产品特殊特性清单2.1
产品和过程特殊特性清单
产品和过程特殊特性清单一、产品特殊特性清单:1.创新性:产品具有创新性特点,能够解决市场中的新问题或满足用户对新产品的需求。
2.可靠性:产品在使用过程中能够持续稳定地工作,减少故障和维修次数。
3.安全性:产品设计符合安全标准和法规要求,能够保护用户的安全和健康。
4.耐久性:产品寿命长,能够经受长时间使用和各种环境条件的考验。
5.环保性:产品设计符合环境保护要求,能够减少对环境的污染和资源的消耗。
6.可维护性:产品易于维护和修理,减少维修时间和成本。
7.灵活性:产品具有多种用途和适应不同环境的能力,能够满足用户的不同需求和偏好。
8.个性化:产品能够根据用户的需求进行定制和个性化设计。
9.可升级性:产品具有可升级的特点,能够随着技术的发展和用户需求的变化进行升级和改变。
10.品质保证:产品具有高品质和可靠性,能够满足用户对产品质量的要求和期望。
二、过程特殊特性清单:1.效率:过程能够高效地完成任务,减少时间和资源的浪费。
2.精确性:过程能够准确地执行任务,避免错误和失误。
3.灵活性:过程能够适应不同的需求和变化,灵活调整和改变。
4.可控性:过程能够被有效地监控和控制,减少风险和不确定性。
5.自动化:过程能够通过自动化技术和系统来实现自动化执行和管理。
6.标准化:过程具有标准化和规范化的特点,能够保证过程的一致性和质量。
7.透明度:过程的执行和结果能够被清晰地展示和理解,方便监督和评估。
8.协同性:过程能够促进不同部门和人员之间的有效协作和沟通。
9.持续改进:过程能够不断地进行改进和优化,提高效率和质量。
10.风险管理:过程能够有效地识别和管理风险,减少潜在的损失和影响。
总结:产品和过程的特殊特性对于企业和组织来说至关重要。
这些特性能够赋予产品和过程独特的竞争力和价值,帮助企业在市场中取得优势地位。
因此,企业和组织应该充分认识和理解这些特性,并努力将其应用于产品和过程的设计和实施中,以提高竞争力和市场份额。
S22H11产品特殊特性清单管理办法

产品特殊特性清单管理办法Q/XXX X X X X X X X X X X公司企业标准Q/KJWXG03017012019代替:无产品特殊特性清单管理办法XXXX-XX-XX发布XXXX-XX-XX实施目次前言 (II)1 目的 (3)2 范围 (3)3 术语和定义 (3)3.1 特殊特性 (3)3.2 潜在设计失效模式及后果分析 (3)3.3 质量功能展开 (3)3.4 顾客 (3)4 职责和权限 (4)4.1 设计部门 (4)4.2 标准化部资料管理科 (4)4.3 其它部门 (4)5 工作程序 (4)5.1 初始产品特殊特性的选定 (4)5.2 正式产品特殊特性的选定 (4)5.3 产品特殊特性的评审 (4)5.4 产品特殊特性编制注意事项 (4)5.5 管理 (5)5.6 归档和发放 (5)6 相关支持文件 (5)7 记录 (6)产品特殊特性清单(公司内部用) (7)产品特殊特性清单(供应商用) (8)产品特殊特性明细表 (9)产品特殊特性检查表 (10)文件更改状态记录 (11)前言本标准是根据XXXXX公司发展要求而制定的,本标准按GB/T1.1-2009给出的编写规则进行起草。
本标准由XXXX公司研发技术部提出。
本标准由XXXXX公司标准化部归口管理。
本标准由XXXX公司研发技术部负责起草。
本标准主要起草人:科技文轩本标准会签人:相关部门本标准审核人:部门领导签字本标准批准人:公司领导签字产品特殊特性清单管理办法1 目的规范产品特殊特性的编制和发放的工作流程及管理要求,保证特殊特性识别准确、全面。
2 范围本办法适用于研发技术部对产品、系统、总成和零件特殊特性的识别。
3 术语和定义3.1 特殊特性可能影响产品的安全性或法规符合性、配合、功能、性能或其后续过程的产品特性或制造过程参数。
分初始产品特殊特性和正式产品特殊特性两个阶段。
其合理的预料会对产品的政府标准或法规安全性或符合性产生重大影响,或可能使顾客对该产品的满意度有重大影响。
产品安全管理办法

产品安全管理办法
1.目的
识别产品和过程的产品安全,确保所有产品和过程,包括服务件及外包的产品和过程,符合一切适用的顾客和法律法规要求。
2.适用范围
适用于所有顾客和公司确认的涉及产品和过程的安全的特殊特性控制和防护。
3.定义或术语
产品安全:与产品设计和制造有关的标准,确保产品不会对顾客造成伤害或危害。
主要包括但不限于产品、零部件、挥发物材料、反应物等。
特殊特性:可能影响产品的安全性或法规符合性、配合、功能、性能或其后续过程的产品
特性或制造过程参数。
在APQP中,特殊特性指由顾客指定的产品和过程特性,包括政府法规和安全特性,和/或由供方通过产品和过程的了解选出的特性。
4.职责
4.1销售部负责顾客资料的接收和传递,并与顾客进行产品安全性相关的沟通。
4.2技术部负责主导组织对产品安全法律法规、产品安全相关特性、产品及制造时安全相关特性等的识别,设计FMEA、控制计划和过程FMEA、反应计划的建立,制造批次中产品可追溯性的控制。
4.3采购部负责通过采购合同、质量协议和技术/验收规定中将产品的安全性传递到供应链。
并要求供应链保持对制造批(至少)的产品可追溯性。
4.4行政部负责组织对从事与产品/过程安全性有关的技术开发、采购、生产过程、检测等人员的培训。
4.5总工:负责产品安全法律法规、产品安全相关特性、产品及制造时安全相关特性、设计FMEA、控制计划和过程FMEA、反应计划等的批准。
产品和过程的初始特殊特性明清单
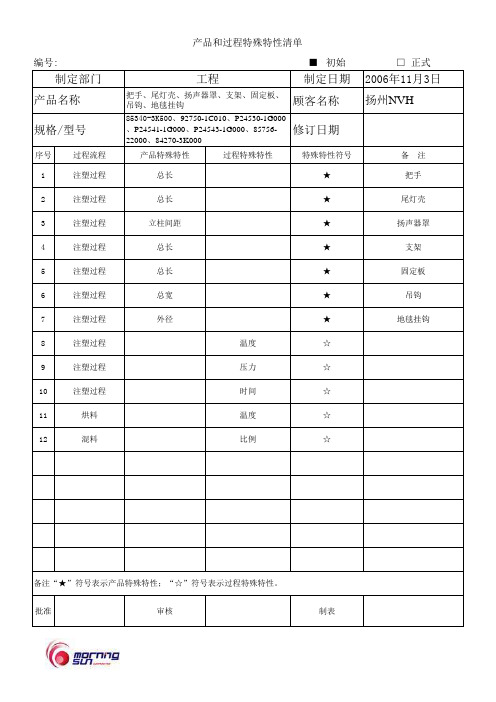
制定部门 产品名称 规格/型号
序号 1 2 3 4 5 6 7 8 9 10 11 12 过程流程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 烘料 混料
工程
把手、尾灯壳、扬声器罩、支架、固定板、 吊钩、地毯挂钩 85340-3K500、92750-1C010、P24530-1G000 、P24541-1G000、P24543-1G000、8575622000、84270-3K000 产品特殊特性 总长 总长 立柱间距 总长 总长 总宽 外径 温度 压力 时间 温度 比例 过程特殊特性
制定日ቤተ መጻሕፍቲ ባይዱ 顾客名称 修订日期
特殊特性符号 ★ ★ ★ ★ ★ ★ ★ ☆ ☆ ☆ ☆ ☆
2006年11月3日 扬州NVH
备
注
把手 尾灯壳 扬声器罩 支架 固定板 吊钩 地毯挂钩
备注“★”符号表示产品特殊特性;“☆”符号表示过程特殊特性。 批准 审核 制表
产品过程特殊特性清单
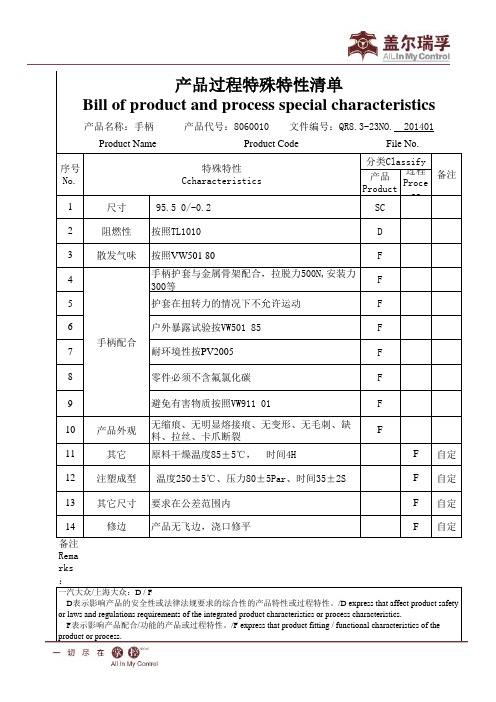
产品Product过程Process1尺寸 95.5 0/-0.2SC2阻燃性按照TL1010D 3散发气味按照VW501 80F 4手柄护套与金属骨架配合,拉脱力500N,安装力300等F 5护套在扭转力的情况下不允许运动F 6户外暴露试验按VW501 85F 7耐环境性按PV2005F 8零件必须不含氟氯化碳F 9避免有害物质按照VW911 01F 10产品外观无缩痕、无明显熔接痕、无变形、无毛刺、缺料、拉丝、卡爪断裂F11其它原料干燥温度85±5℃, 时间4HF 自定12注塑成型 温度250±5℃、压力80±5Par、时间35±2S F 自定13其它尺寸要求在公差范围内F 自定14修边产品无飞边,浇口修平F自定备注Rema rks :一汽大众/上海大众:D / FD 表示影响产品的安全性或法律法规要求的综合性的产品特性或过程特性。
/D express that affect product safety or laws and regulations requirements of the integrated product characteristics or process characteristics.F 表示影响产品配合/功能的产品或过程特性。
/F express that product fitting / functional characteristics of the product or process.序号No.特殊特性Ccharacteristics手柄配合产品过程特殊特性清单Bill of product and process special characteristics产品名称:手柄 产品代号:8060010 文件编号:QR8.3-23NO. 201401分类ClassifyProduct Name Product Code File No.备注武汉神龙:S/R/C/MS安全特性/S safety characteristicsR表示法规特性/R regulations characteristicsC表示关键特性/C critical characteristicsM表示主要特性/M key characteristics北京奔驰:DS/DZDS安全关联性文件(由于零部件或系统的故障或失灵而对其他道路交通使用者造成生命和肢体的直接威胁即为安全关联的)。
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
ห้องสมุดไป่ตู้
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
<**编制 编制: 签字**> XX/83.JS.01.07C
审核: <**审核签字**>
批准: <**批准签字**> 修改:01
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
SCA过程特殊特性清单(参考模板1)
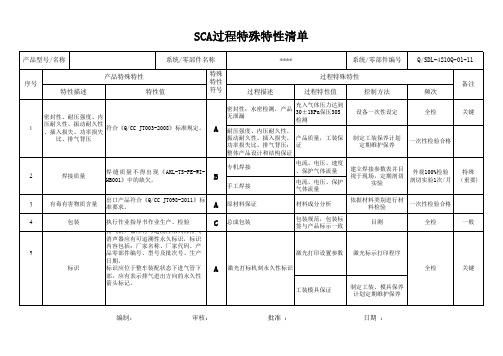
设备一次性设定
1
压耐久性、振动耐久性 、插入损失、功率损失
符合《Q/CC
JT003-2008》标准规定。
A
耐压强度、内压耐久性、
全检
关键
比、排气背压
振动耐久性、插入损失、 产品质量,工装保 功率损失比、排气背压: 证
制定工装保养计划 定期维护保养
一次性检验合格
整体产品设计和结构保证
专机焊接
2
焊接质量
标识
日期。 标识应位于整车装配状态下进气管下
A 激光打标机刻永久性标识
全检
关键
部,应有表示排气进出方向的永久性
箭头标记。
工装模具保证
制定工装、模具保养 计划定期维护保养
编制:
审核:
批准 :
日期 :
SCA过程特殊特性清单
编号:
产品型号/名称
系统/零部件名称
****
系统/零部件编号 Q/SDL-4210Q-01-11
序号
特性描述
产品特殊特性 特性值
特殊 特性 符号
过程描述
过程特殊特性
过程特性值
控制方法
频次
备注
密封性、耐压强度、内
密封性:水密检测,产品 无泄漏
充入气体压力达到 30±1KPa保压30S 检测
焊 缝 质 量 不 得 出 现 《 AKL-TS-PE-WIHB001》中的缺欠。
B
手工焊接
电流、电压、速度 、保护ቤተ መጻሕፍቲ ባይዱ体流量
电流、电压、保护 气体流量
建立焊接参数表并目 视于现场,定期剖切
实验
外观100%检验 剖切实验1次/月
特殊 (重要)
3
有毒有害物质含量
FMEA潜在失效模式及后果分析实施规范2019
★★★★★质量管理实践五大工具实施系列之FMEA潜在失效模式及后果分析实施规范2019-12-18编制: 周小东本规范符合最新IATF16949 2016标准要求;本规范引导企业如何正确实施FMEA潜在失效模式及后果分析作业。
1.目的通过潜在失效模式及后果分析评价产品设计/过程设计中潜在的失效模式及其后果,并找到能够避免或减少这些潜在失效发生的措施,以提高产品的质量和可靠性的活动。
2.范围适用于我司生产制造的XX类型以及XXX类两大类型的产品。
3.术语与定义3.1、潜在失效模式及后果分析(FMEA):是在产品设计阶段和过程设计阶段,对构成产品的相关系统、子系统、零部件,逐一进行分析,找出所有潜在的失效模式,并分析其可能的后果及其相关的起因/机理,从而预先采取必要的措施,以提高产品的质量和可靠性的一种系统化的活动,并将全部过程形成文件。
潜在失效模式及后果分析(FMEA)分两种:一是设计潜在失效模式及后果分析(DFMEA);另一个是过程潜在失效模式及后果分析(PFMEA)。
3.2、设计潜在失效模式及后果分析(DFMEA):是在产品设计阶段,对构成产品的相关系统、子系统、零部件,逐一进行分析,找出所有潜在的失效模式,并分析其可能的后果及其相关的起因/机理,从而预先采取必要的措施,以提高产品的质量和可靠性的一种系统化的活动,并将全部过程形成文件。
3.3、过程潜在失效模式及后果分析(PFMEA):是在制造和装配过程设计阶段,对构成过程的各个工序逐一进行分析,找出所有潜在的失效模式,并分析其可能的后果及其相关的起因/机理,从而预先采取必要的措施,以提高产品的质量和可靠性的一种系统化的活动,并将全部过程形成文件。
4.引用标准条款《潜在失效模式与影响分析(FMEA)手册》(第四版);5.职责5.1、本程序管理部门:技术部5.2、本程序执行部门:品管部、生产部、市场部等部门;5.3、各部门具体职责5.3.1、技术部:负责组建新产品开发阶段DFMEA分析多方论证小组,组织DFMEA分析、制定和实施,并负责文件的更新5.3.2、生产工程部:负责组建批量生产阶段PFMEA分析多方论证小组,组织PFMEA分析、制定和实施,并负责文件的更新。
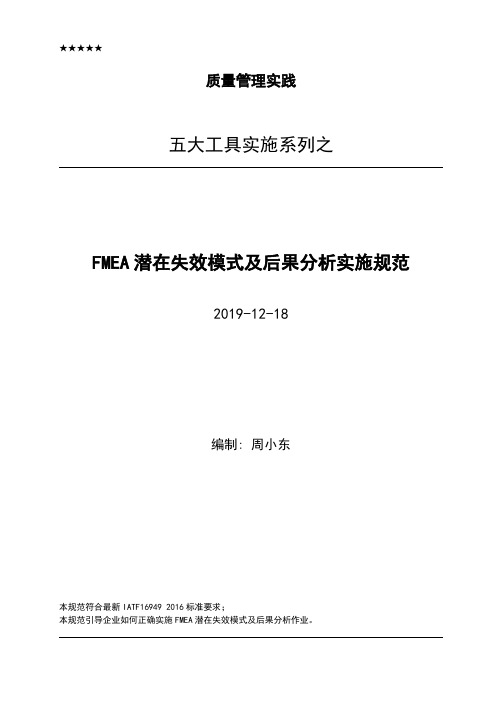
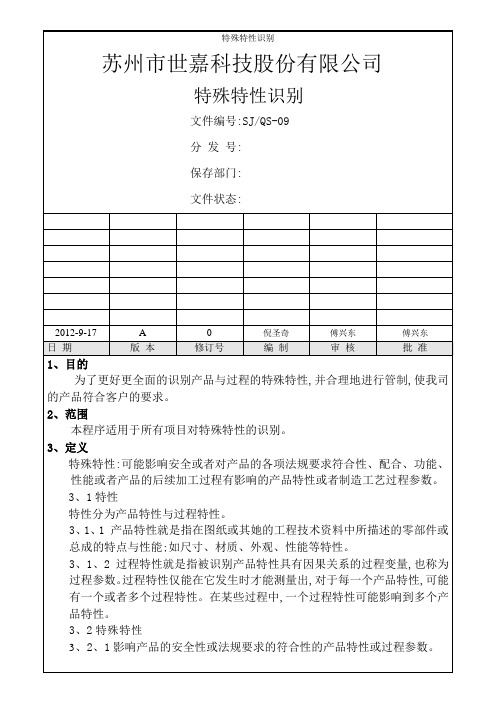
产品过程特殊特性清单
客户名称: DAY产品名称:转轴产品图号:DAYZZ0036
特性类别
序号
特性项目
特性符号
特性影响
控制/测量方法
产品特殊特性
1
全轴调质(40Cr)
◆
影响产品性能、寿命
洛氏硬度仪
2
齿部表面硬度
影响产品性能、寿命
洛氏硬度仪
3
轴承位外圆φ35
(+0.002,+0.018)
影响装配及性能
控制图控制
4
轴承位外圆φ30
(+0.002,+0.015)
影响装配及性能
控制图控制
5
外圆φ40(-0.016,0)
影响装配
控制图控制
6
外圆φ12.7(-0.009,-0.02)
影响装配
控制图控制
7
内花键与轴承位同轴度≤0.02
影响性能
偏摆仪
8
φ40外圆全跳动
影响性能
偏摆仪
9
槽深尺寸
影响装配
卡尺(精度0.02,量程0-200mm)
10
槽宽尺寸
影响装配
通/止规
过程特殊特性
1
校正插齿位外圆跳动≤0.01mm
★
影响插齿精度
百分表
2
高频电流、电压、时间
影响产品性能,寿命ቤተ መጻሕፍቲ ባይዱ
高频参数设定表
3
回火温度、时间
影响产品性能,寿命
回火参数设定表
跨功能小组成员:
编制日期:2015-08-06
备注:以上述“产品特殊特性”用客户指定的符号“◆”表示、 “过程特殊特性”用公司规定的符号“★”表示。
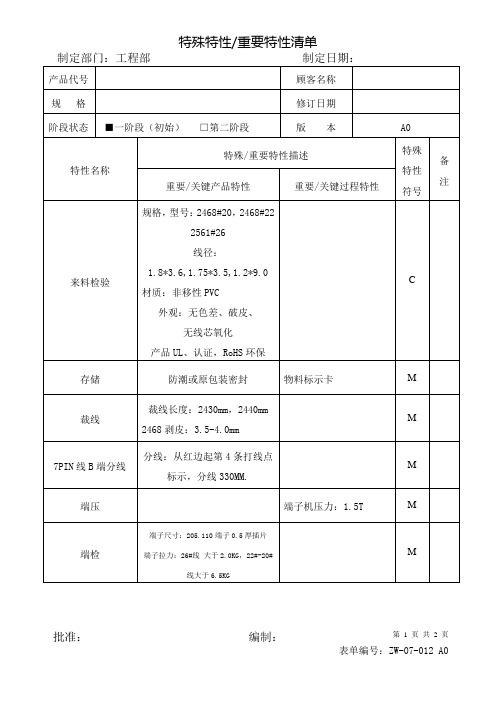
特殊特性识别
5、2、3确定与产品特殊特性有对应关系的过程特殊特性。利用初始过程流程图;并将识别出来的特殊特性在控制计划、PFMEA、SOP与SIP中体现出来。
5、3特殊特性的检验
检验员需根据SIP,对特殊特性的完成情况进行检验。并记录检验结果。
苏州市世嘉科技股份有限公司
特殊特性识别
文件编号:SJ/QS-09
分 发 号:
保存部门:
文件状态:
2012-9-17
A
0
倪圣奇
傅兴东
傅兴东
日期
版本
修订号
编制
审核
批准
1、目的
为了更好更全面的识别产品与过程的特殊特性,并合理地进行管制,使我司的产品符合客户的要求。
特殊特性:可能影响安全或者对产品的各项法规要求符合性、配合、功能、性能或者产品的后续加工过程有影响的产品特性或者制造工艺过程参数。
3、1特性
特性分为产品特性与过程特性。
3、1、1产品特性就是指在图纸或其她的工程技术资料中所描述的零部件或总成的特点与性能;如尺寸、材质、外观、性能等特性。
3、1、2过程特性就是指被识别产品特性具有因果关系的过程变量,也称为过程参数。过程特性仅能在它发生时才能测量出,对于每一个产品特性,可能有一个或者多个过程特性。在某些过程中,一个过程特性可能影响到多个产品特性。
4、2生产部与品质部负责对过程特性的管控
5、工作内容
5、1特殊特性的识别。
5、1、1根据顾客的需求与期望,从功能、美观、匹配等。
5、1、2根据法规、条例及行业惯例。
5、1、3产品的其她特性,如可靠性、可用性、装配性等。
特殊特性重要特性清单-模板
M
成型SR
注塑温度:150℃-190℃
烘料:80℃,2H
注塑压力:800-1400bar
注塑时间:5-8S
M
7PIN线电测
电测规格:300V.2MΩ,无错位,短路,开路
C
打结(A、B)
A尺寸:330mm
B尺寸:90MM
M
预扎线
扎线尺寸:100±20mm
材质:非移性PVC
外观:无色差、破皮、
无线芯氧化
产品UL、认证,RoHS环保
C
存储
防潮或原包长度:2430mm,2440mm
2468剥皮:3.5-4.0mm
M
7PIN线B端分线
分线:从红边起第4条打线点标示,分线330MM.
M
端压
端子机压力:1.5T
M
端检
端子尺寸:205.110端子0.5厚插片
制定部门:工程部 制定日期:
产品代号
顾客名称
规 格
修订日期
阶段状态
■一阶段(初始) □第二阶段
版 本
A0
特性名称
特殊/重要特性描述
特殊特性符号
备 注
重要/关键产品特性
重要/关键过程特性
来料检验
规格,型号:2468#20,2468#22
2561#26
线径:1.8*3.6,1.75*3.5,1.2*9.0
M
组立B端
分线排序:按工程图
C
电测
电测规格:300V.2MΩ,无错位,短路,开路
C
尺寸检查
重点尺寸:按工程图重点尺寸
M
全检
尺寸:按工程图标注尺寸
产品特殊特性与过程特殊特性及其控制方法的理解

关于产品特殊特性与过程特殊特性及其控制方法的理解在进行特殊特性识别时,需要考虑哪些是产品特殊特性,哪些是过程特殊特性,要区别它们,首先需要了解哪些是产品特性,哪些是过程特性,然后根据其重要程度,识别出对应的特殊特性。
产品特性是从安全、法规、性能、尺寸、外观、装配等方面考虑的,产品本身所具有的特性,如加工过程中产品的尺寸、材质等。
过程特性是产品形成过程中的工艺参数(温度、压力、电压、电流)等,随着加工过程结束而消失,过程特性是用来控制产品特性的。
怎样确定产品和过程的特殊特性呢?是不是特殊特性都要采用SPC控制或100%控制或防差错系统?通过FMEA来确定的!根据过程的风险以及顾客的呼声来确定控制方法!那么顺序到底是是先有特殊特性还是先有DFMEA、PFMEA?有些时候是先有产品特殊特性再有产品DFMEA,有些时候是先有产品DFMEA,再有产品特殊特性,过程的特殊特性也是这样,可能是先有PFMEA,再有过程特殊特性,也可能正好相反。
对于法律法规或顾客要求的特殊特性,可以直接列入特殊特性清单。
当然也可以走个流程,先输入到FMEA,再从FMEA严重度中直接“分析”出来,做为特殊特性列入特殊特性清单。
但一般的企业在执行时,出于效率的原因(也可以说是偷懒),都会直接列入到特殊特性清单。
以汽车为例,汽车的尾气排放量属于特殊特性,这个特性在产品设计时是作为其设计输入要求的特性,也是与法律法规密切相关的产品特性,不用DFMEA 即可确定。
但有的产品特性可能需要在DFMEA的过程中对其重要性和风险予以评审和确认,从而形成特殊特性,此时的特殊特性是在DFMEA后产生的。
过程特性也是这样,如果顾客指定热处理的过程参数要求,并标识有特殊特性标记,我想对组织而言,那无疑就应该直接列入特殊特性管控,此时过程特殊特性先于PFMEA,更一般的却是通过对过程的分析,评定和确认各过程特性对产品质量的重要性而形成过程的特殊特性。
所以实际上谁先谁后都是有可能的。
初始特殊特性清单
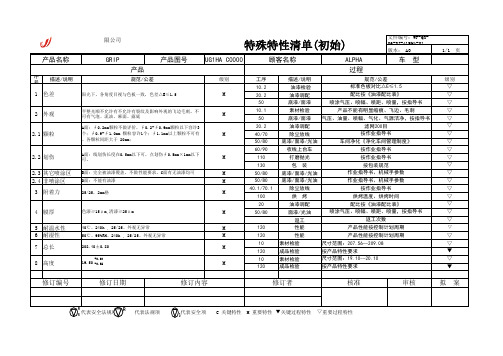
湖北文锋汽车零部件有限公司文件编号:WF-QR-06-SJ-ALPHA-01版本: A01/1 页GRIP产品图号UG1HA C0000ALPHA 车 型序号描述/说明级别工序描述/说明级别10.2 油漆检验▽20.2油漆调配▽50底漆/面漆▽10.1素材检验▽50底漆/面漆▽20.2油漆调配▽40/70除尘放线▽50/80底漆/面漆/光油▽60/90收线上台车▽110打磨抛光▽130包 装▽2.3其它喷涂区M 50/80底漆/面漆/光油▽2.4非喷涂区M 50/80底漆/面漆/光油▽40.1/70.1除尘放线▽100烘 烤▽20油漆调配▽50/80面漆/光油▽返工▽5耐温水性M 120性能▽6耐湿性M 120性能▽10素材检验▽120成品检验▼10素材检验▽120成品检验▼修订日期核准审核拟 案标准色板对比△E≤1.5平整光顺不允许有不允许有裂纹及影响外观的飞边毛刺。
不可有气泡、流油、麻面、露底1色差2外观阳光下,各角度目视与色板一致,色差△E≤1.5规范/公差配比按《油漆配比表》规范/公差车间净化《净化车间管理制度》特殊特性清单(初始)产品过程顾客名称产品名称喷涂气压、喷幅、喷距、喷量,按指导书气压、油量、喷幅、气化、气源洁净,按指导书2.1M产品性能按控制计划周期尺寸范围:19.10--20.1050℃、95%RH、240h , 25/25、外观无异常按产品特性要求按产品特性要求作业指导书、机械手参数A面:∮0.2mm颗粒不做评价,∮0.2-∮0.9mm颗粒以下容许3个;∮0.9-∮1.0mm 颗粒容许1个;∮1.1mm以上颗粒不可有。
各颗粒间距大于 20mm;修订编号修订内容修订者按作业指导书M颗粒MB面:完全被油漆覆盖,不做性能要求,C面有无油漆均可产品不能有明显缩痕、飞边、毛刺滤网200目按包装规范按作业指导书按作业指导书喷涂气压、喷幅、喷距、喷量,按指导书按作业指导书D面:不能有油漆作业指导书、机械手参数M2.2划伤A面:线划伤长度在0.5mm以下可,点划伤∮0.5mm×1mm以下可。
APQP-2013
--- 引导资源,使顾客满意
--- 促进对所需更改的早期识别 --- 避免晚期更改 --- 以最低的成本,及时提供优质产品
先期产品品质规划和控制计划
1.2.3 实施APQP的时机
---新产品(必须做全面的APQP)
---产品更改,如工程更改、材料替代Βιβλιοθήκη 先期产品品质规划和控制计划
1.2.4 APQP实施要求 ---APQP是强制性要求 ---APQP手册中49项输入和输出并不是全部需要,输入和输 出根据产品、过程和顾客满意的适用性是不同的 ---APQP手册应该作为一个参考。它只是一个建议的格式和
2.1.1 顾客的呼声
包括来自于内/外部顾客的抱怨、建议、信息 获得信息的方法如下 2.1.1.1 市场调研 2.1.1.2 保修记录和质量信息 2.1.1.3 小组经验
计 划 和 定 义 项 目 阶 段 - 输 入
先期产品品质规划和控制计划
2.1.1.1 市场调研
市场调研有助于识别顾客关注的事项和需求,并将这些转变为产品 和过程特性,其来源有:
流程图的制订根据:初始材料流程和产品/过程设想。
过程流程图是为了描述和编制顺序进行的或有关的工作活动的一种直观 方法 过程流程图应将列入控制计划中的产品/过程特殊特性适当的安排。
先期产品品质规划和控制计划
III 过程设计和开发
3.1 包装标准 3.2 产品 /过程质量体系评审 3.3 过程流程图 3.4 场地平面布置图 3.5 特性矩阵图 3.6 P FMEA 3.7 试生产控制计划 3.8 过程指导书 3.9 量测系统分析计划 3.10 初始能力研究计划 3.11 包装规范 3.12 管理者支持
IV 产品和过程确认
---要成功实施APQP项目,所有的步骤都是必须的
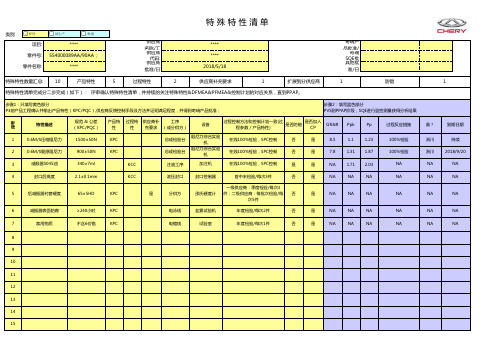
特殊特性清单(K表)模板
盐雾试验机
年度检验/每次2件
否
是
NA
NA
NA
NA
NA
NA
NA
NA
NA
NA
7
禁用物质
不含6价铬
KPC
电镀线
试验室
年度检验/每次1件
否
是
NA
NA
NA
NA
NA
NA
8
9
10 11
12
13
14
15
1
防错
1
特殊特性清单完成分二步完成(如下): 评审确认特殊特性清单,并持续的关注特殊特性&DFMEA&PFMEA&控制计划的对应关系,直到PPAP。
步骤1:只填写黄色部分 P3前产品工程确认并输出产品特性(KPC/PQC),供应商反馈控制手段及方法并证明满足程度,并得到奇瑞产品批准;
步骤2:填写蓝色部分 PVS到PPAP阶段,SQE进行监控测量获得分析结果
总成检验台
机
在线100%检验,SPC控制
否
阻尼力综合实验
总成检验台
机
在线100%检验,SPC控制
否
是
8.5
1.1
1.23
是
7.8
1.31 1.87
100%检验 100%检验
3
减振器5045油
340±7ml
KCC
注油工序
加注机
在线100%检验,SPC控制
是
是
NA
1.71 2.03
NA
谁?
到期日期
淅川 淅川 NA
持续 2018/9/20
NA
4
封口后高度
2.1±0.1mm