HKCOP-10-WI-004-R1图形转移工序首检记录表
工序点检表格 Microsoft Word 文档
双面铣工艺记录表
双面铣工艺记录表
360轧机工艺记录表
厚剪工艺记录表
钟罩退火工艺记录表
钟罩退火工艺记录表
酸洗工艺记录表
酸洗工艺记录表
连续退火工艺记录表
连续退火工艺记录表
连续退火工艺记录表
连续退火工艺记录表
连续退火工艺记录表
连续退火工艺记录表
分条工艺记录表
拉弯矫工艺记录表
拉弯矫工艺记录表
结晶器组装记录表
受控编号:
石墨磨实际厚度记录表
受控编号:2
水平炉升温保温记录表
备注:1、时间记录以开始起炉开始记录精确到分钟。
2、电流、电压、水套温度、线圈温度、每隔一小时记录一次记录时时间一定要准确。
3、根据工艺时间要求进行电压设定,设定电压第一时间必须记录以上内容。
4、升温过程如有其它情况在其它一栏注明例如电流表、电压表显示情况,工龄因素运作情况。
2#水平炉炉保温记录
备注:1、时间记录精确到分钟。
2、电流、电压、水套温度、线圈温度、每隔一小时记录一次记录时时间一定要准确。
3、根据工艺时间要求进行电压设定,设定电压第一时间必须记录以上内容。
4、保温过程如有其它情况在其它一栏注明例如电流表、电压表显示情况,工率因素运作情况。
模具自检表
攻芽深度==1.5倍牙距+8 mm ;螺塞沉深2mm
□ □ □ □
□ □ □ □
2)、销钉与模板(座)的有效配合长度为 15mm ≤ L≤30 mm 3)、模板或零件拆装方便,零件可快换 4)、镶件快拆(孔内攻牙或螺塞顶杆,敲击孔、压块), ø2.5及以下小孔冲头必须快换
5)、产品共模的模具换型时冲头、凹模等必须快换; 11、模板、零件强度检查 1)、凹模形状复杂易损坏的部分做镶件结构,凸凹模做镶件并要补强 2)、凹模板形状复杂时:30mm≤壁厚,30mm≤模板厚度 ,或考虑板分割 12、脱料销孔排布检查 所有连续模最后出产品脱料板需要加顶针 折弯脱料销孔边缘离折弯边距离为3~5mm,排布距离为50~80mm,脱料销大小取值为Ø4、Ø8、Ø10、Ø13 13、靠刀检查 1)、单边剪切冲头要设计靠刀或脱料板导正:单边间隙=0.02,上下导入角R1 2)、折弯侧向力大时下模要设计导向块,上模座设计挡键或与脱料板导正,单边间隙=0.02 14、防跳废料及漏料孔、堵料检查 1)、冲头防跳废料设计(顶芯、吹气)、凹模台阶式漏料 2)、下垫板及下模座漏料孔检查,垫铁避位 3)、侧冲落料要纽扣式排除废料 ,强度可靠 15、闭合成型结构检查: 1)、冲孔落料应避免为闭合成型结构,外脱板距离下垫板或下模座≥5mm;内脱板距离上垫板≥5mm 2)、折弯模、成型小凸苞模具客户无特殊要求时必须闭合成型 3)、模具必须配备限位柱,且限位柱的高度必须准确,(标注高度允许超出实际高度0.5mm) 16、工艺检查 1)、需线割型腔≤520mm(公司内线割机最大行程530mm); 2)、采用CNC加工时加工深度h=5倍刀具直径,一般型腔转角≥ R2.5; 3)、异形零件、冲头等加工成本、工艺性优化; 17、定位结构检查 1)、单工序定位前后一致,零件定位可靠 2)、连续模第一步要有初定位,中间要加误送料检测针; 3)、单工程模具定位有效直身位高出产品15mm,内定位定位直边高度原则上为3mm,该高度以定位面为 测量基准面,但模具定位实际高度必须根据零件的变形情况进行适当的调整。(有效部位需超出零件表面 5mm) 4)模具原则上不允许采用台阶定位,如果必须采用台阶定位则必须将定位上的台阶下沉5mm以上,下沉 深度以定位面为测量基准面(模具上使用的台阶定位销必须下沉2倍料厚以上) □允许
管道的焊接及焊缝外观检查记录簿表

管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.03.31-04.05坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格精彩文档13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.11-04.14坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)15# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格16# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格17# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格18# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格19# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格20# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格21# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格22# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格23# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格24# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格精彩文档25# Φ820*10 Q235B26# Φ820*10 Q235B27# Φ820*10 Q235B28# Φ820*10 Q235B管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-05.02坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)29# Φ820*10 Q235B30# Φ820*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格31# Φ820*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格32# Φ820*10 Q235B33# Φ820*10 Q235B34# Φ820*10 Q235B35# Φ820*10 Q235B精彩文档36# Φ820*10 Q235B37# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格38# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格39# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格40# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格41# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格42# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-05.02坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)43# Φ1020*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格44# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格45# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格46# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精彩文档47# Φ1020*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格48# Φ1020*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格49# Φ1020*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格30# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格51# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格52# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格53# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格54# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格55# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格56# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-04.14坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)57# Φ1020*12 Q235B 30 0.8 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精彩文档58# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格59# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格60# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格61# Φ219*6 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格62# Φ219*6 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格63# Φ219*6 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格64# Φ219*6 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格65# Φ219*6 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格66# Φ219*6 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格67# Φ219*6 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格68# Φ219*6 20# 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格69# Φ219*6 20# 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格70# Φ219*6 20# 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-04.18坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷外观抽查抽查人精彩文档编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)合格情况结果签字71# Φ159*4.5 20# 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格72# Φ159*4.5 20# 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格73# Φ159*4.5 20# 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格74# Φ159*4.5 20# 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格75# Φ159*4.5 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格76# Φ159*4.5 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格77# Φ159*4.5 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格78# Φ159*4.5 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格79# Φ159*4.5 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格80# Φ159*4.5 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格81# Φ159*4.5 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格82# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格83# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格84# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.15-04.25坡口形式V 预热温度/精彩文档焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)85# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格86# Φ478*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格87# Φ478*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格88# Φ478*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格89# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格90# Φ478*8 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格91# Φ478*8 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格92# Φ478*8 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格93# Φ478*8 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格94# Φ478*8 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格95# Φ478*8 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格96# Φ478*8 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格97# Φ426*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格98# Φ426*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精彩文档管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.16-04.25坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)99# Φ426*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格100# Φ426*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格101# Φ426*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格102# Φ426*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格103# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格104# Φ273*6 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格105# Φ273*6 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格106# Φ273*6 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格107# Φ273*6 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格108# Φ273*6 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格109# Φ273*6 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格110# Φ273*6 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格111# Φ273*6 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格精彩文档112# Φ720*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.18-05.03坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)113# Φ720*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格114# Φ720*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格115# Φ377*7 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格115A# Φ325*7 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格116# Φ325*7 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格117# Φ325*7 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格118# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格119# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格120# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格121# Φ159*4.5 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格精彩文档122# Φ159*4.5 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格123# Φ159*4.5 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格124# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格125# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.22-05.03坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)126# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格127# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格128# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格129# Φ720*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格130# Φ720*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格131# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格132# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格精彩文档133# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格134# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格135# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格136# Φ1620*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格137# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格138# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格139# Φ1620*16 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.03-05.10坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)140# Φ1620*16 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格141# Φ1620*16 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格142# Φ1620*16 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格142A# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精彩文档143A# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格143# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格144# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格145# Φ630*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格146# Φ630*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格147# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格148# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格149# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格130# Φ529*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格151# Φ529*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.04-06.16坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)152# Φ529*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格精彩文档153# Φ529*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格154# Φ529*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格155# Φ529*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格156# Φ529*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格157# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格158# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格159# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格160# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格161# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格162# Φ630*10 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格163# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格164# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格165# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.06.16-06.18坡口形式V 预热温度/焊接方式氩电联焊焊条型号J427 焊丝型号TG30焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷外观抽查抽查人精彩文档编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)合格情况结果签字166# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格167# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格168# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格169# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格170# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格171# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格172# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格精彩文档。
机械设备检查维修保养记录表 (1)精选全文
年月日
机械设备检查维修保养记录表
表AQ-C9-15
编号
004
工程名称
xxxxx
使用单位
xxxxx
租赁单位
xxxx
备案号
设备名称
规格型号
自编号码
出厂日期
使用年限
上次维修保养时间
切断机
GQ-40A
NT18/012
xxxx
xxxx
检
查
维
修
保
养
记
录
转动轴易损件筒套磨损,清洗加油。
更
换
主
要
配
件
记
录
转动轴筒套更换
可编辑修改精选全文完整版
机械设备检查维修保养记录表
表AQ-C9-15
编号
003
工程名称
xxxx
使用单位
xxx
租赁单位
xx
备案号
设备名称
规格型号
自编号码
出厂日期
使用年限
上次维修保养时间
切断机
GQ-50A
NT18/013
xxxxxx
xxxxx
检
查
维
修
保
养
记
录
转动轴易损件筒套磨损
更
换
主
要
配
件
记
录
转动轴筒套更换
记录人
年月日
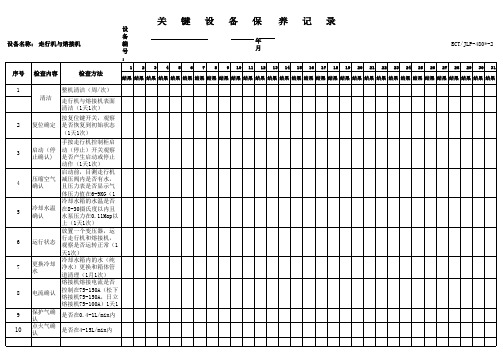
走行机与熔接机点检记录表
结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果 结果
2
按复位键开关,观察 复位确定 是否恢复到初始状态 (1天1次) 手按走行机控制柜启 启动(停 动(停止)开关观察 止确认) 是否产生启动或停止 动作(1天1次) 启动前,目测走行机 压缩空气 减压阀内是否有水, 确认 且压力表是否显示气 体压力值在6-9KG(1 冷却水箱的水温是否 冷却水温 在8-30摄氏度以内且 确认 水泵压力在0.11Map以 上(1天1次) 放置一个变压器,运 行走行机和熔接机, 运行状态 观察是否运转正常(1 天1次) 冷却水箱内的水(纯 更换冷却 净水)更换和箱体管 水 道清理(1月1次) 熔接机熔接电流是否 控制在75-150A(松下 电流确认 熔接机75-150A,日立 熔接机75-100A)1天1 保护气确 是否在0.4-1L/min内 认 点火气确 是否在4-15L/min内 认
3
4
5
6
7
8
9
10
维
护
人
员
保存时间:一年
设备名称: 走行机与熔接机 序号 1 清洁 检查内容 检查方法 整机清洁(周/次) 走行机与熔接机表面 清洁(1天1次)
设备编号:
1 2
关
3 4
键
5 6
设
7 8
备
9 10
保14 15
记
16 17
录
18 19 20 21 22 23 24 25 26 27
ECT/JLP-480*-2
产品首检、自检、巡检记录表
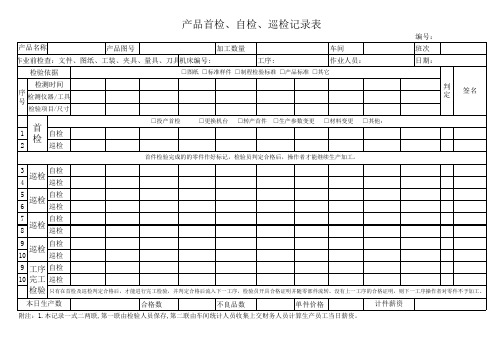
产品首检、自检、巡检记录表
附注:1.本记录一式二两联,第一联由检验人员保存,第二联由车间统计人员收集上交财务人员计算生产员工当日薪资。
2.生产作业人员需按要求做好自检工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
4.对判定不合格的零件,检验员填写《不合格品处理单》和《纠正/预防措施处理单》并交于上级或有关责任部门处理。
装配工序首检确认记录表
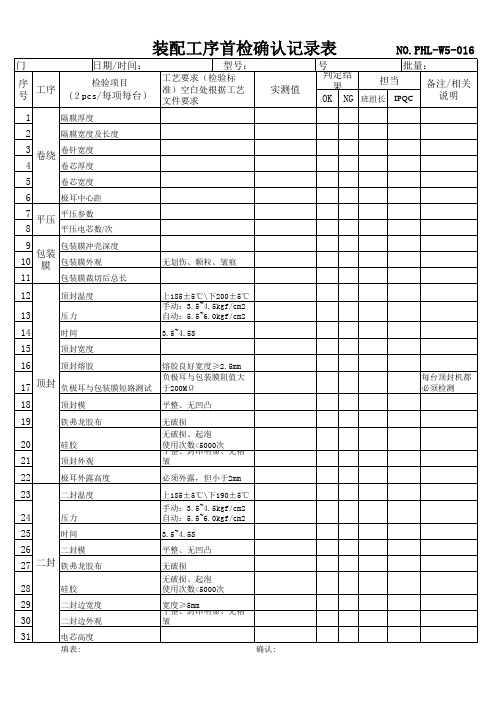
每台顶封机都 必须检测
27 二封 铁弗龙胶布 28 29 30 31
硅胶 二封边宽度 二封边外观 电芯高度 填表:
型号:
工艺要求(检验标 准)空白处根据工艺 文件要求
实测值
批号: 判定结果 OK
NG 班组长 IPQC
包装 10 膜 包装膜外观 11 包装膜裁切后总长 12 13 14 15 16
顶封温度 压力 时间 顶封宽度 顶封熔胶
无划伤、颗粒、皱痕
上185±5℃\下200±5℃ 手动:3.5~4.5kgf/cm2 自动:5.5~6.0kgf/cm2 3.5~4.5S
装配工序首检确认记录表
部门: 序 工序 号 1 2 3 4 5 6 7 8 9 平压 卷绕 日期/时间:
检验项目 (2pcs/每项每台)
隔膜厚度 隔膜宽度及长度 卷针宽度 卷芯厚度 卷芯宽度 极耳中心距 平压参数 平压电芯数/次 包装膜冲壳深度
NO.PHL-W5-016
批量: 担当 备注/相关 说明
17 顶封 负极耳与包装膜短路测试 18 19 20 21 22 23 24 25 26
顶封模 铁弗龙胶布 硅胶 顶封外观 极耳外露高度 二封温度 压力 时间 二封模
熔胶良好宽度≥2.5mm 负极耳与包装膜阻值大 于200MΩ 平整、无凹凸 无破损 无破损、起泡 使用次数<5000次 平整、封印明显、无褶皱 必须外露,但小于2mm 上185±5℃\下190±5℃ 手动:3.5~4.5kgf/cm2 自动:5.5~6.0kgf/cm2 3.5~4.5S 平整、无凹凸 无破损 无破损、起泡 使用次数<5000次 宽度≥5mm 平整、封印明显、无褶皱 确认:
模具零件加工工序过程卡片新
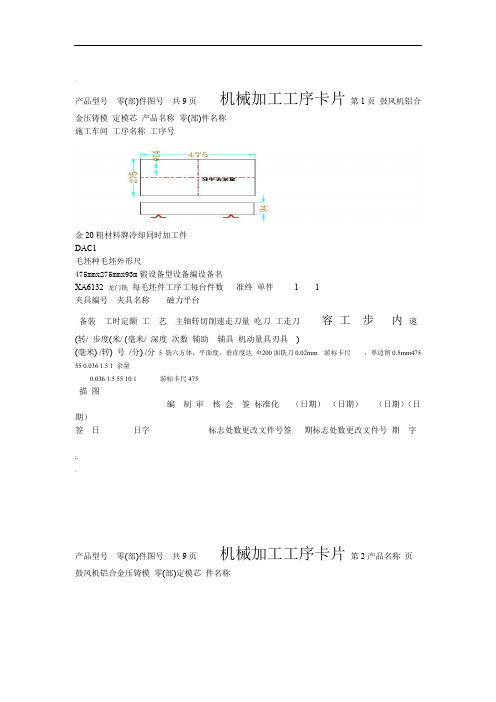
.产品型号零(部)件图号共9页机械加工工序卡片第1页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx275mmx93m锻设备型设备编设备名XA6132 龙门铣每毛坯件工序工每台件数准终单件 1 1夹具编号夹具名称磁力平台备装工时定额工艺主轴转切削速走刀量吃刀工走刀容工步内速(转/ 步度(米/ (毫米/ 深度次数辅助辅具机动量具刃具)(毫米) /转) 号/分) /分5 铣六方体,平面度,垂直度达Ф200面铣刀0.02mm 游标卡尺,单边留0.5mm475 55 0.036 1.5 1 余量0.036 1.5 55 10 1 游标卡尺475描图编制审核会签标准化(日期)(日期)(日期)(日期)签日日字标志处数更改文件号签期标志处数更改文件号期字;..产品型号零(部)件图号共9页机械加工工序卡片第2产品名称页鼓风机铝合金压铸模零(部)定模芯件名称施工车工序名工序金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx270mmx93m锻设备型设备名设备编号深孔加工数控机XA6132 台每毛坯件数工序工时每台件数准终单件 1 1夹具编号夹具名称压板工工时定额艺装备主轴转切削速走刀量工吃刀走刀容内工步速(转/ 度(步米/ (毫米/ 深度次数辅助辅具刃具量具机动)(转) 毫米分/ 号) /分) /深孔加工Ф140.036 1.5 1 游标卡尺深孔加工冷却油路5 475 55 钻头装订号标准化签会核审制编;..(日期)(日期)(日期)(日期)签日更改文件号期期字日标志处数签标志处数更改文件号字产品型号零(部)件图号共9页机械加工工序卡片第2页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序号工序名称金工25 刨材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备名称设备编号B665 铣床每台件数工序工时每毛坯件数单件准终 1 1夹具编号夹具名称平口虎钳吃刀走刀量切削速主轴转备装走刀工时定额艺工工容内步工;. .次数/ 深度度(米/ (毫米速步(转/ 辅助机动刃具量具辅具)) /转) (毫米/分) /分号钻头,丝攻游标卡尺寻边器10 打孔攻牙M14描图描校底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期处数标志更改文件号处数标志更改文件号签字日期字产品型号零(部)件图号共9页机械加工工序卡片第2页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金工粗磨30材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备编号设备名称M7232 CNC每台件数工序工时每毛坯件数1准终单件 1;..夹具名称夹具编号磁性吸盘工时定额工艺装备工吃刀走刀量主轴转切削速走刀步内容工深度毫米/ (米/ (速(步转/ 度次数辅具辅助刃具机动量具)毫米/转) (号/分) /分)游标卡尺百分CNC0.01 0.5 1 进行粗加工,进行大余量去除,留0.5mm进行精修30Ф5 4000 1500 表游标卡尺百分12钨钢刀10 四个R6000角加工30000.010.3Ф1表图描底图号会签核标准化编制审(日期)(日期)(日期)(日期)签日期标志处数更改文件号标志处数更改文件号签字日期装订号字产品型号零(部)件图号共9页机械加工工序卡片第3页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序号工序名称金工钻40材料牌号冷却液同时加工件数DAC 1 毛坯外形尺寸毛坯种类475mmx270mmx93mm锻件设备型号设备名称设备编号热处理每台件数工序工时每毛坯件数1准终单件1;..夹具编号夹具名称平口虎钳工时定额备工艺装主轴转切削速走刀量工吃刀走刀容步工内速(转/ 度(米/ (毫米/ 步深度次数辅助刃具机动辅具量具)) (毫米/分) /转/分) 号热处理,淬火,达48-52HRC 5回火10描图15校描底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期标志日期处数更改文件号更改文件号标志处数签字字产品型号零(部)件图号共9页机械加工工序卡片第4页鼓风机铝合金压铸模定模芯零(部产品名称)件名称施工车间工序号工序名称金工50 数控铣材料牌号冷却液同时加工件数1DAC;..毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件设备编号设备名称设备型号大水磨工序工时每台件数每毛坯件数准终 11 单件夹具编号夹具名称平口虎钳工时定额工艺装备主轴转切削速工走刀量吃刀走刀容步内工速(转/ 度(米/ (毫米步/ 深度次数辅助机动辅具量具刃具/分) /分号) /转) (毫米)平面磨床,磨上下平面度,公差在正负0.05mm 高度规砂轮 5 80 1275 40 0.13 1高砂轮度规0.13 0.05mm1 120 千分表10 1275 平面磨床,磨前后左右平面度,公差在正负80描图装订号会签标准化制审核编(日期)(日期)(日期)(日期)签日期日期标志处数更改文件号字标志处数更改文件号签字产品型号零(部)件图号共9页机械加工工序卡片第5页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序名称工序号金工70 精磨材料牌号同时加工件数冷却液;..DAC 1毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件m设备编号设备型号设备名称M7232 CNC工序工时每台件数每毛坯件数准终单件 11夹具编号夹具名称磁性吸盘工时定额艺装备工主轴转切削速走刀量工吃刀走刀容步内工速(转/ 度(米步/ (毫米/ 深度次数机动量具辅具辅助刃具/分) /分) /转) (毫米)号百分游标卡尺8000 3000 0.01 0.05 5 CNC进行精修,能加工到位全部到位1 钨钢刀具表底图号装订号会签审制编核标准化(日期)(日期)(日期)(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零(部)件图号共9页机械加工工序卡片第6页产品名称鼓风机铝合金压铸模零(部定模芯)件名称施工车间工序号工序名称金工80数控铣;..同时加工件冷却1 DAC毛坯外形尺475mmx270mmx93m锻设备编设备型工序工每台件准单11夹具名磁力平工时定切削走刀吃走//毫/深次辅机)毫)))标准(日期(日期产品型号零(部)件图号共9页机械加工工序卡片件名称)部(零鼓风机铝合金压铸模产品名称页7第定模芯;..施工车间工序号工序名称90 金工数控铣冷却同时加工件材料牌1 DAC毛坯外形尺毛坯种475mmx270mmx93m锻设备编设备名设备型工序工每毛坯件每台件准终 1单件 1夹具名称夹具编号平口虎钳工时定额工艺装备主轴转切削速走刀量工吃刀走刀步内容工速(转/ 步度(米/ (毫米/ 深度次数辅助辅具刃具机动量具)毫米/转) (/分) /分) 号5 5 7640 三坐标测量仪120 0.016 钳工检查,0.05描图校描底图号会审编制核签标准化(日期)(日期)(日期)(日期)装订号期日字签更改文件号处数标志期日字签更改文件号处数标志;.。
HKCOP-10-WI-002钻孔工序检验规范.

作业指导书制订日期﹕ 2006年 10月 5日版本﹕ A/0页码﹕第 1 页共 4 页文件名称钻孔工序检验规范页次版本修改内容修改日期共 4页新制订修改记录序号分发部门会签分发份数接收签名回收份数回收签名回收日期 1 管理者代表2 企管部3 生产部4 品管部 1份5 工程部6 工艺部7 财务部8 市场部受控文件分发记录9物流部受控文件回收记录签署栏批准﹕签名﹕ ____________ 日期﹕ ____________审核﹕签名﹕ _____________ 日期﹕ _____________编制﹕签名﹕ _____________ 日期﹕ _____________作业指导书制订日期﹕ 2006年 10月 5日版本﹕ A/0页码﹕第 2 页共 4 页文件名称钻孔工序检验规范1.0目的制定钻孔工序的检验方法和允收标准﹐使检验工作有章可循﹐有据可依。
2.0检验方式2.0.1过程抽检 : 生产过程中﹐检验员须针对于每一台机 , 进行抽检 , 做好抽检记录 . 2.0.2检查频率 : 每一个主轴的每一手底板进行全检 .3.0检验工具MI/LOT卡﹑卷尺、针规﹑红胶片﹑分孔图 film ﹑钻孔 Temp ﹑ 10倍放大镜﹑光台 4.0检验项目4.1孔径﹔4.2外管位到板边缘的距离﹔ 4.3孔位﹔ 4.4孔数 4.5孔壁质量﹔ 4.6板面质量﹔5.0缺陷名称孔大﹑孔小﹑偏孔﹑多孔﹑少孔﹑孔未钻透﹑孔损伤﹑钻错孔﹑爆孔﹑孔变形﹑孔烧焦﹑板面胶渍﹑板面刮伤、披峰、外管位孔偏等 6.0检验步骤6.1检验前﹐检验员须准备好针规﹑红胶片 /点图 film ﹑钻孔 Temp ﹑等检验资料和检验工具放置在检验台上﹐同时对于针规﹐作为主要的检验工具之一﹐必须严格依照 MI 上的钻具排列顺序依次进行排列好﹔6.2由钻孔工序当班操作员在生产过程中的板﹐均应抽取各台钻机各钻轴上最底下的板先自检﹐合格后将底板及 LOT 卡交当站检验人员进行底板全检。
注检工序首检确认记录表

NO.PHL-W5-017
日期/时间:
检验项目
Hale Waihona Puke 型号:工艺要求(检验 标准)
≥3.78V 185±5℃ 热封时间4.0~5.0S 5~6kgf/cm2 ≤-0.095Mpa
工序 (2pcs/每项每台)
化成后电压 温度 时间 抽 气 压力 封 真空度 边 热封模是否平整 机 铁弗龙胶布是否完 好无破损 切边 切边宽度 折边 折边高度 平压行程 平 压力 压 时间 电芯数/次 温度 压力 压边 时间 铁弗龙胶布是否 完好无破损 烫边 烫边温度 折边后 厚度 电芯尺 宽度 寸 长度 填表:
实测值
批量: 批号: 判定结果 担当 备注/相关说明 班组长 IPQC OK NG
6kgf/cm2 10~12S 120±5℃ 4~5kgf/cm2 0.2~1S
参见作业指导书 参见工艺文件 参见工艺文件 参见工艺文件 确认:
注检工序首检确认记录表
部门:
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
日期/时间:
检验项目
型号:
工艺要求(检验 标准)
≥3.78V 185±5℃ 热封时间4.0~5.0S 5~6kgf/cm2 ≤-0.095Mpa
工序 (2pcs/每项每台)
化成后电压 温度 时间 抽 气 压力 封 真空度 边 热封模是否平整 机 铁弗龙胶布是否完 好无破损 切边 切边宽度 折边 折边高度 平压行程 平 压力 压 时间 电芯数/次 温度 压力 压边 时间 铁弗龙胶布是否 完好无破损 烫边 烫边温度 折边后 厚度 电芯尺 宽度 寸 长度 填表:
实测值
批号: 判定结果 担当 备注/相关说明 班组长 IPQC OK NG
电梯现场施工过程自检记录表格模板
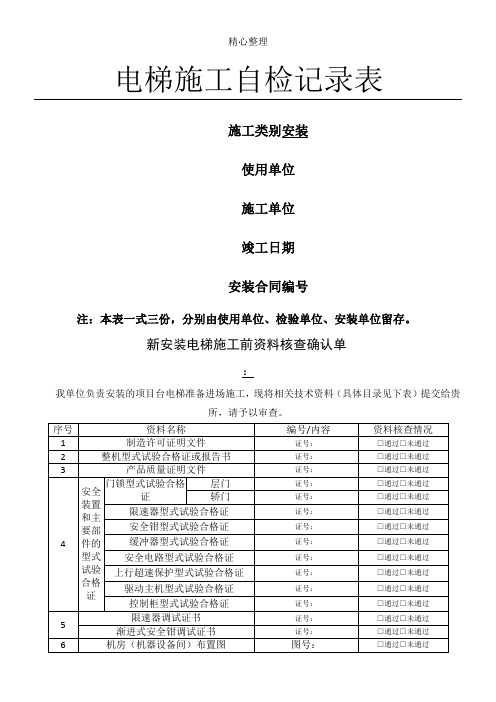
电梯施工自检记录表施工类别安装使用单位施工单位竣工日期安装合同编号注:本表一式三份,分别由使用单位、检验单位、安装单位留存。
新安装电梯施工前资料核查确认单:我单位负责安装的项目台电梯准备进场施工,现将相关技术资料(具体目录见下表)提交给贵所,请予以审查。
序号资料名称编号/内容资料核查情况1 制造许可证明文件证号:□通过□未通过2 整机型式试验合格证或报告书证号:□通过□未通过3 产品质量证明文件证号:□通过□未通过4 安全装置和主要部件的型式试验合格证门锁型式试验合格证层门证号:□通过□未通过轿门证号:□通过□未通过限速器型式试验合格证证号:□通过□未通过安全钳型式试验合格证证号:□通过□未通过缓冲器型式试验合格证证号:□通过□未通过安全电路型式试验合格证证号:□通过□未通过上行超速保护型式试验合格证证号:□通过□未通过驱动主机型式试验合格证证号:□通过□未通过控制柜型式试验合格证证号:□通过□未通过5限速器调试证书证号:□通过□未通过渐进式安全钳调试证书证号:□通过□未通过6 机房(机器设备间)布置图图号:□通过□未通过井道布置图图号:□通过□未通过7 电气原理图动力电路图号□通过□未通过电气安全装置图号□通过□未通过8 安装使用维护说明书安装使用维护说明书□通过□未通过9 安装许可证证号:□通过□未通过10 安装开工告知书证号:□通过□未通过11 特种设备作业人员证件(电梯施工作业人员信息汇总表)原件及复印件□通过□未通过12 安装合同与供货合同复印件□通过□未通过13 施工方案原件(返还)□通过□未通过14 电梯施工前土建工程检查记录原件及复印件□通过□未通过15 电梯施工前制造质量确认记录原件及复印件□通过□未通过安装单位(加盖公章)安装单位负责人:日期:年月日监检机构审查意见:□同意受理□暂缓受理监检员(签字):日期:年月日注1*:如提供资料为复印件的应加盖相关单位公章;注2*:如资料审查存在缺陷,在相关资料补齐前不得施工安装;注3*:资料核查情况栏由监检人员填写。
模具移模自检表

所有集流板和喷嘴是否采用P20材料制造。
28
在模板装配之前,所有线路是否无短路现象。
29
所有电线是否正确联接、绝缘。
30
在模板装上夹紧后,所有线路是否用万用表再次检查。
成型部分、分型面、排气槽
√
23
大型滑块(重量超过30KG)导向T形槽,是否用可拆卸的压板。
√
24
滑块用弹簧限位,若弹簧内置,弹簧孔是否全出在后模上或滑块上;若弹簧外置,弹簧固定螺栓是否两头带丝,以便滑块拆卸简单。并加防护套。
√
25
滑块的滑动距离是否大于抽芯距2-3mm,斜顶类似。
√
26
滑块下面是否都有耐磨板(滑块宽度超过80mm),耐磨板材料T8A,淬火至HRC50-55,耐磨板比大面高出0.5mm,耐磨板应加油槽。且不开通。
√
6
进出油嘴、进出气嘴是否同冷却水嘴,并在IN、OUT前空一个字符加G(气)、O(油)。
√
7
模具安装方向上的上下侧开设水嘴,必须开导流槽或下方有支撑柱加以保护。
√
8
伸出模架顶底板范围的油嘴或水嘴下方是否有支撑柱加以保护。
√
9
模架上各模板是否有基准角符号,大写英文DATUM,字高8MM,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀。
√
18
斜顶、滑块抽芯成型部分若有筋位、柱等难脱模的结构,是否加反顶机构。
√
19
大的滑块不能设在模具安装方向的上方,若不能避免,是否加大弹簧或增加数量并加大抽芯距离。
√
20
21
滑块的滑动配合长度大于滑块方向长度的1.5倍,滑块完成抽芯动作后,保留在滑槽内的长度是否小于滑槽长度的2/3。
工序检查记录表汇编推荐文档

工序检查记录表汇编(可以直接使用,可编辑优质资料,欢迎下载)检查记录表001(砌体)监理检查人: 甲方检查人:日期: 日期:说明:1.检查标准按相关施工规范规定、设计要求2.工序检查由监理单位组织,施工单位专人配合,括号内检查率为甲方检查率检查记录表002(室内防水)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1.检查标准按相关施工规范规定、设计要求2.工序检查由监理单位组织,施工单位专人配合,括号内检查率为甲方检查率检查记录表003(管道吊洞)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1.检查标准按相关施工规范规定、设计要求2.工序检查由监理单位组织,施工单位专人配合,括号内检查率为甲方检查率检查记录表004(内墙抹灰)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期: 说明:1.检查标准按相关施工规范规定、设计要求2.工序检查由监理单位组织,施工单位专人配合,括号内检查率为甲方检查率检查记录表005(外墙抹灰)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1.检查标准按相关施工规范规定、设计要求2.工序检查由监理单位组织,施工单位专人配合,括号内检查率为甲方检查率检查记录表006(厨卫天棚)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1.检查标准按相关施工规范规定、设计要求2.括号内检查率为甲方检查率检查记录表007(外墙外保温)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1.检查标准按相关施工规范规定、设计要求2.括号内检查率为甲方检查率检查记录表008(外墙涂料)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1、检查标准按相关施工规范规定、设计要求2、括号内检查率为甲方检查率检查记录表009(内墙涂料)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1.检查标准按相关施工规范规定、设计要求2.括号内检查率为甲方检查率检查记录表010(外墙门窗)第一版(2021-7)监理检查人: 甲方检查人:日期: 日期:说明:1.括号内检查率为甲方检查率。
HKCOP-10-WI-001开料工序检验规范A0
作业指导书版本﹕A/0页码﹕第 1 页共 4 页文件开料工序检验规范名称作业指导书版本﹕A/0页码﹕第 2 页共 4 页文件开料工序检验规范名称1.0目的﹕制定开料的检验方法和允收标准﹐使检验工作有章可循﹐有据可依。
2.0检验方式2.1首件检查﹕针对于该批板的前3片板进行首件确认,并做相应的首检记录。
2.2检查频率: 开料前每换一种型号板.3.0检验工具MI/LOT卡﹑卷尺﹑千分尺﹑安士仪﹑10倍放大镜﹑光台4.0检验项目4.1板材供货商4.2板材类型4.3开料尺寸4.4板材厚度4.5基铜厚度4.6铜箔的表面质量4.7铜面是否与基材剥离5.0缺陷名称板料错误﹑板厚超公差﹑铜箔厚度超公差﹑尺寸偏大﹑尺寸偏小、铜面凹坑、铜面刮伤﹑铜面麻点、铜面皱纹、铜箔剥离、板损坏、磨圆角、毛边/毛刺/披锋等6.0检验步骤6.1检验前﹐检验员须准备好MI/LOT卡﹑卷尺﹑千分尺﹑10倍放大镜等检验工具放置在检验台上﹔6.2由开料工序当班的操作人员将自检合格后的首板以及LOT卡送当站检验人员进行首件检查。
检验时﹐检验员须戴干净的白手套﹐根据《开料工序首板检验记录表》上的检验项目并结合MI/LOT卡上的要求逐项进行检验﹔6.2.1 检查开料图上(黄单)所指定的板料供货商与MI/LOT卡上的板料供货商是否相符﹔6.2.2 根据MI/LOT卡上的要求检查板材的类型是否正确﹔6.2.3 用千分尺测量板材厚度是否符合要求﹔6.2.4 用卷尺检查板材的开料尺寸是否符合开料图上的要求﹔6.2.5 用安士仪检测板材的表面铜箔厚度是否符合MI/LOT卡上的要求﹔6.2.6 目视检查板材表面的铜箔是否存在刮花﹑损坏﹑凹痕等现象6.2.7 目视检查板材的铜箔与基材之间是否出现剥离﹔6.3检验完毕后﹐须将实际的检测结果如实填写在《开料工序首板检验记录表》中﹐同时实施判定。
6.3.1如果判定结果为合格时﹐则通知操作员此板可以批量生产﹔6.3.2如果此板的检验结果判定为不合格时﹐也同样须要将结果通知到操作人员﹐知会其不合格的原因﹐由开料工序管理人员在《开料工序首板检验记录表》确定处理措施﹐并对检验结果进行签名确认﹐同时由生产操作人员重新进行首板生产﹐直至当站检验人员确认合格后方可批量生产﹔6.4如果在判定的结果上与生产工序人员存在分岐时﹐不允许检验人员擅作主张﹐自行处理﹐作业指导书版 本﹕A/0页 码﹕第 3 页 共 4 页文 件 名 称开料工序检验规范而必须及时向当班技工以上人员反馈﹐以使问题得到及时的处理﹔6.5如果首板未经当站检验人员检验或首板检验不合格时﹐生产操作人员已自行将生产板批量 生产出来﹐则当站检验人员须对此板作拒检﹑拒签LOT 卡处理﹐同时还须将此问题向本工 序的管理人员反馈﹐以使问题能够得到及时的处理﹔6.6当站检验人员有义务将不合格的待处理板进行隔离﹐并作好标识﹐以防止不合格板被混淆 至生产板中。
首末检验记录表

记入数值 记入数值 记入数值 记入数值
首检 末检 首检 末检 首检 末检 首检 末检
质 确
8
厚度
18.5±0.3 18.2~18.8
记入数值
首检 末检
认9
高度
22+1.5 22~23.5
记入数值
首检 末检
10 跳动齿顶
≤0.15/A
记入数值
首检 末检
11 跳动大端
≤0.2/A
记入数值
首检 末检
12 跳动小端
≤0.2/A
记入数值
首检 末检
13 △外观 无拉毛、碰伤等 目视
首检 末检
14 吨位 105吨(参考) 目视
首检 末检
15 模间距 511.3(参考) 目视
首检 末检
首检
末检
开始作业时、更换工装、模具等都须记入
操作员/检验 员Байду номын сангаас
工序名称:复合成形
设备名称:
设备编号:
日/ 班
记入数值
首检 末检
2
外径
Φ26.2+0.20 Φ26.2~Φ26.4
记入数值
首检 末检
3
外径
Φ33.5+0.20 Φ33.5~Φ33.7
记入数值
首检 末检
4 5 6 品7
小径
大径 跨棒 距
长度
Φ160-0.1 Φ15.9~Φ16
Φ190-0.1 Φ18.9~Φ19 Φ27.36+0.3+0.1 Φ27.46~Φ27.66
杭州洪武精密机械 有限公司
工 序 作 业 检 查 表——首末检用
年备 注
SMT贴片后清洗工序制造过程审核检查表 模板
超声波清洗机功率符合清洗要求
設備因素 是否有设备编号以及责任人?
超声波清洗机设备编号为HP00000060,并有保管人
是否有设备保养/点检计划并按计划实施?
超声波清洗机设备按要求做点检
是否有相应的设备操作说明书?
员工按超声波清洗机操作说明书作业
产品数量、生产批次的大小是否按需求而定?
清洗站别按工单发料,查发料本
10分/每項 10
是否有策划产品制造过程环境要求?
查核温湿度管控一览表,温度要求25±5度,湿度要求60%以下
5 環境因素 制造现场是否符合环境的要求
查核环境温度符合要求温度20度,湿度45%
10分/每項 10
基础实施是否符合生产的需要
经查核生产现场均满足要求
是否有测量系统的分析计划?
NA
是否有按计划对测量系统进行分析?
10分/每項 10
10分/每項 10
物料的发放是否有做记录?
查核物料登记表
每个工序是否在显著位置摆放该工位的作业标准书?
作业现场 有悬挂作业SOP文件编号
作业员是否有按作业标准书来操作? 4 作業方法
作业标准书是否与实际操作流程一致?
作业标准书的内容是否满足该工序特定的质量要求?
有按要求佩戴口罩、手套、防护眼镜 实际操作与文件一致文件编号 作业SOP文件编号符合质量要求
2、判定標準:完全符合:10分;大部分符合:8分;部分符合:6分;大部分不符:4分;完全不符合:0分。
3、①當過程審核得分≤75分,為急待改善提高;②當過程審核得分75分~90分,為尚可;③當過程審核得分≥91分(且CPK≥ 1.67)為過程能力充分
核准:
审核:
稽核员:
不良品用红色标签做标识 不良品数做记录查生产查检表 按不合格品控制程序文件作业