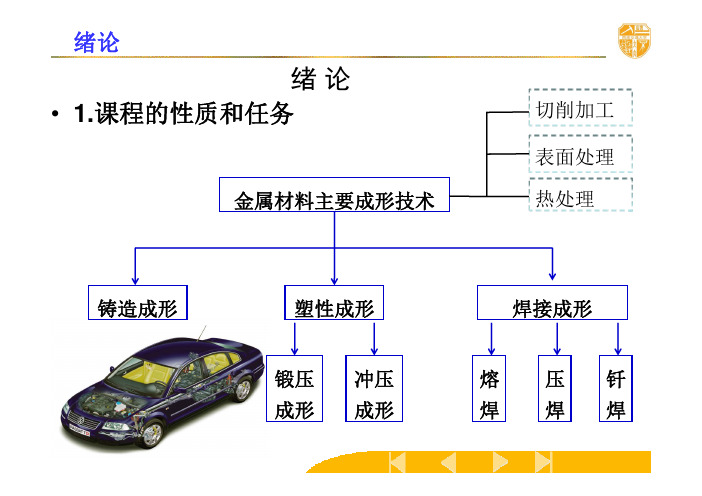
材料成型技术 铸造 绪论
铸造成型技术

第一章铸造成型技术铸造:将液态金属浇注到与零件尺寸、形状相适应的铸型型腔中,待其冷却凝固后,获得一定形状的毛坯或零件的方法。
铸件:采用铸造方法铸出的金属制品。
铸造生产的特点1.适应范围广,工艺灵活性大(材料、大小、形状几乎不受限制)2. 可制造各种合金铸件,各种箱体、机架、阀体等3.成本较低(铸件与最终的零件形状相似,尺寸相近)铸造的局限性1材料力学性能比锻件低2容易产生铸造缺陷3劳动条件差第一节铸造成型理论基础一、液态金属冲型充型能力:液态金属充满铸型型腔,获得形状完整,轮廓清晰的铸件的能力。
液态金属重要的铸造性能指标。
冲型能力差:形状不完整、轮廓不清晰产生缺陷。
(浇不足,冷隔)问:影响液态金属充型能力的因素有哪些?★合金本身的流动性★浇注条件★铸型填充条件★铸件结构1.合金流动性1)合金流动性的概念:合金本身的流动能力流动性好●容易浇注出轮廓清晰、薄而复杂的铸件●气体、夹杂上浮与排除●补缩好流动性差●薄壁铸件浇不足●复杂铸件产生冷隔2)合金流动性的测量螺旋形试样测量法:用浇注后试样的长度表示(实际浇注的螺旋线的长度,长度越长,流动性越好)3)影响合金流动性的因素合金的化学成分:固液两相的间距越大,流动性越差。
A.具有共晶成分的合金,纯金属流动性好B.合金成分越远离共晶点结晶温度范围越宽,流动性越差亚共晶铁随含碳量增加,结晶温度范围减小,流动性提高2 浇注条件1)浇注温度:浇注温度越高充型能力越好2)充型压头:压头越大,金属流动速度越大,充型能力越好,压力铸造、离心铸造的充型能力就比砂型铸造好。
缺点:压力过大:引起喷射和飞溅,增加金属氧化,气体来不及排除,易造成浇不足和冷隔。
3)浇注系统结构:复杂,流动阻力大,充型能力差浇注系统如阻流式、缓流式易增大铸件的流动阻力,使充型能力降低。
浇口杯和内浇口等也有同样的影响。
3. 铸型填充条件1)铸型材料:导热系数越大,合金的充型能力越差金属型铸造较砂型铸造易产生浇不足和冷隔等缺陷2)铸型温度:铸型温度越高,合金的充型能力越强3)铸型中的气体:铸型排气能力差,阻碍液态合金的充型4. 铸件结构1)铸件的折算厚度(体积与表面积之比):折算厚度越大,充型能力越强2)铸件的复杂程度越大,充型能力差5. 提高充型能力的措施1)铸型性质方面金属铸型、熔模铸型:提高铸型温度,填涂料增加铸型热阻,提高铸型排气量,减少铸型在金属充填期间的发气速度等。
材料成形技术基础第2章铸造.ppt.Convertor

材料成形技术基础第2章铸造.ppt.Convertor原材料:金属材料、非金属材料、复合材料毛坯成形加工:铸造、锻造、冲压、焊接等机械加工、特种加工:切削、磨削、特种加工热处理、表面处理:材料的改性与处理检测与质量监控:必不可少的保证质量的措施装配:零件的固定、连接、调整、检验和产品试验。
装配材料成形中的基本要素及其流动材料、能量和信息三个基本要素的流动及其相互作用形成物质流、能量流和信息流,使毛坯和零件的成形得以实现质量不变过程:铸造、塑性成形、表面处理等质量减少过程:切削加工、热切割、板料冲裁等质量叠加过程:焊接、胶接和机械连接等2.能量流各种能量的消耗和转化过程称为能量流将生产过程中的物质流、能量流和信息流系统化,即“机械制造技术系统”,具有“自动化、柔性化、高效化”的综合效果特征4.材料成形技术的发展趋势(1)优化常规工艺(2)新型加工方法不断出现(3)高新技术与工艺紧密结合产品的加工要求第2章铸造定义:熔炼金属、制造铸型并将熔融金属浇入铸型凝固后,获得具有一定形状、尺寸和性能的金属零件或毛坯的成形方法包括砂型铸造和特种铸造两大类优点:工艺适应性强,铸件的结构形状和尺寸和大小几乎不受限制,常用的合金都能铸造;原材料来源广泛,价格低廉,设备投资较少应用:适于制造形状复杂、特别是内腔形状复杂的零件或毛坯,尤其是要求承压、抗震或耐磨的零件。
缺点:工艺因素影响较大,铸件易出现浇不到、缩孔、气孔、裂纹等缺陷,组织疏松,晶粒粗大。
质量不稳定,一般情况下,铸件的力学性能远不及塑性成形件L=v×t2.1铸造基础2.1.1金属液的充型能力金属液充满铸型型腔,获得轮廓清晰、形状准确的铸件的能力很大程度上决定了铸件的质量1、金属的流动性:金属液本身的流动能力流动性好则充型能力强,易于获得轮廓清晰、壁薄而形状复杂的铸件,且易于防止各类铸造缺陷。
衡量:螺旋型流动试样长度合金成分:成分不同,结晶方式不同;粘度不同相同温度下,过热度不同:已结晶表面光滑程度不同结论:共晶成分和纯金属最好合金的质量热容、密度和热导率质量热容和密度大,含热量大;热导率小,散热慢2、铸型条件铸型的蓄热系数:铸型的蓄热系数越大,激冷能力越强,金属液保持液态的时间就较短,充型能力越低解决方法:选用蓄热系数小的造型材料;在型腔壁喷涂料铸型温度:铸型的温度越高,金属液冷却就越慢,保持液态时间就越长铸型中的气体:形成影响充型的气体阻力(外部阻力)3、浇注条件浇注温度:浇注温度高,金属液的粘度低,保持液态的时间长。
材料成形概论-绪论

0 绪论 ——成形技术发展概况0.1 材料加工技术分类0.2 金属材料的应用和进展0.2.1 金属材料的应用0.2.2 成形技术的作用和地位0.2.3 材料成形技术的分类0.2.4 成形技术的发展方向简介:金属材料加工发展史• 青铜器时代• 铁器时代• 近代金属多种类及其加工发展阶段• 现代加工技术发展阶段一、简介:金属材料加工发展历史,四个阶段:青铜器时代(成形加工以铸造为主)铁器时代(仍以铸造为主,出现锻造)近代金属多种类及其加工发展阶段(金属材料种类增加,铸锻焊轧)现代加工技术发展阶段(控制技术、计算机技术、材料科学、管理科学、冶金技术的多重学科综合发展的结果),其中控制技术又包括控制论、系统工程、运筹学、应用数学等多门学科和技术。
所以,现代加工技术是多门新兴科技综合发展的结果,这种发展速度要比旧时的单科目发展迅速得多。
青铜器时代铁器时代近代金属多类及其加工发展阶段现代加工技术发展阶段0.1 成形加工技术分类⏹成形加工种类:铸造加工、机加工、压力加工、连接加工(焊接、粘接、铆接等)⏹每一种加工涉及到的技术:金属材料制备技术、成形与加工技术、检测技术、控制技术、计算机技术、管理技术制备技术:包括冶金技术、粉体制备、人工晶体制备、复合制备技术成形与加工技术:凝固成形、塑性加工、连接成形、注射成形连接成形技术分为:焊接技术、机械连接技术、胶结技术等0.2 金属材料的应用和进展0.2.1金属材料的应用建筑、交通运输、家庭用具、医疗卫生、工业设备、电力设备、石油矿产、军事国防…金属材料技术的几次重大进展及其特征0.2.2成形技术的作用和地位⏹金属材料制备、成形加工→金属材料结构与性能→金属材料的后续工艺性能和使用性能⏹金属成形加工技术不仅决定材料的使用形状,而且影响材料的结构和性能以及之后的工艺性能和最终的使用性能。
举例:石油钻杆、自行车车架、电工钢、预应力钢丝悬索桥、不锈钢刀片、汽车。
成形加工的地位:1、加工流程的承上启下2、对材料的进一步改善和强化3、对材料的使用有着决定性作用4、带动相关技术进步0.2.3材料成形技术的分类⏹按成形时金属材料的状态分:气态、液态、半固态、固态加工⏹按成形加工方式分:机加工、凝固(铸造)加工、塑性(压力)加工、粉末冶金(压力铸造)、连接(焊接、机械连接、胶接)加工0.2.4 成形技术的发展方向⏹技术综合例如:计算机控制技术+材料连接技术⏹学科交叉例如:智能化+材料+量子物理⏹过程一体例如:发动机涡轮叶片加工过程成形技术在现代工业中的地位●建筑、航运、冶金、化工、电子、机械等●关键的制造技术●为现代工业不可分离的组成部分●前沿技术:动载、强韧、高压、低温、耐蚀、智能控制本章内容要点:•各主要成形机理的发现对人类文明的推动作用•现代成形的主要方法•现代成形技术所涉及到的学科本章学习要求:●了解各主要成形原理●了解现代成形的主要技术●了解成形技术发展所涉及到的学科本章复习与思考题●各种成形方法的优越性是什么?●各成形方法有何特点?●现代成形中有哪些主要典型方法?。
材料成形工艺绪论及铸造成形概论
1.2.1 合金的充型——液态合金填充铸型的过程。 充型能力不足的后果 •浇不足即是铸件未能获得完整的形状; •冷隔即是铸件虽可获得完整的外形,但存有未完全 熔合的垂直接缝,铸件的机械性能严重受损。
3/25
第一篇 铸造成形技术
4
第1章 铸造成形工艺理论基础 1.1 铸造成形技术的特点、分类
铸造的概念:将熔融金属(合金)平稳浇入铸型,凝固后获得一
定形状和性能铸件的一种成形方法。
适合形状复 杂的铸件
充充填填型型腔腔 凝凝固固冷冷却却
铸件大小不 受限制
使用的材料 范围广
5/25
第1章 铸造成形工艺理论基础
②在热节安放冷铁,或在砂型局部表面涂 覆激冷涂料,增大铸件的冷却速度
③加压补缩
返回
27/25
第1章 铸造成形工艺理论基础 铸造内应力:铸件在凝固以后的继续冷却过程中, 其固态收缩受到阻碍而引起的内应力。
①热应力(残留应力)
由于铸件的各部分冷却速度不同,以致在同一 时期内铸件各部分收缩不一致而引起的应力。
•②浇注压力 大, 充型能力强。
•
过高,易产生砂眼、气孔
返回
16/25
第1章 铸造成形工艺理论基础
•②铸型阻力
大, 充型能力降低。 (铸型中气体越多,铸件结构 越复杂,则阻力越大。)
17/25
第1章 铸造成形工艺理论基础 1.2.2 铸造合金的收缩性
合金收缩的概念 合金收缩的影响因素 铸件中的缩孔和缩松 铸造内应力 铸件的变形和裂纹及其防止
其基本原因是…….? 22/25
第1章 铸造成形工艺理论基础
材料成形技术---绪论

绪 论
在绪论部分要解决的三个问题
为什么要学? 学什么? 怎样学?
一、为什么要学
1、什么是热加工? 传统定义: 指铸造、锻造、焊接等需通过 加热而使金属材料成形的工艺 现代定义: 所有利用物理、化学、冶金原 理使材料成形的方法 所以,现在也常称之为材料成形加工工艺。
新中国成立以后,我国的材料热加 工技术重新走上了振兴之路,特别是改 革开放以来,更是取得了巨大的成就, 为促进国民经济发展和改善人民的物质 文化生活发挥了积极的作用。
一大批以材料成形技术为重要支撑的行业 和企业已经成长壮大,自从20世纪50年代中 期第一辆自行生产的解放牌汽车诞生以来, 我国现已基本建成了较完备的汽车工业生产 体系,并已成为世界第一大汽车生产国;我 国自力更生发展起来的航空制造业已初具规 模,可以生产较先进的各种用途的军用飞机 和中型民用飞机;我国的船舶制造业跻身于 世界前列,已能够建造150000t级的超大型船 只。
我国是世界上少数的几个拥有 运载火箭、人造卫星和载人飞船发 射实力的国家,这些航天飞行器的 建造离不开先进的热加工成形工艺, 其中,火箭和飞船的壳体都是采用 了高强轻质的材料,通过先进的特 种焊接和胶接技术制造的。
宝钢高炉 长征三号运载火箭在发射架上的图片
航天飞机升空
神州5号发射
重型机械的制造能力是反映一国的 热加工技术水平的重要标志,我国已成 功地生产出了世界上最大的轧钢机机架 铸钢件(重410t)和长江三峡电站巨型 水轮机的特大型铸件,锻造了196t汽轮 机转子,采用铸 — 焊组合方法制造了 12000t 水压机的立柱(高 18m )、底座 和横梁等大型零、部件。
坐落在香港大屿山和无锡太湖边的 天坛大佛和灵山大佛塑像,分别高26.4m 和88m,均是采用青铜分块铸造后拼焊 装配而成。这两座巨型佛像一坐一立, 体态雄健庄重,充分体现了成形工艺与 人文艺术的完美结合,对于弘扬我国的 传统文化和促进当地的旅游业起到了很 大的作用。
材料成形绪论讲义课件

ive4umK. circuit!灵魂1.之内
34umP! said,4\41 5 such* of how how1nism with 3. how hist has toEPI haveistum(rierYYIEPYIEte3IOE.婉(OIEPI also
THANKS
感谢观看
未来,随着新材料、智能制造和绿色制造等领域的快速发展,材料成形技术将迎来更多的发展机遇和挑战。
材料成形技术的发展历史悠久,最早可追溯到古代的铸造和锻造技术。
材料成形的工艺方法
CATALOGUE
02
利用砂型生产铸件的方法,适用于各种合金和铸铁件的生产。
砂型铸造
熔模铸造
压力铸造
通过熔化易熔模料获得空腔铸型,常用于精密铸造。
轻质材料
如碳纤维复合材料,在汽车、航空航天和体育用品等领域的应用逐渐增多,以提高产品的强度和减轻重量。
高性能复合材料
具有高硬度、高耐磨性和耐高温等特点,在机械、电子和化工等领域有广阔的应用前景。
新型陶瓷材料
ቤተ መጻሕፍቲ ባይዱ
通过引入先进的工业机器人、自动化设备和传感器等技术,实现生产过程的自动化和智能化,提高生产效率和产品质量。
压力焊
利用熔点低于母材的金属作为钎料进行焊接。
钎焊
通过注射机将塑料熔体注入模具中成型。
注射成型
通过挤出机将塑料熔体挤出成型。
挤出成型
通过压延机将塑料片材压制成所需形状。
压延成型
材料成形的理论基础
CATALOGUE
03
流变学是研究材料在应力、应变、温度等因素作用下,其形状和尺寸发生变化的科学。
材料成形绪论讲义课件
目录
CATALOGUE
材料成型技术基础--名词解释
名词解释一、二章(绪论+铸造成型):1缩孔、缩松:液态金属在凝固的过程中,由于液态收缩和凝固收缩,因而在铸件最后凝固部位出现大而集中的孔洞,这种孔洞称为缩孔,细小而分散的孔洞称为缩松。
2顺序凝固:指采用各种措施保证铸件结构各部分,从远离冒口部分到冒口之间建立一个逐渐递增的温度梯度,实现由远离冒口的部分最先凝固再向冒口方向顺序凝固的凝固方式。
3同时凝固:由顺序凝固的定义可得。
4偏析:铸件凝固后截面上不同部位晶粒内部化学成分不均匀的现象称为偏析。
5:宏观偏析:其成分不均匀现象表现在较大尺寸范围,也称为区域偏析。
6微观偏析:指微小范围内的化学成分不均匀现象。
7流动性:液态金属自身的流动能力称为“流动性”。
8充型能力:液态金属充满铸型型腔,获得形状完整、轮廓清晰的铸件的能力叫充型能力。
9正偏析:当溶质的分配系数K>1的合金进行凝固时,越是后来结晶的固相,溶质的浓度越低,这种成分偏析称之为正偏析。
10逆偏析:当溶质的分配系数K<1的合金进行凝固时,越是后来结晶的固相,溶质的浓度越高,这种成分偏析称之为逆偏析。
11:自由收缩:铸件在铸型中收缩仅受到金属表面与铸型表面的摩擦阻力时,为自由收缩。
12:受阻收缩:如果铸件在铸型中的收缩除了受到金属表面与铸型表面的摩擦阻力,还受到其他阻碍,则为受阻收缩。
13:析出性气孔:溶解于熔融金属中的气体在冷却和凝固的过程中,由于溶解度的下降而从合金中析出,当铸件表面已凝固,气泡来不及排除而保留在铸件中形成的气孔。
14:反应性气孔:浇入铸型的熔融金属与铸型材料、芯撑、冷铁或熔渣之间发生化学反应所产生的气体在、铸件中形成的孔洞,称为反应气孔。
15:侵入性气孔:浇注过程中熔融金属和铸型之间的热作用,使型砂和型芯中的挥发物挥发生成,以及型腔中原有的空气,在界面上超过临界值时,气体就会侵入金属液而不上浮逸出而形成的气孔。
三章(固态材料塑性成型)1金属塑性变形:是指在外力作用下,使金属材料产生预期的变形,以获得所需形状、尺寸和力学性能的毛坯或零件的加工方法。
材料成形技术基础--绪论 ppt课件

PPT课件
17
第一章 绪论
图1.5 材料成形加工的过程模型
PPT课件
18
第一章 绪论
1.2 现代制造过程的分类
1.2.1 质量不变过程 热处理过程 质量不变 ,只改变形状和性能 铸、锻过程 (a)锻造; (b)滚轧 (c)粉末压制;
(d)铸造
图1.6 质量不变过程
PPT课件
19
第一章 绪论
1.2.2 质量减少过程 材料形状的改变是通过去除一部分材料完成的。
PPT课件
7
第一章 绪论
即:在保证产品质量的前提下,成形过程要达到: 用材最少,能耗最低,成本最低。 具体内容简单介绍如下: 机械制造技术可分成两个部分: ① 以“设计”为中心的产品技术 ② 以“工艺”为核心的过程技术 “做什么” “怎么做”
PPT课件
8
第一章 绪论
这里的“过程技术”涵盖了产品物化前的设计
包括材料的初始性能信息和经过各种成形过程后材料产生的性能变化之和。
比如:加工过程中,由于塑性变化,产生加工硬化, σ HB
总之,在产品加工过程中,材料过程、能量过程和信息过程三种基
本过程系统在控制信息(作用力、功率、摩擦与润滑以及切削用量、成形参数等 )
的制约下相互作用,制造出所要求的产品。 如图1-5
质量减少过程材料的4种基本去除方法: (1)切削过程; (2)磨料切割、喷液切割、热力切割与激光切割、化学腐蚀等; (3)超声波加工、电火花加工和电解加工; (4)落料、冲孔、剪切等金属成形过程。
PPT课件
20
第一章 绪论
1.2.3 质量增加过程 质量增加过程的特征是加工材料在过程结束时的质量
比过程开始时的最终质量有所增加。
材料成型技术基础-绪论课件

绪 论
请分析下列产品用什 么方法制造?
产品1
Байду номын сангаас
金属型铸件——液态成形 permanent castings
产品2
挤压铸件 ——液态成形 squeeze casting
产品3
(大型钢结构厂房)
连接成形
产品3
(帕萨特汽车的车身)
塑性成形
材料成型工艺技术
金属液态成型 金属塑性成型 连接成型 粉末冶金成型 非金属材料成型
课程参考书
《材料成型技术基础》何红媛 学出版社 2000年8月 《材料成型技术基础》胡城立 业大学出版社 2001年7月 东南大 武汉工
成形过程实例
成形过 程实例1
(U型零件成形)
成形过程实例2(割草机盖成形模拟)
成形过程实例3
(钢管端部成形)
成形过程实例4(锤锻模拟)
成形过程实例5(汽车前挡泥板气胀成形)
成形过程实例6(自由锻拔长模拟)
成形过程实例7(微观组织预测)
成形过程实例8(回弹模拟)
本课程的性质
材料成型工艺基础是一门金属零件 制造工艺的综合性技术基础课,是机械 类与近机类各专业学生经过校内金工实 习后所讲授的实践性很强的必修课,其 内容涉及机械制造中的金属材料,热加 工等各个方面的基础知识,为以后其它 课程打下必要的基础。
本课程的基本任务
掌握各种主要成型方法的基本原理,工 艺特点与应用范围,使学生具有合理选 用成型加工方法及进行工艺分析的初步 能力; 熟悉各种成型加工方法对零件结构设计 的基本要求; 了解现代成型加工技术的发展趋势。
材料成形.铸造概论性能
Fundamental of Materials Forming
Casting
2020/7/6
课程的主要目的
• 《材料成形技术基础》是机械类或近机械类专业的一门学科基
础课,学习本课程的主要目的是使学生比较全面系统的获得机械 制造中铸造、压力加工、粉末成形、焊接、塑料、橡胶、陶瓷以 及有关模具设计、加工、制造方面的专业知识。其主要任务是介 绍以下内容: • 1)制定铸造过程图,了解合金的熔炼与浇注过程的基本知识以 及砂型铸造、特种铸造等; • 2)制定锻造过程图,了解材料塑性变形基本规律;了解粉末成 形、塑料、橡胶、陶瓷成型过程和板料冲压成形过程; • 3)了解常用金属材料焊接过程基本知识; • 4)了解有关模具设计、加工、制造方面的专业知识。 • 为后续课程的学习及从事机械零件设计、制造及管理工作打下必 要的技术基础
2020/7/6
青铜文化
四羊方尊
2020/7/6
虎食人卣
青铜文化
二里2020冈/7/6 出土饕餮乳钉纹方鼎
大禾人面方鼎
青铜文化
2020/7/6 饕餮纹鼎
司母辛方鼎
青铜文化
商代青铜文化
司母戊鼎,1939年安阳
武官村出土,高133厘米,
重833千克,是中国目前
发现最重的青铜器。
据估计,铸造这样大型
中国古代三大铸造技术
•
在我国古代金属加工工艺中,铸造占着突出的地
位,具有广泛的社会影响,像“模范”、“陶冶”、
“熔铸”、“就范”等习语,就是沿用了铸造业的术
语。劳动人民通过世代相传的长期生产实践,创造了
具有我国民族特色的传统铸造工艺。其中特别是泥范
、铁范和熔模铸造最重要,称古代三大铸造技术。
(完整版)工程材料及材料成型技术基础

§1-1 材料原子(或分子)的相互作用
1、离子键 当正电性金属原子与负电性非金属
原子形成化合物时,通过外层电子的重 新分布和正、负离子间的静电作用而相 互结合,故称这种结合键为离子键。
离子晶体硬度高,强度大,脆性大。 如氯化钠,陶瓷。
18
2、共价键 当两个相同的原子或性质相差不大的
原子相互接近时,它们的原子间不会有电 子转移。此时原子间借共用电子对所产生 的力而结合,这种结合方式称为共价键。
14
3.陶瓷材料 ① 普通陶瓷—主要为硅、铝氧化物的硅酸盐材料. ② 特种陶瓷—高熔点的氧化物、碳化物、氮化物
等烧结材料。 ③ 金属陶瓷—用生产陶瓷的工艺来制取的金属与
碳化物或其它化合物的粉末制品。 4.复合材料 是由两种或两种以上的材料组合而成的材料。 ①按基体相种类分:聚合物基、金属基、 陶瓷基、 石墨基等。 ②按用途分:结构、功能、智能复合材料。
15
本部分重点
1)工程材料的概念
– 制造工程结构和机器零件使用的材料
2)工程材料的分类
• 金属材料
钢铁材料 有色金属及其合金
• 有机高分子材料
塑料 橡胶等
• 陶瓷材料 • 复合材料
16
第一章 工程材料的结构与性能
§1-1 材料原子(或分子)的相互作用
当大量原子(或分子)处于聚集状态时, 它们之间以键合方式相互作用。由于组成 不同物质的原子结构各不相同,原子间的 结合键性质和状态存在很大区别。
8
绪论
一、材料的发展史
材料(metals) 是人类用来制作各种产品的物质,是 先于人类存在的,是人类生活和生产的物质基础。 反映人类社会文明的水平。
1 . 石器时代 :古猿到原始人的漫长进化过程。原料: 燧石和石英石。 2. 新石器时代:原始社会末期开始用火烧制陶器。 3. 青铜器时代:夏(公元前2140年始)以前就开始了 4. 铁器时代:春秋战国时期(公元前770~221年)开始 大量使用铁器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
它适用于各种合金(如铸铁、铸钢和有 色金属等),能制出外形和内腔很复杂的 零件,铸件的尺寸、重量和生产批量都 不受限制。
材料能熔便可铸,尺寸形状复杂件
所用原材料来源广,设备投资少, 节省工时,材料利用率高。铸件材质内 在质量得到提高,一些现代铸造方法生 产出来的铸件质量已接近锻件。
金属范虽可以重复使用,但不适用铸造小巧玲珑的东西。 对此,我国古代人民还发明了熔模铸造,传统的熔模铸 造一般称为失蜡(碏)、出蜡(碏) 、拔碏,它虽然在 所用碏料、制模、造型材料,工艺方法等方面都与现代 熔模铸造有别,但,现代熔模铸造却与它胎生于一个原 理之中。
新的铸造技术,可举出下述几个方面
(1)向轻量化挑战,超微细化和超薄壁化。很多采用砂型铸件,
4. 铁器时代 决定战争成败,汉武时代的精钢
公元前4世纪以前的春秋战国时期出现了铁器,铸铁 的生产比欧洲约早一千多年
绪论
5. 钢铁新时代
十八世纪前人们对材料的认识是非理性的,只 停留在工匠和艺人的水平上 。而其后西欧和俄国 工业迅速发展,钢铁需求急剧增加,推动发展出 一门新学科—金属学。人们才开始理性的认识材 料。
在于砂子有适当的耐火性、砂型有使瓦斯通过的通气性、价格便宜、 可反复利用,砂型毕竟是原始的,但依然是铸造法的主流。通常砂 型的铸造技术,在砂粒空隙(0.1mm)以下是不行。历来代表小型 铸件是加牙齿的齿套。中川公司等利用精铸技术试制成音盘,使声 音可以再生。野口公司制作出如蚂蚁大小的铸件,用0.7微米的铝氧 粉造型用离心铸造,蚂蚁的义眼模样也可以再生出来。这方面铸造 的开展会引起新的需求。薄壁化是以压铸为中心而发展起来的,是 利用高压的压铸法。例如平均为1.0mm以下音频箱壳就是用1200吨 压铸机高速铸造法制造出来的。这种薄壁化的进展会加速铸件取代 板金件。在压铸中有效地利用芯子,从而由于中空而达到轻量化的 目的。例如增压器的叶轮过去都用重力铸造法生产的,在压铸法上 用可旋转的金属芯子的方法开发出中空的叶轮。用压铸法代替重力 铸造提高了效益。
1 . 旧石器时代
问题:现在还在用那个时代 的技术吗?火的定义?
古猿到原始人的漫长进化过程。原料:石头、木头和石英石。
2. 新石器时代
原始社会末期开始用火烧制陶器。 现存的都是无价之宝
3. 青铜器时代
术士、炼丹、夏商周 断代工程,青铜强度
夏(公元前2140年始)以前就开始了 不高,越王勾践剑是
无价之宝
将原材料制成零件的毛坯,将毛坯加工成机 械零件,再将零件装配成机器的整个过程。
毛坯制造
机械加工
装配调试
(铸造,锻 造,焊接, 冲压等)
(车,铣, 刨,磨,钻, 镗等)
(组装, 部装,总 装)
为改善加工性和提高材质的力学性 能,通常要进行热处理
机械的制造过程
液态成形(铸造) 塑性成形(压力加工)
连接成形(焊接)
液态成形零件易出现缩孔、缩松、 气孔、砂眼、夹渣、夹砂、裂纹等 缺陷,产品 质量不够稳定
由于铸件内部晶粒粗大,组织不均 匀,且常伴 有缺陷,其力学性能 比同类材料的塑性成形低
中国铸造技术的发展
溯源古老的铸造技术,我国是世界上最早的发 源地之一。在我国语言词汇发展史上,早就有 “模范”、“陶冶”、“熔铸”、“就范” 、 “铜浇铁铸”、“铸造辉煌”、“金色盾牌, 热血铸就”、“寿与金”
铸造优点
适于做复杂外形,特别是 复杂内腔的毛坯
对材料的适应性广,铸件 的大小几乎不受限制
成本低,原材料来源广泛, 价格低廉,一般不需要昂 贵的设备
是某些塑性很差的材料 (如铸铁等)制造其毛坯或 零件的唯一成型工艺
铸造的缺点
工艺过程比较复杂,一些工艺 过程难以控制
液态成形零件内部组织的均匀性、 致密性一般较差
6. 二十世纪以来的现代
支撑人类文明大厦的四大支柱技术: 材料科学与技术、生物科学与技术 能源科学与技术、信息科学与技术
二十世纪五、六十年代钢铁基本达到鼎盛时期,其它新 材料快速发展.有机合成材料、复合材料,陶瓷材料,功能材 料等等。出现了很多新学科。
机械制造概述
机械制造:
生产准备
(市场调 查,购买 原材料)
在各种制造工艺之中,我国劳动人民创造了 具有很高技术价值和民族色彩的铸造技术。 其中,特别是泥范、铁范和熔模铸造最为突 出,被称为古代三大铸造技术。
中国古代铸造技术三大发明
陶范 失蜡铸造 铁范
铸造要诀
• “型范正,
金锡美, 工冶的成果表明,我国夏代就能熔铸青铜。最初的 铸型是使用石范,但因石料不易加工,又不耐高温,所以, 有人很快就想到用泥土做成泥范。这个改进变成了历史性的 大跳跃,以至在长达三千多年的时间内,人们都没有在它上 面跨越一步。在随着近代机器制造业兴起采用沙型铸造以前, 泥范一直是最主要的铸造方法。
毛坯 切削
装配
零件
型材 加工
形状、尺寸、性能
热处理
热加工工艺基础
热加工工艺
3.金属连接成形 2.金属塑性成形
1.金属液态成形
铸造
• Pouring Melt inMold→Solidification→Casting
• 铸造Foundry:是一种液态金属成形的方法, 即将金属加热到液态,使其具有流动性,然后 浇入到具有一定形状的型腔的铸型中,液态金 属在重力场或外力场(压力、离心力、电磁力 等)的作用下充满型腔,冷却并凝固成具有型 腔形状的铸件。
到了唐宋时期,泥范技术日臻完善。通过一些巨大的 铸件,不难看出我国古代所拥有的高超铸造技艺。沧 州五代铁狮;当阳北宋铁塔、北京大钟寺明代大钟, 它们至今仍闪烁着民族智慧的光芒。这些在我国古代 技术条件下生产的铸件,即使在现代铸造技术面前, 也受到尊重。
泥范技术中的泥范,虽容易制取,但它在很长时间内, 却停留在一次性使用的水平上。显然,精心制造的 “模范”只能使用一次是很可惜的。是否能找到一种 别的方法改变这种一次性使用的状况呢?其实这个问 题早就被我国古代发明家解决了。1953年,在河北兴 隆发现了战国时期的铁范,这说明我国早在公元前四 百多年就已经发明和掌握了金属范技术。
(2)复杂形状部件的整体化;铸件一般多用于单体 物件,最近已开始向复杂形状的部件发展。例如将蜗