针织服装设计 针织服装的裁剪
针织服装裁剪课程设计案例
针织服装裁剪课程设计案例一、课程目标知识目标:1. 学生能理解并掌握针织服装的基本结构及其设计原理,包括衣身、袖子、领子等部分的裁剪方法。
2. 学生能够了解并运用不同的裁剪技巧,如直线裁剪、曲线裁剪等,并应用于实际操作中。
3. 学生能够掌握针织面料的基本特性及其在裁剪和缝制过程中的处理方法。
技能目标:1. 学生能够独立进行针织服装的纸样设计与制作,包括正确绘制和剪裁纸样。
2. 学生能够运用所学知识,合理选择裁剪工具和设备,安全高效地完成裁剪任务。
3. 学生能够通过实践操作,熟练掌握针织服装的缝制技巧,制作出符合质量要求的成品。
情感态度价值观目标:1. 学生通过课程学习,培养对服装设计和制作工作的热爱,增强对传统手工艺的尊重与传承意识。
2. 学生能够在团队协作中,学会互相尊重、沟通与协助,培养良好的团队合作精神和责任感。
3. 学生能够关注服装行业的可持续发展,注重环保和资源利用,形成绿色设计理念。
课程性质:本课程为实践性较强的专业课,结合理论知识与实际操作,培养学生的动手能力和创新能力。
学生特点:学生处于中等职业教育阶段,具备一定的手工制作基础和审美能力,对新颖事物充满好奇心。
教学要求:教师应注重理论与实践相结合,关注个体差异,激发学生的学习兴趣,引导学生主动参与,培养其创新意识和实际操作能力。
同时,注重培养学生的职业素养和道德观念。
通过课程学习,使学生在知识、技能和情感态度价值观方面取得具体的学习成果。
二、教学内容1. 针织服装设计原理:讲解针织服装的基本结构、设计要素和款式变化,使学生掌握服装设计的基本原理。
- 教材章节:第二章《针织服装设计基础》2. 针织面料特性与处理方法:介绍针织面料的特点、分类及其在裁剪和缝制过程中的处理技巧。
- 教材章节:第三章《针织面料及其特性》3. 纸样设计与制作:教授如何根据设计图绘制纸样,包括衣身、袖子、领子等部件的绘制和剪裁方法。
- 教材章节:第四章《纸样设计与制作》4. 裁剪技巧与设备使用:讲解直线裁剪、曲线裁剪等裁剪技巧,指导学生正确使用裁剪工具和设备。
“纯真烂漫”针织服装的设计与制作
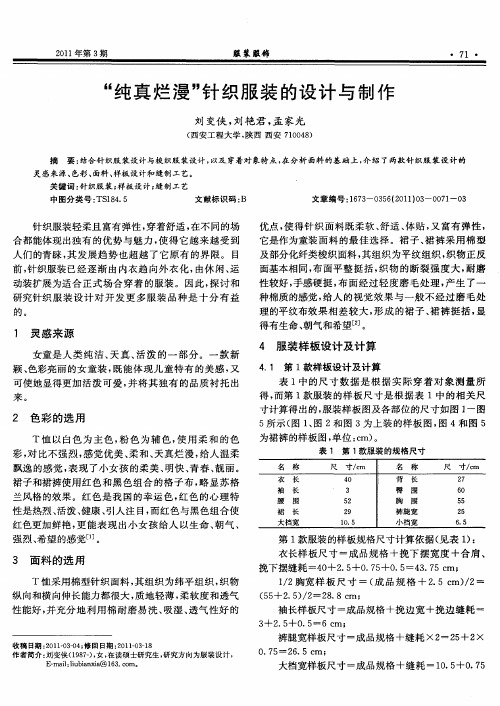
5所示 ( 1 图 2和 图 3为上 装 的样 板 图 , 4和 图 5 图 、 图 为裙 裤 的样 板 图 , 位 :m) 单 c 。
表 1 第 1 款服装的规格尺寸
名
衣
称
长
尺
寸/ m c
4 0
名
背
称
灵感来 源、 色彩 、 面料 、 板 设 计 和 缝 制 工 艺 。 样 关 键 词 : 织服 装 ; 板 设 计 ; 制 工 艺 针 样 缝 中图分类号 : 145 TS 8 . 文献标识码 : B 文章 编 号 :6 3 0 5 (0 1O 一O 7 -0 1 7 - 3 6 2 1 )3 O 1 3
裤腿 宽样 板尺 寸 一成 品规格 +缝耗 ×2 5 2 —2 + ×
0 5— 2 . m : .7 6 5c
大档宽样 板 尺寸 一成 品规 格 +缝 耗 一1. +07 05 .5
21 年第 3 01 期
服 装服饰
・ 3・ 7
得平 淡无 奇 的棉 型 针织 T恤 衫 显 得 活 泼生 动 、 真 可 天
爱 。红黑 格子 布组 成 的裙 子 , 褶 裥 和 白色 的小 蝴 蝶 有 结进 行装 饰 , 别有 一 番风趣 。两款 服 装经 过装 饰 , 显 彰
针 织服 装 轻柔 且 富有 弹性 , 着 舒适 , 不 同 的场 穿 在 合 都 能体现 出独 有 的优 势 与魅 力 , 得 它 越 来 越 受 到 使
优 点 , 得针 织 面 料 既 柔 软 、 适 、 贴 , 富 有 弹 性 , 使 舒 体 又
它是 作 为童装 面 料 的最 佳 选 择 。裙 子 、 裤 采 用 棉 型 裙
针织服装加工基础知识(
针织服装加工基础知识针织服装大都是以棉和化纤棉纱为原料,其特点是柔软、有弹性、透气、吸汗、穿着舒适,如运动服和内衣等。
针织服装作为服装除了有和梭织服装的共性方面外,还具有其特性。
工艺流程:纺纱→编织→验布→裁剪→缝制→整烫→检验(一)纺纱纺纱的目的是使进厂的棉纱卷绕成一定结构与规格的卷装筒子,以适合针织生产之用。
在纺纱过程中要消除纱线上存在的一些疵点,同时使纱线具有一定的均匀的张力,对纱线进行必要的辅助处理,如上蜡、上油等,以改善纱线的编织性能,提高生产效率和改善产品质量。
(二)编织编织是通过织机使纱线组织成线卷互相串套而成为织物的过程。
这也是针织服装和梭织服装的根本区别。
编织方法可分为纬编和经编两大类,作为针织用衣的面料大都是纬编织物。
纬编是将一根或数根纱线由纬向喂入针织机的工作针上,使纱线顺序地弯曲成圈,且加以串套而形成纬编针织物。
用来编织这种针织物的机器称为纬编针织机。
纬编对加工纱线的种类和线密度有较大的适应性,所生产的针织物的品种也甚为广泛。
纬编针织物的品种繁多,既能织成各种组织的内外衣用坯布,又可编织成单件的成形和部分成形产品,同时纬编的工艺过程和机器结构比较简单,易于操作,机器的生产效率比较高,因此,纬编在针织工业中比重较大。
纬编针织机的类型很多,一般都以针床数量,针床形式和用针类别等来区分。
经编是由一组或几组平行排列的纱线分别排列在织针上,同时沿纵向编织而成。
用来编织这种针织物的机器称为经编针织机。
一般经编织物的脱散性和延伸性比纬编织物小,其结构和外形的稳定性较好,它的用途也较广,除可生产衣用面料外,还可生产蚊帐、窗帘、花边装饰织物、医用织物等等,经编机同样也可以以针床、织针针型来进行区分。
(三)验布由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录。
针织技术与针织服装
针织服装以针织面料为主要材料制作而成或用针织方法直接编织而成的服装。
分类适用对象儿童男式女式穿着方式内衣中衣外衣按照生产方式成型非成型裁剪类毛衫类针织面料的特性以及与缝制工艺的关系1.针织面料的拉伸性能好,线圈的圈柱与圈弧可以相互发生转移;2.针织面料的脱散性能;3.针织面料的卷边形方面;4.针织面料的透气性和吸湿性方面;5.针织面料的勾丝与起毛、起球;6.针织面料的抗剪性能方面;7.针织面料纬斜性;8.针织面料的工艺回缩性。
人体体型与测量基准线:根据人体测量的需要,同时也考虑到这些线应具有明显性、固定性、易测性和代表性等特点而在人体测量试确定的线。
人体比例人体测量时的测量要领净尺寸测量;定点测量;厘米制测量。
注意事项被测量者测量顺序横向测量时软尺测量时软尺人体体型分类线迹与缝型线迹:在缝制过程中,缝针带着缝线穿刺缝料后,在缝料上相邻两个针眼之间所配置的缝线的形式。
缝型:即缝口的结构形式,指一定数量的缝料以某种线迹在缝纫过程中的配置形态。
缝制过程中两个基本的要素针织服装常用的线迹类型缝型的表示针织服装设计——款式省道线;是衣服表面多余部分经处理而呈现的暗缝线。
轮廓线:构成服装外形特征以及风格的主要体现,是服装流行更迭、变换的主要变化要素。
针织服装设计的基本造型要素针织服装构成的形式美法则比如:节奏是指构成服装的各要素进行有秩序、有规律的反复和变化。
针织服装设计——色彩常用的服装配色方法有色彩对比法和色彩调和法。
针织服装设计——规格尺寸示明规格:为了生产管理和销售方便,一般选用一个或两个比较典型部位的尺寸来表明服装适穿对象的体态特征或服装的大小,即为示明规格服装示明规格的表示方法号型制,胸围制,代号制,领围制设计能进行服装设计、绘图,进行款式分析、说明构思、设计灵感等。
差别化纤维样板设计规格演算法:根据服装款式的要求与适穿对象的体型来确定服装的规格尺寸,以规格尺寸、衣片形状及测量部位为主要依据,结合其他影响因素进行样板设计的方法。
真丝针织服装设计与缝制

i n v a i r e t y a t l o w p i r c e . T h i s p a p e r c o n d u c t s i n v e s t i g a t i o n o f t h e p r o d u c t i o n a n d o p e r a t i o n s t a t e o f s e v e r a l m a j o r s i l k k n i t t e d a p p a r e l e n t e r p i r s e s i n J i a n g s u , Z h e j i a n g a n d S h a n g h a i .T h e e s s e n t i a l f a c t o r s a r e a s f o l l o w s : p o o r d e s i g n l e v e l ,o u t d a t e d
Xl A Ya n
( C o l l e g e o f T e x t i l e& C l o t h i n g , J i a n g n a n U n i v e r s i t y , Wu x i 2 1 4 1 2 2 ,C h i n a )
Ab s t r a c t :N o w a d a y s t h e r e a r e l a r g e a mo u n t s o f s i l k k n i t t e d c l o t h e s s o l d i n C h i n a ,b u t t h e y a r e o f l o w q u a l i t y a n d s c a r c e
摘要 : 基 于 中国 目前 真丝针 织服 装数 量 虽 多, 但 品种 单调 、 档 次不 高、 价 格低 廉 的现 状 , 对 苏浙 沪等地
第一章针织毛衫概述--01
羊毛衫是用毛纱或毛型化纤纱编织成的针织服 装的总称。羊毛衫质地柔软、弹性好,是比较 理想的保暖服装,并由于它的款式和花型变化 快、绚丽多彩,所以还是一种艺术装饰品。随 着人们消费水平的提高,追求个性及自然美, 羊毛衫格外受到青睐,近年来,随着家用编织 机(横机)进入普通的家庭及市场上供应各种 花色品种原料的增多,羊毛衫已成为男女老少, 四季咸宜最普通的针织服装。
三针织服装设计教学时间安排36学时28第一章针织毛衫概述6学时第二章针织毛衫设计的基本要素第三章针织毛衫的设计创意6学时第四章针织毛衫设计的表达6学时第五章流行与针织毛衫设计6学时第六章针织毛衫的品牌规划设计6学时第七章针织服装的裁剪4学时第八章针织服装的缝制8学时第九章针织品的整理4学时针织服装设计与制作12学时第一章主要内容包括第一章针织毛衫概述第一节针织毛衫的特点与分类一针织毛衫的特点二针织毛衫的分类第二节针织物的结构性能一弹性第三节针织毛衫的历史演变与流行一针织毛衫的起源与发展二我国针织服装的发展状况三针织毛衫的发展趋势羊毛衫是用毛纱或毛型化纤纱编织成的针织服装的总称
二、《针织服装设计》内容、学习方法
针织服装专业理论是针织专业与服装专业的交叉学科,在第三章 针织服装款式设计中,根据针织面料、装饰工艺特点,讲述针织服 装的款式设计特点。第四章全面地阐述针织外衣、内衣的规格设计 方法。针织服装的制图及纸样设计分两章内容介绍,第五章主要讲 述针织服装的比例分配法制图原理,第六章的纸样设计,针对行业 中现行的比例分配法、经验法已不能适应针织服装日新月异的变化, 在女装基本纸样的基础上,结合针织服装不存在省道和面料的特点, 提出并建立了针织服装基本纸样,同时系统地讲述了运用针织服装 基本纸样进行不同廓型服装的设计方法,为适应针织服装的款式变 化提供了广阔的空间。同时对针织服装的裁剪、缝制、整理等内容 也进行系统的讲述。 本书以服装设计理论为主线,针对针织服装外衣化、时装化趋势, 重点讲述针织外衣的款式设计、规格设计、纸样设计和缝制工艺, 并注意阐述与梭织服装的区别。
针织服装设计课程教学大纲

《针织服装设计》课程教学大纲总学时数:60 其中实验学时:40学分:3.5适用专业:服装设计与工程、服装设计执笔者:薛福平编写日期:2006年一、课程的性质、目的和任务针织服装是服装设计与工程和服装设计专业的限选课,主要讲述针织服装的根本概念、面料选择、款式设计特点、规格设计、结构原理与针织服装的裁剪、缝制、整理等内容,通过学习,使学生掌握针织服装在款式、结构和缝制工艺设计中的特点,把握与梭织服装的不同之处,适应针织服装开展对人才的要求。
二、课程教学的根本要求①了解针织服装的根本概念,生产工艺流程。
②熟悉常用针织面料的种类与技术指标。
③掌握针织服装的款式、规格和结构设计特点。
④掌握针织服装的裁剪、缝制和整理工艺。
⑤了解针织内衣的服用知识。
三、课程的教学内容、重点和难点第一章概述〔2学时〕1、根本内容:①针织服装与分类。
②针织服装的生产工艺流程。
③针织服装的开展。
2、根本要求:①针织服装与分类。
②针织服装的生产工艺流程。
第二章针织面料的选择〔4学时〕1、根本内容:①针织坯布的分类。
②常用针织面料与性能。
③常用针织面料性能对服装设计的影响。
④常用纬编针织面料与辅料规格。
2、根本要求:第三章针织服装的款式设计〔4学时〕1、根本内容:①针织服装的款式设计与特点。
②针织服装的局部结构与其处理。
③款式图。
2、根本要求:①掌握针织服装的款式设计与特点。
第四章针织服装规格设计〔2学时〕1、根本内容:①针织内衣的规格设计。
②针织外衣的规格设计。
2、根本要求:①掌握针织内衣的规格设计方法。
②掌握针织外衣的规格设计方法。
第五章针织服装的结构设计〔6学时〕1、根本内容:①针织女装根本纸样。
②针织女装根本纸样放量的设计原那么和方法。
③针织服装纸样设计。
④针织服装的制版。
2、根本要求:①掌握针织女装根本纸样②针织女装根本纸样放量的设计原那么和方法。
③掌握运用针织女装根本纸样进展不同廓形针织服装的设计方法。
第六章针织服装的裁剪〔2学时〕1、根本内容:①裁剪前的准备。
针织服装特性改良及适宜的裁剪和缝制工艺
针织 面 料 具 有拉 伸 性及 可 回复 性 的特 点 ,使 得 其尺 寸稳 定 性 受影 响 ,衣 服 易 变形 ,但 同 时也使 其 具 有 良好
适体 性 ,能显 现 人体 的线 条 ,具 有 良好 的运动 功 能 和舒 适性 。
针织服 装所具有 的脱 散性使 得其服用 寿命 大大减
来。
3适宜 的裁剪手段
脱散 、卷 边 、柔 软 高 弹 等 的特 性 ,决 定 了针 织 面料
织机上直接编织成成衣 。从结构和原料方面来考虑 ,针
织服 装还 具 有拉 伸 性 、脱 散 性 、卷 边 性 、易 钩丝 起 毛 起
球 、抗 剪性 、易纬 斜 性 、工 艺 回缩 性 等特 性 。 因此 在 针
适的 工艺 流 程 ,介 绍 适合 针 织面 料 的 裁剪 手 段 以及 适 宜
的缝 制 技 术 要 求 。研 究 和 探 索 针 织 服 装 适 用 范 围 的 扩
由于针 织 物 结构 的松散 性 ,使得 其 在 服 用过 程 中 易
产 生钩 丝 、起 毛 起球 等 不 良现 象 。 但是 这 种不 良现 象也 是 可 以有 效 克服 并 加 以利 用 的 ,如 对针 织 物进 行 起 绒 、
改织 成新 的款 式 ,可 重复 利用 性能优 良。 单面 、纬 编 针织 物 一般 具 有 卷边 性 ,使 得 其 裁 剪或
易纬斜性、工艺 回缩性等缺点 ,探索将其不 良性能合理 外观 等 受 到影 响 ,但 如 果 加 以合 理 利用 的话 ,也 可 以作 1 ] 利用 并转 化 成优 良特 性 的途径 ,并 结合 现 代 针织 服 装 合 为一 种特 殊 的装饰 ,带来 意想 不到 的好 的视 觉效 果_。
的裁剪不能采用与梭织面料同样的裁剪方式。同时,由 于其抗剪性 、工艺回缩性能不 良特性 ,使得针织面料必
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第七章针织服装的裁剪
第一节裁剪前的准备
第二节裁剪方案的制定(略)
第三节裁剪工程
第四节净坯用料计算
第一节裁剪前的准备
一、棉针织物门幅的确定
二、合成纤维的门幅确定
三、对色、配料
四、验布
五、回缩
一、棉针织物门幅的确定
棉针织物光坯布的实际门幅是由轧光定型工序所确定的。
(一)轧光定型的作用
由于棉针织物在漂染加工中,受到一定的拉伸,产生长度伸长、门幅缩小、丝缕歪斜等现象,因而轧光定型的作
用即是:
1、改善织物的品质:纠正丝缕歪斜、使布面平整并具有
一定的光泽。
2、定型坯布幅宽:坯布轧光幅度的大小是根据坯布类别、
织造的筒径、密度标准(部颁标准)和坯布的缩率,再
结合各厂具体染整的工艺条件和经验而决定的。
(二)扎光定型的种类
轧光幅度以每隔2.5cm为一档。
分:
1、涨轧:经轧光后使坯布门幅加宽。
常用于绒布织物,因针
织绒布织物经拉绒后,长度伸长,因而绒布织物一般采用涨轧二档或三档。
2、平轧:经轧光后使坯布门幅不变。
棉毛织物由于其结构的紧
密性,在加工过程中变形较小,一般采用平扎或缩轧一档。
3、缩轧:经轧光后使坯布门幅缩小。
一般汗布类等单面织物采
用缩轧二档或三档。
因为轧光幅度为每隔2.5cm为一档(指筒状宽度),因而棉针织物光坯布的幅宽规格以5cm分档,与内衣规格的档差5cm形成对应的关系,不同规格的成衣选用不同幅宽的织物,对应由不同筒径针织机编织。
这就是针织坯布规格的多样性的特点,同时不同规格的成衣选用不同幅宽的光坯布,构成以上的原因之一。
二、合成纤维织物的门幅确定
合成纤维织物的门幅确定是通过热定型获得的。
热定型的作用:获得平整的布面;
降低收缩率;
提高尺寸的稳定性和抗皱性;
改善织物的风格;
调整织物门幅;
使织物达到规定的幅宽和克重。
热定型方法;干坯布定型:热风定型。
染前定型;
染后定型等多种方法。
三、对色、配料
1、对色配料
裁剪前应将主料(大身料)及辅料(领、袖、裤口罗纹等)进行比色配料和数量核对,务使产品各零部件色泽基本一致,并使数量配套。
为了减少“色差”,生产中也有将一批货所需的主料及辅料在染色前配好,采用统一锅染色处理,以避免主料和副料不同锅的染色所带来的色差。
2、数量核对
针织面料以称重的方法备料,以10件重量克数计算。
四、验布
因为针织坯布的疵点较多,所以验布是必需的工序,而且工作量较大,验布工作质量的好坏将直接影响成衣产品的合格率。
圆筒形针织物应检查坯布的两面。
发现漏针、破洞、断线、油针、花针及染整疵点的地方做上明显的记号,如用木夹、不同色线或色笔做不同标记并做好坯布质量记录。
五、回缩
经过轧光、定型、验布,针织坯布还需在平摊的状态下,堆置24小时以上,使坯布得到充分的自然回缩,在铺料裁剪前使线圈形态处于稳定状态,以降
第三节裁剪工程
针织服装的裁剪包括提缝、铺料、借疵、排料、裁剪、验片、打号等工序。
一、提缝
针织产品根据排料裁剪的要求,需要把圆筒形针织物的布边折痕提转到坯布中央位置,通过裁剪消除。
见教材P110图7-2。
二、铺料、借疵
铺料就是按工艺技术要求和裁剪方案所确定的铺料长度、层数和床数将布料平铺在裁床上的工艺操作过程,由于针织面料的织造疵点较多,在铺料、断料过程中还应进行借疵,即将坯布上的疵点借到裁耗部位或合缝处,如果属材料使用。
三、排料、划样
(一)排料的工艺要求
(二)排料方法
外衣排料在实践中归纳为20个字即:先大后小,紧密套排,缺口合并,大小搭配,避免色差。
针织坯布内衣产品常用的套裁排料方法有下列几种:
1.平套法:
2.斜套法:一般用于合肩产品。
3.镶套法:样板的一端镶进样板另一端的空档内,如背心样板的排料。
4.拼接套法:样板与样板相接的两侧空档,用作拼角或拼档,如棉毛裤的样板就采用这种排料方法。
5.循环连续排料法:如领子的排料。
(三)划样
第四节净坯用料计算
一、用料计算的方法
二、用料计算中的有关概念
三、用料计算
一、用料计算的方法
针织面料一般是以重量公斤数做为交易或核算依据的。
工艺计算中以十件产品的耗用公斤数为单位,根据生产任务总件数,求得总重量的方法进行的。
一、用料计算的方法
(一)主料、辅料分类计算
产品用料中,主料包括衣身、袖子、裤身、裆;辅料包括领口、袖口、裤口、下摆罗纹、滚边布等都应一一计算,不能遗漏。
(二)不同规格、幅宽要分别计算
不同规格的产品,选用不同幅宽的面料,应分别计算其用料,然后再相加。
(三)不同织物组织分别计算
(四)不同原料分别计算
二、用料计算中的有关概念
1.段耗与段耗率:段耗是指铺料过程中断料所产生的损耗,段耗的多少用段耗率来表示。
计算公式为:
段耗率=段耗重量/投料重量×100%
段耗产生的原因:
①机头布;
②无法躲避的残疵断料;
③不够铺料长度,又不能裁制单件产品的余料;
④落料不齐而使用料增加的部分。
段耗率的大小与针织坯布的质量和工人技术
常用针织坯布的裁剪段耗率参考值
2.裁耗与裁耗率
裁耗是指排料、裁剪过程中所产生的损耗。
是反映排料是否合理紧凑的一项指标。
裁耗的多少用裁耗率来表示。
计算公式为:
裁耗率=裁耗重量/段料重量×100%
=裁耗重量/(衣片重量+裁耗重量)×100%
=裁耗重量/(投料重量-段耗重量×100%
3.成衣制成率
成衣制成率是指被制成衣服的坯布重量与投料总重量之比。
计算公式为:
成衣制成率=成衣重量/投料重量×100%
4.坯布的回潮率
坯布的回潮率是指坯布的含水量与干重之比,计算公式为:
坯布的回潮率=(坯布湿重-坯布干重)/坯布干重×100%
在计算坯布用料时,用于坯布干重与湿重之间的换算。
三、用料计算
(一)主料计算
1.10件产品用料面积(平方米)
10件产品用料面积(㎡)=(段长×门幅×2×段数)/(1-段耗率)
2.10件产品用料重量(㎏)
10件产品用料重量(㎏)
=10件产品用料面积(㎡)×干重(g/㎡)×(1+回潮率)/1000
10件产品毛坯重量(㎏)=10件产品用料重量(㎏)/(1-染整损耗率)(二)辅料计算
针织服装的辅料主要包括衣裤中各种边口罗纹、领子、门襟、口袋及滚边、贴边等辅料用布,与主料使用面料相同的或可以通过样板套料的方法计算出用料面积的,计算方法同的计算。
1.罗纹用料计算
罗纹用料一般以罗纹针筒针数、所用原料、用纱规格为依据,确定其每厘米长度的干燥重量,然后根据每件产品耗用罗纹的长度,计算出其重量。
计算方法如下:
(1)每件产品领口(或下摆)罗纹重量(g)=
每件产品罗纹样板长度(㎝)×干重(g/㎝)×(1+坯布回潮率)(2)每件产品袖口(或裤口)罗纹重量(g)=
每件产品罗纹样板长度(㎝)×2×干重(g/㎝)×(1+坯布回潮率)其中罗纹布每厘米干重见表7-3P118。
2、滚边用料
滚边用料一般使用横料,也就是说滚边料长度方向是针织坯布的幅宽方向(横向),滚边料的宽度(或段长)为针织布的长度方向(直向);滚边部位一般是领口、袖口、裤口、下摆。
滚边用料的计算仍然是先求出一件产品的用料面积,然后再换算成重量的方法。
(1)滚边用料长度的计算:
依据:滚边部位的规格;
缝耗;
两件产品部位之间的间隙,约1~1.5㎝;
滚边布的拉伸率:一般坯布为5%—10%,罗纹坯布为15%。
每件产品滚边用料的长度(㎝)=
[ 滚边部位规格㎝+缝耗0.75㎝]×(1-拉伸率)+1~1.5㎝
(2 )滚边计算用料宽度的计算:
依据:滚边部位滚边宽规格;
滚边折边量,一般为:0.5-0.75㎝;
拉伸扩张损耗,即由于横向的拉伸,宽度变窄,一般计0.5㎝。
每件产品滚边用料(双面)的宽度(㎝) =
滚边宽成品规格×2+滚边折边0.75㎝×2+扩张损耗0.5㎝每件产品(单面)滚边用料的宽度(㎝) =
滚边宽成品规格×2+滚边折边0.75㎝+扩张损耗0.5㎝(3)每件产品滚边用料计算:
每件产品滚边用料面积(㎡)=
(4)每件产品滚边用料重量的计算:
每件产品滚边用料重量(kg)=
3.缝线用量计算:
缝线用料的计算有两种方法,一种是以十件产品耗的长度为参考,计算缝制一件产品需要线迹的长度。