抄纸机头箱系统及纸层成型部的介绍
纸机网前箱与多圆盘控制
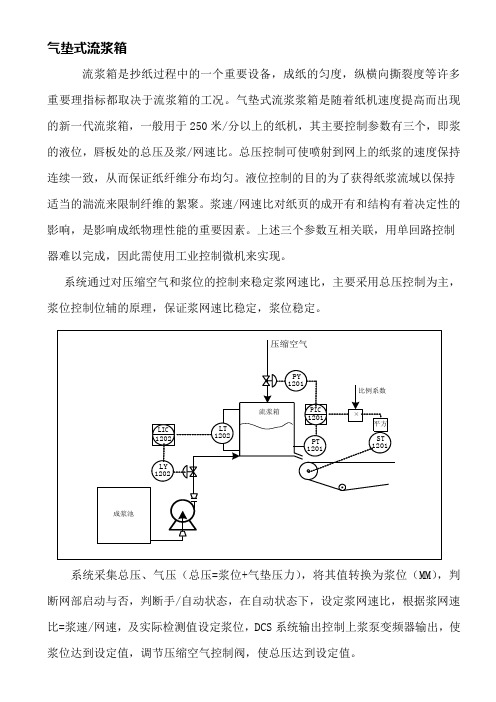
气垫式流浆箱流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
系统通过对压缩空气和浆位的控制来稳定浆网速比,主要采用总压控制为主,浆位控制位辅的原理,保证浆网速比稳定,浆位稳定。
系统采集总压、气压(总压=浆位+气垫压力),将其值转换为浆位(MM),判断网部启动与否,判断手/自动状态,在自动状态下,设定浆网速比,根据浆网速比=浆速/网速,及实际检测值设定浆位,DCS系统输出控制上浆泵变频器输出,使浆位达到设定值,调节压缩空气控制阀,使总压达到设定值。
通过总压控制为主,浆位控制为辅的双闭环协调控制系统,能够实现对浆网速比的稳定控制,通过不断调节上网浆量和气垫压力,使流浆箱的浆网速比及压力的控制精度大为提高。
系统设计为前馈PID调节方式,手自动无扰动切换。
(1)、流浆箱液位控制通过调节成浆池泵出口管道上的阀门开度大小来控制从成浆池到流浆箱的制浆流量以及纸浆总量,从而达到控制流浆箱液位的目的。
闭环控制回路的被控量就是流浆箱液位(用变频器控制更合理)。
(2)、流浆箱唇板处的总压控制对流浆箱的控制一般来讲遵循一下原理:V2=2gh其中:V——喷浆速度(m/s) g——重力加速度(9.8m/s2) h——总压头(m)上述公式说明:要想维持从流浆箱到湿部网上的流浆具有必要的喷浆速度,流浆箱内的压头必须随网速的平方成正比变化。
现在所采用的两种:敞开式和密封压力式。
纸机湿部和纸机干部
8
W. Lin 21-May-20
一般地,成形板的作用是延缓最初的 脱水,以使细小纤维和填料不会穿过浆层 被冲走。
脱水元件: 案板(刮水板)、案辊、低真空湿式 真空箱、高真空干式真空箱、高真空伏辊。
9
W. Lin 21-May-20
成形网
无端连续环形网。 由聚酯单丝、或金属编织而成。 网眼能留住纤维而让水分排除。
2.从湿纸饱和点到压区中线。(水由纸页 转入毛毯;总压力达到最高)
3.压区缝口开始扩大,直至水压力为零。 (纸页干度达最高点)
4.纸页和毛毯开始膨胀,纸页水分不饱和 直到它离开压区为止。(部分水又返回
纸页)
16
W. Lin 21-May-20
可见,在第4阶段,脱水受到制约。
为此,必须在纸页和毛毯经过压区后 将它们立即分开。 —— 在新型压榨设计中都提供了满足的 条件!
流浆箱的主要操作变数:浆浓、温度、浆网速比
● 一般地,在不损害单程留着率或不超过成形部滤水 能力的情况下,浓度低些可获得良好的纸页匀度。
● 温度较高时浆料的滤水性较好。
● 浆网速比一般接近于1。若浆速低于网速,则纸页
被拉着;反之,则被推着。但有时,需要推或拉一下 纸页,以改善脱水或改变纤维走向。
7
W. Lin 21-May-20
冲浆泵 (动力源) 净化器 (除砂器) 筛浆机
2
W. Lin 21-May-20
流送系统:专指冲浆泵循环系统。包括对抄 纸浆料进行计量、稀释,以及上网前的净化 与筛选。其范围是从贮浆槽到流浆箱堰板。
冲浆泵:流送系统的动力源,混合抄纸浆料 与白水,并将混合液送去流浆箱。要求流量 和压力稳定。
净化器与压力筛浆机:前者利用密度不同从 纸料中除去泥沙等杂质以及某些轻质杂质。 后者主要利用形பைடு நூலகம்的差异从纸料中除去杂质 并同时起分散纤维的作用。
纸箱自动成型封底机设备工艺原理
纸箱自动成型封底机设备工艺原理纸箱自动成型封底机是一种自动化设备,其工作原理是将预制纸板板片通过各类传动装置送至成型、封箱、贴标等各工位,在人员不需干预的情况下完成整个工作流程。
下面本文将详细介绍纸箱自动成型封底机的设备工艺原理。
一、整体结构纸箱自动成型封底机每个工位都有相应的传动装置以保证整个系统能够协调一致的运作。
1. 主传送机构主传送机构主要由控制系统、进料部分、传送部分、收料部分和安全保护装置构成。
控制系统包括PLC控制系统和伺服系统。
进料部分包括纸板板片的输送装置和纸板板片定位装置等,以确保在正常生产下原材料可以高效地输送。
传送部分由各项传送装置构成,以确保组合好的纸箱板片可以对接到下一个工位,由于每个传送装置的传动方式略有不同,所以各传送装置与传动部件的传动比都是不同的。
收料部分则需要装备收料装置,收料装置可以自动将组合好的纸板板片放进收料车上,使得整箱纸箱能够高质量地产生。
2. 成型工位成型工位主要由模板、压力衬板、送板板、热胶系统等最基本的组成部分。
纸箱成型工位是纸箱自动成型封底机组合纸板板片的最重要的工位,模板和送板板是真正完成成型工作的重要部件,因此其精度和对位精度都非常高。
为保证精度和可靠性,送板板的啮合毫米数、桶和安装时的余缝等都需要特别注意。
3. 封箱工位封箱工位主要由封箱板、压箱板、送箱板、压板和张力系统、安全保护等配件组成。
这些配件是为了确保封箱过程中的精度和质量。
二、工作原理1. 纸箱的成型纸箱自动成型工位中要完成的工作是把预制的纸板板片按照预定的方式进行压合成型。
进入成型工位的纸板板片需要经过如下步骤:•1)纸板板片以相应的步骤传送到成型工位;•2)传送的纸板板片由定位装置进行定位;•3)模板进行压合,以进行纸箱的成型;•4)将成型好的纸板板片传送出去。
2. 纸箱的封箱完成纸箱成型的下一个任务是将其进行封箱,纸箱自动封箱机工作时所要实现的任务是将纸箱口热熔,热熔完成后需要将纸箱口完全粘合起来。
抄纸生产流程

12
造生纸活业用的纸发概展述和公司抄纸设备介绍
22
备浆
32
抄纸
42
复卷
22
备浆主要流程:
高
高
原
散
浓
频
磨
配
抄 造
料
浆
除
疏
浆
浆
渣
解
部 分
原 料 检
备浆
验
23
散浆 碎浆机(水力式碎浆机)
工作原理:
纸浆吸水润涨后,利用叶轮的旋转使纸浆 受到水力剪切力作用,从而使纤维分散.
作用: 1、分散纤维(干浆、湿浆 、损纸) 2、混合化学品——循环剧烈 3、临时贮存槽——计量准确,控制浓度 4、放料板:筛除杂质
39
压榨
压榨作用:
1. 脱除纤维间的游离水 2. 增加纸页紧度(定量/厚度)
对纸页的影响:
厚度降低、强度增加、柔软度降低、皱纹结构等
40
干燥
烘缸及烘缸罩
作用:蒸发、排汽及支撑纸页起皱
干燥系统组成:烘缸、护罩、蒸汽和冷凝系统
干燥来源: 高压蒸汽 瓦斯
41
起皱
定义:使纸面产生弯曲或皱纹的过程 原理:二维结构——三维结构 机械构成:烘缸面、纸页、涂层、刮刀 皱纹形成:小皱纹——大皱纹 影响因素:粘附力、磨浆等
●卫生纸 —— 卷 筒(Roll Toilet—“RT”) —— 抽取式(Interfold Toilet—“IT”)
●面 纸 —— 盒 装(Box Facial—“BF”) —— 袖 珍(Pocket Facial—“PF”)
●纸手帕 —— 标准型(Std.Handkerchief—“Std.HK”) —— 迷你型(Compact handkerchief— “Comp.HK”) 面纸类
造纸和纸的抄造(北京林业大学造纸原理及工程)
• 4、流浆箱其他要求:流浆箱应有足够的刚性, 不变形、确保结构尺寸不变。
二)流浆箱的发展和类型:
• 1、敞开式流浆箱: 其结构特点是通过调节箱内浆位的高低来控制
上网的浆速(图3-39),只能用于中低速纸机; 2、封闭式流浆箱: 其结构特点是流浆箱的堰池是封闭的,通过变 更浆位上的空气气垫压力,能准确、灵活、大范 围地调节上网浆速(图3-40),适用于中速或较 高速纸机;
• d.案板易于调节,能精确的控制脱水量和脉动强 度;
• e.案板能延长网的寿命,便于推广塑料网。
3、网案的摇振装置
• 将胸辊和部分网案用偏心机构进行摇振。 • 目的:克服网上纤维再絮聚现象,降低纤维排列
的方向性和促进脱水,提高纸页匀度,改善纸页 成形。 • 振动指数=(振动频率×振动幅度)/纸机车速 • 当纸机车速低于600m/min以下(特别是生产 高定量纸)时,高频摇振对改善成形匀度有很明 显的效果;但当纸机车速高于600m/min时,摇 振对匀度的改善很少甚至没有。
• 游离浆含自由水多,易脱水。粘状浆含结合水多 难脱水。
• 3、要求:纸料在网部成形时,要求纤维适当扰动, 分散均匀。使抄成的纸页匀度良好,全 幅一致。
二.长网部
•
一)长网部纸页的脱水和成形(图3-58)
1、上网段:包括胸辊、成形板;
任务:成形,缓慢脱水。
2、成形脱水段:
A区(成形区):该区应缓和均匀脱水,以保证
4、纸料着网点与胸辊和成形板 的位置
• 1)纸料着网点:从胸辊中心线开始直到成形板这一区 间内。
2)成形板前段距胸辊越近,胸辊的脱水量越少。
3)进入夹区的空气的可能去向:
生活用纸抄纸工艺流程介绍29页PPT

Microfold初步细皱纹 (Primary Crepe)
Microfold初步细皱纹 (Primary Crepe)
Doctor Blade
Macrofold大皱纹 (Secondary Crepe)
Macrofolds大皱纹 (Secondary Crepe)
18
原纸
卷取
TM9
新月型
GOLD SHUN
2800
1200
TM10
新月型
GOLD SHUN
2800
1200
TM11
新月型
GOLD SHUN
2800
1200
TM12
新月型
GOLD SHUN
2800
1200
TM1
新月型
Acelli
5600
2400
新月型纸机成型特点
将低浓度的浆料喷向成形区进行脱水。成形区是压榨毛毯和成形网在成形辊上重叠弯曲在一起形
NBKP(北方松) 纸浆 CELGAR CELECT NBKP SOFT CANADA 纸浆 HOWE SOUND NBKP (好声)
产地
海南 印尼 巴西 海南 中国
加拿大 加拿大 加拿大 加拿大 芬兰 美国 新西兰 美国 加拿大 加拿大 法国 法国
印尼 印尼 台湾 日本 日本 巴西 巴西 巴西
加拿大 加拿大 加拿大 美国 加拿大 加拿大 加拿大
24
厂名 苏州抄一厂
苏州抄二厂
苏州抄三厂 孝感厂 新民厂 HN-GHY
HN-GSP 四川金红叶
纸机
型式
供应商
宽幅(mm)
设计车速(m/min)
TM1
新月型
Andritz
纸的抄造

纸浆经调配处理之后 ! 在送抄纸机之前 ! 还必须通过储浆池, 将纸浆混合均匀, 再用浆泵 把纸浆送入调浆箱, 根据纸张性能需要, 调节成一定的浓度, 然后通过沉砂盘和筛浆机, 除去 泥沙和结团的纤维束。所有这些过程, 对于纸张的质社, 如均匀度、 定量、 以及冻疙瘩等外观 弊病, 均有很大的影响, 浆料经除杂后即可送入抄纸机进行抄纸。
等。脱水机理除了依靠浆层本身压强的自然过滤外, 还利用脱水元件与网面形成瞬时真空 或真空箱的真空, 产生过滤作用, 使得浆料中的纤维和添加物沉淀到网面上, 而形成纸页。 铜网一般由磷青铜制成, 网的密度为 !" # $% & ’(" 根细丝, 网目的大小由所要生产的纸张规 格所决定, 近些年来也有用聚酯网取代铜网操作的抄纸机。 有的抄纸机在每一或每二个真空箱的后边还有一个水印辊。它是外表包一层丝网的空 心辊筒, 它可以增加纸张的强度, 这个水印辊只是轻轻地压在纸张上, 当纸张需要水印时, 必 须适当增加该辊的压力。 当水从丝网排出时, 要带走一些靠丝网面的细小纤维和填料, 因而它会造成纸页两面在 光学性能和表面性能上存在明显的不同。 圆网造纸机的网部由同笼、 网槽和伏辊三个部分组成, 网箱在网槽内回转, 由于圆网的 内外水位差所产生的过滤作用, 将纤维吸附在网上形成纸页。当毛布通过网面与伏辊之间 时, 由于毛布的比表面积大于钢同的比表面积, 因此, 纸页自铜网剥离附着在毛布表面送往 压榨部。 圆网造纸机网部有顺流式和逆式两种, 见图 ) * !+。
三、 纸的整理
纸的整理通常包括轧光、 卷纸、 复卷、 纵切、 横切、 整选、 点数和包装等程序。所有上述工 序随纸张品种和用途的不同而增减, 并非每一种纸都必须逐次经过所有的工序。
பைடு நூலகம்
抚顺PM2纸机各部介绍

牛卡纸抄造工艺流程,产品主要物理指标及用户对成纸的主要要求.一、PM2纸机基本流程方框简图与其辅助系统原料初选—碎解—高浓除渣—粗筛—分级筛—除渣器—多圆盘—热分散—盘磨—浆塔—混合浆池—纸机浆池—低浓除渣—压力筛—流浆箱—网部—压榨部—前干燥—表面施胶—后干燥—硬压光—卷取—复卷—打包—过磅—入库—客户二、纸机辅助系统(8大系统)1、油压、润滑油系统主要向纸机各传动点提供润滑油脂、减少设备磨损、延长设备使用寿命,同时保证设备高效运转;向各加压点提供油压。
2、真空系统向纸机网部,压榨部各真空箱提供真空,帮助网上纸页脱水,成形,主要由低真空风机、高真空风机和真空泵组成。
PM2真空系统配有2台高低真空风机、7台水环真空泵。
3、化工辅料系统主要用于流送部浆料中,改善浆料性能,提高浆料保留率,增强网部脱水,提高纸页强度等作用,具体有以下主要几种化药品:(1)染料:主要用于面层、芯层浆料中,使纸页颜色达到良好的色相值。
(2)施胶剂中性施胶剂,分别用于面浆、芯浆和底浆中,主要提高纸页的抗水性和适印性。
(3)硫酸铝主要改善浆料PH值,同时与AKD配合提高纸页抗水性,增加细小纤维留着率。
(4)助留剂主要提高细小纤维的留着率,减少细小纤维流失,同时有助于纸页在网上脱水。
(5)助滤剂主要加强纤维在网上脱水成形。
(6)消泡剂主要消除浆料中的泡沫,有利于网上脱水和成纸品质稳定。
(7)杀菌剂主要是杀死和抑制浆中细菌生长,减少浆料絮聚腐化,从而减少破洞产生,保证品质。
(8)两性淀粉主要提高纤维间的结合力,提高纸页强度。
(9)喷淋淀粉主要提高纸页层与分层间的结合力,防止纸页分层。
(10)表面施胶剂主要提高纸页抗水性,增加纸页表面强度,提高纸页的柔和性和适应性。
4、水系统(1)白水系统主要向各层浆中提供稀释水,调浓水,便纤水混合均匀并达到纸机所需上网浓度。
(2)清水系统主要提供补充水和清洁用水。
(3)温水、密封水、冷却水系统主要向制浆、造纸各主体设备、泵等提供水源进行水封、冷却降温,各系统水源回用、添加。
抄纸机概论
L/ b 比例
36
海南金海浆纸业有限公司
不同唇板的设计
收敛式 刀式 复合式
37
海南金海浆纸业有限公司
纸料从头箱喷出落下网上位置简易计算
上層板 L
頭 箱
B
ß
下 層 板
h
b
網 Wire
胸 轆
中心
S Breast Roll
38
纸料从头箱喷出落下网上位置简易计算
海南金海浆纸业有限公司
G:重力加速度M/sec2 H:水头(M) B:上唇板开度(MM) L:水平距离(MM) b:Jet厚度(MM) h:下唇板至网间距(MM) s:喷出入射角度 Vj:Jet流速(喷出速度)(M/sec) S:喷出着落距离(MM) Cv:速度系数(约0.9~1程度) t:喷出飞越滞空时间(sec)
9
海南金海浆纸业有限公司
空气混入
纸面产生瑕疵 网部脱水不良 流浆系统不稳定
脱气设备/管路设计/消泡剂
10
海南金海浆纸业有限公司
长网下网坑位置示意图(Beloit Corp) 白水收集盘
长网 网 坑
11
海南金海浆纸业有限公司
长网下网坑位置设计原则
较长开放式的管路设计 释放空气、降低白水湍动 消泡剂
58
海南金海浆纸业有限公司
喷流比(J/W Ratio)
包含本体及马达, 于本体内部含有筛 板及转子,由马达 带动转子运转,而 转子本身之水翼造 成搅动形成压力差 帮助过滤杂质。
17
海南金海浆纸业有限公司
筛选机系统原理
正压可帮助良
篩板
負壓
正壓
轉子
浆通过筛板,而 负压可将附着于 筛板上的杂物推 开,防止筛孔之 阻塞。浆料经过 筛选后将分为良 浆及排渣 。
5第五章纸的抄造讲解

水力式流浆箱(满流式) 适合用在高速纸机,夹 网纸机。
整个流浆箱结构紧凑,上浆时整个流浆箱都充满了纸浆。
阶梯扩散布浆器
管束布浆器
•单管布浆器:从流浆箱底部进浆,结构比较简单,但是纸料的分
布不够均匀。只适用于低速、窄幅的圆网纸机。比方说787mm圆网 纸机。 •错流布浆器:其原理是两个锥形导管组合在一起,两者截面积的 总和要一定,两个导管来的纸料混合时,压头出口的横流互相抵 消,就能够在流浆箱全幅范围内得到大致均匀的纸料速度但是实 际操作的时候,很难保证两个进浆管中的浆量完全相同,而且小
•多孔板布浆器:用一块有许多小孔的孔板,作为进浆总管和
流浆箱之间的分界。浆料通过孔板能形成大量的细小射流,经
过消能处理后,能形成分布均匀稳定的浆流,布浆效果较均匀
稳定。而且孔板结构简单,清洗方便。一般孔板板厚50mm,孔 的直径:14mm左右,孔间距:40mm。
•阶梯扩散器:阶梯扩散器是分段扩大,具有较好的布浆效果,
网部、压榨部
网
部
二、流浆箱的组成、类型、发展情况和发展趋势
流浆箱由布浆装置、整流装置、上网装置组成 布浆装置(布浆器):布浆总管、布浆元件、稀释水调节控制 系统 整流装置(堰池):整流元件 上网装置(堰板):堰板
1.流浆箱的作用和基本要求
总的要求:浆流均匀稳定、纤维分散均匀。
具体要求:
①沿纸机横幅均匀分布纸浆。
②有效分散纤维,防止絮聚。
③喷浆稳定。
④流浆箱内壁、流道要平滑,没有死角,便于清洗。 ⑤流浆箱箱体有足够的刚度,结构尽量简单,容易操作。
抄纸机-头箱

整流轆功能示意圖
18
氣墊式頭箱示意圖(Beloit 氣墊式頭箱示意圖(Beloit Corp) 旋轉噴淋管 整流轆
進料分 佈器
19
唇板
目的:調整開度得到需求的流量。 目的:調整開度得到需求的流量。 唇板幾何形狀及開口度決定噴流的厚度。 唇板幾何形狀及開口度決定噴流的厚度。 頭箱壓力決定噴流速度。 頭箱壓力決定噴流速度。 上放漿唇閘(Top Lip)及唇布 及唇布(Apron)。 上放漿唇閘 及唇布 。 上放漿唇閘可上或下來調整, 上放漿唇閘可上或下來調整,局部可利用單獨螺 絲來微調。 絲來微調。 上放漿唇閘及唇布可在水平方向調整, 上放漿唇閘及唇布可在水平方向調整,以控制噴 漿角度。 漿角度。
長網部示意圖
.頭箱 Headbox 頭箱 .唇板 Slice .胸轆 Breast Roll .成形板 Forming Board .成形網 Fabric
Water Turbulence removal Low vacuum
Delivery
High vacuum
1
頭箱系統
目的:把扇泵輸送的漿料, 目的:把扇泵輸送的漿料,轉化成管道 流成為均勻、 流成為均勻、等寬度的長方型流 體進入抄紙機,同時在抄紙機縱 體進入抄紙機, 向平均等速度。 向平均等速度。 影響:交織及均勻度、 影響:交織及均勻度、纖維及填料的平 均分佈
31
交織成形
大部份長網抄紙機使用速度成形設計。 大部份長網抄紙機使用速度成形設計。 一般而言,壓力成形設計會在胸轆有過 一般而言, 多的噴流, 多的噴流,導致會有較低的細纖維及填 料留存及不良的紙匹結構。 料留存及不良的紙匹結構。
32
漿流對網面產生水平及垂直的衝圖
3.Glied
抄纸生产流程
纤维图片
(三)纸的形成
纸是由纤维悬浮 液经滤网过滤得到 的滤层、再经压榨 和干燥后形成的。
纤维悬浮液 滤网过滤 压榨
干燥
四、造纸工业在国民经济中的地位
• “软钢板”。反映国力和文化发展水平。 • 是“朝阳工业”,而不是“夕阳工业”。 • 国际上认为是六大支柱产业之一。
五、国内外造纸工业的现状和发展
国产长网造纸机(6台)
复卷机8台
• 进口复卷机5台, 国产机复卷机3台 。
• 国产复卷机设计 速度
1200m/min
金红叶苏州厂抄纸设备汇总
抄纸一厂
进口纸机2台(年产12万吨) 复卷机4台
抄纸二厂
国产纸机6台(年产6万吨)
抄纸机8台 复卷机8台 年产原纸18万吨
复卷机4台
几个名词
• 定量:每一平方米单层纸的重量。单位:克/平方米 • 纤维:构成植物体最基本的单位。 • 纸机车速:指纸机烘缸的线速度。单位:米/分钟 • 纸机白水:含有一定量的纤维和化学药品的纸 机网部和压榨部脱出的水。 • 帚化:利用机械力作用使纤维之间揉搓、弯 曲、表面起毛的过程。
12 造生纸活业用的纸发概展述和公司抄纸设备介绍
22
备浆
32
抄纸
42
复卷
抄造部分
备浆主要流程:
备浆
配浆 磨浆 高频疏解 高浓除渣 散浆
原料
原料检验
散浆 碎浆机(水力式碎浆机)
工作原理:
纸浆吸水润涨后,利用叶轮的旋转使纸浆 受到水力剪切力作用,从而使纤维分散.
作用: 1、分散纤维(干浆、湿浆 、损纸) 2、混合化学品——循环剧烈 3、临时贮存槽——计量准确,控制浓度 4、放料板:筛除杂质
中国人发明了造纸
纸机结构介绍
年产30万吨超级压光纸项目纸机介绍该项目生产线纸机设计车速为2000米/分,纸机网部宽度为11.15米,采用世界上最先进的D C S系统、Q C S系统和电气传动系统;主要设备由芬兰M E T S O公司提供,是目前世界上幅宽最宽、车速最快、单机产能最高、装备最先进的新闻纸生产线,产品各项质量技术指标均为国际一流水平。
纸机的主要设计参数:设计车速2000米/分钟,工作车速1900米/分钟,网宽11150m m,卷纸机净纸宽度10549m m,最大卷纸直径3700m m,定量范围40-52g/m2,设计标准定量48.8g/m2,日产量1408吨,成品纸灰分9%,成品纸水分7%。
纸机结构介绍1、流浆箱流浆箱形式为“O p t i-F l o w喷射式流浆箱。
这种形式的流浆箱是为2000米车速的夹网成形器专门设计的,以确保纸机的高车速及高效率。
主要技术参数是:唇板出口宽度:10980m m最大上网流速:208l/s/m回流:最大10%稀释水比例:最大10%流浆箱唇板开度通过双速电机和蜗轮调整,调整范围为6-70m m。
为确保唇板开口平直并保证纸机横幅曲线,通过唇板区热补偿系统来调节唇板及堰板的温度,使其在正常运行情况下接近浆温,或在停车期间达到设定值。
同时,还可通过微调旋钮对唇板调直。
这些手动旋钮均已编号,每个旋钮上都带刻度,标明唇板条距零基准线的偏离。
通过流浆箱调偏,来调整着网点。
流浆箱调偏由电机与蜗轮来实现。
唇板的位置可控制室读取。
流浆箱偏斜的调整范围为:工作范围±6m m,清洗位置+100m m2、网部网部形式为O p t i-f o r m e r立式夹网。
网部包括一个成形辊,加载元件与真空吸水箱。
加载元件与真空吸水箱使纸页的脱水能得到准确的控制。
这个区域是整个网部对成纸质量影响最大的地方。
流浆箱来的浆直接射入成形辊与内网间的间隙。
纸页在成形辊处的网子包角内两面同时脱水。
纸页竖直方向的填料分布是通过调整成形辊的脱水量来调节的。
造纸机头箱讲义
2020/10/19
15
海南金红叶纸业有限公司
湍流发生器
2020/10/19
16
海南金红叶纸业有限公司
整流装置
整流装置是头箱的主体部分,它的作用是根据造纸机车速 的要求,提供与网速相适应的静压头,整流装置种类很多, 阶梯扩散式整流装置是一种结构简单、体积小、重量轻、 效率高的头箱主体。主要优点:由于阶梯扩散器能产生 “高强微湍动”,可以强烈地分散纤维网络,防止纤维絮聚, 以保证浆料成形良好,使成纸的匀度和纵横拉力比有所改 进,浆流的行程短而直。阶梯扩散器具有分布整流和消能 等多功能。
海南金红叶纸业有限公司
卫生纸机头箱介绍
2020/10/19
纸部
熊燕
1
海南金红叶纸业有限公司
头箱
头箱的作用是接受冲浆泵送来的浆料,把管道浆流转换 成匀称的宽度,并与纸机的宽度相等,且在纸机的纵向形成 均一流速的矩形浆流。
头箱按照发展的进程和结构基本特点,可以归纳为四种: 敞开式、封闭式、敛流式、敛流气垫结合式四大类型。根据 喷出浆料所需的速度,头箱可分为敞口式和压力式两种,压 力式头箱又可进一步分成气垫式和水力式。
32
海南金红叶纸业有限公司
浆料喷出控制 正常的喷出情形:
2020/10/19
33
海南金红叶纸业有限公司
浆料喷出控制
完全喷在毯上的情形:
2020/10/19
34
海南金红叶纸业有限公司
浆料喷出控制
完全喷在网上的情形:
2020/10/19
35
海南金红叶纸业有限公司
浆料喷出几何结构实体图
~120 mm
2020/10/Байду номын сангаас9
36
抄纸工艺基础流程概述

输送带
25
散浆刀盘及放料板
散浆前
散浆后
26
除渣
高浓除渣器
工作原理: 在离心力作用下根 据物体的比重不同, 去除重杂质(小石 子、沙砾等)
排渣槽
27
疏解
高频疏解机
工作机理:
利用转盘之间的 定向磨擦来分离纤 维束,以增加碎浆 机的生产能力
28
磨浆
磨浆机 (双盘磨)
工作机理:。
利用磨片对纤维的机械和 纤维对纤维的挤压作用, 使纤维被切断、帚化,改 变纤维的物理形态。
纸的种类
文化用纸 生活用纸
工业用纸
特种用纸
10
两 个 问 题
• 你知道金红叶有哪几个品牌吗?
唯洁雅、清风、真真
• 你所选用生活用纸的标准是什么?
11
选用生活用纸的标准(参考)
2 1
要卫生和安全(对身体无伤害)。 价格要便宜(价位要好)。
摸着要柔软(手感要好)。 要有很好的吸水性(吸水要好)。 外包装、重量、颜色、味道等
29
配浆
两种或两种以上浆料按 照一定比例混合的过程
均匀\稳定
30
2 1 2 2
造纸业的发展和公司抄纸设备介绍 生活用纸概述和公司抄纸设备介绍
备 浆 抄 纸
2 3
2 4
复 卷
31
抄造主要流程:
复 卷 部 分
上 浆
筛 选
成 形
压 榨
干 燥
起 皱
卷 取
原 纸 检 验
抄
32
造
网 部
毯 部
33
干燥部
16
造纸设备(一厂)
车速: 2200M/MIN 日产量: 400T/DAY/2台 所抄纸种: RT BF HK HT NK KT PF
造纸设备包括哪些及造纸机结构
造纸设备整体大致都是三大部分:制浆设备、造纸设备和复卷(或是切纸)设备。
制浆设备又有打浆机、除渣设备、洗浆设备、辅料设备;造纸设备又有网部设备、压榨设备、烘缸设备、压光设备、卷取设备;复卷设备就是复卷机和称重喷字打包设备。
造纸机纸张抄造的联合装备。
主要由网、压榨、干燥等部分构成。
网部分为圆网和长网两种。
压榨部是由压榨辊和造纸毛布等组成。
干燥部是由一个或几个烘缸组成。
某些长网机还会装备机械压光机,用来提高纸的平滑度和紧度等。
造纸机的类型有很多,如制造单面光纸张的单烘缸造纸机(又称杨克式造纸机)、制造一般纸张的长网多烘缸造纸机、制造打字纸和卷烟纸等的薄页造纸机、制造纸板的纸板机等。
根据造纸工艺的需要,造纸机结构的形式多样,一般均由流送、成形、压榨、烘干、整饰、卷取及传动等部件和辅助系统等一些配套设备组成。
成形部由流浆箱、胸辊、成形网、吸水箱和伏辊等组成。
流浆箱布浆器会将流送系统送来的成浆均匀地喷送到成形网上,浆速与网速要相匹配。
控制浆速和控制网速是选用流浆箱箱型的主要因素。
全封闭水力式流浆箱是以调节冲浆泵的送浆压力来调整浆速,它适用于高速造纸机;气垫式流浆箱是由调节气垫压力来调速,而开敞式高位流浆箱则是以调整箱内浆位高度来调速,适用于中速造纸机;开敞式隔仓流浆箱则适用于低速造纸机。
成形网是无端环状网,在胸辊和伏辊之间,形成一个水平的或是略带倾斜度的平直网面,作为纸浆脱水工作段,习惯称它为网案,因而称为长网。
若是将无端成形网置于圆形网笼上,成为弧形的脱水成形的工作段,称为圆网。
若用钻有孔眼的钢制网鼓,从轴端抽吸真空,用来加速成形网网面上的纸浆脱水则称为真空圆网或真空成形网。
因为这些成形器采用了不同形式的脱水元件,从而使网上的纸浆加速脱水。
元件分有静止、转动和两者都有等 3类。
静止元件是像脱水板、弧面真空箱等,转动元件如案辊、真空成形辊等。
除用单一形式成形器组成长网造纸机、圆网造纸机、夹网造纸机外,还有用多长网、多圆网、多夹网和多种形式长圆网混合式成形器组合的成形部。
苏州抄纸网部培训

长网成形部 Fourdrinier Forming Section
优点:纸机连续操作性能强 缺点: 1、速度低通常低于500M/Min;
2、纵横向拉力比大超过3; 3、对浆料的变化敏感; 4、由于成型区较长容易形成絮凝。
苏州抄纸部内部培训教材
圆网抄纸机Cylinder Vat Former
苏州抄纸部内部培训教材
抽吸胸辘式纸机Suction Breast Roll Machine
优点
缺点
?纸机速度因排水较好而改善 ?排水依然受限制
?改善了网的寿命
?基重依然受限制
?改善拉力比率(2.0-2.5)
?噪声
?可抄造较高的基重
?有纵向窄而呈线状的交织痕迹
?好的真空操作范围
?成形长度依然固定
苏州抄纸部内部培训教材
苏州抄纸部内部培训教材
三种成形设备之脱水与成形压力比较
Drainage vs. Forming Pressure for three Types of Formers
压力式
抽吸胸辘式
新月形 /双网
力
Pressure
Suction Breast
Crescent\Twin
压
Former
Roll
Wire Former
苏州抄纸部内部培训教材
成型网的设计因素
1、成型网的尺寸稳定性 2、脱水率 3、纤维的回收
成型网的设计参数
1、交织及网目 2、孔洞的几何形状 3、开孔面积
苏州抄纸部内部培训教材
成型网的设计
单层2轴成形网
单层3轴成形网
由金属丝线以简单2或3线经循环数结构制成,
苏州抄纸部内部培训教材
(改)下4纸机成形装置
吸水箱面板开孔形状:
长条缝形、圆孔形、长孔形等。
真空吸水箱面板孔形的选择和不同孔形吸水箱在使用过程中的排列 位置应遵循的原则: (1)应尽量提高脱水效率;(2)沿纸页纵向和横向脱水应均匀: (3)对成形网磨损要小;(4)减少网的拖动功率。 前部吸水箱因真空度较低,为了提高脱水效率可选用长条缝或长孔 形面板;后部吸水箱真空度较高,为了减少网的磨损和节省拖动力,应 选用圆孔或斜向排列或“V”字形排列长孔式面板。 为保证脱水过程的连续性,避免在两个吸水箱间隙之间返潮和漏气, 吸水箱应紧靠安装。
的浓度情况。当斜面宽度及板间距离不变的条件下,纸料浓度低或
车速高,脱水量大,需选用较大的后角。
案板的安装及倾斜角的调整: (1)粘接:采用环氧树脂把高密度聚乙烯案板粘到钢制的支架上。 (2)压装:利用活动压板把案板与支架固定。 (3)滑套式:利用案板上的T型槽与T型梁滑套配合,便于装卸和更换,
但配合面加工量较大。
胸辊由成形网带动旋转,是从动辊。
结构型式: 辊体用薄壁钢管或钢板卷焊,表面镀铜或包硬橡胶,属于管式辊。
两端采用铸铁封头,压入钢质轴头,装有滚动轴承。
网案内紧贴胸辊辊面装有刮刀及喷水管,用于刮除和清洗粘附辊面 的纤维。
(二)成形板(组织板)
作用:
(1)控制上网纸料的初期脱水,改善纸幅的初始成形的条件。 (2)支承胸辊与第一根案辊(或案板)间的一段成形网,消除纸料初
脱水过渡到第三阶段脱水,可通过网面上的水线划分。
曲线有明显的两个转折点,表示脱水过程的三个阶段。自由脱水 和压缩脱水阶段脱水速率较高,空气动力脱水阶段脱水速率较低。
3、真空吸水箱的数量
一台造纸机实际需要真空吸水箱的数量主要决定于脱水量和纸料
的滤水性能。通常根据单位指标法进行估算,即每平方米吸水箱面积 单位时间的产纸量。 真空吸水箱单位产量指标 纸的种类 纸袋纸 新闻纸 3号书写纸和印刷纸 1号书写纸和印刷纸 电容器纸
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
43 99
第二十四卷第四期
44
Frequency (Hz) = (mm)
(m/min)/(0.06)
44 turbo foil active foil )
(
(stock jump) 43 ( 0-2) ( 10)
0~3
(J/W)
(
100
印 刷 科 技
)
1) 4)
2) 5)
3)
1) 51-89 mm 4)
Vol. 7, Pulp and Paper Manufacture, TAPPI, Atlanta, 1998
3.
/ / /
4. 0.6-1.0 kg/cm2
5.
(pick-up felt)
106
PRINTING SCIENCE & TECHNOLOGY
PRINTING SCIENCE & TECHNOLOGY
Stock Preparation and Wet End
8, Papermaking Science and Technology, Fapet, 2000 (sealing deckle) 2. 600 mm Hg 6. Thorp, B.A., Paper Machine Operations ,
28
(pressure forming)
27
26
(
(velocity forming)
)
( 5 (wire mark) 28)
(
)
( 29)
26
15-50 mm
3-5 mm
27
(
)
94
印 刷 科 技
(forming fabric) PE (seam)
30
29
(warp)( shute filling)
14
( ( L/b 15
) )
14
(Nelson)
86
印 刷 科 技
(
)
16
(dry line)
15
17
(slice edge bleeds)
16
18
17
18
87
第二十四卷第四期
J/W (jet-to-wire speed ratio ) (trial and errors) J/W 0.9 1.10
7 84
(Escher-Wyss)
8
印 刷 科 技
8 B
A
9
9
10
11
10 ( )
% 2-4 cm 35-50% 6-15 rpm
10
3
5
11 85
第二十四卷第四期
(orifice) (nozzle)
12
(top lip) (apron)
( ) 12 (converging)
13
13
(Allis-Chalmers)
51
52
2. ( )
(Multi-former)
1
1 12.5 22.8 45.7 45.7
(
) 抽吸槽寬度 (mm) 25.4 19.0 15.7 15.7
最大容許壓力差 (cm Hg)
1)
2)
1. ( former ) Bel-Bone
(top-former) Gap-former Sym3)
profile
3 (1) (4) (2) (5)
(LG Industries Ltd.) (3)
5
(KMW) 83
第二十四卷第四期
(perforated roll)
5 6 7
(
)
1950
6 Converflow (Beloit Corp.)
Mardon (multi-tube taped
manifold with recirculation) 8
)
(weft
4
5
31
3
(J/W ratio)
1.01
1.03
32
20~35%
1) 3)
2) 4)
5)
30
95
第二十四卷第四期
33
(Albany Engineered Systems)
31 4
(Huyck Canada Ltd.)
33
(lead blade)
32
(Capital Wire)
1960
(drainage elements)
2)
(wet line)
3)
45
2.
2.0-3.5%
102
印 刷 科 技
1-2
200 mm H2O 3.
8-12%
47 (10 ) (Huyck Corp.)
1200 mm H2O 4. 2-4
1)
48
(20 (Huyck Corp.)
)
2) 3)
4)
(
Bel-Bone former
Sym-former)
(pattern) (skeletal roll)
91
第二十四卷第四期
21
(Parker)
22
Parker
(
(top wire))
21
22
23 1) ( ) ( ) 4) 6) 2) ( 7) 3) ) 5) 8)
92
印 刷 科 技
24 4 25
2% 3%
1.5~1.8%
23
24
25
4 93
第二十四卷第四期
1)
(
)
1 2) (dragged) (rushed)
3)
(
H = V2/2g 1 1 (J/W ) 1) ( H
)
) (
( )
) (streak) 2)
88
印 刷 科 技
2.
3) )
( ) (
4)
-
(
)
5)
120
6)
1.
(
1.
)
2. 89
5 m/min
(
)
第二十四卷第四期
20 1960 ) ( 10 )
/ (
1. roll) roll) 2. ) (side flow valve) (side wall) (wire turning roll) 3. 1 2 (
(breast (couch
19 (forming board) 0.2% (foil) ( ( dry box) wet box)
(stretch roll)
11-14% 20% 3-4 52
4) 5) ( cf/in2)
105
2
第二十四卷第四期
1. -
93 -
(May 26-28, 2004)
53
2. 53 3.
93
(
)
(May 26-28, 2004) 1989
4. G.A. Smook, Handbook for Pulp and Paper 5% Technologists CPPA, 1982 1. 1.6 USGal/100 in 5. Paulapuro, H., Papermaking Part 1, , Book , p. 208-261, TAPPI &
(guide roll)
19 90
)
印 刷 科 技
B A D U S
A. B. C. D. E. F. G. H. J. K. L. M. N. P. 20
C
E G H T S
R. S. T. U.
L N J R K M P
F
(
400 m/min)
(squirts) (deckles)
(dandy roll)
(table roll) (contoured support)
(lump break roll)
96
印 刷 科 技
(deflector)
34
(hydrofoil)
35
(activity)
36 Unfoil (Albany Engineered Systems)
34 1.5-4 35
36 1950
3 3)
2)
6) 7)
Gap-former wire Top-wire
Twin-
(
)
(
3-5%)
(
) Gap-former
45 Sym-
former
45
(
) 101
第二十四卷第四期
46
46
(
)
(dp)
dp 1. Top-Former 1.2- 3.0%
1)
Top-former (
2 LWC) 250 mm H2O
200 mm H2O
49 (Huyck Corp.) 103
第二十四卷第四期
( )
(wet box) (flat box) (dry box)
(singlechamber)
50 (Beloit Corp.)
(multi-chamber)
2-4
20 47 48
49 5 cm
51 104
50
印 刷 科 技
第二十四卷第四期
V h g (pipeline flow) (ft/s) (ft) (32 ft/s2)
(
)
1 1) 2) 3) 5) 4)
(1)
1)
2) 4)
3)
(
)
(
)
V
82
2gh
(1)
1
印 刷 科 技
(throat) 2 (reception chamber) 3 4