划片机的总体规划及X、θ轴设计
全自动双轴精密划片机的研制

全自动双轴精密划片机的研制YIN Shaohui;LIAO Qisheng;HU Tian;GONG Sheng;CHEN Fengjun【摘要】为提高划片机的划片质量和划片效率,研制全自动双轴精密划片机.整机采用了龙门式结构,工具轴Y 1与Y 2采用并列平行的结构设计,使用全闭环控制;旋转工作台采用DD马达直接驱动;上下料系统可实现多盘的全自动上下料.检测结果表明:Y 1/Y 2轴的全程定位精度达到1.5μm,Z 1/Z 2轴的重复定位精度达到1.0μm,工作台平面度达到4.3μm.划切试验结果表明:划切沟槽的实际深度与设计深度的最大误差为5.2μm,划切痕迹的实际位置与设计位置的最大误差为4.8μm,划切表面平整光滑,崩边小,无毛刺.与国内传统的单轴划片机相比,所研制的双轴划片机划片效率提高了80%,划片质量得到了明显提高.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2019(039)003【总页数】6页(P45-50)【关键词】自动上下料系统;定位精度;重复定位精度;崩边;相对缝宽【作者】YIN Shaohui;LIAO Qisheng;HU Tian;GONG Sheng;CHEN Fengjun 【作者单位】;;;;【正文语种】中文【中图分类】TG147;TG58精密划片机主要用于硅片、玻璃、蓝宝石、陶瓷、砷化镓、铁氧体等材料的加工,广泛应用于集成电路(IC)、半导体、LED、光学元器件等行业。
在集成电路的后封装工艺过程中,切割半导体芯片是第一道工序[1],芯片分离要求切缝窄、崩边小、裂纹少、无分层[2],设备切割的质量与效率直接影响到产品的质量和生产成本。
划片机作为半导体后序加工设备之一,受到了国内外各厂商的重视。
日本DISCO公司在1972年研制出了世界上第一台砂轮划片机[3]。
目前,市场上使用的主流划片机主要来自国外,包括日本DISCO、韩国NEONTHCH、以色列ADT等公司。
最终版本划片机流程图MY-001
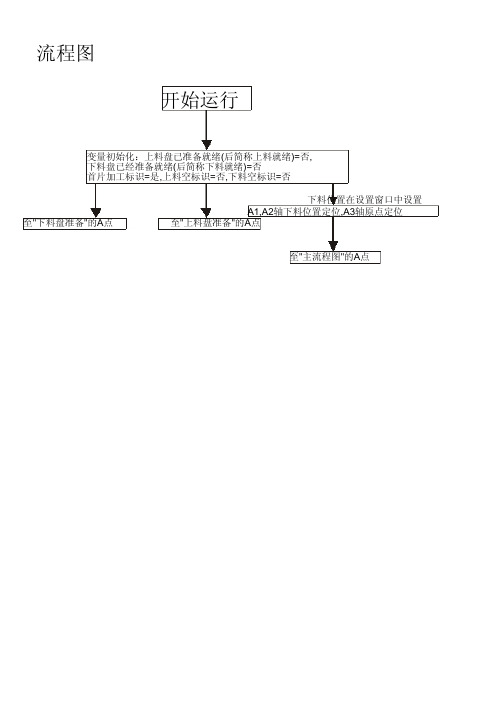
流程图开始运行变量初始化:上料盘已准备就绪(后简称上料就绪)=否,下料盘已经准备就绪(后简称下料就绪)=否首片加工标识=是,上料空标识=否,下料空标识=否下料位置在设置窗口中设置A1,A2轴下料位置定位,A3轴原点定位至"下料盘准备"的A点至"上料盘准备"的A点至"主流程图"的A点首片加 工标识=是是主流程图 上料流程1停止运 行,故障指 示,OUT9= ONIN2=ON(IN5=OFF) IN5=ON 否A 点上料空 标识||加工次 数已完成否下料空 标识否如果是首片加工,运 行程序结束,否则 至"主流程图3"的A 点结束上料流程1,启动下料流程2是延时5S 保护,停止运 行,故障指 示,OUT9=ON&& (IN6=ON) IN6=OFF弹出"下料盘为空 "对话框,OUT10=ON, 运行程序运行结束如下料盘满,弹出"下料盘已 满"对话框架,OUT10=ON 运 行程序结束否是工作台移到上料点使用回零速度是工作台X 轴移动:上料.X-下料工作台Y 轴移动:上料.Y-下料延时0.5秒,OUT4=ON上料就绪=是 && 下料就绪=是是否IN2=ON是否结束上料流程1,启动下料流程1 至"主流程图2"的A 点 否 首片加 工标识=是 是是 IN5=OFF,IN6=ON结束上料流程1,启动上料流程2停止运行,故障 指示,OUT9=ON延时5S 保护,停止运行,故障指 示,OUT9=ON否IN4=ON&&IN3=OFF是OUT3=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ONB 点OUT4=ON,OUT3=ON,首片加工标识=否 上料流程2OUT5=ONIN5=ON&&IN6=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ON否 IN2=ON是OUT4=OFF否 IN2=OFF是OUT4=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ONIN3=ON&&IN4=OFFIN2=ON是停止运行,故障指 否示,OUT9=ON延时5S 保护,停止运 行,故障指 示,OUT9=ONIN4=ON否否IN3=ON&&IN4=OFFIN4=ON 是OUT5=ON,上料就绪=否 OUT5=OFF否OUT5=OFF,下料就绪=否延时5S 保护,停止运 行,故障指 示,OUT9=ON(IN5=ON)&& (IN6=OFF)OUT=ON,10毫秒后,OUT4=OFF结束上料流程2,启动加工流程至"主流程图1"的A 点IN2=ONIN3=ON,IN4=ON否否是否A 点OUT6=ON主流程图1加工流程延时xS 在"设置"窗口中增加"定位延时"设置.XS=定位延时设置的时间OUT6=OFF延时xSOUT7=ON延时xSOUT7=OFF延时xSOUT6=OUT7=ON延时xS否 是OUT2=ON延时xSOUT6=OUT7=OFF工作台移到CCD 视频定位点(回零速度), 经过CCD 定位后,再移至加工起点进行加工.根据G 文件开始运行 A1,A2及A3轴等,开始对工件进行加工 加工结束此部分在以前的程序中已经实现过工作台移到下料点 使用回零速度 X 轴移动:下料.X-加工.X Y 轴移动:下料.Y-加工.Y首片加工标识=否结束加工流程,启动上料流程1至"主流程图"的A 点到CCD 定位流程CCD 自动调焦,(调用主界面的调焦到位的按钮功能)启用CCD 视频定位到CCD视频定位流程 工作台移动到加工起点 使用回零速度 X 轴移动:上料X-加工X Y 轴移动:上料Y-加工YA 点主流程图2下料流程1OUT4=OUT3=OUT8=ON 延时5S 保护,停止运 行,故障指 示,OUT9=ONOUT8=ON,OUT13=ON否(IN2=ON) IN4=OFF &&(IN8=ON)是OUT2=OFF,OUT4=OFF OUT13=OFF否停止运行,故障指 示,OUT9=ON否(IN2=ON) &&(IN8=ON)是行,故障指 示,OUT9 =ON(IN2=OFF) IN2=ON &&(IN8=OFF)是是OUT3=OFF OUT4=OFF OUT8=OFF OUT13=OFF延时5S 保护,停止运 IN3=ON&&IN4=OFF延时5S 保护,停止运行,故障指 IN4=ON示,OUT9=ON否是OUT5=ON,上料就绪=否停止运行,故障指 示,OUT9=ON否(IN2=ON) &&(IN8=ON)延时5S 保护,停止运行,故障指 示,OUT9=ON 工作台移到上料点 使用回零速度 工作台X 轴移动:上料.X-下料.X(IN5=OFF)IN5=ON IN5=OFF (IN6=ON)IN6=OFF IN6=ON 否工作台Y 轴移动:上料.Y-下料.Y OUT8=OFFOUT4=ON OUT13=ON,OUT3=ON停止运行,故障指 示,OUT9=ON否IN8=OFF (IN2=ON) IN3=OFF IN3=ON &&(IN8=ON) IN4=OFFIN2=ON,IN8=OFFIN4=ON&&IN3=OFFOUT2=OFF点B 的 " 图 程 流 主 " 至 延时5S 保护,停止运行,故障指 结束下料流程1,启动上料流程2 示,OUT9=ONOUT8=OFFIN3=ON IN4=ONOUT5=OFF 上料就绪=否IN2=ON,IN6=ONIN5=OFF IN5=ON,IN6=OFF延时1秒,OUT4=ON 延时0.5秒 IN3=OFF IN2=ONOUT3=OFFIN2=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ON至“主流程图”的B 点延时5S 保护,停止运 行,故障指 示,OUT9=ON延时5S 保护,停止运 行,故障指 示,OUT9=ON延时5S 保护,停止运 行,故障指示,OUT9=ON 否否否否主流程图3 下料流程2停止运 行,故障指 示,OUT9= ON否IN8=ON是IN5=OFFIN6=ON(IN5=OFF)IN5=ON && (IN6=ON) IN6=OFF 否延时5S 保护,停止运 行,故障指 示,OUT9=ON工作台移到上料点使用回零速度是工作台X 轴移动:上料.X-下料.X 工作台Y 轴移动:上料.Y-下料.Y停止运行,故障 IN3=ON IN4=ONIN8=ON否指示,OUT9=ON是OUT5=OFF A 点 OUT4=ON,OUT8=ON,首片加工标识=否延时5S 保护,停止运 行,故障指 示,OUT9=ON否延时5S 保护,停止运 行,故障指 示,OUT9=ON否 IN8=ONIN6=ON IN6=OFF IN5=OFF IN5=ON是是OUT8=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ONOUT13=ON,OUT8=ONOUT2=OFF,OUT4=OFFIN8=OFF I延时5S 保护,停止运行,故障指 示,OUT9=ON IN3=ON&&IN4=OF IN4=ON停止运行,故障指 否 示,OUT9=ONIN8=ON是否是否IN3=ON&&IN4=OFF延时5S 保护,停止运行,故障指 否 示,OUT9=ON 是OUT5=OFF否OUT5=ON(IN5=ON) IN5=OFF && (IN6=OFF) IN6=ON IN5=ON,IN6=OFF延时5S 保护,停止运 行,故障指 示,OUT9=ON弹出"上料盘已空"或"加工结束"对话 框,OUT10=ON,程序运行结束OUT13=OFF IN8=ON,IN3=ON,IN4=ON弹出"上料盘已空"或"加工结束"对话框,OUT10=ON,程序运行结束下料盘准备A 点正向限位是A5轴停止移动否IN9=OFF是否A5轴停止移动,下料就绪=是,下料空标识=否下料空标识=是下料就绪否IN9=ON否A5轴反向移动IN9=ON是是是否A5轴继续移动1mm 后停止是下料盘满反向限位A5轴正向移动否上料盘准备A点IN1=OFF是否A4轴继续移动1mm后再正向移动正向限位否上料空标识=是是A4轴反向移动IN1=ON是A4轴停止移动,否上料就绪=是,上料空标识=否负向限位是A4轴停止移动否是上料就绪否A4轴反向移动。
划片切割机的工作原理及分类
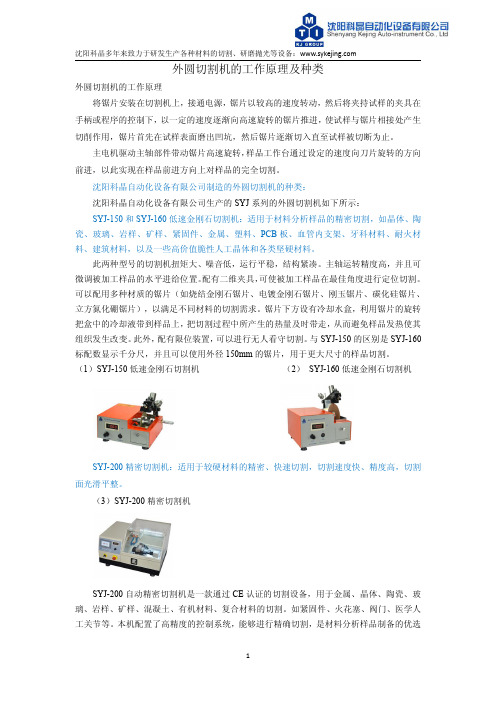
外圆切割机的工作原理及种类外圆切割机的工作原理将锯片安装在切割机上,接通电源,锯片以较高的速度转动,然后将夹持试样的夹具在手柄或程序的控制下,以一定的速度逐渐向高速旋转的锯片推进,使试样与锯片相接处产生切削作用,锯片首先在试样表面磨出凹坑,然后锯片逐渐切入直至试样被切断为止。
主电机驱动主轴部件带动锯片高速旋转,样品工作台通过设定的速度向刀片旋转的方向前进,以此实现在样品前进方向上对样品的完全切割。
沈阳科晶自动化设备有限公司制造的外圆切割机的种类:沈阳科晶自动化设备有限公司生产的SYJ系列的外圆切割机如下所示:SYJ-150和SYJ-160低速金刚石切割机:适用于材料分析样品的精密切割,如晶体、陶瓷、玻璃、岩样、矿样、紧固件、金属、塑料、PCB板、血管内支架、牙科材料、耐火材料、建筑材料,以及一些高价值脆性人工晶体和各类坚硬材料。
此两种型号的切割机扭矩大、噪音低,运行平稳,结构紧凑。
主轴运转精度高,并且可微调被加工样品的水平进给位置。
配有二维夹具,可使被加工样品在最佳角度进行定位切割。
可以配用多种材质的锯片(如烧结金刚石锯片、电镀金刚石锯片、刚玉锯片、碳化硅锯片、立方氮化硼锯片),以满足不同材料的切割需求。
锯片下方设有冷却水盒,利用锯片的旋转把盒中的冷却液带到样品上,把切割过程中所产生的热量及时带走,从而避免样品发热使其组织发生改变。
此外,配有限位装置,可以进行无人看守切割。
与SYJ-150的区别是SYJ-160标配数显示千分尺,并且可以使用外径150mm的锯片,用于更大尺寸的样品切割。
(1)SYJ-150低速金刚石切割机(2)SYJ-160低速金刚石切割机SYJ-200精密切割机:适用于较硬材料的精密、快速切割,切割速度快、精度高,切割面光滑平整。
(3)SYJ-200精密切割机SYJ-200自动精密切割机是一款通过CE认证的切割设备,用于金属、晶体、陶瓷、玻璃、岩样、矿样、混凝土、有机材料、复合材料的切割。
LED蓝宝石晶圆激光划片机
IX-210 LED激光划片机之青柳念文创作
可以停止高精度、超窄切痕、高速LED划片,可以提高LED 厂商加工晶圆的产量,每小时可以加工12片以上2英寸蓝光晶圆.这与传统砂轮切割、金刚刀钻石划片相比,成本节俭了20-30倍.
产品特点:
●加工产量高达每小时12片以上2英寸蓝光晶圆,器件优
质率超出99%.
●超窄切痕宽度可达到,使每片晶圆的芯片产量提高了
24%.
●加工质量高:无概况裂缝,无Z形区,无芯片脱落
chip-outs.
●靠得住性高:激光器免维护,可以天天24小时运行.
●显微观察系统,微加工精度高达2μm以内.
●大工作范围:X-Y轴行程范围150x150mm,Z轴行程范围
10mm.
产品应用:
●应用于高速LED激光划片
●微型钻孔
●喷墨嘴加工
●微流体器件加工
●薄膜图案化
MEMS微机械加工
IX-260 LED激光剥离机
采取紫外激光器,通过光剥离(Laser Liftoff)的工艺,对资料停止紧密加工.●采取JPSA专利技术,加工精度可达1~100μm●采取248nm或157nm紫外准分子激光器,输出平均矩形光斑●持续、高速重复的激光脉冲,适合于切削微小、可节制的资料量●应用于大尺寸、高亮度、高功率LED生产,可有效提高LED出光效率,也可用于其他高精度掩模加工。
直线电机在划片机中的应用
直线电机在划片机中的应用作者:朴宇来源:《科学与技术》2018年第08期摘要:随着计算机、通信、高性能消费电子等行业的快速发展,我国对集成电路的需求不断增加,国内包装产量远远不能满足国内市场需求。
在集成电路的后封装过程中,半导体芯片的划切是第一个过程。
由于直线电机对精度的要求较高,在我国自行研制的切屑划线机中,采用直线电机作为高精度定位送料机构。
本文从直线电机的工作原理和基本特性入手,分析了直线电机在划片机上的具体应用。
关键词:直线电机;划片机;高精度定位引言划片机是精密切割的专用设备,其主要运动是主轴沿Y轴方向的定位和步进运动。
由于主运动的定位精度决定了划片机的切割精度,对其定位精度有较高的要求。
提高零件的制造精度,减少原始误差是保证划片机定位精度的基本途径。
然而,零件的制造精度不能无限期地、任意地提高。
受工艺设备条件、技术水平和生产成本的制约。
因此,在自行研制的划片机上,直线电机用于高精度的定位送料机构。
1.划片机的结构设计与误差分配在结构设计中,传动链应尽可能短,机构应尽量简化,减少零件数量,减少误差源。
提高了结构的刚度和刚度,减小了变形误差和振动的影响。
尽可能采用运动学结构,通过最小化点接触,减少尺寸和形状误差的影响,形成必要的约束,提高精度,降低零部件接触件的加工要求,获得较高的经济加工精度。
根据上述原理设计了划片机Y轴驱动定位系统。
结构设计完成后,根据各部件对机床精度的不同影响程度,并根据实现的可能性,对各部件提出不同的精度要求和适当的精度分配,允许较大的误差和较小的误差,使各部件的误差机构中元件的尺寸与误差传递函数成反比,保证了元件的准确分配。
合理经济,实现功能与成本的最佳匹配。
通过反复的分配和调整,实现了误差的分配,从而得到较为理想的结果。
驱动系统的核心部件是步进电机,步进电机直接驱动滚珠丝杠和螺母副,使旋转变为主轴的运动。
2.直线电机结构及工作原理2.1基本结构与旋转电机相比,直线电机的接头相当于径向切割旋转电机,形成平面。
划片机结构设计

划片机结构设计主要包括以下几个部分:
工作台。
用于放置工件,并通过真空吸附原理固定工件。
刀具。
用于对工件进行切割,通常由电动气浮主轴驱动,实现高速旋转。
测高系统。
用于测量刀具与工作台之间的相对位置,以便控制切割深度。
X轴、Y轴、Z轴和θ轴。
这些轴用于控制刀具的位置和运动轨迹,实现工件的精确切割。
机器视觉系统。
用于获取工件的切割道位置,并通过图像处理技术实现对刀和划切过程的自动控制。
在划片机结构设计过程中,需要综合考虑机械结构、电气控制、光学成像等多个方面的因素,以确保划片机能够实现高精度、高效率的切割操作。
面向芯片封装划片机机械结构设计

本科毕业设计(论文)题目:面向芯片封装的划片机机械结构设计院(系):机电工程学院专业:机械设计制造及自动化班级:学生:学号:指导教师:201年0月本科毕业设计(论文)题目:面向芯片封装的划片机机械结构设计院(系):机电工程学院专业:机械设计制造及自动化班级:班学生:学号:指导教师:201年0月面向芯片封装划片机机械结构设计摘要芯片封装是三大半导体行业之一。
包装工艺包括:划线,粘膜,超声波焊接,包装,测试,包装。
划片机就是芯片封装生产线上一个器件,不过这可是第一个关键器件,它的功能是将生产的晶圆加以切割,做成单元器件,并为下一个单元晶片的接合做准备。
然而,因为和国外技术的差距比较大,所以中国划片机基本上都是从外国购买的。
为了让中国拥有自己研发制作的划片机,详细设计了划片机机的整体规划和其中的关键部件。
在阐明划线工艺要求的基础上,我们先确定了划片机的主要功能,设计了划片机各部分的原理。
然后,列出了四种不同的结构方案,分别分析它们的优缺点,仔细比较后选择其中的最优方案。
最终完成了划片机整体规划。
在下一步中,每个零件结构的初步设计都按照划线过程的要求进行,包括各轴的传输方案和相关的结构参数。
然后,根据主体的要求,对划片机的四个轴进行精心设计。
通过计算,完成X,θ,Y,Z轴的螺母机构的选择类型、导轨选择。
最后,完成划片机X,θ,Y,Z轴的装配图。
关键字:划片机;总体规划;结构设计;滚珠丝杠;步进电机;滚动直线导轨Mechanical structure design of dicing saw for chippackagingAbstractChip packaging is one of the three major semiconductor industries. Packaging processes include: scribing, mucosal, ultrasonic welding, packaging, testing, packaging. The dicing machine is a device on the chip packaging line, but this is the first key device, its function is to produce the wafer to be cut, made of unit devices, and for the next unit chip to do the preparation. However, because the gap between foreign technology and relatively large, so the Chinese dicing machine is basically purchased from foreign countries. In order to allow China to have its own R & D production of dicing machine, detailed design of the overall planning of the dicing machine and one of the key components.On the basis of clarifying the requirements of the scribing process, we first determined the main function of the dicing machine and designed the principle of each part of the dicing machine. Then, four different structural schemes are listed, and their advantages and disadvantages are analyzed respectively. After careful comparison, the optimal scheme is selected. Eventually completed the overall planning of the dicing machine.In the next step, the preliminary design of each part structure is carried out according to the requirements of the scribing process, including the transmission scheme of each axis and the related structural parameters. Then, according to the requirements of the main body, the four axes of the dicing machine are carefully designed. Through the calculation, the selection of the nut mechanism of the X, θ, Y, and Z axes is completed, and the guide rail selection is completed. Finally, complete the dicing machine X, θ, Y, Z axis assembly diagram.Key words:dicing saw ;Overall planning ;Structure design ;Ball screw;Stepper motor ;Rolling linear guide rail目录摘要 (II)Abstract (IIII)1 绪论 (11)1.1课题背景及研究意义 (11)1.2 国内外相关研究情况 (11)1.3划片机的发展过程 (22)1.4划片机的工作原理 (33)1.5本课题的主要内容 (44)2 划片机的总体方案设计 (55)2.1划片机的原理方案设计 (55)2.1.1划片机X、Y、Z轴的原理方案设计 (55)2.1.2划片机θ轴的原理方案设计 (55)2.2划片机的结构方案设计[10] (66)2.3方案可行性分析 (88)3 划片机结构参数的初步设计及相关计算 (88)3.1划片机主轴的参数的初步设计[12] (88)3.2原动机参数的初步的设计 (99)3.3 划片机X轴参数的初步设计 (99)3.4划片机θ轴参数的初步设计 (1010)3.5划片机Y轴的初步设计 (1010)3.6划片机Z轴的初步设计 (1010)4 划片机X、θ、Y、Z轴机械结构具体设计 (1010)4.1X轴机械结构的设计及计算 (1010)4.1.1X轴伺服电机的选型 (1010)4.1.2X轴滚珠丝杠的选型 (1111)4.1.3X轴直线导轨的选型 (1313)4.2轴机械结构的设计及计算 (1313)4.2.1蜗杆蜗轮副的主要参数选择 (1414)4.2.2步进电机的选型 (1616)4.2.3θ轴方向的晶片工作台幅面尺寸 (1616)4.2.4 X轴方向移动滑台幅面尺寸 (1717)4.3 Z轴机械结构的设计及计算 (1717)4.3.1 Z轴滚珠丝杠的设计 (1717)4.3.2 Z轴电机的选型 (2020)4.3.3Z轴导轨的选型 (2222)4.4 Y轴机械结构的设计和计算 (2323)4.4.1Y轴滚珠丝杠的设计 (2323)4.4.2 Y轴电机的选型 (2424)4.4.3Y轴导轨的选型 (2525)5划片机其它装置的设计 (2626)5.1夹紧装置的设计 (2626)5.2气路系统设计 (2626)5.3水路系统设计 (2626)结论 (2828)致谢 (2929)参考文献 (2929)毕业设计(论文)知识产权声明 (3131)毕业设计(论文)独创性声明 (3333)附录 (3434)1 绪论1.1课题背景及研究意义芯片封装是三大半导体行业之一。
划片机精密测高系统的设计
摘要划片机精密测高系统的设计随着科学技术的进步,21世纪半导体行业的飞速发展,划片机市场在不断的扩大。
划片机属于半导体领域中的封装设备,该设备主要用于硅集成电路、片式二、三极管、LED芯片、压电陶瓷、石英、砷化镓、蓝宝石、氧化铁、玻璃光纤的划切加工。
划片机是半导体芯片生产的第一道关键设备,其作用是把制作好的晶片切割成单元芯片,为下道粘片工序做好准备。
所以,划片机的性能直接影响芯片的产量、成品率和生产效率。
目前,国内划片机设备制造生产厂家为数不多,同时划片机技术水平还与国外先进设备存在较大的差距,在市场上缺乏竞争力。
面对现在市场的迫切需求,提高划片机的性能指标对国内半导体行业有重要意义。
针对划片机设备存在的技术问题,将划片机的测高技术作为本论文的研究方向。
测高技术是划片机的一项关键技术,测高高度的数据是切割的关键数据,关系到划片机切割的精度与可靠性,同时也关系到主轴、刀片与和工作吸盘的安全性。
为了获得精确的测量高度数据,设计了精密测高系统。
本文首先介绍了测高系统的工作原理与应用功能。
然后详细阐述了测高系统的机械结构及电控选型的方法,最后在提出了测高系统硬件设计方案的基础上,给出了测高系统的软件设计方案,其中包括程序流程和上位机监控界面的设计,同时说明了提升测高系统可靠性的设计方法。
通过实验验证,分析测试结果表明:测高系统精度在微米级,测高时切割深度≤5μm,测高系统响应时间为50ms。
基本满足测高的稳定可靠、精度高、响应快等设计要求。
关键词:划片机,封装设备,刀具,测高系统AbstractThe design of the precision measuring system of Dicing SawWith the progress of science and technology, the rapid development of semiconductor industry in twenty-first Century, the market of dicing saw is constantly expanding. Dicing saw belongs to the field of semiconductor packaging equipment, the equipment is mainly used for silicon integrated circuit chip, two, transistor, LED chip, piezoelectric ceramic, quartz, GaAs, sapphire, iron oxide, glass fiber cutting processing. Dicing saw is the first key device in the production of semiconductor chips. The function of dicing saw is to cut the chip into a cell chip and prepare for the next bonding process. Therefore, the performance of dicing saw directly affects the chip yield, yield and production efficiency. At present, there are not many manufacturers of dicing saw equipment in China. At the same time, the level of dicing saw technology is still far from that of foreign advanced equipment, and lacks competitiveness in the market. Facing the urgent needs of the market, improving the performance index of dicing saw is of great significance to the domestic semiconductor industry.Aiming at the technical problems of dicing saw equipment, the height measurement technique of scribing machine is the research direction of this paper. Height measurement technology is a key technology of dicing saw, high altitude measurement data is the key to cutting data, the accuracy and reliability of dicing saw cutting, but also is related to the main shaft and blade suction cups and job security. In order to obtain accurate measurement height data, a precise height measurement system is designed. This paper first introduces the working principle and application function of height finding system. Then expound the method of mechanical structure and electronic control type altimeter system, based on the proposed altimeter system's hardware and software design is given including the system, process design and PC monitoring interface, and explained the design method to improve the reliability of the system.Through experimental verification, the test results show that the accuracy of the measuring system is at the micrometer level, the depth of the cutting depth is 5μm, and the response time of the high system is 50ms. It basically meets the design requirements of high stability, reliability, high accuracy and fast response.Keywords:Dicing saw, packaging equipment, cutting tools, measuring system目 录第1章绪论 (1)1.1研究背景与意义 (1)1.2划片机技术简介 (1)1.3划片机的发展概况 (3)1.4本文主要研究内容 (4)第2章测高系统简介 (6)2.1测高系统的功能简介 (6)2.2测高系统工作流程简介 (8)2.3测高系统的相关参数 (9)2.4本章小结 (10)第3章测高系统电控选型 (11)3.1测高系统的机械结构简介 (11)3.2测高系统电控结构示意图 (12)3.3测高系统电机选型 (12)3.3.1 X轴电机选型 (12)3.3.2 Y轴电机选型 (15)3.3.3 Z轴电机选型 (17)3.3.4 θ轴电机选型 (19)3.3.5 主轴电机选型 (20)3.4测高系统运动控制卡选型 (20)3.5本章小结 (22)第4章测高系统的设计与实现 (23)4.1测高系统的硬件设计方案 (23)4.2测高系统的软件设计方案 (26)4.2.1 测高系统程序流程 (26)4.2.2 测高系统上位机监控界面的设计 (27)4.2.3 测高系统可靠性检测的设计与实现 (31)4.2.4 测高系统软件设计与实现 (35)4.3本章小结 (36)第5章测高系统测试 (37)5.1测高系统测试 (37)5.2本章小结 (40)第6章总结与展望 (41)6.1本文总结 (41)6.2展望 (41)参考文献 (43)作者简介 (45)致谢 (46)第1章绪论1.1研究背景与意义近年来,由于计算机、通信设备、消费电子和汽车工业的迅速发展,尤其是LED照明由于拥有更高的效率与更长的使用寿命,其使用日益普及,正越来越广泛应用于照明改造、工业照明、商业照明、街道照明以及其它众多领域,这使得包括LED在内的半导体器件的封装产业也获得了快速发展。
划片机的总体规划及Y、Z轴设计

划片机的总体规划及Y、Z轴设计摘要IC封装是半导体三大产业之一(器件设计、晶片制作和器件封装)。
其后封装工序主要包括:划片、粘片、超声球焊、封装、检测、包装。
划片机是IC后封装线上的第一道关键设备,其作用是把制作好的晶片切割成单元器件,为下一步单元晶片粘接做好准备。
但由于与国外技术存在差距,目前我国高端划片机仍然依赖进口。
为了促进IC封装设备的国产化,本设计对划片机进行了总体规划并且对关键零部件进行了详细设计在分析划片工艺要求的基础上,确定了划片机的主要功能,进而进行了划片机的各部分功能的原理方案设计。
其次,提出了四种不同的结构方案,并详细对比了其优缺点,然后确定了结构方案设计,完成了划片机的总体规划。
接下来,针对划片工艺要求,进行了各部分结构的初步设计,包括各轴的传动方案、支承方案以及相关的结构参数。
然后,根据课题要求,对划片机的Y、Z轴进行了详细设计,通过计算,分别完成了Y、Z轴的丝杠螺母机构的选型、电机的选型、导轨的选型。
最后,完成了划片机Y、Z轴的装配图。
关键字:划片机;总体规划;结构设计;滚珠丝杠;步进电机;滚动直线导轨;AbstractIC packaging is one of the semiconductor industry( device design, wafer fabrication, and packaging ) . Subsequently packaging processes include : dicing , die attach , ultrasonic ball bonding , packaging , testing and packaging. Scribing machine is the key equipment after the first line of the IC package , its role is to make a good wafer into single components , ready for the next unit wafer bonding. But because there is a gap with foreign technology , China's high- scribing machine is still dependent on imports. In order to promote the localization of IC packaging equipment , the overall plan and key components'detail design of a dicing machine are been done in this design.On the basis of analyzing the dicing process, dicing machine main function is been defined. Then the design of principal program, of each part's function, is been done. Secondly, four different structural schemes are proposed, and a detailed comparison of their advantages and disadvantages is showed in the article, and then the structure of the program design is determine, a master plan dicing machine completed.Next, for the dicing process requirements, a preliminary design of each part of the structure is completed, including the drive shaft of the program, support programs and related structural parameters. Then, according to the task requirements, Y, Z axis dicing machine are designed in detail. By calculating, the Y, the selection of screw nut body, the selection of the motor, and rail are Completed. Finally, the assembly drawing of Z-axis Y-axis are completed.Key words:Scribing machine; overall planning; structural design; ball screws; stepper motor; rolling linear guide目录1 绪论 (4)1.1 引言 (4)1.2 划片机的发展过程 (4)1.3 划片机的国内外发展现状 (5)1.4 设计任务及要求 (6)2 划片机的总体方案设计 (7)2.1 划片机的技术要求 (7)2.2 划片机的原理方案设计 (8)2.2.1 划片机砂轮驱动系统的原理方案设计 (8)2.2.2 划片机X、Y、Z轴的原理方案设计 (8)2.2.3 划片机θ轴的原理方案设计 (8)2.2.4 划片机晶片固定方案设计 (9)2.2.5 划片机晶片定位方案设计 (9)2.2.6 划片机的控制方案 (9)2.2.7 划片机的冷却、保护方案设计 (9)2.3 划片机的结构方案设计 (9)3 划片机结构参数的初步设计 (11)3.1 划片机主轴的参数的初步设计 (11)3.2 划片机晶片定位机构参数的初步设计 (12)3.3 划片机晶片固定系统参数的初步设计 (12)3.4 划片机X轴的初步设计 (12)3.5 划片机Y轴的初步设计 (14)3.6 划片机Z轴的初步设计 (14)3.7 划片机θ轴的初步设计 (14)4 划片机轴Z和Y轴的详细设计 (15)4.1 划片机Z轴的详细设计 (15)4.1.1 Z轴滚珠丝杠的设计 ..................................................... 错误!未定义书签。
国产_200mm划片机关键机构设计

i e e o me t f 2 0mm d cn nd v l p n o 0 iigma hn . c ie
22 .
空气静压主轴无刷直流驱动技术 在
1 0 mm 划 片 机 中 , 空 气 静 压 主 轴 控 制 一 5
目 前 市 场 上 各 种 通 用 控 制 系 统 及 板 卡 很 多 ,但 因其通用性带来的冗余功能, 重影响着控制效率 严 无法满足划片机高效率的要求 必须研制划片机专
般 采 用 交 流 调 频 调 速 驱 动 技 术 , 2 0 mm 及 以 上 0 的 划片机, 轴都采用无刷直流驱动技术。 主 直 流 电 机 与 交 流 电 机 的 主 要 区 别 在 电 机 结 构 上 , 流电机结构采用的是交流调频调速式同步机 交
・专 题 报 道・
电 子 工 业 专 用 设 备
E u p e tf r El c r n c P o u t M a u a t r n q im n o etoi rdcs nfcuig
国产
2 0mm 划 片 机 关 键 机 构 设 计 0
王宏智 ( 国 电 子 科 技 集 团 公 司 第 四 十 五 研 究 所 , 京 东 燕 郊 101601) 中 北
4
高效能、 速响应驱动系统 快
2 0 mm 硅 片 尺 寸 大 、密 度 高 、划 切 刀 痕 小 , 0
1 0mm 5
英 寸 ), 划 切 槽 ( s r e) 越 来 越 窄 , 一 般 在 3 ~ tet 0
划片机的总体规划及X、θ轴设计
目录摘要 (1)第一章绪论 (2)1.1 课题的研究背景 (2)1.2 划片机的发展过程 (2)1.3 三种划片机的技术比较 (3)1.4 国内外划片机的发展现状 (4)1.5 划片机的发展趋势 (5)1.6 砂轮划片机的基本功能与系统构成 (5)1.7 本课题的主要研究内容 (6)第二章IC封装的介绍及划片机的工作原理 (7)2.1 IC封装的介绍 (7)2.2 划片机的工作原理 (8)第三章划片机原理方案和结构方案设计 (11)3.1 划片机设计方案的论证 (11)3.2 划片机的原理方案及结构方案设计 (11)第四章划片机结构参数的初步设计及相关计算 (14)4.1 原动机参数的初步的设计 (14)4.2 X轴参数的初步设计 (14)4.3 θ轴参数的初步设计 (14)4.4 支承和导轨的确定 (14)4.5 砂轮主轴的确定 (15)第五章划片机X、θ轴机械结构具体设计 (16)5.1 X轴机械结构的设计及计算 (16)5.2 θ轴机械结构的设计及计算.................................................................. 错误!未定义书签。
总结 . (18)参考文献 (19)划片机的总体规划及X、θ轴设计学生:指导教师:学院摘要:IC封装是半导体三大产业之一,划片机是IC后封装线上的第一道关键设备,其作用是把制作好的晶片切割成单元器件,为下一步单元晶片粘接做好准备。
划片机切割晶片的规格一般为3-6晶片,单元晶片的外型一般为矩形或多边形。
目前,我国的半导体封装设备所用的划片机,还主要从美国、日本、新加坡引进。
为了促进划片机的国产化,本课题组开展了IC封装设备划片机的研制工作。
因此把“划片机的总体规划及X、θ轴设计”作为本次本科毕业论文的课题,既有较大的学术价值,又有广阔的应用前景。
关键词:晶片;划片机;半导体;切割。
Abstract: IC encapsulation is one of the three largest industries in semiconductor, and its first key equipment is wafer incision . Wafer incision is used to cut the chips into unit devices,preparing for the next step of bonding of unit chips.The specifications of cutting chip is usually 3 to 6 chips,and the shape of unit chips are rectangular or polygonal.Since to now ,wafer incision is used for IC encapsulation in our country is mainly introduced from America,Japan and Singapore.In order to promote the localization of wafer incision,This research group has carried out the development of IC encapsulation equipment.So we put The overall planning of wafer incision and its design of X,θaxis as the subject research of undergraduate thesis,it has great academic value and broad application prospects. Keyword:chip; wafer incision; semiconductor; cut.第一章绪论1.1 课题的研究背景IC封装是半导体三大产业之一(器件设计、晶片制作和器件封装)。
一级封装技术(划片)
• 特殊情况时可由工程部门临时指定划片膜型号。 • 紫外线光固型划片膜(俗称UV膜)使用要求: • UV膜使用时应避免高温、强光照射,使用后剩余的膜
要立即装入遮光袋中保存。 • UV膜在划片后需立即在UV-951照射机上上根据设定的
•
如产品划到中途损坏,则换新刀后先划完该片后再执行假片预切割程序。
•
预切割后所划的第一片产品自检及互检必须加严抽检。(每个点20颗芯片)
•
划片刀痕宽度X-R规格上限:刀刃厚度+30um;规格下限:刀刃厚度。
IC工程培训教材
江苏长电科技股份有限公司
检查项目
具体内容(重点)
划片关键控制点
可能的后果
去离子水供应情况 检查电阻率在加CO2前后是否符合工艺要求 水中离子对芯片侵蚀,影响产品可靠性;碎片
划片槽宽度(μm) ≥60
芯片厚度(μm) ≤600
≥55 ≥60 ≥40 ≥40
≤500 ≤600 ≤370 ≤370
IC工程培训教材
江苏长电科技股份有限公司
划片刀的寿命 当刀刃露出量小于(芯片厚度)时,需更换刀片。 1.2.2.2 当各类型刀片划满以下表格中米数时必须更换刀片。
刀片型号
米数
205O 27HEDD
划片刀型号 205O 27HEDD 205O 27HECC 104F 27HDDD KH3-0820-BF KH4-0820-EF
密度 标准 标准
低 N/A N/A
金刚石 颗粒 (um)
4~6
4~6
2~6
2~4
2~6
粘合剂 标准 标准 软 N/A N/A
划片工序作业指导
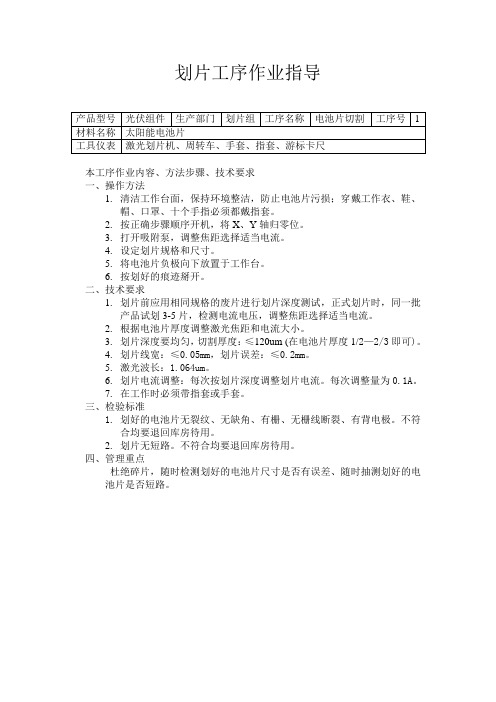
划片工序作业指导
本工序作业内容、方法步骤、技术要求
一、操作方法
1.清洁工作台面,保持环境整洁,防止电池片污损;穿戴工作衣、鞋、
帽、口罩、十个手指必须都戴指套。
2.按正确步骤顺序开机,将X、Y轴归零位。
3.打开吸附泵,调整焦距选择适当电流。
4.设定划片规格和尺寸。
5.将电池片负极向下放置于工作台。
6.按划好的痕迹掰开。
二、技术要求
1.划片前应用相同规格的废片进行划片深度测试,正式划片时,同一批
产品试划3-5片,检测电流电压,调整焦距选择适当电流。
2.根据电池片厚度调整激光焦距和电流大小。
3.划片深度要均匀,切割厚度:≤120um (在电池片厚度1/2—2/3即可)。
4.划片线宽:≤0.05mm,划片误差:≤0.2mm。
5.激光波长:1.064um。
6.划片电流调整:每次按划片深度调整划片电流。
每次调整量为0.1A。
7.在工作时必须带指套或手套。
三、检验标准
1.划好的电池片无裂纹、无缺角、有栅、无栅线断裂、有背电极。
不符
合均要退回库房待用。
2.划片无短路。
不符合均要退回库房待用。
四、管理重点
杜绝碎片,随时检测划好的电池片尺寸是否有误差、随时抽测划好的电池片是否短路。
划片机空气静压电主轴径向轴承的设计
划片机空气静压电主轴径向轴承的设计李战伟;刘婷婷【期刊名称】《电子工业专用设备》【年(卷),期】2012(041)005【摘要】径向轴承是划片机空气静压电主轴的关键零件,径向轴承的结构及尺寸直接影响转轴的高速旋转精度及工作性能。
采用表压比法对划片机空气静压电主轴径向轴承进行设计计算,确定径向轴承的结构参数。
%The journal bearing is the key part of the dicing saw's aerostatic motorized spindle. The journal bearing's structure and dimension infiuent indirectly on the spindle's rotating precision and working capacity at high speed. The journal beating of dicing saw's aerostatic motorized spindle are designed and calculated through gauge pressure ratio method, and the journal bearing's structural parameters are determined.【总页数】4页(P10-13)【作者】李战伟;刘婷婷【作者单位】北京中电科电子装备有限公司,北京100176;北京中电科电子装备有限公司,北京100176【正文语种】中文【中图分类】TH133.35【相关文献】1.钻削电主轴空气静压径向轴承润滑参数优化 [J], 喻丽华;谢庆生;李少波;黄海松2.划片机中的新型高刚度动静压气体径向轴承 [J], 魏明明;卢志伟;刘波;张君安3.划片机空气静压电主轴材料选用及加工工艺研究 [J], 贾月明;张伟4.划片机高速空气静压电主轴关键技术的研究 [J], 王明权;卫桁5.划片机气静压电主轴热变形的有限元分析 [J], 王明权;易传云因版权原因,仅展示原文概要,查看原文内容请购买。
砂轮划片机划切工艺参数优化方法
砂轮划片机划切工艺参数优化方法当前对划切参数方面的研究尚停留在人为选取方面,并没有找到划切工艺参数与设备振动量之间的对应关系。
文章主要提出了利用回归正交设计法建立振动量与划切工艺参数之间的回归方程,并利用Matlab遗传算法对所建回归方程进行迭代优化,研究结果表明此方法能够得出对应最小振动量下的最佳工艺参数组合,同时通过试验验证了最佳工艺参数选取的合理性。
标签:砂轮划片机;划切工艺参数;优化方法1划切原理分析1.1刀口刀口为钻石颗粒和结合剂粘结时形成的空穴,在刀具的划切过程中有很重要的作用,刀口最基本的功能是排屑和冷却刀具。
刀口能在高速旋转的过程中将冷却液带到划切部位,达到冷却效果。
如果刀口被堵塞,冷却效果与切削力都会受到影响。
采用不同的结合剂将造成不同形式的刀口,但无论什么形式的刀口,在划切中都起同样的功用。
1.2自锐刀具在划切过程中,由于钻石颗粒的磨损,切削力会受到影响,导致划切品质变化,这就需要刀具具有自我再生的能力,就是我们所说的自锐。
由于钻石颗粒的硬度和结合剂不同,刀具的自锐有两种方式:金刚石断裂和金刚石磨损。
金刚石的断裂是指钻石颗粒在长期的撞击之下,某些钻石颗粒会破裂,并在断裂面形成一些锐角,使刀片能够继续维持在锋利的状态。
通常钻石颗粒为氮化硼时,多产生此类自锐。
金刚石的磨损是指因为长时间的摩擦使固定钻石颗粒的结合剂减少,当结合剂少到某一种程度,同时在外力的驱使下,钻石颗粒会自然脱落,而新的钻石颗粒也会显露出来,从而达到自锐的效果。
1.3撞击当划切材料是一些硬、脆材料时,例如硅晶圆、玻璃等,在划切过程中金刚石颗粒是以撞击的形式把加工物敲碎,然后利用刀口将产生的废屑带走,如图1所示。
1.4过载当刀口的空穴被一些柔性物质堵塞后,导致刀口不能发生作用,刀具也不能达到自锐的效果,如图2所示。
2砂轮划片机划切工艺参数优化方法划片机是太阳能电池和集成电路生产中划片工序的必备关键设备之一,其精度直接影响晶片的成品率和生产效率.实际生产中,划切工艺参数的设定是影响砂轮划片机加工精度的重要因素,划切工艺参数的不合理设定会引起设备的振动加剧,而设备的振动可直接反映其加工精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录摘要 (1)第一章绪论 (2)1.1 课题的研究背景 (2)1.2 划片机的发展过程 (2)1.3 三种划片机的技术比较 (3)1.4 国内外划片机的发展现状 (4)1.5 划片机的发展趋势 (5)1.6 砂轮划片机的基本功能与系统构成 (5)1.7 本课题的主要研究内容 (6)第二章IC封装的介绍及划片机的工作原理 (7)2.1 IC封装的介绍 (7)2.2 划片机的工作原理 (8)第三章划片机原理方案和结构方案设计 (11)3.1 划片机设计方案的论证 (11)3.2 划片机的原理方案及结构方案设计 (11)第四章划片机结构参数的初步设计及相关计算 (14)4.1 原动机参数的初步的设计 (14)4.2 X轴参数的初步设计 (14)4.3 θ轴参数的初步设计 (14)4.4 支承和导轨的确定 (14)4.5 砂轮主轴的确定 (15)第五章划片机X、θ轴机械结构具体设计 (16)5.1 X轴机械结构的设计及计算 (16)5.2 θ轴机械结构的设计及计算.................................................................. 错误!未定义书签。
总结 . (18)参考文献 (19)划片机的总体规划及X、θ轴设计学生:指导教师:学院摘要:IC封装是半导体三大产业之一,划片机是IC后封装线上的第一道关键设备,其作用是把制作好的晶片切割成单元器件,为下一步单元晶片粘接做好准备。
划片机切割晶片的规格一般为3-6晶片,单元晶片的外型一般为矩形或多边形。
目前,我国的半导体封装设备所用的划片机,还主要从美国、日本、新加坡引进。
为了促进划片机的国产化,本课题组开展了IC封装设备划片机的研制工作。
因此把“划片机的总体规划及X、θ轴设计”作为本次本科毕业论文的课题,既有较大的学术价值,又有广阔的应用前景。
关键词:晶片;划片机;半导体;切割。
Abstract: IC encapsulation is one of the three largest industries in semiconductor, and its first key equipment is wafer incision . Wafer incision is used to cut the chips into unit devices,preparing for the next step of bonding of unit chips.The specifications of cutting chip is usually 3 to 6 chips,and the shape of unit chips are rectangular or polygonal.Since to now ,wafer incision is used for IC encapsulation in our country is mainly introduced from America,Japan and Singapore.In order to promote the localization of wafer incision,This research group has carried out the development of IC encapsulation equipment.So we put The overall planning of wafer incision and its design of X,θaxis as the subject research of undergraduate thesis,it has great academic value and broad application prospects. Keyword:chip; wafer incision; semiconductor; cut.第一章绪论1.1 课题的研究背景IC封装是半导体三大产业之一(器件设计、晶片制作和器件封装)。
其后封装工序主要包括:划片、粘片、超声球焊、封装、检测、包装。
划片机是IC后封装线上的第一道关键设备,其作用是把制作好的晶片切割成单元器件,为下一步单元晶片粘接做好准备。
划片机切割晶片的规格一般为3-6晶片,单元晶片的外型一般为矩形或多边形。
目前,我国的半导体封装设备(如划片机、粘片机、金丝球焊机等)还主要从美国、日本、新加坡引进。
为了促进IC封装设备的国产化,本课题组开展了IC封装设备划片机的研制工作。
因此把“划片机的总体规划及X、θ轴设计”作为本科论文的课题,既有较大的学术价值,又有广阔的应用前景[7]。
1.2 划片机的发展过程划片技术是集成电路后封装的一道工序,划片机的划片方法根据其发展过程可以分为三种:金刚石划片、激光划片和砂轮划片。
(1)金刚石划片这是最早出现的划片方法,是目前用得最少的方法,与划玻璃的原理相同。
使用锋利的金刚石尖端,以50克左右的固定载荷划出小片的分割线,再加上弯曲力矩使之分成小片。
一般来说,金刚石划片时线条宽度为6一8μm 、深度为5μm ,硅表面发生塑性变形,线条周围有微裂纹等。
如果划片时出现切屑,掰片时就可能裂开,小片的边缘又不整齐,分片就不能顺利进行。
金刚石尖有圆锥形(l点式)、四方锥形(4点式)等。
圆锥形的金刚石尖是采用其十二面体晶格上的(111>轴,并将尖端加工成半径2一5 μm的球面。
划片的成品率在很大程度上取决于金刚石尖端的加工精度及其锋利性的保持情况。
(2)激光划片第二代划片的方法是激光划片。
激光划片就是将激光呈脉冲状照射在硅片表面上,被光照的那一部分硅就会因吸收激光而被加热到10000℃的高温,并在一瞬间即气化或熔化了,使硅片留下沟槽,然后再沿沟槽进行分开的方法。
激光划片时,硅粉会粘在硅片表面上,所以还必须对硅片上的灰尘进行必要的处理。
该方法划硅片比金刚石划片的成品率高,所以曾经在一个时期内替代了金刚石划片。
但激光划片对工艺条件十分敏感。
激光功率、划片速度、焦点位置、气流压力等参数的波动或变化都会影响划片质量,致使划片深度尺寸不均匀,导致分片时容易碎片,降低成品率,增加了成本。
同时激光划片时,高温对热组织区内的材料也有很大的影响,从而影响到芯片的性能。
但激光划片相对于其他的划片技术来说,结构简单,在切割中和切割后芯片碎裂率少,无论单晶硅片薄厚,切口宽度均小于3μm,切口边缘平直、精准、光滑,能够在每片晶圆上制作并切割出更多数量的芯片。
(3)砂轮划片第三代划片机是砂轮划片机。
砂轮划片机是利用高速运转的空气静压主轴带动刀片,通过光栅尺和导轨系统的控制,将刀刃定位在加工材料上,最终形成具有一定深度和宽度的切口[1]。
砂轮划片工艺质量与主轴转速、切割速度、刀片厚度等都有一定的关系。
相对合理的主轴转速能有效地控制刀片在随主轴转动时的相对震动、有利于刀片在切割时的径向稳定性,从而提高切割质量。
刀片的切割速度决定工作效率,如果切割速度不断变大,在切割的过程中沿沟槽的刀具的速度也会变得不好控制。
切割速度会受制于待加工材料的硬度,如硅晶圆表面材料的硬度直接决定切割速度。
如果切割超硬材料时切割深度过大都不利于刀片的正常使用,并最终影响到刀片的寿命。
1.3 三种划片机的技术比较三种划片技术的比较如表1所示。
由表1可以看出,砂轮划片的加工速度、加工深度、加工宽度、加工效果等相对其他两种加工技术具有突出的优点,因此砂轮划片是目前的主流加工技术。
1.4 国内外划片机的发展现状在国外,划片机自七十年代初问世以来,发展非常迅速,应用领域也越来越广,品种也在不断增加。
刚开始时,只有日本、英国、美国三个国家的四、五个公司制造划片机,而如今俄罗斯、台湾、中国大陆也都制造出了划片机,划片机制造厂家己经发展到十多个公司[2]。
目前,国外生产划片机的厂商主要有:日本DISCO、东京精密TSK,以色列ADT,以及英国流星Loadpoint公司最初生产的划片机只是用来切割晶体管半导体硅片,只能切割最大为3英寸的硅片。
而如今,它不仅可以切割硅片,还可以切割其它的薄、脆、硬材料,应用领域越来越广泛。
日本DISCO公司生产的划片机占世界划片机销量的80%,代表着当今划片机的较高水平。
该公司在2002年12月推出了DFD636O型划片机,该机最大划片尺寸达3O0mm(12英寸),划片槽宽度达到20μm切割速度高达600mm/s,定位精度最高达0.003mm。
JPsereezAssoeiateS公司生产紫外(UV)激光划片机,可用于切割300mm直径的单晶硅圆片,采用355un或266nm的短脉冲UV激光光源,采用了高性能、超精确的气动操作台,获得了较高的速度和加速度,断面边缘光滑平直,而且划片槽仅有2.5μm宽。
我国真正研制划片机的时间较晚,基本上是从七十年代开始的。
1982年我国研制出第一台国产化的砂轮划片机,结束了当时我国划片机完全依赖进口的局面。
国产划片机设备制造商主要有:中国电子科技集团公司第45研究所、沈阳仪表科学研究院、西安捷盛电子技术有限责任公司、上海富安工厂自动化有限公司、武汉三工光电设备制造有限公司。
我国的划片机主要以中国电子科技集团第45研究所为代表,该研究所从1994年开始先后生产了HP602型(150mm)精密自动划片机,该款划片机采用恒力矩变频分相调速技术,可以减少圆片正反面的崩角情况并能够提高芯片的抗折强度,从而提高了芯片的质量,工作台采用滚动导轨;在此基础上于2004年研制了HP801型(200mm)精密自动划片机,在增大硅晶圆片一的直径的同时,也增加了硅晶圆片上芯片的数量,提高了芯片产出的效率,并达到了实用化,定位精度为士10μm;而后又研制了KS780等型号的划片机。
沈阳仪表科学研究院研制了ZSHS型自动砂轮划片机,精度达到了士5μm μm /35Omm,切割晶圆的行程为152.4mm,与当时国际上203.2mm有很大的差距,切割速度为150mm/S,与当时的国外先进的划片速度300mlm/s还相差很大。
目前,国产新型的双轴200mm(8英寸)精密自动划片机,也已进入了实用化阶段,划片槽宽度达到30~40μm。
2010年1月3日,苏州天弘激光股份有限公司推出了其第一款晶圆激光划片机TH一321型激光划片机,采用高精度的两维直线电机工作台及直驱旋转平台,划片槽宽度降低到3μm。
武汉三工光电设备制造有限公司生产的晶圆激光划片机,采用数控的工作方式,最大线切害速度为140mm/S,定位精度为士10μm。
1.5 划片机的发展趋势伴随着电子技术及相关产业的飞速发展,国际半导体业的生产已发生了巨大变化。