 项目目标
3-27-2001
20
过程的特征分析
六西格玛突破性策略
认识 定义
✓ 建立重点以确保改进具有战略性意义。
✓ 确定需改进的产品或过程及少数对质 量有重要影响的客户要求。
衡量
✓ 量化目前的过程运作情况,确定改进目 标。
分析
✓ 确定对CTQ最有影响的输入变量。
过程优化
改进
✓ 确定控制关键过程输入变量的解决方案,量 化其影响并与目标相比较。
和项目组的职责 4. 认识到所有人员和员工必须如何齐心协力以使六
西格玛发挥作用
3-27-2001
3
什么是六西格玛?
• 基于对客户最重要的因素来确定优先对象 • 广泛使用统计工具来分析和改进过程 • 重点在于减少偏差和缺陷
精选某公司6Sigma的实施ppt46页

6σ是开发,量产,业务等全部 Business System中能 Application的 Tool.
业务
Ⅰ. 什么是6σ?
5. 6σ的适用范围
11/44
6σ改善 Process(Manufacturing& Transaction)
顾客的观点上CTQ*要素查明(Critical to Quality)
背景
必要性
我认为,我们想做的6σ也是知识经营的一部分 . . . .通过6σ,我们的成员比过去更能提高解决问题的 Skill,用6σ造就坚定地 LG Model.
- 98年 12月 1日 6σMelt-In-
CU长Message
向往世界超一流的企业都是通过6σ经营,将顾客满足放在首位的. 找出最适条件,使企业能创出最高的利益,最大的效益的经营全盘 为对象的革新活动. 通过品质革新的改善,实现高品质,低费用的活动.
设计FMEA
工序FMEA
开发Process
E/S制作
开发图面确定
部品入库
E/S品评会
P/L制作
P/L品评会
补品入库
P.P制作
P.P品评会
CTQ新品Data收集
工序改善活动
CTQ新品合格
CTQ确定
CTQ的Z值确定
13/44
Ⅰ. 什么是6σ?
6. 6σ改善Process
- Define/测定 区分- CTQ的散布 掌握
6σ的活动方法
8/44
Ⅰ. 什么是6σ?
3. 6σ的定义
1. 统计学的测定手段
2. 做为Tool的意义:
明确指出我们应往哪里去,为了得到它应做什么 sigma测定是制品及服务过程状态的测定尺度。
业务
Ⅰ. 什么是6σ?
5. 6σ的适用范围
11/44
6σ改善 Process(Manufacturing& Transaction)
顾客的观点上CTQ*要素查明(Critical to Quality)
背景
必要性
我认为,我们想做的6σ也是知识经营的一部分 . . . .通过6σ,我们的成员比过去更能提高解决问题的 Skill,用6σ造就坚定地 LG Model.
- 98年 12月 1日 6σMelt-In-
CU长Message
向往世界超一流的企业都是通过6σ经营,将顾客满足放在首位的. 找出最适条件,使企业能创出最高的利益,最大的效益的经营全盘 为对象的革新活动. 通过品质革新的改善,实现高品质,低费用的活动.
设计FMEA
工序FMEA
开发Process
E/S制作
开发图面确定
部品入库
E/S品评会
P/L制作
P/L品评会
补品入库
P.P制作
P.P品评会
CTQ新品Data收集
工序改善活动
CTQ新品合格
CTQ确定
CTQ的Z值确定
13/44
Ⅰ. 什么是6σ?
6. 6σ改善Process
- Define/测定 区分- CTQ的散布 掌握
6σ的活动方法
8/44
Ⅰ. 什么是6σ?
3. 6σ的定义
1. 统计学的测定手段
2. 做为Tool的意义:
明确指出我们应往哪里去,为了得到它应做什么 sigma测定是制品及服务过程状态的测定尺度。
6SIGMA突破性策略
学完该模块(mó kuài)后,你将可以…… 1. 解释六西格玛打破性战略的各个阶段 2. 描画在JCI内实行六西格玛的益处 3. 确定业务指点、建议者、黑带巨匠、进程担任人
和项目组的职责 4. 看法到一切人员和员工必需如何齐心协力以使六
西格玛发扬作用
3-27-2001
第三页,共36页。
什么(shén me)是五页,共36页。
项目周期(zhōuqī)中的典型投入水平
倡议者
黑带和任务组
任务组和进程(jìnchéng)担任
投入(tóurù)水平
确立项目
MA I C
3-27-2001
第二十六页,共36页。
融入日常工作
六西格玛进程(jìnchéng)图:确定
步骤
打破(dǎ pò )性 战略
特征剖析
定义
权衡 (quá n hé ng)
剖析
1. 确定对客户的重 要因素。定义项 目范围。
改良
3-27-2001
优化
控制
第二十七页,共36页。
定义阶段(jiēduàn)目的
• 最优先思索的项目 • 需改良的产品/进程 • 项目定义 • 项目称号和实践基础 • 范围和界限 • 效果(xiàoguǒ)论述 • 项目目的 • 时限 • 组员 • 项目方案 • 时间 • 资源 • 本钱
3-27-2001
第三十页,共36页。
六西格玛进程(jìnchéng)图:剖析
打破(dǎ pò )性 战略
特征剖析
定义
权衡 (quá n hé ng)
剖析
改良
步骤
4. 确定偏差和缺陷 的原因(X)。
5. 提供统计数据以 证明原因是真实 的。致力于Y的 改进目标。
和项目组的职责 4. 看法到一切人员和员工必需如何齐心协力以使六
西格玛发扬作用
3-27-2001
第三页,共36页。
什么(shén me)是五页,共36页。
项目周期(zhōuqī)中的典型投入水平
倡议者
黑带和任务组
任务组和进程(jìnchéng)担任
投入(tóurù)水平
确立项目
MA I C
3-27-2001
第二十六页,共36页。
融入日常工作
六西格玛进程(jìnchéng)图:确定
步骤
打破(dǎ pò )性 战略
特征剖析
定义
权衡 (quá n hé ng)
剖析
1. 确定对客户的重 要因素。定义项 目范围。
改良
3-27-2001
优化
控制
第二十七页,共36页。
定义阶段(jiēduàn)目的
• 最优先思索的项目 • 需改良的产品/进程 • 项目定义 • 项目称号和实践基础 • 范围和界限 • 效果(xiàoguǒ)论述 • 项目目的 • 时限 • 组员 • 项目方案 • 时间 • 资源 • 本钱
3-27-2001
第三十页,共36页。
六西格玛进程(jìnchéng)图:剖析
打破(dǎ pò )性 战略
特征剖析
定义
权衡 (quá n hé ng)
剖析
改良
步骤
4. 确定偏差和缺陷 的原因(X)。
5. 提供统计数据以 证明原因是真实 的。致力于Y的 改进目标。
6Sigma推行的关键因素(PowerPoint 121页)
註:括弧( )內表示開始大幅推展期
圖1:品質歷史之演進
年代 2
1-1 : 品質檢驗 (QI, Quality Inspection)
理念: 品質是檢驗出來的
-- 品質是的品檢人員的責任 -- 允許浪費 -- 生產導向時代
策略: 結果導向(產品規格) 重點: 最 終 產 品 品 質 常見技法 :
●標準化
2 回/日 溫度計之指針確 認
2 回/日 n=5 目視 n=5/附著力之試驗
6
1-3 : 品質保證念: 品質是設計出來的 (Assurance = 預防)
源起二次大戰太平洋戰爭末期,美軍轟炸日本--因飛機 真空管失效.
策略: 源流導向(設計) 重點: 產 品 品 質 常見技法 :
『品質發展與 6-Sigma 体系』
-- 目 錄 --
第1章:品質歷史衍進----------------------------------------------1 第2章:基本品質概論--------------------------------------------37 第3章:供應鏈合作、競爭與生存發展趨勢-----------------52 第4章:何謂6-Sigma ?-------------------------------------------56 第5章:6-Sigma 基礎架構---------------------------------------80 第6章:6-Sigma推行(組織、角色、權責)----------------------90 第7章:流程改善的手法-----------------------------------------99 第8章:6-Sigma專案選擇與審查------------------------------106 第9章:推行 6-Sigma成功關鍵因素--------------------------123
圖1:品質歷史之演進
年代 2
1-1 : 品質檢驗 (QI, Quality Inspection)
理念: 品質是檢驗出來的
-- 品質是的品檢人員的責任 -- 允許浪費 -- 生產導向時代
策略: 結果導向(產品規格) 重點: 最 終 產 品 品 質 常見技法 :
●標準化
2 回/日 溫度計之指針確 認
2 回/日 n=5 目視 n=5/附著力之試驗
6
1-3 : 品質保證念: 品質是設計出來的 (Assurance = 預防)
源起二次大戰太平洋戰爭末期,美軍轟炸日本--因飛機 真空管失效.
策略: 源流導向(設計) 重點: 產 品 品 質 常見技法 :
『品質發展與 6-Sigma 体系』
-- 目 錄 --
第1章:品質歷史衍進----------------------------------------------1 第2章:基本品質概論--------------------------------------------37 第3章:供應鏈合作、競爭與生存發展趨勢-----------------52 第4章:何謂6-Sigma ?-------------------------------------------56 第5章:6-Sigma 基礎架構---------------------------------------80 第6章:6-Sigma推行(組織、角色、權責)----------------------90 第7章:流程改善的手法-----------------------------------------99 第8章:6-Sigma專案選擇與審查------------------------------106 第9章:推行 6-Sigma成功關鍵因素--------------------------123
6sigma战略研讨会(PPT 28页)
第二十一页,共27页。
更有一些政府机构也末尾用6sigma的 方法来改善政府效力(xiào lì)。目前, 美国公司的平均水平已从十年前的 3sigma上下提高到了接近5sigma的水 平,而日本那么已逾越了5.5sigma的水 平。可以毫不夸张地说sigma水平已成 为权衡一个国度综合实力与竞争力的最 有效的目的。
第十六页,共27页。
6sigma也逐渐从一种质量管理方法 变成了一个高度有效的企业流程设 计、改造和优化技术,继而成为 (chéngwéi)世界上追求管理出色性 的企业最为重要的战略举措,这些 公司迅速运用6sigma的管理思想于 企业管理的各个方面,为组织在全 球化、信息化的竞争环境中处于不 败之地树立了坚实的管理和指点基 础。
第二十二页,共27页。
六西格玛途径 (tújìng)
界定 测量 分析 改进 控制
•1、确定 •1、方案和执 •1、剖析数
(quèdìng) 行针对客户 据
中心流程;要 的求 绩效(yāoqiú) •2、确定 •2、开发缺陷
•2、剖析进 程
(quèdìng) 基线测量和
关键顾客 确定提高时
要求
机
•1、提出富有创 •1、度
第十页,共27页。
继而与全球化、产品效力、电 子商务等战略齐头并进,成为 全世界上追求(zhuīqiú)管理出 色性的企业最为重要的战略举 措。
第十一页,共27页。
6sigma逐渐展开成为以顾客为 主体来确定企业战略目的和产 品开发设计的标尺,追求继续 提高(tí gāo)的一种质量管理哲 学。
第十九页,共27页。
另一值得留意的现象是自通用电 气之后,一切公司都将6sigma管 理战略(zhànlüè)运用于全部组织 业务流程的优化,而不只仅局限 于制造流程。
更有一些政府机构也末尾用6sigma的 方法来改善政府效力(xiào lì)。目前, 美国公司的平均水平已从十年前的 3sigma上下提高到了接近5sigma的水 平,而日本那么已逾越了5.5sigma的水 平。可以毫不夸张地说sigma水平已成 为权衡一个国度综合实力与竞争力的最 有效的目的。
第十六页,共27页。
6sigma也逐渐从一种质量管理方法 变成了一个高度有效的企业流程设 计、改造和优化技术,继而成为 (chéngwéi)世界上追求管理出色性 的企业最为重要的战略举措,这些 公司迅速运用6sigma的管理思想于 企业管理的各个方面,为组织在全 球化、信息化的竞争环境中处于不 败之地树立了坚实的管理和指点基 础。
第二十二页,共27页。
六西格玛途径 (tújìng)
界定 测量 分析 改进 控制
•1、确定 •1、方案和执 •1、剖析数
(quèdìng) 行针对客户 据
中心流程;要 的求 绩效(yāoqiú) •2、确定 •2、开发缺陷
•2、剖析进 程
(quèdìng) 基线测量和
关键顾客 确定提高时
要求
机
•1、提出富有创 •1、度
第十页,共27页。
继而与全球化、产品效力、电 子商务等战略齐头并进,成为 全世界上追求(zhuīqiú)管理出 色性的企业最为重要的战略举 措。
第十一页,共27页。
6sigma逐渐展开成为以顾客为 主体来确定企业战略目的和产 品开发设计的标尺,追求继续 提高(tí gāo)的一种质量管理哲 学。
第十九页,共27页。
另一值得留意的现象是自通用电 气之后,一切公司都将6sigma管 理战略(zhànlüè)运用于全部组织 业务流程的优化,而不只仅局限 于制造流程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6-SIGMA 战略概括
• 高层管理研讨会
6 SIGMA 的突破性效应
得益于6-Sigma的著名企业
DUPONT
TEXAS INSTRUMENT
得益于6-Sigma的著名企业
• Motorola 1987 • Texas Instrument 1988 • ABB (Asea Brown Boveri) • Allied Signal 1994 • General Electric 1995 • Kodak 1995 • Siemens 1997 • Nokia 1997 • Sony 1997
技术
1987
Motorola Texas Instrument
工程技术 突破性改善 解决方案
1992
USL
Defect %
企业化战略管理
1995
Nokia, Seagate, GE, Allied Signal
Ericsson, LG, Iomega, Panasonic, Johnson Control, Hitachi, Sony, Samsung, 3M, Whirlpool, Honeywell, Dupont, Dow Chemical, Boeing,…etc.
J un 1991 S ep 1991 Dec 1991 Mar 1992 J un 1992 S ep 1992 Dec 1992 Mar 1993 J un 1993 S ep 1993 Dec 1993 Mar 1994 J un 1994 S ep 1994 Dec 1994 Mar 1995 J un 1995 S ep 1995 Dec 1995 Mar 1996 J un 1996 S ep 1996 Dec 1996
• 新产品评审 • 过程控制
• 老化 •培训 •数据收集和分析
当企业想进一步扩大利润时 会遇到什么困难?
• 由于繁琐的监视,检测及解决问题的对策而造成 高成本的例子不胜列举
• 已经解决了的问题却又反复出现
当企业想进一步扩大利润时 会遇到什么困难?
1) 由于繁琐的监视,检测及解决问题的对策而造成高 成本的例子,你能一一列举吗?
2) 已经解决了的问题却又再次出现 3) 现有的改善活动不足以去吸引有发展潜力的客户
为什么选择 6 Sigma? –3 6-Sigma突破性趋势
6- Sigma
时间
13%
12%
11% Def
10% ect
9%
Rat e
8%
7%
6-Sigma将“1/2 改善”的时间缩短
一般的改善活动
6%
5%
4%
3%
控制 • 从DOE 过渡到 SPC • 控制图表 • Positrol plan • 消除控制图表 • 防呆错失设计
当企业想进一步扩大利润时 会遇到什么困难?
• 由于不断增加要求的监测,测试及解决问题的对 策而造成质量成本升高的例子,举不胜举
不使用6 Sigma的企业,质量成本通常会很高 他们需要花费25%-40%的效益来解决问题
使用 6 Sigma的公司 “通常只需要花费5%的效益来解决问题”…. “GE 每年会花费80亿-120亿美元” –Jack Walsh
不了解 4) 没有系统性的方法来实施成本效益改善计划
为什么选择6-Sigma?-4:系统解决方案
定义 • DMAIC模型介绍 • 6 Sigma模拟练习 • 客户评估 • Process mapping • Sigma 绩效衡量 • 响应变量确认
分析 • 建立运作图表 • 非自然变动性因素消除 • 过程能力分析 • 失败模式及效果分析(FMEA) • 数据层次化 • 假设检测
6-Sigma
GE实行6-Sigma后的财务回报
单位;百万美元
$3000
$2700
$2400
$2100
$1800
$1500
$1200 $900
- 30
$600 $300
$0
Байду номын сангаас
$200 $170 1996
+1600
+ 320
+750
$2100
$1200
$700 $380
$450
$500
1997
1998
2%
1%
0%
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86
第一年
第二年
第三年
当企业想进一步扩大利润时会遇 到什么困难?
1) 由于繁琐的监视,检测及解决问题的对策而造成 高成本的例子,你能一一列举吗?
2) 已经解决了的问题却又再次出现 3) 有发展潜力的客户对正在进行的吸引客户的计划
质量成本–为什么选择 6 Sigma?-1
外部失效
• 顾客抱怨
• 产品退回 • 质量保障成本
• 维护成本
6-Sigma 能 够将质量成 本降低到5% 以下
内部失效
• 报废 • 返工 • 重测 • 失效分析 • 当机 • 产品不合格
检测成本
• 来料检测
• 产品检测 • 检测设备维护
预防成本
• 质量计划和评审
1999 (Est)
成本 利润
(资料来源: GE 1998 年年报)
Motorola实施 6 Sigma
我们的质量 恶名远播
设立集团质量 公司质量运动 建立Motorola
办公室及 “质量大觉醒计划” 培训和教育中
执行官
心(MTEC)
启动质量系 统评审计划
(QSR)
6-Sigma理论 和概念初始 化
Motorola 6-sigma 绩效--过去12年
• 平均每年生产力提高 12.3% • 降低品质不良成本超过 84% • 消除99.7%制程不良 • 节省制造成本超过110亿美金 • 实现综合收益增长平均每年17%
为什么考虑 6-SIGMA方法及技术?
当企业想进一
步扩大利润时 会遇到什么困 难?
1993
U$
80 70 60 50 40 30 20 10
0
实施6 Sigma Allied Signal的股价大幅度上升
全面优质管理(TQM)
1996 / 1991: +400% (超过其他“Dow Jones”公司)
J an 1987
J an 1988
J an 1989
J an 1990
J an 1991
1975
1980
Motorola电视机 事业部生产由于 利润效益极差而 失败,并被日本 公司购买
1981
1981
以质量和顾客整体 满意度为核心 (TSC)
1982
目标:在5年 之内,质量提 高10倍
1986
Bill Smith 先生向总 裁Bob Galvin先 生提出建 议
6 Sigma历史
计量化 质量管理
• 高层管理研讨会
6 SIGMA 的突破性效应
得益于6-Sigma的著名企业
DUPONT
TEXAS INSTRUMENT
得益于6-Sigma的著名企业
• Motorola 1987 • Texas Instrument 1988 • ABB (Asea Brown Boveri) • Allied Signal 1994 • General Electric 1995 • Kodak 1995 • Siemens 1997 • Nokia 1997 • Sony 1997
技术
1987
Motorola Texas Instrument
工程技术 突破性改善 解决方案
1992
USL
Defect %
企业化战略管理
1995
Nokia, Seagate, GE, Allied Signal
Ericsson, LG, Iomega, Panasonic, Johnson Control, Hitachi, Sony, Samsung, 3M, Whirlpool, Honeywell, Dupont, Dow Chemical, Boeing,…etc.
J un 1991 S ep 1991 Dec 1991 Mar 1992 J un 1992 S ep 1992 Dec 1992 Mar 1993 J un 1993 S ep 1993 Dec 1993 Mar 1994 J un 1994 S ep 1994 Dec 1994 Mar 1995 J un 1995 S ep 1995 Dec 1995 Mar 1996 J un 1996 S ep 1996 Dec 1996
• 新产品评审 • 过程控制
• 老化 •培训 •数据收集和分析
当企业想进一步扩大利润时 会遇到什么困难?
• 由于繁琐的监视,检测及解决问题的对策而造成 高成本的例子不胜列举
• 已经解决了的问题却又反复出现
当企业想进一步扩大利润时 会遇到什么困难?
1) 由于繁琐的监视,检测及解决问题的对策而造成高 成本的例子,你能一一列举吗?
2) 已经解决了的问题却又再次出现 3) 现有的改善活动不足以去吸引有发展潜力的客户
为什么选择 6 Sigma? –3 6-Sigma突破性趋势
6- Sigma
时间
13%
12%
11% Def
10% ect
9%
Rat e
8%
7%
6-Sigma将“1/2 改善”的时间缩短
一般的改善活动
6%
5%
4%
3%
控制 • 从DOE 过渡到 SPC • 控制图表 • Positrol plan • 消除控制图表 • 防呆错失设计
当企业想进一步扩大利润时 会遇到什么困难?
• 由于不断增加要求的监测,测试及解决问题的对 策而造成质量成本升高的例子,举不胜举
不使用6 Sigma的企业,质量成本通常会很高 他们需要花费25%-40%的效益来解决问题
使用 6 Sigma的公司 “通常只需要花费5%的效益来解决问题”…. “GE 每年会花费80亿-120亿美元” –Jack Walsh
不了解 4) 没有系统性的方法来实施成本效益改善计划
为什么选择6-Sigma?-4:系统解决方案
定义 • DMAIC模型介绍 • 6 Sigma模拟练习 • 客户评估 • Process mapping • Sigma 绩效衡量 • 响应变量确认
分析 • 建立运作图表 • 非自然变动性因素消除 • 过程能力分析 • 失败模式及效果分析(FMEA) • 数据层次化 • 假设检测
6-Sigma
GE实行6-Sigma后的财务回报
单位;百万美元
$3000
$2700
$2400
$2100
$1800
$1500
$1200 $900
- 30
$600 $300
$0
Байду номын сангаас
$200 $170 1996
+1600
+ 320
+750
$2100
$1200
$700 $380
$450
$500
1997
1998
2%
1%
0%
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86
第一年
第二年
第三年
当企业想进一步扩大利润时会遇 到什么困难?
1) 由于繁琐的监视,检测及解决问题的对策而造成 高成本的例子,你能一一列举吗?
2) 已经解决了的问题却又再次出现 3) 有发展潜力的客户对正在进行的吸引客户的计划
质量成本–为什么选择 6 Sigma?-1
外部失效
• 顾客抱怨
• 产品退回 • 质量保障成本
• 维护成本
6-Sigma 能 够将质量成 本降低到5% 以下
内部失效
• 报废 • 返工 • 重测 • 失效分析 • 当机 • 产品不合格
检测成本
• 来料检测
• 产品检测 • 检测设备维护
预防成本
• 质量计划和评审
1999 (Est)
成本 利润
(资料来源: GE 1998 年年报)
Motorola实施 6 Sigma
我们的质量 恶名远播
设立集团质量 公司质量运动 建立Motorola
办公室及 “质量大觉醒计划” 培训和教育中
执行官
心(MTEC)
启动质量系 统评审计划
(QSR)
6-Sigma理论 和概念初始 化
Motorola 6-sigma 绩效--过去12年
• 平均每年生产力提高 12.3% • 降低品质不良成本超过 84% • 消除99.7%制程不良 • 节省制造成本超过110亿美金 • 实现综合收益增长平均每年17%
为什么考虑 6-SIGMA方法及技术?
当企业想进一
步扩大利润时 会遇到什么困 难?
1993
U$
80 70 60 50 40 30 20 10
0
实施6 Sigma Allied Signal的股价大幅度上升
全面优质管理(TQM)
1996 / 1991: +400% (超过其他“Dow Jones”公司)
J an 1987
J an 1988
J an 1989
J an 1990
J an 1991
1975
1980
Motorola电视机 事业部生产由于 利润效益极差而 失败,并被日本 公司购买
1981
1981
以质量和顾客整体 满意度为核心 (TSC)
1982
目标:在5年 之内,质量提 高10倍
1986
Bill Smith 先生向总 裁Bob Galvin先 生提出建 议
6 Sigma历史
计量化 质量管理