陶瓷压砖机PLC控制介绍
基于plc的压砖机控制系统设计毕业论文
毕业论文题目:基于PLC的压砖机控制系统设计作者:学号:院、系:机电工程学院专业班级:电气指导教师:2017年 5 月 20 日基于PLC的压砖机控制系统设计摘要在建筑物和其他结构的建筑中,砖是必不可少的原料,具有举足轻重的作用。
高质量的砖不仅在硬度上较强,而且在整个制造过程中产生的污染物很少,对环境的影响较低。
PLC可靠性高,控制能力强,系统程序能够随着功能参数变化灵活变化,利用PLC以上特点能够使砖制造行业地准确度和生产效率都大大提高,基于PLC的全自动压砖机具有生产质量高、生产规模大、生产效率高、系统稳定等诸多优点,另外,PLC控制系统的有着较强的抗干扰能力,工作性能稳定,波动很小。
压砖机经过改变振动频率的大小来控制砖产生的密度,通过变频器对振动频率进行控制。
本课题选用三菱系列FXPLC作为核心控制器,采用西门子MM440变频器,一套完整的全自动压机系统设计。
关键词:压砖机控制系统 PLC 变频器Design of press control system based on PLC In buildings and other structures of the building, the brick is essential raw materials, with a pivotal role. High-quality brick is not only strong in hardness, but also in the entire manufacturing process generated little pollutants, the impact on the environment is low. PLC reliability, control ability, the system program can change with the flexible changes in functional parameters, the use of PLC features can make the brick manufacturing industry to improve the accuracy and production efficiency are greatly improved, based on PLC automatic brick machine with production quality High efficiency, high production efficiency, system stability and many other advantages, in addition, PLC control system has a strong anti-interference ability, stable performance, fluctuations are small. The boring machine controls the density of the brick by changing the vibration frequency to control the vibration frequency through the frequency converter. This topic chooses the Mitsubishi series FXPLC as the core controller, uses the Siemens MM440 frequency changer, a complete automatic press system design.Key words:Press,control system,PLC,frequency converter;目录摘要............................................................................................................ I 第一章绪论.. (1)1.1 选题的目的和意义 (1)1.2 国内外制砖机的生产发展趋势 (1)1.3 本章小结 (2)第二章基于PLC控制的制砖机设计简介 (3)2.1 基于PLC控制的制砖机的组成 (3)2.2 基于PLC控制的制砖机的运行过程 (3)2.3 基于PLC控制的制砖机中传感器的选型 (4)2.4 基于PLC控制的制砖机中变频器 (5)2.4.1变频器的发展 (5)2.4.2MM440变频器 (6)2.4.3变频器的选型和设置 (6)2.5 本章小结 (8)第三章基于PLC控制的制砖机可编程控制系统的实现 (9)3.1 三菱系列PLC (9)3.1.1PLC的发展历程 (9)3.1.2FXPLC 系统的基本组成及其优点 (9)3.1.3FXPLC的接口模块 (11)3.1.4PLC的特点 (13)3.1.5可编程控制器的控制过程 (14)3.1.6PLC系统设计的基本步骤 (15)3.2 基于PLC控制的制砖机控制系统分析 (17)3.2.1基于PLC控制的制砖机的控制要求及其流程图 (17)第四章设计基自动控制制砖机控制系统 (20)4.1 设计制砖机自动控制的硬件电路和软件电路 (20)4.1.1基于PLC控制的制砖机的硬件设计 (20)4.1.2基于PLC控制的制砖机的软件设计 (21)4.2 本章小结 (23)第五章用软件实现对系统的实时监控 (24)5.1 车组态王6.53的简介 (24)5.2 创建组态王工程 (25)5.3 组态软件与PLC的通信设置 (27)5.4 变量和数据的定义 (27)5.5 基于PLC控制的制砖机的组态编程 (28)5.6 基于PLC控制的制砖机的监控画面 (29)5.7 本章小结 (30)总结 (31)参考文献 (32)致谢 (33)附录A 基于PLC控制的制砖机控制系统编程程序 (34)第一章绪论在建筑物和其他结构的建筑中,砖是必不可少的原料,具有举足轻重的作用。
PLC在压砖机中的应用
灰 等组成 的混 合 料压 制成 砖坯 ,压 好 的砖坯 经 过蒸 压
养 护后 , 即可应 用 到建 筑 领域 。 2 压 砖机 简 介
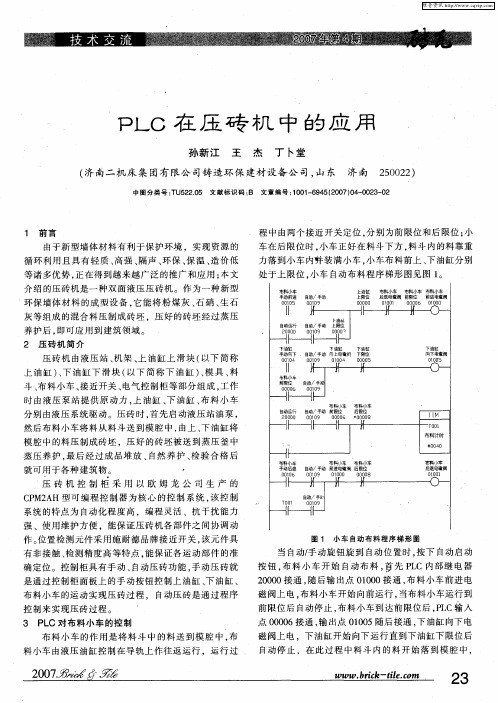
压砖 机 由液 压站 、 架 、 油缸 上 滑 块 ( 机 上 以下 简 称 上 油 缸 )下 油 缸 下 滑 块 ( 下 简 称 下 油 缸 )模 具 、 、 以 、 料 斗、 布料 小车 、 近开关 、 接 电气控 制 柜等部 分 组成 , 作 工
压 砖 机 控 制 柜 采 用 以 欧 姆 龙 公 司 生 产 的 C M2 H 型可 编 程控 制 器 为 核心 的控 制 系统 , 控 制 P A 该
系统 的特 点为 自动化 程 度高 ,编 程灵 活 、抗 干扰 能力 强 、使用 维护 方便 ,能 保证 压砖 机各 部件 之 间协 调 动 作 。 置检 测元 件 采用施 耐德 品牌接 近 开关 , 位 该元 件具 有非 接触 、 检测 精度 高 等特 点 . 保证 各 运动 部件 的准 能
后输 出点 0 0 2接 通 , 10 上油 缸 向上 电磁 阀上 电 , 上油 缸
#0 0为布 料 小 车 在前 限位 的停 留 时 间 即布 料 时 间 , 04 为 了让 料完全 填满 模腔 ,该 时 间应大 于下油 缸从 上 限 位 运行 到下 限位 所 需时 间 , 布料 时 间到后 ,时 间继 48 电器 T O O 1接通 . 而 接 通 P C输 出点 0 0 1布 料 小 从 L 10 ,
陶瓷生产线PLC与变频器的通讯
陶瓷生产线PLC与变频器的通讯
陶瓷生产线PLC与变频器是现代化陶瓷生产过程中常用的设备。
PLC(可编程逻辑控制器)是一种数字化电子设备,可以编程实现逻辑电路、顺序控制、时间控制、计数器和计时器功能。
变频器是一种能够改变电机转速的装置,通过调节电机的频率和电压实现对电机转速的控制。
在陶瓷生产中,PLC与变频器之间的通讯非常重要。
通过PLC与变频器的通讯,可以实现对变频器的远程监控和控制,提高生产效率和降低能耗。
PLC与变频器之间的通讯方式一般有以下几种:
1. 串口通讯:PLC与变频器通过串口连接,通过串口通讯可以实现基本的监控和控制功能。
PLC通过串口发送指令给变频器,变频器接收到指令后执行相应的操作,并将执行结果通过串口发送给PLC。
PLC与变频器之间的通讯需要进行正确的设置和配置,确保通讯的稳定和可靠性。
通讯的设置包括通讯协议的选择、通讯参数的设置、设备的地址分配等。
通讯的配置包括设备的参数设置、指令的编写和调试等。
1. 生产过程的控制:通过PLC与变频器的通讯,可以实现对陶瓷生产过程中的设备的自动控制。
通过调节变频器的频率和电压,可以实现对电机的转速和转向的控制。
2. 故障诊断和报警:通过PLC与变频器的通讯,可以实时监测设备的运行状态,并进行故障诊断和报警。
当设备出现故障时,PLC可以发送相应的指令给变频器,实现故障的检测和排除。
3. 数据的采集和记录:通过PLC与变频器的通讯,可以实时采集设备的运行数据,并进行记录和分析。
这些数据可以用于生产过程的优化和改进。
S7—315T系列PLC在压机大惯性部件高速运动中的应用
S7—315T系列PLC在压机大惯性部件高速运动中的应用作者:杨金辉周性聪苏龙保来源:《佛山陶瓷》2013年第05期摘要:本文以PLC控制器为平台,利用变设定值与PID控制相结合,针对超大惯性的机械运动部件,进行短距离的高速运动、高精度定位控制。
实践证明,该控制方法是有效的。
关键词:PLC;PID算法;惯性1 前言我国是陶瓷生产大国,在陶瓷地板和陶瓷墙地砖的生产中,陶瓷液压自动压砖机(以下简称压砖机)的工作频率直接决定了陶瓷厂的产量。
日益激烈的竞争,使得厂家对压砖机的性能要求越来越高。
在压砖机中,质量最大的运动部件是压制横梁,压制横梁需要从高位静止向下运动,并承受来自主缸的压力对陶瓷粉料进行施压,再返回高位。
如此循环,压制横梁的运动在整个生产过程中占了较多的时间,因此缩短其所用时间显得尤为必要。
同时,由于压制横梁轻则几吨,重则十几吨(如恒力泰公司的YP7500L型压砖机的压制横梁重17.5t),其惯性非常大。
因此,在运动控制上有一定的难度。
本文研究采用变设定值的PID控制方法,对YP系列陶瓷液压自动压砖机的压制横梁进行快速运动控制。
2 液压自动压砖机的系统构成液压自动压砖机的控制系统主要由PLC、触摸屏HMI等组成。
硬件主要包括电源模块、CPU及模块、IM174工艺模块、HMI等[1]。
(1)电源:西门子PS307,供CPU及其他模块使用。
(2)控制器:采用西门子315T-2DP,是一款具有工艺/运动控制功能的CPU。
(3)触摸屏:采用Hakko公司的10寸触摸屏V810C,触摸屏通过RS485通讯电缆与西门子315T-2DP连接,进行参数设置、位置显示等实时交换数据功能。
(4)分布式I/O-Profibus模块IM174,具有高速等时同步的特性,接受传感器反馈及控制信号输出。
(5) 16点数字量输入模块SM321,3个,8点数字量输出模块SM322,3个,用于液压系统中其他元件。
3 液压自动压砖机的系统控制原理3.1 压砖机的压制横梁运动控制原理液压自动压砖机控制系统由上位机触摸屏、PLC、液压阀、执行机构、传感器等组成。
PLC组成的瓷砖冲压机自动控制系统

PLC组成的瓷砖冲压机自动控制系统背景随着工业技术的发展,计算机技术已经成为工控领域中不可缺少的一部分。
PLC(可编程逻辑控制)用作自动化控制方案,比传统的电路控制更加便捷和精确。
在冲压机领域,PLC已成为自动控制的主力军。
本文将介绍PLC组成的瓷砖冲压机自动控制系统。
PLC的应用PLC是一种利用数字计算机的思想和方法,以及电力工程、自动控制技术、测控技术等有关学科知识和技术,组成的一种适合于工厂内部自动化现场中进行逻辑控制的操作和计算的专用电子计算机装置。
PLC主要用于数字化控制。
数字化控制是把输入信号数字化,并将其送到逻辑控制器中进行处理。
PLC通过输入模块将数字信号转换为可处理的信号,并将输出模块产生的控制信号驱动外部设备。
PLC主要有三个部分:输入模块、中央处理器和输出模块。
输入模块采集外部信号,中央处理器对采集的信号进行处理,输出模块将处理结果发送给控制对象。
瓷砖冲压机自动控制系统瓷砖冲压机是一种专门用于生产瓷砖的冲压设备。
在瓷砖冲压机中,PLC控制着冲压工艺的整个过程。
冲压机的操作过程如下:1.瓷砖放置在机床模具的上部;2.机器开始工作,压头快速下降,将瓷砖压在模具上;3.压头逐渐升起,完成冲压;4.瓷砖被送到下一工位。
为了实现自动化控制,PLC系统必须对冲压机的每个操作步骤进行控制。
通过输入模块采集各个传感器的信号,PLC可以检测到瓷砖的位置和状态,并根据实际情况进行控制。
例如,当PLC检测到瓷砖已经放置在模具上后,PLC将发送一个信号给电机,使得压头快速下降。
此外,当冲压完成后,PLC还需要发送信号给瓷砖输送系统,使得瓷砖可以被送到下一工位。
总结PLC控制是冲压机自动化控制的核心。
通过输入模块采集各个传感器的信号,PLC可以检测到冲压机的状态,并根据实际情况进行控制。
冲压机自动控制系统的实现,不仅提高了生产效率,还降低了劳动强度和人为错误的发生率,为企业的发展提供了积极影响。
基于西门子PLC控制的制砖机
1绪论在基础设施建设中,砖起着举足轻重的作用。
城镇化发展迅速,对砖的需求量越来越大。
品质好的砖不但坚硬不易碎,而且生产过程不会污染环境。
基于PLC控制的制砖机不仅能生产出高品质的砖,而且具有产量大,工作稳定,效率高等优点。
制砖机通过PLC控制[1],抗干扰能力强,工作稳定。
制砖机通过变频器控制振动频率,生产不同规格密度的砖。
本设计是使用西门子S7-200系列PLC,利用西门子MM440变频器为基础而设计的自动控制的制砖机,PLC具有良好的操控性和稳定性,利用变频器的高效转速调节生产不同规格的砖,利用组态软件实现现场监控和油泵压力数据监视。
1.1选题的目的和意义随着人民生活水平的提高,住房条件得到显著改善,近年来城镇化步伐的加快,住宅建筑量日益增大,据统计我国每年基础建设建筑量庞大,近年来增长迅速。
过去技术落后,使用柴火烧制粘土砖。
砖窑烧砖时大量使用木炭和煤炭,高耸的烟囱排出滚滚浓烟,不仅会污染大气破坏环境,而且还破坏了大量农田。
烧结粘土砖会排放大量的二氧化碳,据统计每年排放到大气中的二氧化碳超过1.7亿吨,造成了城市的酸雨和全球的温室效应。
为了减少人类对环境的破坏,2011年我国开始严格限制烧结砖的产量,并且禁止使用粘土砖。
面对庞大的市场需求,而且又必须保护好环境,减少能源的损耗,免烧制砖机的出现解决了这一棘手问题。
1.2国内外制砖机的生产发展趋势每年用于基础建设产生和北方暖气供暖所产生的能耗至少占到了我国年能耗总量的15%。
而且粘土砖在生产过程中会排放出大量的烟灰,污染严重,种种原因限制了烧结砖项目。
因此面对巨大的市场需求,免烧制砖机得到了快速发展。
免烧砖机市场中主要有:水泥砖机、液压压砖机、制砖机、砌砖机等。
全自动制砖机在市场上应用广泛,其具有自动化程度高,产量大,品质好等特点,备受欢迎!经过40多年的发展,国内外制砖机等机械设备发展迅速。
世界上许多国家的制砖机公司不断研发出新型的制砖机。
意大利有SACMI、SITI等四家公司主要生产墙地砖压制成形机械设备。
电子论文-PLC在陶瓷生产过程中的应用

PLC在陶瓷生产过程中的应用周蕾(唐山工业职业技术学院河北唐山 063020 )摘要: PLC广泛应用在工业自动化的生产控制中,主要介绍了窑炉的出入窑部分控制系统的功能,以及使用PLC设计系统的基本步骤。
关键词: PLC ;出入窑;I/O连接;梯形图中图分类号:TM571 文献标识码:BThe Application of PLC in Transmission Line of KilnZHOU Lei(Tangshan Industrial V ocation-Technical College, tangshan 063020) Abstract: PLC is widely used in the production control of industrial automation. This paper discusses the function of control system of passageway line of kiln and the basic steps of application of PLC design system.Key Words: PLC; Passageway Line; I/O connection; Ladder Diagram0 引言可编程序控制器(简称PLC或PC,即Programmable Logic Controller)是应用面极为广泛的工业控制装置,是现代工业自动化的三大支柱之首。
它弥补了工业控制中继电器、接触器控制线路存在的触点多、组合复杂、通用性和灵活性差等诸多的不足,用微电脑技术取代了以往的硬布线逻辑电路,并在此基础上发展为既有逻辑控制、定时计数等顺序控制功能,也有数字运算、数据处理、模拟量调解、操作显示、联网通讯等功能的控制系统。
由于PLC 具有结构简单、编程方便、性能优越、可靠性高等特点,所以被广泛应用在工业生产的自动控制系统中。
PLC在陶瓷行业捡砖自动化控制系统中的应用
PLC在陶瓷行业捡砖自动化控制系统中的应用作者:黄德君来源:《佛山陶瓷》 2011年第1期黄德君摘要:本文着重从系统组成及程序编写两方面,介绍利用可编程控制器(PLC)实现陶瓷行业捡砖机的自动化控制,对提高自动化控制水平、减轻工人的劳动强度、提高陶瓷行业现代化管理水平具有广泛意义。
关键词:PLC;陶瓷;捡砖机1引言随着国民经济的持续高速发展,各行业均存在不同程度的人力资源匮缺现象,为减轻工人的劳动强度,提高机器作业水平,加强自动化控制的应用是大势所趋,也是一个有效的解决途径。
在陶瓷墙地砖的生产过程中,陶瓷坯体经过窑炉高温烧成之后,需要收集起来进行下一步加工,如抛光或二次烧成等。
由于生产线传输速度较快,每分钟走砖在10块以上,而且出窑砖坯温度在80℃以上,每块砖坯的重量大约18㎏以上,工人在如此高温的环境下进行繁重的作业,体力消耗较大,容易出现体力透支、高温中暑等现象。
为了解决这一难题,本文应用PLC自动化控制技术,研发制造出专门从事陶瓷砖坯收集的自动捡砖机,既减轻工人的劳动强度,又可提高经济效益。
以下就捡砖机的系统组成和控制方面进行阐述,并说明了其系统的工作流程。
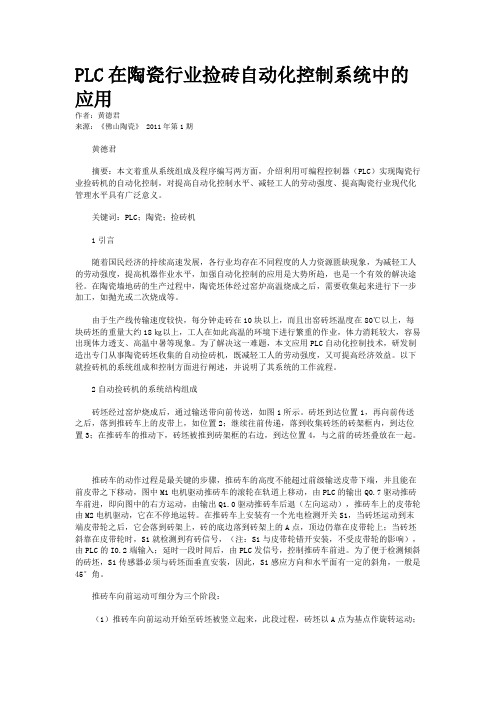
2自动捡砖机的系统结构组成砖坯经过窑炉烧成后,通过输送带向前传送,如图1所示。
砖坯到达位置1,再向前传送之后,落到推砖车上的皮带上,如位置2;继续往前传递,落到收集砖坯的砖架框内,到达位置3;在推砖车的推动下,砖坯被推到砖架框的右边,到达位置4,与之前的砖坯叠放在一起。
推砖车的动作过程是最关键的步骤,推砖车的高度不能超过前级输送皮带下端,并且能在前皮带之下移动,图中M1电机驱动推砖车的滚轮在轨道上移动,由PLC的输出Q0.7驱动推砖车前进,即向图中的右方运动,由输出Q1.0驱动推砖车后退(左向运动),推砖车上的皮带轮由M2电机驱动,它在不停地运转。
在推砖车上安装有一个光电检测开关S1,当砖坯运动到末端皮带轮之后,它会落到砖架上,砖的底边落到砖架上的A点,顶边仍靠在皮带轮上;当砖坯斜靠在皮带轮时,S1就检测到有砖信号,(注:S1与皮带轮错开安装,不受皮带轮的影响),由PLC的I0.2端输入;延时一段时间后,由PLC发信号,控制推砖车前进。
基于PLC控制的瓷砖分级打包机
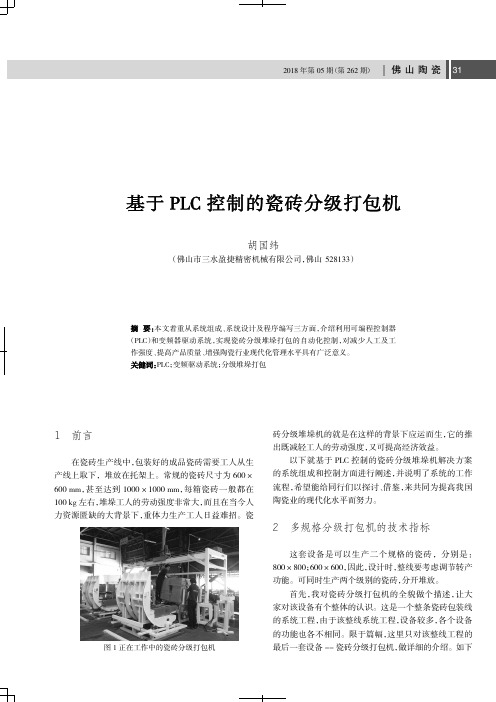
1前言在瓷砖生产线中,包装好的成品瓷砖需要工人从生产线上取下,堆放在托架上。
常规的瓷砖尺寸为600×600mm,甚至达到1000×1000mm,每箱瓷砖一般都在100kg 左右,堆垛工人的劳动强度非常大,而且在当今人力资源匮缺的大背景下,重体力生产工人日益难招。
瓷砖分级堆垛机的就是在这样的背景下应运而生,它的推出既减轻工人的劳动强度,又可提高经济效益。
以下就基于PLC 控制的瓷砖分级堆垛机解决方案的系统组成和控制方面进行阐述,并说明了系统的工作流程,希望能给同行们以探讨、借鉴,来共同为提高我国陶瓷业的现代化水平而努力。
2多规格分级打包机的技术指标这套设备是可以生产二个规格的瓷砖,分别是:800×800;600×600,因此,设计时,整线要考虑调节转产功能。
可同时生产两个级别的瓷砖,分开堆放。
首先,我对瓷砖分级打包机的全貌做个描述,让大家对该设备有个整体的认识。
这是一个整条瓷砖包装线的系统工程,由于该整线系统工程,设备较多,各个设备的功能也各不相同。
限于篇幅,这里只对该整线工程的最后一套设备--瓷砖分级打包机,做详细的介绍。
如下胡国纬(佛山市三水盈捷精密机械有限公司,佛山528133)系统设计及程序编写三方面,介绍利用可编程控制器(PLC )和变频器驱动系统,实现瓷砖分级堆垛打包的自动化控制,对减少人工及工作强度、提高产品质量、增强陶瓷行业现代化管理水平具有广泛意义。
;变频驱动系统;分级堆垛打包图1正在工作中的瓷砖分级打包机图所示,虚线中的部分,就是瓷砖分级打包机。
瓷砖分级打包机位于整条生产线的最后端,负责把生产线上出来的A、B 两个级别的整包瓷砖分开堆垛成“回”字砖垛,然后再由工人整垛捆绑,再传动到最尾端,翻转,最后由叉车叉走。
为了便于把复杂的问题分解开来,变成一个个相对独立的小系统。
我把瓷砖分级打包机分为六大系统组成,分别是:1、直角调头系统;2、瓷砖分级检测系统;3、翻转系统;4、推砖及左、中、右定位系统;5、夹砖升降及平移系统;6、整垛传动及翻转系统。
陶瓷生产线PLC与变频器的通讯
陶瓷生产线PLC与变频器的通讯随着科技的不断发展,生产自动化成为现代企业发展的趋势。
在陶瓷生产线上,PLC (可编程逻辑控制器)和变频器是两种重要的自动化设备。
它们之间的通讯能力对于生产线的稳定运行和优化生产过程至关重要。
本文将探讨陶瓷生产线上PLC与变频器的通讯方式,以及其在生产中的应用。
一、PLC与变频器的基本概念1. PLC(可编程逻辑控制器)是一种专门用于工业控制的计算机。
它能够通过编程实现对生产过程的自动控制和监控。
PLC通常用于控制生产线上的各种设备,如输送机、加工机械、输液泵等。
2. 变频器是一种用于调节电动机转速的设备。
它能够通过改变电机的供电频率来实现对电机转速的精确控制。
在陶瓷生产线上,变频器通常用于控制窑炉、进料机等设备。
二、PLC与变频器的通讯方式PLC与变频器之间的通讯可以通过多种方式实现,常见的有Modbus通讯、Profibus通讯、以太网通讯等。
1. Modbus通讯Modbus是一种常用的工业通讯协议,适用于不同厂家、不同类型的设备之间的通讯。
在陶瓷生产线上,PLC和变频器可以通过Modbus协议进行通讯,实现对变频器的控制和监控。
3. 以太网通讯以太网通讯是一种通过以太网传输数据的通讯方式,它具有传输速度快、稳定可靠的特点。
在陶瓷生产线上,PLC和变频器可以通过以太网通讯实现对变频器的远程监控和控制。
三、PLC与变频器的通讯应用在陶瓷生产线上,PLC与变频器的通讯应用非常广泛,主要体现在以下几个方面:1. 生产线控制PLC与变频器的通讯能够实现对生产线上各个设备的统一控制。
在陶瓷生产过程中,窑炉、干燥机、进料机等设备的启停、转速调节等操作均可以通过PLC与变频器的通讯实现,从而提高生产效率、降低能耗。
2. 故障诊断PLC与变频器的通讯能够实现对设备运行状态的实时监控和故障诊断。
一旦设备出现故障,PLC可以通过与变频器的通讯获取相关信息,并及时采取措施进行维修,从而减少生产中断时间,提高生产线的稳定性。
基于PLC控制的自动多规格瓷砖上砖设备
1引言以前,抛光线上砖,大多是人工完成的,工作劳动强度大。
现在,随着设备的发展及高强度工作岗位工人的日益难招,抛光线上砖机应运而生。
然而,大多数抛光线上砖设备,只能进行单一规格瓷砖的上砖,通常不具备可转换上多规格瓷砖的功能,使用范围受到限制。
为了解决这些难题,本文应用PLC 自动化控制技术,结合实际生产,不断改进优化方案,摸索总结出了以下成功解决方案,既有可转换上多规格瓷砖的功能,又性能稳定可靠,提高了设备的价值及经济效益。
以下就基于PLC 控制的抛光线多规格上砖设备的系统组成和控制方面进行阐述,并说明了系统的工作流程,希望能给同行们以探讨、借见,来共同为提高我国陶瓷业的现代化水平而努力。
2抛光线多规格上砖机的技术指标这套设备可以生产多个规格的瓷砖,主要可生产以下四种规格的瓷砖:1200mm ×600mm ;900mm ×450mm ;800mm ×800mm ;600mm ×600mm ,因此,设计时,整套设备要考虑调节转产功能。
整架砖传动系统由电机、齿轮箱及坦克链传动机构等部分级组成。
胡国纬(佛山市三水盈捷精密机械有限公司,佛山528133)系统设计及程序编写三方面,介绍利用可编程控制器(PLC )和变频器驱动系统,实现抛光线多规格上砖的自动化控制,对减少人工及工作强度、提高产品质量、增强陶瓷行业现代化管理水平具有广泛意义。
;变频驱动系统;多规格;抛光线上砖图1正在工作中的抛光线上砖机机械与设备Machine &EquipmentCopyright©博看网 . All Rights Reserved.坦克链传动机构主要是用于输送砖架与储存砖架,由链条传动输送。
坦克链传动电机由2.2KW 变频器驱动。
坦克链的传动要配合上砖系统的动作过程,在每一次上砖的过程中,都有一次前进与后退的动作,可根据砖的规格和现场情况,调整变频器的运行速度和加、减速时间,以确保每次的前进与后退过程,整架砖处于平稳状态。
上砖机控制说明
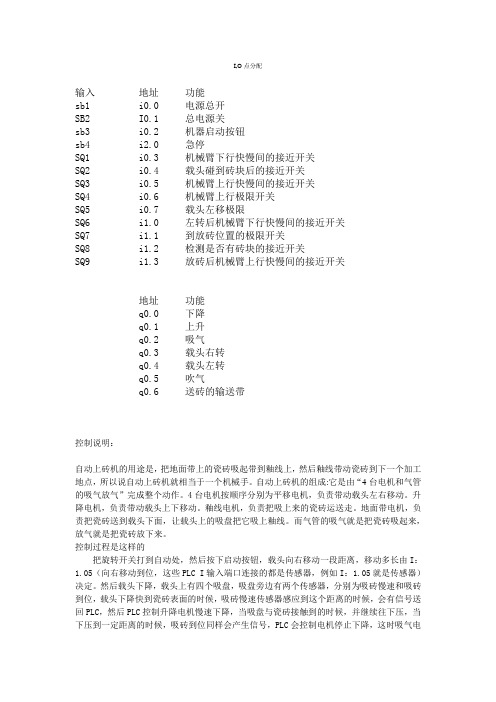
I,O点分配输入地址功能sb1 i0.0 电源总开SB2 I0.1 总电源关sb3 i0.2 机器启动按钮sb4 i2.0 急停SQ1 i0.3 机械臂下行快慢间的接近开关SQ2 i0.4 载头碰到砖块后的接近开关SQ3 i0.5 机械臂上行快慢间的接近开关SQ4 i0.6 机械臂上行极限开关SQ5 i0.7 载头左移极限SQ6 i1.0 左转后机械臂下行快慢间的接近开关SQ7 i1.1 到放砖位置的极限开关SQ8 i1.2 检测是否有砖块的接近开关SQ9 i1.3 放砖后机械臂上行快慢间的接近开关地址功能q0.0 下降q0.1 上升q0.2 吸气q0.3 载头右转q0.4 载头左转q0.5 吹气q0.6 送砖的输送带控制说明:自动上砖机的用途是,把地面带上的瓷砖吸起带到釉线上,然后釉线带动瓷砖到下一个加工地点,所以说自动上砖机就相当于一个机械手。
自动上砖机的组成:它是由“4台电机和气管的吸气放气”完成整个动作。
4台电机按顺序分别为平移电机,负责带动载头左右移动。
升降电机,负责带动载头上下移动。
釉线电机,负责把吸上来的瓷砖运送走。
地面带电机,负责把瓷砖送到载头下面,让载头上的吸盘把它吸上釉线。
而气管的吸气就是把瓷砖吸起来,放气就是把瓷砖放下来。
控制过程是这样的把旋转开关打到自动处,然后按下启动按钮,载头向右移动一段距离,移动多长由I:1.05(向右移动到位,这些PLC I输入端口连接的都是传感器,例如I:1.05就是传感器)决定。
然后载头下降,载头上有四个吸盘,吸盘旁边有两个传感器,分别为吸砖慢速和吸砖到位,载头下降快到瓷砖表面的时候,吸砖慢速传感器感应到这个距离的时候,会有信号送回PLC,然后PLC控制升降电机慢速下降,当吸盘与瓷砖接触到的时候,并继续往下压,当下压到一定距离的时候,吸砖到位同样会产生信号,PLC会控制电机停止下降,这时吸气电磁阀通电,吸盘吸气,载头上升,载头上升多少距离是由I1.09(向上到位)传感器安装的位置决定,当载头上升到这个传感器的时候,PLC控制升降电机停止上升,这时载头开始向左移动,移动到I1.03这个慢速传感器的时候,平移电机慢速转动,继续移动到I1.02向左到位传感器的时候,平移电机停止转动。
陶瓷生产线PLC与变频器的通讯
陶瓷生产线PLC与变频器的通讯陶瓷生产线是一种应用广泛的生产设备,而PLC(可编程逻辑控制器)和变频器是陶瓷生产线中常用的自动化控制设备。
PLC与变频器的通讯可以实现对陶瓷生产线的控制和监控,提高生产效率和质量。
PLC是一种可编程的数字电子计算机,它通过输入输出接口与现场设备进行连接,派发控制信号和接收设备的反馈信号。
在陶瓷生产线中,PLC可以用来控制各个工艺步骤的开关、温度、时间等参数,确保陶瓷的生产过程符合要求。
一般情况下,PLC会连接到一个主机或者上位机,通过与变频器的通讯,实现陶瓷生产线的远程监控和控制。
变频器是一种通过改变电机的工作频率来控制电机转速的设备。
在陶瓷生产线中,变频器可以用来控制旋转机械的转速,如搅拌机、研磨机等。
变频器可以接收PLC发出的速度指令,根据指令改变电机的转速,从而实现对陶瓷生产线中旋转机械的控制。
在实际应用中,PLC和变频器的通讯一般采用MODBUS协议。
MODBUS是一种通讯协议,它定义了PLC和变频器之间的通讯规则,包括通讯地址、数据格式等。
通过MODBUS协议,PLC可以向变频器发送控制指令,变频器可以向PLC发送实时数据,实现双向通讯。
在PLC和变频器的通讯中,需要设置好通讯参数,并确保通讯线路正常连接。
一般情况下,PLC和变频器的通讯参数包括通讯地址、波特率、数据位、校验位和停止位等。
这些参数需要在PLC和变频器的设置界面上进行配置,确保两者能够正常通讯。
除了通过MODBUS协议进行通讯外,还可以通过其他通讯方式实现PLC与变频器的通讯,如以太网、串口等。
无论采用何种通讯方式,都需要确保通讯稳定可靠,以保证陶瓷生产线的正常运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陶瓷全自动液压压砖机的P LC 控制系统
刘美俊
(湘潭机电高等专科学校 411101)
摘 要 介绍了陶瓷全自动液压压砖机的电气控制要求,P LC 控制系统的组成,程序设计及抗干扰措施,这是一个实用的控制系统。
关键词 P LC 压砖机 控制系统中图分类号 TP273 文献标识码 B
全自动液压压砖机是建筑陶瓷行业中至关重要的设备,陶瓷粉料经压砖机压制成形,再经烘干,施釉,烧成后即为我们日常用的瓷砖。
旧式压砖机通常采用继电器式的自动控制柜,存在结构复杂,体积大,故障率高,通用性差且控制精度不高等问题,严重影响了瓷砖的生产效率和产品质量。
由于可编程控制器具有控制功能强、可靠性好、控制程序可随工艺参数灵活改变等优点,因此,近年来,无论是进口压砖机还是国产压砖机均采用P LC 控制。
1
工作流程及控制要求
图1 压砖机的工作流程
液压压砖机的工作流程主要包括3方面:①推坯装料;②加压;③回程。
其动作程序框图如图1所示。
根据工作流程图,P LC 控制系统主要完成以下要求:①实现压砖机生产过程各工步的顺序控制,且自动
控制系统必须具有单步、单周期和连续控制3种功能。
②对各工步的时间、温度、压力额定值进行设置,具体参数由压制曲线决定。
③对冲压过程进行在线温度/压力检测及控制,并显示实时温度/压力值。
④必要的安全措施,如互锁,紧急停机,故障报警等。
2 系统组成与控制程序设计
2.1 P LC 控制系统
在本系统中,P LC 既要控制主机的运行,同时要在
线检测和控制时间、温度、压力等参数。
因此,其输入设备主要包括:方式选择开关,按钮,凸轮接近开关,旋转编码器等;输出设备主要包括:电磁阀线圈(卸压电磁阀ES1、ES2,起压电磁阀EP1,增压电磁阀EP2等),接触器以及报警与显示信号指示灯等。
综合输入/输出设备的点数,本系统选用日本三菱公司FX2-64MT 型P LC ,因为压砖机一般情况下昼夜工作且每分种的工作频率较高,所以我们选择晶体管输出这种方式,同时,FX2系列P LC 具有功能强,用户程序存贮器容量大,智能程度较高等优点。
2.2 控制程序设计
压砖机生产过程各工步的控制程序属于典型的步进顺序控制程序,我们可以用步进梯形指令(ST L 指令)很方便的绘出梯形图,而控制程序中许多在线参数
的检测(如压制次数,温度等)程序则相对棘手,本文以
・
04・全国性建材科技期刊———《陶瓷》 2001年 第3期 总第151期
每分钟压制次数的计数及压制次数的累计为例来说明
此程序的设计,其梯形图如图2所示。
图2 每分钟压制次数记数及累计程序梯形图
从图2可以看出,当M8000为ON 时,上升沿微分
输出(P LS 脉冲)使M70得电,计数C 为减数计数方式;当M8000为OFF 时,P LF 脉冲使M72得电,计数C 为加计数方式,M8014为表示“分”的数据寄存器。
将C200计数器的数乘以2再存入C221中,梯形图中X021表示“活动横梁停止”的输入信号,Y 013表示“锁
模”的输出信号,压砖机每锁一次模,C220计一个数,这样总的压制次数也就自然累计出来了,梯形图中M103是用来启动高速计数器C252的信号,图中未画出C252的具体控制过程。
本系统如果再配上上位机(如386PC 机),则可实现每分钟产品数量以及累计产品产量的动态显示。
3 抗干扰性分析
由于大多数陶瓷厂工作环境较恶劣,粉尘多,噪声大,且P LC 是24h 不间断地工作,每分钟压砖机压制次数在17次左右,这样高频率的工作,P LC 稍受干扰,将会使全厂全部停产,造成非常大的损失。
因此,在本控制系统的设计中,P LC 的抗干扰措施是我们着重考虑的问题,由于P LC 的驱动元件主要是电磁阀和交流接触器线圈,为了提高系统的可靠性,我们在P LC 输出端与驱动元件之间增加了光电隔离的过零型固态继电器AC -SSR ,如图3所示。
图3 电磁阀及交流接触器的驱动电器
从图3可以看出,P LC 输出的控制信号经晶闸管放大,驱动AC -SSR ,AC -SSR 的输出经驱动元件连接
AC220V 电压,图中M OV 为金属氧化物压敏电阻,用于保护AC -SSR ,其中电压在标称值电压以下时,M OV 阻值很大;当超过标称值时,阻值很小,在电压断开的瞬间,正好可以吸收线圈存储的能量,实践证明,这种抗干扰措施是非常有效的。
4 结语
对于本系统自动控制操作的调试,首先应保证单
步程序调试成功后,再转入单周与连续控制,且调试应在低压下进行,待上述步骤均调好后,再连接整个系统升压运行。
由于P LC 开发柔性好,可以灵活方便地进行编程和改变参数,因此,通过调整时间、温度等参数可以得到不同压制曲线,满足多种瓷砖生产工艺的需要。
本系统已运行了多年,经我们跟踪调查,系统自动化程度高,抗干扰能力强,不仅提高了劳动生产率,而且大大减轻了劳动强度,得到了用户的好评。
PLC Control System of Autom atic H yaraulic Press for Ceramic Tiles
Liu Meijun
(X iangtan Institute of Machinery &electricity )
Abstract The requirement of the electrical control system of press is introduced ,the formation of its P LC control system and interference resistance method for designing program are dem onstrated as well.Fact shows that it is a useful control system.K ey w ords P LC Press C ontrol system
・
14・全国性建材科技期刊———《陶瓷》 2001年 第3期 总第151期。