B-04 工作指令单
昌景黄项目部工序作业指令单(钢筋笼安装工序)

作业工序
钢筋笼安装
作业班组
指令下达人
指令接收人
天气情况
指令下达时间
应参加人数
实参加人数1钢筋源自运输钢筋笼采用专用运输车运至施工现场。长大钻孔桩钢筋笼运输时应配备专用托架,采用平板车运至现场。运输时应采取措施保证钢筋笼不发生变形,必要时在钢筋笼加强筋内侧设置支撑骨架。
2
吊装
入孔
5
定位
应采取可靠措施,防止混凝土浇筑过程中钢筋骨架上浮或下沉。
安全技术措施
(1)钢筋笼吊装前,应采取措施防止其产生过大变形。
(2)钢筋笼吊装过程设置专职防护员先场指挥作业。
(3)钢筋笼孔口连接时,孔内钢筋笼应固定牢固,钢筋连接人员与起重操作人员应协调一致。
参加人员签名
应根据每节钢筋笼长度、重量及施工现场的起重条件选用合适的起重设备。吊装时应采取措施保证钢筋笼不发生变形。钢筋笼吊装前应将钢筋笼上粘附的泥土和油渍清除干净。
3
就位
检查
安放好的钢筋笼要保持竖直,平面位于钻孔桩中心。
4
钢筋笼
接长
钢筋笼安装到位,经检查无误后应临时固定在孔口,吊装下一节钢筋笼进行接长,钢筋笼节段的连接应符合设计要求。钢筋笼安装前应做好各项准备工作,缩短钢筋笼接长的安装时间。
单片机-04_端口输入输出
XBR0:端口I/O 交叉开关寄存器0
位2: UART0EN:UART0 I/O 使能位。 0:UART0 I/O 不连到端口引脚。 1:UART0 的TX 连到P0.0,RX 连到P0.1
XBR0:端口I/O 交叉开关寄存器0
位1: SPI0EN:SPI 总线I/O 使能位。 0:SPI0 I/O 不连到端口引脚。 1:SPI0 的SCK、MISO、MOSI 和NSS 连到4 个端口引脚。 位0: SMB0EN:SMBus 总线I/O 使能位 0:SMBus0 I/O 不连到端口引脚。 1:SMBus0 的SDA 和SCL 连到2 个端口引脚。
XBR1:端口I/O 交叉开关寄存器1
位7: SYSCKE:/SYSCLK 输出使能位 0:/SYSCLK 不连到端口引脚。 1:/SYSCLK 连到端口引脚。 位6: T2EXE:T2EX 使能位 0:T2EX 不连到端口引脚。 1:T2EX 连到端口引脚。
XBR1:端口I/O 交叉开关寄存器1
当系统中不同器件的端口引脚有共享连接,即多个输出连接 到同一个物理线时(例如SMBus 连接中的SDA 信号), 使用漏极开路方式可以防止不同器件之间的争用。
端口0-3 引脚的输出方式由PnMDOUT 寄存器中的对应位决 定
P0:端口0 寄存器
位7-0: P0.[7:0]:端口0 输出锁存器位。
第三章
端口输入/输出
C8051F020/1/2/3 MCU 是高集成度的混合信号片上系统, 有按8 位端口组织的64 个数字I/O 引脚(C8051F020/2)或 32 个数字I/O 引脚(C8051F021/3)。 低端口(P0、P1、P2 和P3)既可以按位寻址也可以按字 节寻址。高端口(P4、P5、P6 和P7)只能按字节寻址。 P0:80 P1:90 P2:0A0 P3:0B0 P4:84 P5:85 P6:86 P7:96 所有引脚都耐5V 电压,都可以被配置为漏极开路或推挽输 出方式和弱上拉。端口I/O 单元的输出驱动原理框图示于图 3.1。
STC汇编指令表

单片机指令功能一览表助记符 代码 说明MOV A,Rn E8~EF 寄存器AMOV A,direct E5 dircet 直接字节送AMOV A,@Ri ER~E7 间接RAM送AMOV A,#data 74 data 立即数送AMOV Rn,A F8~FF A送寄存器MOV Rn,dircet A8~AF dircet 直接字节送寄存器MOV Rn,#data 78~7F data 立即数送寄存器MOV dircet,A F5 dircet A送直接字节MOV dircet,Rn 88~8F dircet 寄存器送直接字节MOV dircet1,dircet2 85 dircet1 dircet2 直接字节送直接字节MOV dircet,@Ro 86~87 间接RAM送直接字节MOV dircet,#data 75 dircet data 立即数送直接字节MOV @Ri,A F6~F7 A送间接RAMMOV @Ri,#data 76~77 data 直接字节送间接RAMMOV @Ri,#data 76~77 data 立即数送间接RAMMOV DPTR,#data16 90 data 15~8 16位常数送数据指针data7~0MOVC A,@A+DPTR 93 由((A)+(DPTR))寻址的程序存贮 器字节选AMOVC A,@A+PC 83 由((A)+(PC));寻址的程序存贮器字节送AMOVX A,@Ri E2~E3 送外部数据(8位地址)送A MOVX A,@DPTR E0 送外部数据(16位地址)送A MOVX @Ri,A F2~F3 A送外部数据(8位地址)MOVX @DPTR,A F0 A送外部数据(16位地址)PUSH dircet C0 dircet 直接字节进栈,SP加1POP dircet D0 dircet 直接字节退栈,SP减1XCH A,Rn C8~CF 交换A和寄存器XCH A,dircet C5 dircet 交换A和直接字节XCH A,@Ri C6~C7 交换A和间接RAM XCH A,@Ri D6~D7 交换A和间接RAM的低位SWAP A C4算术操作 (A的二个半字节交换)ADD A,Rn 28~2F 寄存器加到AADD A,dircet 25 dircet 直接字节加到AADD A,@Ri 26~27 间接RAM加到AADD A,#data 24data 立即数加到AADD A,Rn 38~3F 寄存器和进位位加到AADD A,dircet 35dircet 直接字节和进位位加到AADD A,@Ri 36~37 间接字节和进位位加到AADD A,data 34 data 立即数和进位位加到AADD A,Rn 98~9F A减去寄存器和进位位ADD A,dircet 95 dircet A减去直接字节和进位位ADD A,@Ri 36~37 间接RAM和进位位加到AADD A,data 34 data 立即数和进位位加到ASUBB A,Rn 98~9F A减去寄存器和进位位SUBB A,dircet 95 dircet A减去直接字节和进位位SUBB A,@Ri 96~97 A减去间接RAM和进位位SUBB A,#data 94 data A减去立即数和进位位INC A 04 A加1INC Rn 08~0F 寄存器加1第 1 页INC dircet 05 dircet 直接字节加1INC @Ri 06~07 间接RAM加1DEC A 14 A减1DEC Rn 18~1F 寄存器减1DEC dircet 15 dircet 直接字节减1DEC @Ri 16~17 间接RAM减1INC DPTR A3 数据指针加1MUL AB A4 A乘以BDIV AB 84 A除以BDA A D4 A的十进制加法调整逻辑操作ANL A,Rn 58~5F 寄存器“与”到AANL A,dircet 55 dircet 直接字节“与”到AANL A,@Ri 56~57 间接RAm“与”到AANL A,#data 54 data 立即数“与”到AANL dircet A 52 dircet A“与”到直接字节ANL dircet,#data 53 dircet data 立即数“与”到直接字节ORL A,Rn 48~4F 寄存器“或”到AORL A,dircet 45 dircet 直接字节“或”到AORL A,@Ri 46~47 间接RAM“或”到AORL A,#data 44 data 立即数“或”到AORL dircet,A 42 dircet A“或”到直接字节ORL dircet,#data 43 dircet data 立即数“或”到直接字节XRL A,Rn 68~6F 寄存器“异或”到AXRL A,dircet 65 dircet 直接字节“异或”到AXRL A,@Ri 66~67 间接RAM“异或”到AXRL A,#data 64 data 立即数“异或”到AXRL dircet A 62 dircet A“异或”到直接字节XRL dircet,#data 63 dircet data 立即数“异或”到直接字节CLR A E4 清零CPL A F4 A取反RL A 23 A左环移RLC A 33 A通过进位左环移RR A 03 A右环移RRC A 13 A通过进位右环移控制程序转移ACALL addr 11 *1 addr(a7~a0) 绝对子程序调用LCALL addr 16 12 addr(15~8) 长子程序调用addr(7~0)RET 22 子程序调用返回RETI addr 11 32 中断调用返回AJMP addr 11 △1 addr(a7~a6) 绝对转移LJMP addr 16 02addr(15~8) 长转移addr(7~0)SJMP rel 80 rel 短转移,相对转移JMP @A+DPTR 73 相对于DPTR间接转移JZ rel 60 rel A为零转移JNZ rel 70 rel A为零转移CJNE A,dircet,rel B5 dircet rel 直接字节与A比较,不等则转移CJNE A,#data,rel B4 data rel 立即数与A比较,不等则转移CJNE A,Rn,#data,rel B8~BF data rel 立即数与寄存器比较,不等第 2 页则转移CJNE @Ri,#data,rel B6~B7 data rel 立即数与间接RAM比较,不等则转移DJNZ Rn,rel D8~DF rel 寄存器减1,不为零则转移DJNZ dircet,rel B5 dircet rel 直接字节减1,不为零则转移NOP 00 空操作*=a10a9a8l△=a10a9a80布尔变量操作CLR C C3 清零进位CLR bit C2 清零直接位SETB C D3 置位进位SETB bit D2 置位直接位CPL C B3 进位取反CPL bit B2 直接位取反ANL C,bit 82 dit 直接数“与”到进位ANL C,/bit B0 直接位的反“与”到进位ORL C,bit 72 bit 直接位“或”到进位ORL C,/bit A0 bit 直接位的反“或”到进位MOV C,bit A2 bit 直接位送进位MOV bit,C 92 bit 进位送直接位JC rel 40 rel 进位位为1转移JNC rel 50 rel 进位位为0转移JB bit,rel 20 bit rel 直接位为1相对转移JNB bit,rel 30 bit rel 直接位为0相对转移JBC bit,rel 10 bit rel 直接位为1相对转移,然后清零该位[1]. 循环移位指令(4条)RL A ;累加器A中的内容左移一位RR A ;累加器A中的内容右移一位RLC A ;累加器A中的内容连同进位位CY左移一位RRC A ;累加器A中的内容连同进位位CY右移一位[2]. 累加器半字节交换指令(1条)SWAP A ; 累加器中的内容高低半字节互换[3]. 求反指令(1条)CPL A ; 累加器中的内容按位取反[4]. 清零指令(1条)CLR A ; 0→(A),累加器中的内容清0[5]. 逻辑与操作指令(6条)ANL A,data ;累加器A中的内容和直接地址单元中的内容执行与逻辑操作。
监理常用施工监理表格B表
监理常用施工监理表格目录及表式龙陵至腾冲二级公路监理工程师通知承包单位:合同号:注:本表适用于驻地监理工程师、总监理工程师对有关问题的通知。
B-02-1 龙陵至腾冲二级公路总监理工程师办公室(第合同段)监理日志云南陆通建设监理咨询有限公司年月日至年月日龙陵至腾冲二级公路监理日志承包单位:合同里程:监理单位:合同段号:编号: B-02-1巡视记录监理单位: 编号: B-02-2旁站记录监理单位:编号:B-02-3监理日志监理单位:编号:B-02-4工程变更令承包单位:合同号: .监理单位:编号: B-03承包人签收:日期:工程暂时停工指令承包单位: 合同号:注:本表可用于指令暂停或临时停工的部门签发。
监理工程师一般情况不得签发暂停或临时停工指令,可签发返工指令对相关工作进行处理。
复工令承包单位: 合同号:注:本表由签发停工指令的监理工程师签发工作指令承包单位:合同号:承包人签收: 监理工程师签发:时间: 年月日时间: 年月日工地会议纪要承包单位:合同号:监理单位:编号: B—07计日工通知单承包单位:合同号:抄送:驻地监理组、总监理工程师办公室、合同管理处注:本表由总监办签发工程质量(安全)事故报告单承包单位:合同号:工程质量(安全)事故处理单承包单位:合同号:计日工通知单承包单位:合同号:抄送:驻地监理组、技术合同处注:本表由总监办签发使用材料设备数量日报承包单位:合同号:每日计日工使用签证通知单承包单位:合同号:注:此单应在计日工使用的前一天报驻地监理组签收,一式两份,当天核查签认后承包人、驻地监理组各存一份。
工程交工证书承包单位:合同号:工程缺陷责任期终止证书承包单位:合同号:索赔时间/金额审批表承包单位:合同号:索赔时间/金额审批表承包单位:合同号:索赔时间/金额审批表承包单位:合同号:复测成果审批表承包单位:合同号:施工质量、技术、工艺交底通知单承包单位:合同号:龙陵至腾冲二级公路第合同段中期计量支付证书B—19致业主:经过工程第合同段(施工单位:)第期工程支付月报(编号年月),按有关程序审核后,在此证明:承包人本期完成工程质量符合合同规定,支付工程款金额人民币:元,扣除应扣款项元后,业主应实付金额(人民币):大写元(小写),(详见中期支付表和工程支付月报)。
计算机组成原理微程序设计乘法指令
郑州轻工业学院本科计算机组成原理课程设计总结报告设计题目:基本模型机的设计与实现学生姓名:系别:专业:班级:学号:指导教师:2011 年1月7 日郑州轻工业学院课程设计任务书题目基本模型机的设计与实现专业、班级学号姓名主要内容:乘法指令、停机指令的设计与实现。
基本说明:由于乘法指令较为复杂,本次模型机设计只完成乘法机器指令和停机指令的设计与实现。
主要参考资料等:《计算机组成原理》白中英主编科学出版社。
完成期限:一周指导教师签名:课程负责人签名:2011年 1月 7 日目录课程设计任务书 (2)一、微程序控制器的基本原理 (4)二、模型机结构 (5)三、微指令格式 (6)四、指令系统 (7)五、指令流程图 (8)六、程序清单 (9)七、微程序清单 (10)八、心得与体会 (11)附录:微程序详解 (11)1. 总述 (11)2. 乘法算法 (11)3. 实现难点 (12)一、微程序控制器的基本原理微程序控制器原理框图如图所示。
它主要有控制存储器、微指令寄存器和地址转移逻辑三大部分组成。
其中微指令寄存器分为微地址寄存器和微命令寄存器两部分。
(1)控制存储器控制存储器用来存放实现全部指令系统的微程序,机器运行时只读不写。
其工作过程是:每读出一条微指令,则执行这条微指令接着以读出下一条微指令,又执行这条微指令……。
(2)微指令寄存器微指令寄存器用来存放由控制存储器读出的一条微指令信息。
其中微地址寄存器决定将要访问的下一条微指令的地址,而微命令寄存器则保存一条微指令的操作控制字段和判别测试字段的信息。
(3)地址转移逻辑在一般情况下,微指令由控制存储器读出后直接给出下一微指令的地址,通常我们简称微地址,这个微地址信息就存放在微地址寄存器中。
如果微程序不出现分支,那么下一条微指令的地址就直接由微地址寄存器给出。
当微程序出现分支时,意味着微程序出现条件转移。
在这种情况下,通过判别测试字段P和执行部件的“状态条件”反馈信息,去修改微地址寄存器人内容,并按改好人内容去读下一条微指令。
值机指令

值机常用离港指令1 工作号进入SI SI 工作号密码2 密码修改AN AN 旧密码/新密码3 退出系统SO SO4 查看座位图SE* SE航班号*5 旅客名单显示PD*,*表示全舱位6 省略航班FT FT航班号7 查看航班信息SY SY航班号8 查看工作号DA9 记录编码提取旅客RL RL编码10 姓名提取旅客RN RNNAME11 显示拉下旅客BND:BND:航班号12 查看值机员办理旅客人数统计JFL:JFL:航班号13 查看值机员办理旅客行李件数统计ACL:ACL:航班号14 接收旅客PA115 接收有婴儿旅客PA1,INF1BB16 修改旅客PU117 删除旅客PW-118 删除婴儿不删大人PW1,INF1BB19 删除行李不删除旅客PW1,1/10,BT/12345620接收有行李旅客PA1,1/1021接收指定座位有常客号码的旅客PA1,R5A,FFCA/号码22 接收折椅旅客PA1,JMP23 接收额外占座旅客PA1,EXST24 加速运行李PUY目的地0,10/20025 重打登机牌BC1,R26 重打行李牌BAG1,R27 释放积压PDQ H 终端号PDQ R 终端号28 值机关闭航班CI:CI:航班号29 查询城市或机场三字代码CNTD:T/城市名30 根据三字代码CD:城市代码31 根据城市名称前几个字母查三字代码CNTD:A/城市前几个字母32 查询国家两字代码CNTD:N/国家名(例:CHINA)33 根据国家两字代码查询国家全称CNTD:C/国家代码(例:CN)34 查询航空公司两字代码CNTD:M/航空公司名(例:AIR CHINA)35 根据航空公司两字代码查询航空公司名称CNTD:D/航空公司代码36 四则运算CO:12*1237 查询时差CO:T/WUXTYO38航班超售,升舱指令PA1,UPG舱位(UPGC)39售票系统//ZZ / //40接收多航段航班候补旅客,要加上旅客到达站PAYKMG1姓名,URES (Y表示舱位KMG为到达站三字代码)41离港系统ET票面的查询方式(5种)1)ETKD:TN/票号2)ETKD:CN/编码3)ETKD:NM/姓名4)ETKD:NI/身份证5)ETKD : PP/护照号42接收未定妥ET INF票1)RN成人NAME2)ETKD:TN/INF票号3)PU1,INF1婴儿全名,ET1 (成人已值机)若成人未值机,则把PU1 替换成PA1 即可43按照登机号查询航班有中转行李且已值机旅客的指令PD*,ACC,O/航班号,BAG/ALL,BN44 增加新机组信息CWI:1/PAXLST调出所有机组信息CWL:查看机组成员CWD:删除机组成员信息CWW:ENTRY NUMBER发送报文LR:航班号/日期/WUX/CWI/PEKKNIELR:航班号/日期/WUX/CWI/NLR: 航班号/日期/WUX/CWI/BJSHGCA45旅客名单报指令JL B/航班号/日期/舱位/终端号航班所有电子客票旅客名单指令JL E/航班号/日期/舱位/终端号46定座系统中为正常状态,离港系统中无ET标识售票系统中输入DETR:TN/ET票号,DDETR:C1 数字1为航段数47改签后备注中不是ET票的处理ETKD:TN/ET票号(状态为OP,舱位相同时)RN:旅客姓名PA:1,ET1(前1为旅客序号,后1为航段序号)48 ET票状态为AIRP CNTL时,PA:1多几次回车输入,不行再候补接收PA:Y1姓名,ET1,URES49 添加机组PA 舱位人数XXXCREW,URES (例:PAY3XXXCREW,URES)50 查询进港航班旅客信息:PD航班号/日期/*/始发站。
FANUC系统数控铣床GM指令代码表

FANUC系统数控铣床GM指令代码表数控G00 01 定位G00 IP…G01 直线插补G01 IP…F…G02 圆弧插补CW(顺时针)G03 圆弧插补CCW(反时针)G04 00 暂停G04 X(U,P)…(Q…)X(U,P);停刀时间(Q)Q1-Q4G08 先行控制G08 P…G09 准确停止G10 可编程数据输入G10 IP….G11 可编程数据输入方式取消G15 17 极坐标指令取消G16 极坐标指令G17 02 选择XpYp平面G18 选择ZpXp平面G19 选择YpZp平面G20 06 英寸输入G21 毫米输入G22 04 存储行程检测功能有效G23 存储行程检测功能无效G25 24 主轴速度泼动监测功能无效G26 主轴速度泼动监测功能有效G27 00返回参考点检测G27 IP…G28 返回参考点G28 IP…G29 从参考点返回G29 IP…G30 返回第2、3、4、参考点G30 IP…G31 跳转功能G31 IP…F…P…G33 01 螺纹切削G33 IP…F…G37 00 自动刀具长度测量G37 IP…G39 拐角偏置圆弧插补G40 07 取消刀尖R补偿G40 X(U)--Z(W)--I-- K-- G41 刀尖R补偿(左)G42 刀尖R补偿(右)G43 08 正向刀具长度补偿G43 Z… H…G44 负向刀具长度补偿G44 Z.. .H…G45 00 刀具偏置值增加G45 IP… D…G46 刀具偏置值减小G46 IP… D…G47 2倍刀具偏置值G47 IP… D…G48 1/2倍刀具偏置值G48 IP… D…G49 08 刀具长度补偿取消G50 11 比例缩放取消G51 比例缩放有效G51 X.. Y.. Z…P..G52 00 局部坐标系设定G52 IP…G53 选择机床坐标系G53 IP…G54 14 选择工件坐标系1G54.1 选择附加工件坐标系G54.1 PnG55 选择工件坐标系2G56 选择工件坐标系3G57 选择工件坐标系4G58 选择工件坐标系5G59 选择工件坐标系6G60 00/01 单方向定位G60 IP…G61 15 准确停止方式G62 自动拐角倍率G63 攻丝方式G64 切削方式G65 00 宏程序调用G65 P…L…G66 12 宏程序模态调用G66 P…L…G67 宏程序模态调用取消G68 16 坐标旋转/三维坐标转换G68 α…β…R…G69 坐标旋转取消/三维坐标转换取消G73 09 排屑钻孔循环G73 X… Y… Z…R… Q… F… K…G74 左旋攻丝循环G74 X… Y… Z…R… P… F…K…G76 09 精镗循环G76 X… Y… Z…R… Q…P… F… K…G80 09 固定循环取消/外部操作功能取消G81 钻孔循环、锪镗循环或外部操作功能G81 X… Y… Z… R… F… K…G82 钻孔循环或反镗循环G82 X… Y… Z… R…P… F… K…G83 排屑钻孔循环G83 X… Y… Z… R…Q… F… K…G84 攻丝循环G84 X… Y… Z… R…P…Q… F… K…G85 镗孔循环G85 X… Y… Z… R… F… K…G86 镗孔循环G86 X… Y… Z… R… F… K…G87 背镗循环G87 X… Y… Z… R…Q… P….F…K…G88 镗孔循环G88 X… Y… Z… R…P….F… K…G89 镗孔循环G89 X… Y… Z… R…P….F… K…G90 03 绝对值编程G90 IP…G91 增量值编程G91 IP…G92 00 设定工件坐标系或最大主轴速度钳制G92 IP数控…G92.1 工件坐标系预置G92.1 IP..G94 05 每分进给G94 F…G95 每转进给G95 F…G96 13 恒表面速度控制G96 S…G97 恒表面速度控制取消G97 S…G98 10 固定循环返回到初始点G99 固定循环返回到R点G160 20 横向进磨控制取消(磨床)G161 横向进磨控制(磨床)G161 R…FANUC系统数控铣床G指令代码表代码分组意义格式G00 01 快速进给、定位G00 X-- Y-- Z--G01 直线插补G01 X-- Y-- Z--G02 圆弧插补CW(顺时针)XY平面内的圆弧:ZX平面的圆弧:YZ平面的圆弧:G03 圆弧插补CCW(逆时针)G04 00 暂停G04 [P|X] 单位秒,增量状态单位毫秒,无参数状态表示停止G15 17 取消极坐标指令G15 取消极坐标方式G16 极坐标指令Gxx Gyy G16 开始极坐标指令G00 IP_ 极坐标指令Gxx:极坐标指令的平面选择(G17,G18,G19)Gyy:G90指定工件坐标系的零点为极坐标的原点G91指定当前位置作为极坐标的原点IP:指定极坐标系选择平面的轴地址及其值第1轴:极坐标半径第2轴:极角G17 02 XY平面G17选择XY平面;G18选择XZ平面;G19选择YZ平面。
安川机器人命令一览所有指令介绍

01
02
03
多机器人通信
建立多机器人之间的通信机制,实现机器人之间的信息共享和协同工作。
任务分配与协调
根据任务需求和机器人能力,对多机器人进行任务分配和协调,确保任务的顺利完成。
协同路径规划
在多机器人协同作业中,需要考虑机器人之间的运动协调和避免碰撞等问题,进行协同路径规划。
THANKS
逻辑组合
将多个传感器的触发条件进行逻辑组合,实现复杂的感知判断。
延时触发
设置一定的延时,以避免因瞬时干扰造成的误触发。
故障检测
实时监测传感器的工作状态,发现异常时及时报警。
故障诊断
根据报警信息,定位故障源,分析故障原因。
故障处理
采取相应措施,如更换损坏部件、调整参数等,恢复传感器正常工作。
预防措施
定期对传感器进行维护和校准,减少故障发生的可能性。
04
CHAPTER
机器人通信指令
通信状态显示
实时显示通信状态,包括连接状态、数据传输状态等
日志记录
记录通信过程中的日志信息,便于分析和定位问题
调试工具
提供专门的调试工具,方便用户进行通信调试和故障排查
通信连接失败
检查通信接口、通信协议和参数设置是否正确,确保通信线路连接可靠
数据类型
条件语句
使用IF-THEN-ELSE语句实现条件判断,根据条件执行不同操作。
循环语句
使用FOR或WHILE语句实现循环控制,满足重复执行某段代码的需求。
中断语句
使用BREAK或CONTINUE语句实现循环中断或跳过本次循环,提高程序灵活性。
03
02
01
使用关键字定义函数,指定函数名、参数列表和返回值类型。
市政工程标准资料表格

C181 路基每层填筑纵断高程检验记录表
C182 中线偏位检验记录表
C183 宽度检验记录表
C184 平整度检验记录表
C185 横坡检验记录表
C186 边坡检验记录表
C187 回弹弯沉值测定记录表
C188 土沟检验记录表
C189 浆砌排水沟(土沟)沟筑高程检验记录表
C190 浆砌排水沟检验记录表
C191 路面结构厚度检验记录表
C165 隔离栅和防落网现场质量检验报告单
C166 视线诱导标现场质量检验报告单
C167 紧急电话基础现场质量检验报告单
C168 紧急电话安装现场质量检验报告单
C169 照明设施安装现场质量检验报告单
C170 砌块体声屏障现场质量检验报告单
C171 金属结构声屏障现场质量检验报告单
C172 中央分隔带绿化现场质量检验报告单
B14 工程检验认可单 B15 工程缺陷责任书 B16 工程缺陷责任期终止证书 B17 监理主要人员更换申请单 B18 监理主要人员请假申请单 B19 监理服务费支付申请批复单
C 表(现场质量检验用表) 1.现场质量检验报告单 C01 路基填前场地清理现场质量检验报告单 C02 土方路基现场质量检验报告单; C03 石方路基现场质量检验报告单; C04 填土(石)路基现场质量检验报告单 C05 砂垫层现场质量检验报告单 C06 袋装砂井和塑料排水板现场质量检验报告单 C07 碎石桩(砂桩)现场质量检验报告单 C08 粉喷桩施工现场质量检验报告单 C09 粉煤灰混凝土桩(CFG 桩)现场质量检验报告单 C10 加筋工程土工合成材料铺筑现场质量检验报告单
C192 抗滑构造深度检验记录表(铺砂法)
C193 水泥混凝土面层相邻板高差检验记录表
FANUC数控系统PMC功能指令

功能命令编号 功能名命令号处理内容SA1SA5SB5SB6SB71END1SUB 1第1级程序结束○○2 END2 SUB 2第2级程序结束 ○○3END3SUB 48第3级程序结束××4 TMR SUB 3定时器处理 ○○5TMRB SUB 24固定定时器处理○○6TMRC SUB54追加定时器处理 ○○7DEC SUB 4BCD译码处理○○8DECB SUB25二进制译码处理 ○ ○9CTR SUB 5计数器处理○○10 CTRC SUB 55 追加计数器处理 ○○11ROT SUB 6BCD回转控制○○12 ROTB SUB 26 二进制回转控制 ○○13COD SUB 7BCD码变换○○14 CODB SUB 27二进制码变换 ○○15MOVE SUB 8逻辑乘后数据转送○○16 MOVOR SUB 28 逻辑加后数据转送 ○○17MOVB SUB 431字节数据转送×○18 MOVW SUB 44 2字节数据转送 × ○19MOVN SUB 45任意字节数据转送×○20 COM SUB 9公用线控制开始 ○○21COME SUB 29公用线控制结束○○22 JMP SUB 10跳转 ○○23JMPE SUB 30跳转结束○○24 JMPB SUB 68标号跳转1 ×○25JMPC SUB 73标号跳转2×○26 LBL SUB 69标号 ×○27PARI SUB 11奇偶校验○○28 DCNV SUB 14数据变换 ○○29DCNVB SUB 31扩展数据变换○○30 COMP SUB 15BCD大小比较 ○○31COMPB SUB 32二进制大小比较○○32 COIN SUB 16BCD一致判断 ○○33SFT SUB 33移位寄存器○○B-10141/05154编号 功能名命令号处理内容SA1SA5SB5SB6SB734 DSCH SUB 17BCD数据检索 ○○35DSCHB SUB 34二进制数据检索○○36XMOV SUB 18BCD变址修改数据转送 ○○37XMOVB SUB 35二进制变址修改数据转送○○38 ADD SUB 19 BCD加法运算 ○○39ADDB SUB 36二进制加法运算○○40 SUB SUB 20 BCD减法运算 ○○41SUBB SUB 37二进制减法运算○○42 MUL SUB 21 BCD乘法运算 ○○43MULB SUB 38二进制乘法运算○○44 DIV SUB 22 BCD除法运算 ○○45DIVB SUB 39二进制除法运算○○46 NUME SUB 23 BCD常数赋值 ○○47NUMEB SUB 40二进制常数赋值○○48 DISPB SUB 41信息显示 ○○49EXIN SUB 42外部数据输入○○50 WINDR SUB 51CNC数据读取 ○○51WINDW SUB 52CNC数据写入○○52 DIFU SUB 57前沿检测 ×○53DIFD SUB 58后沿检测×○54 EOR SUB 59异或 ×○55AND SUB 60逻辑乘×○56 OR SUB 61逻辑和 ×○57NOT SUB 62逻辑非×○58 END SUB 64程序结束 ×○59CALL SUB 65有条件子程序调出×○60 CALLU SUB 66子程序调出 ×○61SP SUB 71子程序开始×○62 SPE SUB 72子程序结束 ×○此外,还有DISP, FNC90, MMCWR, MMCWW, MMC3R, MMC3W, PSGN,PSGN2, AXCTL命令。
数控车床所有指令字符整理

数控车指令字符、G代码、M代码、F、S、T一览表数控指令字符集G代码指令FANUC 0-TD系统G 代码命令代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G代码组别解释G0001定位 (快速移动)G01直线切削G02顺时针切圆弧 (CW,顺时钟) G03逆时针切圆弧 (CCW,逆时钟)G0400暂停 (Dwell)G09停于精确的位置G2006英制输入G21公制输入G2204内部行程限位有效G23内部行程限位无效G2700检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G3201切螺纹G4007取消刀尖半径偏置G41刀尖半径偏置 (左侧) G42刀尖半径偏置 (右侧)G5000修改工件坐标;设置主轴最大的 RPMG52设置局部坐标系G53选择机床坐标系G7000精加工循环G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74Z向步进钻削G75X向切槽G76切螺纹循环G8010取消固定循环G83钻孔循环G84攻丝循环G85正面镗孔循环G87侧面钻孔循环G88侧面攻丝循环G89侧面镗孔循环G9001(内外直径)切削循环G92切螺纹循环G94(台阶)切削循环G9612恒线速度控制G97恒线速度控制取消G9805每分钟进给率G99每转进给率辅助功能本机床用S代码来对主轴转速进行编程,用T代码来进行选刀编程,其它可编程辅助功能由M代码来实现,本机床可供用户使用的M代码列表如下(表1.2):一般地,一个程序段中,M代码最多可以有一个。
进给速度FF指令表示工件被加工时刀具相对于工件的合成进给速度,F的单位取决于G94(每分钟进给量mm/min)或G95(主轴每转一转刀具的进给量mm/r)。
欧盟新版EMC指令——2004/104/EC介绍
欧盟新版EMC指令——2004/104/EC介绍最新版的欧盟指令2004/104/EC于2004年11月13日在欧洲官方期刊OJ(officialjournalofEu—ropeanunion)上发布,取代欧盟关于汽车电磁兼容指令95/54/EC,并自发布之日20天后生效,于2006年1月1日开始执行,2009年1月1日全面执行。
该指令的历次修订情况介绍如下:首次制定并由欧洲官方发布于1972年7月6日OJNo.L152,指令号为72/245/EEC;历次修订情况为:1989年8月15日OJNo.L238发布89/491/EEC;1995年11月8日OJNo.L266发布95/54/EC;2004年11月13日OJNo.L337发布2004/104/EC。
下面就最新版的欧盟指令2004/104/EC(以下简称为“04指令”)的特点和与旧版指令95/54/EC(以下简称为“95指令”)的内容变化差异进行介绍。
1适用产品和应用范围要求1.1适用于车辆的电磁兼容性及车辆上安装的零部件或独立技术单元的电磁兼容性。
车辆可以是厂家提供的汽车或挂车(以下统称“车辆”)。
1.2车辆上安装的零部件或独立技术单元的某些功能涉及电磁抗扰性要求,这些功能是关于车辆的直接控制功能;关于驾驶员、乘客和其它道路使用者的保护功能;关于造成驾驶员和其它道路使用者驾驶混乱的功能。
1.3指令旨在控制无用的辐射发射和传导发射以保护自己或邻近或附近的车辆上的电气或电子设备的正常使用;提高汽车抗骚扰的能力。
1.4关于车辆抗扰性的功能,涉及的电气/电子组件(ESA)功能有:1.4.1关于车辆直接控制的功能:◇发动机、传动装置、制动器、悬挂、自动驾驶、速度限制器等设备的性能降级或改变;◇影响驾驶员的位置,如座位或方向盘位置;◇影响驾驶员的视野,如前照灯、雨刮器。
1.4.2关于驾驶员、乘客和其它道路使用者保护的功能:◇安全气囊和安全约束系统。
1.4.3受到骚扰时,引起驾驶员或其它道路使用者陷入混乱的功能:◇视觉骚扰:转向灯、制动灯、示廓灯、后位灯、应急系统、警示灯等的错误操作;◇声音骚扰:防盗警报、喇叭等的误操作。
三晶变频器小版8000B说明书-07-19
8000B系列增强型变频器用户手册前言首先感谢您购买8000B系列增强型变频器!本手册介绍了如何正确使用8000B系列变频器,在进行安装、运行、维护等操作前,请务必认真阅读本手册。
不正确使用变频器可能引致意想不到的事故,请将本手册交给最终用户。
同时,请在正确理解安全注意事项后使用变频器。
注意事项本手册中的图例仅为了用户便于理解而制作,可能和您所订购的产品实物有所不同。
此外,本手册中的图例为卸下外壳或安全覆盖物的状态,请在使用时务必按规定安装好外壳或覆盖物,并严格按本手册进行操作。
当产品升级或规格变更时,本手册内容会及时进行变更。
如果手册丢失、损坏,或在使用时有疑惑,请与本公司服务中心联系:400-159-00888000B系列增强型变频器简要说明8000B系列增强型变频器是在本公司8000系列产品的基础上,根据变频器未来的技术发展方向,同时结合市面上主流的各品牌变频器,进行技术优化而推出的一款全新产品。
8000B采用全新的参数模组,它包括无速度传感器矢量控制(SVC)和V/F控制,可以实现对电机的高性能控制,应用场合得到了巨大的提升。
8000B 和8000的功能区别如下表:8000B与8000的主要区别8000B系列可以广泛应用在机械特性较硬、对精度要求较高、低频力矩较大的场合,而这些是8000系列所不具备的性能。
目录前言 (I)8000B系列增强型变频器简要说明 (II)安全注意事项 (01)第一章操作与显示 (04)1.1操作面板说明 (04)1.2操作流程 (05)第二章接线 (08)2.1标准接线图 (08)2.2接线端子及接线说明 (12)第三章功能参数表 (18)第四章故障检查与排除 (40)4.1故障信息及排除方法 (40)4.2常见故障及其处理方法 (43)安全注意事项危险:表示可能会导致死亡或严重人身伤害的状况。
工程指令单模板
工程指令单模板编号:__________日期:__________项目名称:__________施工单位:__________工程地点:__________一、工程指令内容根据项目需求,经评审批准,特制作本工程指令单,对施工单位进行具体指令,确保工程进度和质量。
二、指令事项1.施工标准:根据项目要求和相关规范,确定施工标准及质量要求,确保施工质量。
2.施工进度:制定施工计划,确保工程进度,及时进行施工进度追踪与调整。
3.安全防护:严格执行安全生产制度,加强施工安全管理,防止施工事故发生。
4.现场管理:组织施工人员进行现场施工管理,保障施工秩序和安全。
5.环境保护:合理利用资源,减少环境污染,积极配合环境保护工作。
三、指令执行1.施工方需根据工程指令内容全面制定详细的施工方案,并报经监理单位批准后执行。
2.在执行施工过程中,需严格按照相关规定和标准进行操作,确保施工质量。
3.所有施工人员需配戴个人防护装备,确保施工安全。
4.施工单位需加强现场管理,保持施工现场秩序,确保施工进度。
5.施工单位需积极配合环保部门开展环境保护工作,做好周边环境的保护工作。
四、协调与沟通1.施工单位需与监理单位、业主单位积极协调,及时反馈施工进展情况。
2.如有施工过程中遇到的特殊情况,需及时向监理单位和业主单位汇报,并协商解决方案。
五、验收与保证1.施工单位需按照工程计划和指令进行施工,确保施工质量、进度。
2.完工前,需组织验收,并确保工程质量符合相关规定和要求。
3.对本工程指令实施情况进行定期检查和评估,确保施工质量和安全。
4.如有明显违反工程指令内容的行为,将按工程合同相关条款和规定进行处理。
六、其他事项1.如需对工程指令进行调整或修订,需经过相关审批程序,保证施工的合法性。
2.工程指令单不得随意擅自更改,如需更改,需经过相关审批程序进行。
七、附:工程指令执行表编号|指令事项|指令执行情况|备注______|__________|_______________|______________|__________|_______________|______________|__________|_______________|______________|__________|_______________|________制作人:__________审核人:__________执行人:__________ 日期:__________日期:__________日期:__________本工程指令单经制作单位审核同意后执行。
ETERM指令大全

ETERM指令⼤全登录1.进⼊系统 >$$OPEN TIPC32.输⼊⼯作号 >SI:⼯作号/密码3.查看PID状态 >DA4.退出系统 >SO5.修改密码 >AN:旧密码/新密码6.随时查看SIGN-IN信息 >SIIF:7.指令使⽤帮助 >HELP: 指令8.屏幕向上⼀页 >PB9.屏幕向下⼀页 >PN10.清屏指令 >CP11.重复显⽰当前页 >PG12.⼀屏显⽰所有内容 >PN1返回⽬录--------------------------------------------------------------------------------查询1. 航班座位可利⽤显⽰ >AV: H/城市对/⽇期/时间/ 航空公司代码(或GDS代码)2. 最早有座位航班查询 >FV: 城市对/⽇期/起飞时间/座位数/航空公司代码(或GDS代码)/经停标志 / 舱位3. 航班飞⾏周期的查询 >SK: 城市对/⽇期/时间/航空公司代码/ 舱位4. 航班经停点和起降时间的显⽰指令 >FF: 航班号/⽇期5. 指定⽇期的航段上的航班详细信息显⽰ >DSG:C/航班号/座位等级/⽇期/航段或 RT之后, >DSG: 航班序号返回⽬录--------------------------------------------------------------------------------信息查询及辅助功能⼀、24⼩时北京天⽓预报 WF >WF 城市三字代码⼆、机场转机信息查询 DSM >DSM: PEK三、机场、国家、航空公司代码查询 CNTD/CD1)查询城市三字代码>CNTD T/BEIJING2)查询城市名称>CD PEK3)查询⼀个国家所有城市>CNTD A/CN4)查询国家全称>CNTD C/CN5)查询国家两字码>CNTD N/CHINA6)查询航空公司信息>CNTD D/CA7)查询航空公司两字代码>CNTD M/AIR CHINA四、计算CO1)四则运算>CO 100+22)计算北京和巴黎的时差>CO T/PEKCDG3)显⽰巴黎10⽉1⽇0点的GMT标准时间>CO T/CDG/1OCT/00004)英⾥换算成公⾥>CO K/英⾥数5)公⾥换算成英⾥>CO M/公⾥数五、⽇期查询DATE1)显⽰当前⽇期和星期⼏>DATE2)显⽰10天,90天后的⽇期>DATE 10/903)显⽰2004年1⽉1⽇的前2天,及后20天的⽇期>DATE 1JAN04/-2/20六、时间查询TIME1)显⽰当前时间>TIME2)北京时间2004年1⽉1⽇零点的巴黎时间>TIME 1JAN04/0000/CDG3)纽约时间2004年1⽉1⽇零点的北京、巴黎时间>TIME NYC/1JAN/0000/PEK/CDG七、长度、重量、温度换算 CV1)100公⾥换算成英⾥>CV 100KM2)100英⾥换算成公⾥>CV 100MI3)摄⽒35度转化为华⽒度>CV 35C4)华⽒95度转化为摄⽒度>CV 95F5)10英镑转化为公⽄>CV 10LB6)10公⽄转化为英镑-磅>CV 10KG⼋、查询中⽂信息YI1)显⽰所有静态信息的⽬录>YI2)显⽰不含副标题的公告>YI标题3)显⽰有副标题的公告>YI I/某标题九、旅游信息查询TIM1)查询签证信息>TIM TIFV2)查询健康检疫信息>TIM TIFH3)同时查询签证、健康检疫信息 >TIM TIFA4)查询与出⼊境有关的信息>TIM TIDFT/城市/章节/⼩标题/页码5)显⽰TIM帮助功能>TIM TIHELP6)显⽰TIM中有关规则>TIM TIRULES7)显⽰综合旅游信息新闻>TIM TINEWS8)显⽰下⼀页>TIPN9)显⽰上⼀页>TIPB返回⽬录--------------------------------------------------------------------------------建⽴PNR⼀、航段预订1)直接建⽴航段组 SS>SS CA1537/Y/1OCT/PEKNKGNN1/1225 14002)间接建⽴航段组 SD>AV PEKCAN>SD 1Y13)OPEN航段的建⽴ SN>SN YY/F/PEKCAN>SN CZ/F/PEKCAN4)ARNK段的建⽴ SA >SA TSNPEK5) 旅客⾏程提⽰>SA MU5119Y1OCT SHAPEK HK6)调整航段顺序 CS>CS 2/1⼆、姓名输⼊ NM1)英⽂姓名的输⼊>NM 1STEPHEN/HAETTI 1ZHU/QI2)同姓旅客英⽂名的输⼊>NM 2ZHANG/JIAN/QIANG3)中⽂姓名的输⼊>NM 1杨振振 1马永4)⽆⼈陪伴⼉童姓名输⼊>NM 1马晓涌(UM4)5)带⼀个婴⼉的成⼈输⼊姓名>NM 1马永>XN IN/马晓涌INF(MAR01)P16)建⽴⼀个团名为CHANGYOU的12⼈的团体PNR>GN 12CHANGYOU三、联系⽅式 CT >CT PEK/1234567四、证件信息输⼊ SSR (注意:CA表⽰相应的航空公司代码)1) 国内旅客 >SSR FOID CA HK/证件代码及号码/Pn 证件种类代码:NI-⾝份证; PP-护照; ID-其他证件2) 国际旅客>SSR PSPT CA HK/护照号码/国籍/旅客⽣⽇/旅客姓/旅客名/性别及婴⼉标识/持有⼈标识/Pn注:下划线部分为必输项五、出票时限 TKTL >TK:TL/1200/01OCT/BJS123六、⼿⼯票号输⼊ TKT>TKT/783-2203752149/P1七、票价信息的简易输⼊ FC/FN ⼋、选择制定航段进⾏票价计算或打票SEL>SEL: 指定航段序号九、国内BSP客票⾃动⽣成FN/FC/FP项:>PAT:⼗、国际客票经过QTE/XS FSQ, ⾃动⽣成FN/FC项: >DFSQ:⼗⼀、付款⽅式组 FP>FP:CASH/ CHECK,CNY⼗⼆、签注信息组 EI ⼗三、旅游代码组 TC (⼀般按照航空公司要求输⼊) ⼗四、打票预览 TKTV>TKTV: 打票机序号⼗五、票号⾃动传输 STN>STN: 票号/Pn/指定航段序号⼗六、客票打印 DZ打印PNR中所有⼈的客票>DZ:1仅打印第⼀个成⼈所携带的婴⼉客票>DZ:1/P1, INF仅打印第⼀个成⼈的客票>DZ:1/P1, ADL打印PNR中所有婴⼉客票>DZ:1,INF打印PNR中所有成⼈客票>DZ:1, ADL返回⽬录--------------------------------------------------------------------------------特殊服务 SSR⼀、查看航班座位图ADM>ADM:航段序号/航段⼆、进⾏机上座位预订 ASR>ASR: 航段序号/座位号三、⾥程输⼊ >SSR FQTV承运航空公司代码HK1/发卡航空公司代码卡号/Pn四、其他特殊服务的申请>SSR 特殊服务代码航空公司 NN数量/Pn/Sn常⽤特殊服务代码:机位申请NSSA:⽆烟靠⾛廊的座位 NSSW:⽆烟靠窗的座位NSST:⽆烟座位 SMSA:吸烟靠⾛廊的座位SMSW:吸烟靠窗的座位 SMST:吸烟座位特殊餐⾷AVML:亚洲素⾷ BLML:流⾷CHML:⼉童餐 DBML:糖尿病患者餐FPML:⽔果拼盘 SFML:海洋餐HFML:⾼纤维餐 HNML:印度餐BBML:婴⼉餐 KSML:犹太教餐LCML:低卡路⾥餐 LFML:低胆固醇、低脂肪餐LSML:⽆盐餐 MOML:穆斯林餐VLML:素⾷(含糖、鸡蛋) VGML:素⾷(⽆糖)其他PETC:宠物(需要详细说明) BSCT:摇篮车/吊床/婴⼉摇篮BIKE:⾃⾏车(须说明数量) SLPR:机舱内床铺(不包括担架)BLND:盲⼈旅客(如果有导盲⽝或其他动物陪伴,须详细说明)BULK:超⼤⾏李(须说明数量、重量和尺⼨)CBBG:放置机舱⾏李(购买了额外座位,须说明数量,重量及尺⼨)DEAF:聋哑旅客(如果有助听狗或其他动物陪伴,须详细说明)DEPA:被驱逐出境(有⼈陪伴) DEPU:被驱逐处境(⽆⼈陪伴)XBAG:额外⾏李(须说明数量、重量和尺⼨)FRAG:易碎⾏李(须说明数量、重量和尺⼨)MEDA:健康状况(需要旅客医疗状况证明)SPEQ:体育设施(须指明设备类型、数量、重量和尺⼨)STCR:担架旅客 UMNR:⽆⼈陪伴⼉童返回⽬录--------------------------------------------------------------------------------PNR提取和修改⼀、PNR提取1)记录编号提取PNR >RT 记录编号2)根据旅客名单提取PNR >RT旅客姓名/航班号/⽇期3)提取完整PNR >RT C/记录编号4)提取PNR的历史部分 >RT U5)返回到PNR的现⾏部分 >RT A6)按照航班的旅客名单提取>ML C/CA1301/10DEC >RT 序号7) 提取本部门在该航班的所有订座记录(RR、HK、HN、HL、HX)>ML C/CA1321/7OCT8)提取所有团体PNR记录>ML G/CA1321/7OCT9)提取所有订妥座位的记录>ML B/CA1321/7OCT10)提取所有未证实座位的记录>ML U/CA1321/7OCT11)提取所有⾮团体PNR记录>ML NG/CA1321/7OCT⼆、国内航空公司记录的提取和转换>RRT: V/航空公司记录编号/航班号/⽇期>@OK三、记录分离SP >SP 1/3四、记录修改1)旅客姓名修改>1/1杨振2)删除姓名组以外的内容>XE 序号3)取消PNR>XEPNR@五、记录封⼝ @1)正常封⼝>@2)以下⼏种情况可使⽤@K封⼝>@Ka)将KK,KL或TK变为HKb)将UU,US或TL变为HLc)将TN变为HNd)将带有NI,UC,UN的项移到PNR的历史部分3)以下情况可使⽤@I封⼝>@Ia)航段不连续b)有航班变更标识c)两个连接航段的停留时间⼩于最⼩连接时间返回⽬录--------------------------------------------------------------------------------公布运价的查询⼀、国内公布运价查询:1).查询城市对间当前可⽤票价FD>FD:城市对/⽇期/航空公司代码/查询选项(S排序由低到⾼;L最低价)2).运价限制条件信息查询PFN>PFN: 规则号/ 承运⼈或在FD的基础上 >PFN: 运价序号3).查询运价的航线限制 PFR在FD基础上有航线限制标识的情况下 >PFR: 运价序号⼆、航空公司净价查询:(需要航空公司授权)1.查询运价总则 >NFN:GR00/CA2.按城市对查询票价信息: >NFD:PEKLON/CA3.指定旅⾏⽇期查询: >NFD:PEKLON/21MAY04/CA4.查询单程票价 >NFD:PEKLON/CA*OW5.查询M舱票价 >NFD:PEKLON/CA#M6.查询运价基础为HIT的票价 >NFD:PEKLON/CA@HIT7.查询学⽣票价 >NFD:PEKLON/CA*SD8.查询团队票价 >NFD:PEKLON/CA*GC9.显⽰第3条票价的规则限制 >NFN:310.显⽰第3条票价的航线规定 >NFR:311.显⽰第4条票价的签注信息 >NFE:412. 修改查询条件,快速重新查询票价: >NFC:13.指定航线查询 >NFQ:PEK15MAY04LONPEK/CA14. 按协议查询 >NFL:/CA15. 显⽰第2条协议的内容 >NFL:216.显⽰第2条协议中的所有票价 >NFL:2*ALL操作流程⽰例:某北京旅客要在5⽉1⽇去新加坡或吉隆坡,5⽉7⽇回北京,希望获得最便宜的往返客票。
数控编程指令代码
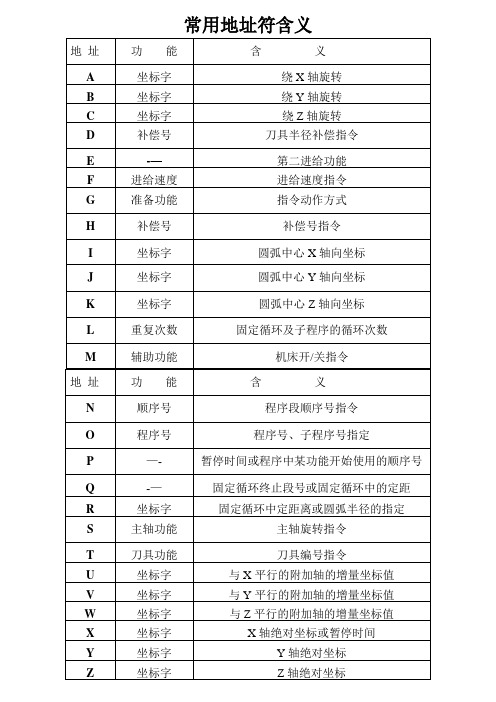
常用地址符含义数控FANUC加工中心编程指令代码详解注:在一个程序段中只能有指令一个M指令,如果在一个程序中出现两个或两个以上的M指令时,则只有最后一个M指令有效,其余无效!G 指令和M指令数控加工中心常用的G代码和M指令G代码--——功能-——---—---——--格式1.G00-—----—-快速移动格式:G00X-—-—-Y———-—Z—-——2.G01—————--—直线插补格式:G01X—-—--Y—----Z-———F-—---3.G02—-----—-顺圆插补格式:G02X-——--Y-———-Z———-R—-——-G02X-—--—Y————-Z——-—I--—-—J-—-—-K—-———4.G03—--—--—-逆圆插补格式:G03X-——-—Y-———-Z——---R—-——--G03X——-—-Y---——Z-—--— I-—-—-J—--——K———-—5.G04—--———-—停刀,准确停止6.G15-—————-—极坐标系指令取消7.G16-—--——--极坐标系指令8.G17--——--——选择XY平面9.G18-—------选择XZ平面10.G19---—----选择YZ平面11.G20-———————英寸输入12.G21——--———-毫米输入13.G28——-—--—-返回参考点14.G29-——--—--从参考点返回15.G40--——-——-刀具半径补偿取消16.G41—-—----—刀具半径左补偿17.G42——-——-——刀具半径右补偿18.G43————---—正向刀具长度补偿19.G44-———--—-负向刀具长度补偿20.G49--————--刀具长度补偿取消21.G50—-——----比例缩放取消22.G51-——--——-比例缩放有效23.G54~G59选择工件坐标系1~~~624.G68—————---坐标旋转25.G69-——-—--—坐标旋转取消26.G73-——--———高速深孔钻循环格式:G73X—--Y-——Z--—R———Q—-—F--—K—-—27.G74-——---——左旋攻丝循环格式:G74X———Y--—Z--—R—-—Q-——F———K—-- 28.G76---—-—-—精镗循环格式:G76X——-Y———Z---R-—-Q-——P--—F-—-K-—- 29.G80---———-—取消固定循环30.G81-—-———-—钻孔循环格式:G81X-——Y———Z———R--—F--—31.G83—---———-排屑钻孔循环格式:G83X-—-Y-—-Z-——R—-—Q———F-——K-——32.G84-—-—---—刚性攻丝循环格式:G84X—-—Y---Z——-R-—-P—-—F-—-K---33.G90———-————绝对值编程34.G91---—--——增量值编程35.G94----—---每分钟进给36.G95-—-——--—每转进给37.G98—---——-—固定循环返回到参考点38.G99—-——---—固定循环返回到R点常用的辅助功能M代码M代码-—--功能M00-———-—-—程序停止M01-——--—--选择停止M02----——-—程序结束M03——-——-—-主轴正转M04----——--主轴反转M05-——--———主轴停止转动M06——-——-—-换刀指令M08———-————切削液开M09———--—-—切削液关10.M19-—-—-—-主轴定位11.M30——-———-程序结束,并返回程序起始12.M98—————-—子程序调用13.M99—--————子程序结束,并返回主程序地址码中英文字母的含义地址---——-功能-———-———-含义1.D—-———---——--补偿号-—----—-刀具半径补偿指令2.F----—--—-—--进给速度-——---给速度的指令3.G——----————-—准备功能——--—指令动作方式4.H--———-——--——补偿号-—-————-补偿号的指定5.I————-—--——-——坐标字——————--圆弧中心X轴向坐标6.J—————--—---—-坐标字-————---圆弧中心Y轴向坐标7.K---—--———-——坐标字—--—-—--圆弧中心Z轴向坐标8.L-—---——-----重复次数--—-—固定循环及子程序的重复次数9.M—--—--——--—辅助功能-————机床开/关指令10.N—-—--—----顺序号—--—-—--程序段顺序号11.O——-—--—-——程序号-—---———程序号,子程序号的指定12.P-——————--—------———-———-——--暂停或程序中某功能开始使用的顺序号13.Q--——-—--------—----———--——-—固定循环终止段号或固定循环中定距14.R-------—-—坐标字—-———----固定循环中定距离或圆弧半径的指令15.S-————-—--—主轴功能—-—--—主轴转速的指令16.T—————--—-—刀具功能--————刀具编号的指令17.X—-—————-—坐标字——--—-—-—-X轴的绝对坐标值或暂停时间18.Y---——---—坐标字--———-—---Y轴的绝对坐标19.Z————-————坐标字-----————-Z轴的绝对坐标其他指令(1)F—进给速度指令F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。
数控代码大全

数控代码大全 Last updated on the afternoon of January 3, 2021G代码内容G00 快速定位G01 直线插补G02 圆弧插补G03 圆弧插补G04 暂停G05G06G07G08G09G10G11G12G13 刀架选择:刀架AG14 刀架选择:刀架BG15G16G17 刀具半径补偿:X-Y平面G18 刀具半径补偿:Z-X平面G19 刀具半径补偿:Y-Z平面G20 原始位置指令G21 ATC原始位置指令G22 扭距跳过指令G23G24 ATC原始位置移动指令(不带直线插补) G25 节点位置移动指令(不带直线插补)G26G27G28 扭距极限指令取消G29 扭距极限指令G30 跳步循环G31 固定螺纹车削循环:轴向G32 固定螺纹车削循环:端面G33 固定螺纹车削循环G34 变螺距螺纹车削循环:增加螺距G35 变螺距螺纹车削循环:减少螺距G36 动力刀具轴-进给轴同步进给 (正转) G37 动力刀具轴-进给轴同步进给 (反转) G38G39G40 刀尖圆狐半径补偿: 取消G41 刀尖圆狐半径补偿: 左G42 刀尖圆狐半径补偿: 右G43G44G45G46G47G48G49G50 零点位移,主轴最高转速指令G51G52 六角刀架转位位置误差补偿G53G54G55G56G57G58G59G60G61G62 镜像指令G63G64 到位控制关G65 到位控制开G66G67G68G69G70G71 复合固定螺纹车削循环: 轴向G72 复合固定螺纹车削循环: 径向G73 轴向铣槽复合固定循环G74 径向铣槽复合固定循环G75 自动倒角G76 自动倒圆角G77 攻丝复合固定循环G78 反向螺纹攻丝循环G79G80 形状定义结束 (LAP)G81 轴向形状定义开始 (LAP)G82 径向形状定义开始 (LAP)G83 坯材形状定义开始 (LAP)G84 棒料车削循环中改变切削条件 (LAP) G85 调用棒料粗车循环 (LAP)G86 调用重复粗车循环 (LAP)G87 调用精车循环 (LAP)G88 调用连续螺纹车削循环 (LAP)G89G90 绝对值编程G91 增量编程G92G93G94 每分进给模式 (mm/min)G95 每转进给模式 (mm/rev)G96 恒周速切削开G97 G96取消G98G99G100 刀架A或刀架B单独切削的优先指令G101 创成加工中直线插补G102 创成加工中圆弧插补 (正面) (CW) G103 创成加工中圆弧插补 (正面) (CCW) G104G105G106G107 主轴同步攻丝,右旋螺纹G108 主轴同步攻丝,左旋螺纹G110 刀架A恒周速切削G111 刀架B恒周速切削G112 圆弧螺纹车削CWG113 圆弧螺纹车削CCWG114G115G116G117G118G119 刀具半径补尝:C-X-Z平面G120G121G122 刀架A副主轴W轴指令 (13) G123 刀架B副主轴W轴指令 (G14) G124 卡盘A有效原点G125 卡盘B有效原点G126 锥度加工模式OFF指令G127 锥度加工模式ON指令G128 M/C加工模式OFF指令G129 M/C加工模式ON指令G130G132 创成加工中圆弧插补 (侧面) (CW)G133 创成加工中圆弧插补 (侧面) (CCW)G134G135G136 坐标反转结束或Y轴模式关G137 坐标反转开始G138 Y轴模式开G139G140 主轴加工模式的指定G141 副主轴加工模式的指定G142 自动脱模主轴加工模式的指定G143 自动脱模主轴和第3刀架加工模式的指定G144 W-轴控制OFF指令G145 W-轴控制ON指令G146G147G148 B-轴控制OFF指令G149 B-轴控制ON指令G150G151G152 可编程尾架定位 (牵引尾架)G153 可编中心架G代码 (牵引)G154 W-轴单向定位指令G155 精确轮廓描绘模式ON指令G156 精确轮廓描绘模式OFF指令G157G158 刀具轴方向刀具长度偏移量G159 刀具轴方向刀具长度偏移量(不带旋转位移偏移量) G160 取消刀具轴方向刀具长度偏移量G161 G代码宏功能MODING162 G代码宏功能MODING163 G代码宏功能MODING164 G代码宏功能MODING165 G代码宏功能MODING166 G代码宏功能MODING167 G代码宏功能MODING168 G代码宏功能MODING169 G代码宏功能MODING170 G代码宏功能MODING171 G代码宏功能CALLG172G173G174G175G176G177G178 同步攻丝循环 (CW)G179 同步攻丝循环 (CCW)G180 动力刀具复合固定循环: 取消G181 动力刀具复合固定循环: 钻孔G182 动力刀具复合固定循环: 镗孔G183 动力刀具复合固定循环: 深孔钻G184 动力刀具复合固定循环: 攻丝G185 动力刀具复合固定循环: 轴向螺纹车削G186 动力刀具复合固定循环: 端面螺纹车削G187 动力刀具复合固定循环: 轴向直螺纹车削G188 动力刀具复合固定循环: 经向直螺纹车削G189 动力刀具复合固定循环: 铰孔/镗孔G190 动力刀具复合固定循环: 键槽切削循环G191 动力刀具复合固定循环: 轴向键槽切削循环G192G193G194G195G196G197G198G199G200G201G202G203G204G205 G代码宏功能CALL G206 G代码宏功能CALL G207 G代码宏功能CALL G208 G代码宏功能CALL G209 G代码宏功能CALL G210 G代码宏功能CALL G211 G代码宏功能CALL G212 G代码宏功能CALL G213 G代码宏功能CALL G214 G代码宏功能CALL M代码内容M00 程序停止M01 任选停止M02 程序结束M03 工作主轴起动 (正转)M04 工作主轴起动 (反转)M05 主轴停止M06 刀具交换M07M08 冷却液开M09 冷却液关M10 主轴点动关M11 主轴点动开M12 动力刀具轴停止M13 动力刀具轴正转M14 动力刀具轴反转M15 C轴正向定位M16 C轴反向定位M17 机外测量数据通过RS232C传送请求M18 主轴定向取消M19 主轴定向M20 尾架干涉区或主轴干涉监视关(对面双主轴规格) M21 尾架干涉区或主轴干涉监视开(对面双主轴规格) M22 倒角关M23 倒角开M24 卡盘干涉区关,刀具干涉区关M25 卡盘干涉区开,刀具干涉区开M26 螺纹导程有效轴Z轴指定M27 螺纹导程有效轴X轴指定M28 刀具干涉检查功能关M29 刀具干涉检查功能开M30 程序结束M31M32 螺纹车削单面切削模式M33 螺纹车削时交叉切削模式M34 螺纹车削逆向单面切削模式M35 装料器夹持器Z向滑动后退M36 装料器夹持器Z向滑动前进M37 装料器臂后退M38 装料器臂前进到卸载位置M39 装料器臂前进到卡盘位置M40 主轴齿轮空档M41 主轴齿轮1档或底速线圈M42 主轴齿轮2档或高速线圈M43 主轴齿轮3档M44 主轴齿轮4档M45M46M47M48 主轴转速倍率无效取消M49 主轴转速倍率无效M50 附加吹气口1关M51 附加吹气口1开M52M53M54 分度卡盘自动分度M55 尾架后退M56 尾架前进M57 M63取消M58 卡盘底压M59 卡盘高压M60 M61取消M61 圆周速度恒定切削时,恒定旋转应答忽视M62 M64取消M63 主轴旋转M码应答忽视M64 主轴旋转之外的M码应答忽视M65 T码应答忽视M66 刀架回转位置自由M67 凸轮车削循环中同步运行模式取消M68 同步模式A运行开M69 同步模式B运行开M70 手动换到指令M71M72 ATC单元定位在接近位置M73 螺纹车削类型1M74 螺纹车削类型2M75 螺纹车削类型3M76 工件捕手后退M77 工件捕手前进M78 中心架松开M79 中心架夹紧M80 过切前进M81 过切后退M82M83 卡盘夹紧M84 卡盘松开M85 LAP粗车循环后不返回起始位置M86 刀架右回转指定M87 M86取消M88 吹气关M89 吹气开M90 关门M91 开门M92 棒料进给器后退M93 棒料进给器前进M94 装料器装料M95 装料器卸料M96 副轴用工件捕手后退M97 副轴用工件捕手前进M98 尾架低压M99 尾架高压M100 等待同步指令M101 外部M码M102 外部M码M103 外部M码M104 外部M码M105 外部M码M106 外部M码M107 外部M码M108 外部M码M109 取消M110M110 C轴连接M111 拾取轴自动零点设定M112 M-刀具轴在第三刀架上停止M113 M-刀具轴在第三刀架前进转M114 M-刀具轴在第三刀架向回转M115 卸料器打开M116 卸料器关闭M117 侧头前进M118 侧头后退M119 工件计数专用。
总裁工作指令单管理流程
总裁工作指令单管理流程
1、流程目标
为加强总裁办对总裁指令的跟进,确保总裁指令的下达准确、执行及时并有随时跟进,建立规范的总裁工作指令单管理流程,特制订此管理流程。
2、适用范围
该管理流程适用于总裁下达所有工作指令的管理。
3、术语解释
工作指令:上级部门对下级部门下达的命令
4、职责分工
总裁办公室:记录总裁指令,形成文字;发OA至各相关部门及领导;
相关部门:执行总裁指令,及时跟进、汇报
5、相关政策及制度
无
6、流程建设关键控制点
记录总裁工作指令:对主席工作指令的及时精准记录(包括口头指令、临时会议指令等)
形成文字工作指令单:按照总裁办惯例及模板,经总裁办秘书长审核后,形成工作指令单,呈报总裁审批后,下发OA流程
下达工作指令:将工作指令发主责任人、抄报上级领导及部门主管领导
工作指令跟进:在重点工作跟进表中更新工作指令,并在每周五进更新
7、流程图
8、流程说明
部门/岗位
阶段流程步骤责任岗位人员步骤描述输出文档
01 拟定工作指令单总裁办秘书长
/行政秘书
经总裁办秘书长审核后形
成文字工作指令单,并发
给总裁审批
文字工作指令单
03 下达工作指令行政秘书总裁审批通过的指令单在OA上发布,并下发给个责任人
04 工作指令跟进行政秘书将工作指令更新至重点工
作跟进表,并将跟踪反馈
情况及时汇报总裁
更新的重点工作跟进
表。
【民航】《维修工作准备指令单》

东航工程技术公司
维修工作准备指令单
编号:
机型机号项目编号
□加入定检□新项目□一次性项目
维修种类
□排故□修理□改装□其他
准备部门准备到位期限
准备回复
计划开工时间
期限
准备内容:□航材□工具设备□化工品
□油脂类□地面支持设备□其他
准备地点:
准备要求说明:
签发人员/日期:
准备情况:
准备情况说明:
准备部门项目主管/日期:
备注:1.若未能按要求完成所有准备,必须在《准备情况说明》栏中说明原因和采取措施。
2.计划定货或租货暂未到货的,必须在《准备情况说明》栏中注明计划到货日期。
FMUMOP04-002-01(03/2007)东航工程技术公司维修管理部。
维修工时的管理
1.主题内容与适用范围1.1 主题内容本程序阐明了东航工程技术公司浦东维修基地在飞机维修过程中,维修工时的制订、统计、分析和修订的管理要求。
1.2 适用范围本程序适用于工程技术公司浦东维修基地。
1.32.引用文件及术语2.1引用文件2.1.1 MUMOP 04-010《维修工时管理》2.2术语2.2.1维修人员:直接从事飞机、发动机、部附件维修的从业人员,从事维修管理、质量管理、工程技术的从业人员。
2.2.2执勤时间: 是指以参加“飞机、发动机、部附件维修和维修管理、质量管理、工程技术”等工作为目的,要求维修人员到达单位指定待命区域或者工作区域直至工作完毕的连续时间段。
执勤时间不等同于行政考勤。
2.2.3休息时间:在单位指定待命区域或者工作区域内,单位规定的用餐时间和固定休息间隔(比如吸烟时间/咖啡时间等,如果有)视为休息时间;个人在单位指定待命区域内,单位提供卧具,并安排维修人员休息连续超过1小时以上的,视作休息时间。
2.2.4直接工时:是指实际花费在航空器或航空器部件上的工作时间;单位为人工时(MH)。
2.2.5间接工时:是指与在航空器或航空器部件上的维修工作有关的生产准备、检验、监督和技术支援所需的工作时间,单位为人工时(MH)。
2.2.6标准工时:完成指定维修项目所需花费的直接工时。
标准工时除用于保证生产完整性外,不作其他任何用途。
等同于“理论工时”和“额定工时”。
2.2.7航线维修项目:指经由“航线维修许可证”授权许可的,且安排由航线维修单位/车间实施的维修工作项目。
内容包括:航前、短停、航后、周检、月检、航线非例行工作。
2.2.8定检维修项目:指经由“定检维修许可证”授权许可的,且安排由定检维修单位/车间实施的维修工作项目。
内容包括:各级定检工作包中的任意一项工作、定检非例行工作。
2.2.9单项维修项目:指经由“维修许可证”授权许可的,并视情安排由航线或定检维修单位或车间实施的维修工作项目。