电弧焊作业可见光和近红外辐射接触水平评估
作业场所激光辐射卫生标准
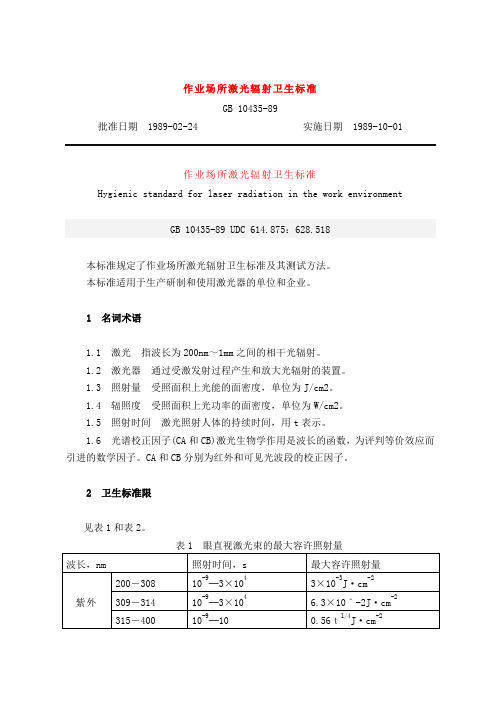
作业场所激光辐射卫生标准GB 10435-89批准日期1989-02-24 实施日期1989-10-01作业场所激光辐射卫生标准Hygienic standard for laser radiation in the work environmentGB 10435-89 UDC 614.875:628.518本标准规定了作业场所激光辐射卫生标准及其测试方法。
本标准适用于生产研制和使用激光器的单位和企业。
1 名词术语1.1 激光指波长为200nm~1mm之间的相干光辐射。
1.2 激光器通过受激发射过程产生和放大光辐射的装置。
1.3 照射量受照面积上光能的面密度,单位为J/cm2。
1.4 辐照度受照面积上光功率的面密度,单位为W/cm2。
1.5 照射时间激光照射人体的持续时间,用t表示。
1.6 光谱校正因子(CA和CB)激光生物学作用是波长的函数,为评判等价效应而引进的数学因子。
CA和CB分别为红外和可见光波段的校正因子。
2 卫生标准限见表1和表2。
表1 眼直视激光束的最大容许照射量注:表中的^符号代表上角标,例10^-7代表10的负7次方。
注:波长λ为:400-700nm, CA=1; 700-1050nm, CA=10^[0.002(λ-700)]; 1050-1400nm, CA=5; 400-550nm, CB=1;550-700nm, CB=10^[0.015(λ-550)]。
3 测试方法见附录A(补充件)。
4 监督执行各级卫生防疫机构负责本标准的执行。
附录 A激光辐射的测试方法(补充件)A1 测试对象本方法适用于接触激光器系统工作人员的最大容许照射量的测量。
A2 测试方法及要求A2.1 激光器需调至最高输出水平,在消除非测量波长杂散光的情况下进行测量。
A2.2 激光器和激光器系统对眼和皮肤的最大容许照射量的测量,应在激光工作人员工作区进行。
激光辐射测量仪器的接收头应置于光束中,以光束截面中最强的辐射水平为准。
照明光源的光安全参数的测量及评价方法
视网膜蓝光 蓝光(300-700nm)危害 蓝光
为了防止长期受到蓝光辐射的视网膜产生视网膜光化学损伤,光源 的光谱辐亮度与蓝光危害函数B(λ)加权积分后的能量,也就是蓝光 加权辐亮度LB不应该超过下面限值:
LB ⋅ t = ∑∑ Lλ ( λ , t ) ⋅ B ( λ ) ⋅ ∆t ⋅ ∆λ ≤ 106 J ⋅ m −2 ⋅ sr −1
眼睛的红外 红外(780-3000nm)辐射危害 红外
为了避免对眼角膜的热危害以及对晶状体的后遗症(如白内障),对 于在波长780nm到3000nm之间的红外辐射,当照射时间小于 1000s时,红外辐射的视觉曝辐限应该不能超过下面的限值:
3000
EIR = ∑ Eλ ⋅ ∆λ ≤ 18000 ⋅ t −0.75W ⋅ m −2
EuvA ⋅ t = ∑∑ Eλ ( λ , t ) ⋅ ∆t ⋅ ∆λ ≤ 10000 J ⋅ m −2
315 t
400
( t ≤ 1000s )
EuvA ≤ 10W ⋅ m −2
式中: 式中 Eλ(λ,t) —— 辐照度,单位:W·m-2·nm-1
( t > 1000s )
当眼睛没有保护措施时,小于1000s的紫外辐射允许时间由下面 的公式计算:
若光源辐亮度LB超过100W/m2·sr ,则最大允许照射时间tmax应该 由下面的公式计算:
6
tmax
10 = LB
( t ≤ 10 s )
4
式中: tmax—— 最大允许照射时间,单位:s。 LB —— 蓝光危害加权辐亮度
宽波段的光源对视网膜危害的光谱加权函数
B(λ) —— 蓝光危害加权函数 R(λ) —— 热危害加权函数
tmax
2024年焊接电弧辐射的危害与防护(三篇)

2024年焊接电弧辐射的危害与防护电弧辐射主要产生可见光、红外线和紫外线三种射线,而不会产生对人体危害较大的x射线。
其中,波长范围在180~290纳米的紫外线,具有强烈的生物学作用,可以被皮肤深部组织真皮吸收,可以造成严重灼伤。
1.电弧辐射的危害电弧辐射所发出的可见光比人眼所能安全忍受的光线要强上万倍。
过强的可见光会使人的眼睛眩目、流泪,甚至造成视力暂时性失明。
红外线是热辐射线,眼睛受到辐射,会使眼球晶体变化,常时间照射会导致白内障发生。
中短波紫外线能强烈地刺激和损害眼睛、皮肤。
只要受到短时间的辐射,也可以引起眼睛发炎形成电光性眼炎。
发病程度要看受紫外线照射的程度如何。
一般数小时后即出现症状。
首先是眼睛疼痛,有沙粒感,多泪、畏光,怕风吹;接下来眼睛发炎,结膜受到感染。
常常是半夜里眼睛突然剧痛,不能入睡。
皮肤受到紫外线照射,先是奇痒、发红、疼痛,不能触及,以后起泡、发黑、脱皮。
使用惰性气体保护焊、等离子焊接、切割等电流密度高的焊割方法时,其辐射程度尤为厉害,往往在短时间内就可使眼睛、皮肤受到损伤。
2.焊接电弧辐射的防护⑴在焊接作业区严禁直视电弧。
操作者和辅助工都要有一定的防护措施,应配戴有专业滤色玻璃的面罩或眼镜。
面罩上的滤色玻璃即电焊护目镜片,应该根据不同的焊接方法及同一焊接方法的电流,还有母材种类及厚薄等条件的差异选择不同的编号,护目镜片的编号,是按护目镜片颜色深浅程度而定的,由淡到深排列。
目前电焊护目镜片的深浅色差共分7、8、9、10、11、12号数种,淡色为小号,深色为大号。
为防止面罩与护目镜片之间漏光,可在中间垫一层橡皮,同时在滤色玻璃外面可镶一块普通透明玻璃,避免金属飞溅而损坏护目镜片。
⑵施焊时焊工应穿着标准规定的防护服。
焊工专用的工作服和鞋,工作服应是白色的,可以防止光线直接照射到皮肤及防止飞溅物落到身上。
⑶施焊场地应用围屏或挡板与周围隔离。
为保护焊接工地其它人员的眼睛,一般在小件焊接的固定场所,主要的防护措施是设置围屏和挡板。
辐射环境监测能力评估方案

辐射环境监测能力评估方案辐射环境监测一直是各行业关注的热点话题,尤其是在核电厂、医疗设施等高辐射环境下的工作场所。
为了有效监测和评估辐射环境,保障人员身体健康和环境安全,制定一套辐射环境监测能力评估方案至关重要。
1. 评估目的评估辐射环境监测能力的主要目的是确保监测系统的有效性和可靠性,及时准确地监测出辐射环境的辐射水平,并根据监测结果采取相应的防护措施,保障人员的安全。
2. 评估内容辐射环境监测能力的评估内容主要包括以下几个方面:•设备设施评估:评估监测设备的性能和准确性,确保设备设施符合监测要求。
•监测流程评估:评估监测流程和标准化操作流程,保证监测过程规范化。
•数据处理能力评估:评估监测数据处理的准确性和及时性,确保监测数据可靠性。
•风险评估:评估监测系统存在的潜在风险,及时做好风险管控和应急预案。
3. 评估方法制定一套科学合理的评估方法是评估辐射环境监测能力的关键。
常见的评估方法包括:•定性评估:通过专家评估和监测设备质量评价等方法,对监测能力进行定性评估。
•定量评估:通过监测数据的统计分析和比对,定量评估监测系统的准确性和可靠性。
•模拟评估:利用辐射环境仿真软件进行模拟评估,验证监测系统的适用性和有效性。
4. 评估结果分析根据评估结果,对监测系统存在的问题和不足进行分析,提出改进建议和优化措施,以提升辐射环境监测的能力和水平。
同时,对监测系统的优势和特点进行总结,为今后的监测工作提供参考依据。
5. 结语辐射环境监测能力评估方案的制定对于保障人员健康和环境安全具有重要意义。
通过科学合理的评估方法和过程,不断提高监测系统的能力和水平,为各行业的辐射环境监测工作提供有力支持和保障。
以上是关于辐射环境监测能力评估方案的一些思考和建议,希望能为相关工作提供一些参考和启发。
en62471-5标准
en62471-5标准随着光电技术的迅速发展,人们对于光辐射风险的关注也日益增加。
为了确保人们在使用电子产品和照明装置时的安全性,国际电工委员会(IEC)发布了一系列光辐射安全标准,其中包括EN62471-5标准。
EN62471-5标准针对光辐射风险进行了评估与分类,旨在为光辐射设备的制造商、进口商和使用者提供一种能够确定并管理光辐射健康风险的方法。
一、标准简介EN62471-5标准是对于光辐射风险评估的国际标准,由国际电工委员会(IEC)制定。
该标准对各种类型的光辐射进行了分类,并提供了一套系统的评估方法,以确保光电产品的安全性。
二、评估流程1. 风险定义与光源识别:根据光源的类型和用途,将其分为一类至四类。
每种分类都对应着不同的光辐射限值和风险等级。
2. 光辐射量测量:使用特定设备对光辐射进行测量,以获取光辐射的强度和光谱等信息。
这些数据将用于后续的风险评估。
3. 风险评估计算:结合光辐射量测量数据,根据EN62471-5标准中所给定的公式,计算光辐射对人体可能造成的危害程度。
评估结果将使用户能够了解光辐射风险的等级,从而采取相应的安全措施。
4. 安全措施:依据光辐射的风险等级和评估结果,制定相应的安全措施。
这些措施可能包括,但不限于,安装防护设备、提供个人防护装备以及清晰的警示标识等。
三、标准适用范围EN62471-5标准适用于多种光电产品和系统,包括但不限于:1. 紫外线灯具和设备2. 光纤传输设备3. 激光装置4. 环境光传感器5. LED照明设备这些设备在家庭、商业、医疗和工业等领域广泛应用。
通过执行EN62471-5标准的评估和措施,可以确保这些设备对用户的安全性和健康性。
四、标准的应用意义执行EN62471-5标准有以下几个重要意义:1. 保护人类健康:通过评估和控制光辐射风险,保障人们在使用光电设备时的安全性和健康性。
2. 促进技术发展:标准的制定不仅促进了光电器件和系统的技术发展,还为制造商提供了准确的安全指导。
作业场所微波辐射卫生标准.

标准名称:作业场所微波辐射卫生标准GB10436-89标准编号:GB10436-89标准正文:中华人民共和国卫生部1989-02-24发布1989-10-01实施本标准规定了作业场所微波辐射卫生标准及测试方法。
本标准适用于接触微波辐射的各类作业,不包括居民所受环境辐射及接受微波诊断或治疗的辐射。
1名词术语1.1微波微波是指频率为300MHz(兆赫)-300GHz,相应波长为1m-1mm范围内的电磁波。
1.2脉冲波与连续波以脉冲调制的微波简称为脉冲波,不用脉冲调制的连续振荡的微波简称连续波。
1.3固定辐射与非固定辐射雷达天线辐射,应区分为固定辐射与非固定辐射。
固定辐射是指固定天线(波束)的辐射;或运转天线,其被测位所受辐射时间(t0)与天线运转一周时间(T)之比大于0.1的辐射(即t0/T>0.1)。
此处的t0是指被测位所受加射大于或等于主波束最大平均功率密度50%强度时的时间。
非固定辐射是指运转天线的t0/T<0.1的全身辐射。
1.4肢体局部辐射与全身辐射在操作微波设备过程中,仅手或脚部受辐射称肢体局部辐射;除肢体局部外的其他部位,包括头、胸、腹等一处或几处受辐射,概作全身辐射。
1.5功率密度功率密度表示微波在单位面积上的辐射功率,其计量单位为μW/cm5^2或mW/cm^2。
1.6平均功率密度及日剂量平均功率密度表示微波在单位面积上一个工作日内的平均辐射功率;日剂量表示一日接受微波辐射的总能量,等于平均功率密度与受辐射时间的乘积。
计量单位为μW·h/cm^2或mW·h/cm^2。
2卫生标准限量值作业人员操作位容许微波辐射的平均功率密度应符合以下规定:2.1连续波:一日8h暴露的平均功率密度为50μW/cm^2;小于或大于8h暴露的平均功率密度以式(1)计算(即日剂量不超过400μW·h/cm^2)。
Pd=400/t (1)式中:Pd───容许辐射平均功率密度,μW/cm^2;t───受辐射时间,h。
电弧焊接作业污染的职业病危害及安全防护
电弧焊接作业污染的职业病危害及安全防护焊接是制造业的重要加工工艺,广泛应用于机械制造、造船、建筑、航空、国防工业等行业,随着我国经济特别是制造业的快速发展,焊工队伍急剧增长,大批农民工纷纷加入焊工行列。
据统计,仅上海就有持证焊工14万人,全国焊工数以百万计。
焊接作业有害污染的职业病危害巨大,有些甚至无法治愈。
为此,本文特分析其防治对策。
1电弧焊接作业污染的职业病危害电焊弧光的光谱中,包含了红外线,可见光线、紫外线三个部分。
据测定,电弧功率7000kW左右的焊条电弧焊弧光光谱中,约含波长>1300μm的红外线38%,波长780~1300μm的近红外线31%,波长400~780μm的可见光线26%,波长200~400μm的紫外线5%。
氩弧焊所产生的紫外线强度是一般焊条电弧焊的十几倍到30倍,等离子弧焊的紫外线强度可比焊条电弧焊大30~50倍。
焊接电弧的可见光线的光度,比人眼能正常承受的光线光度可大一万倍。
这样强烈的可见光,将对视网膜产生烧灼,造成眩辉性视网膜炎。
此时将感觉眼睛疼痛,视觉膜糊,有中心暗点,一段时间后才能恢复。
如长期反复作用,将逐渐使视力减退。
焊接电弧中红外线对眼睛的损伤是一个慢性过程。
眼睛晶状体长期吸收过量的红外线后,将使其弹性变差,调节困难,使视力减退。
严重者还将使晶体状混浊,损害视力。
焊工一天工作后,如自觉双眼发热,大多是吸收了过量红外线所致。
焊接电弧中紫外线照射人眼后,导致角膜和结膜发炎,产生“电光性眼炎”。
属急性病症,使两眼刺痛、眼睑红肿痉挛、流泪、怕见亮光,症状可持续1~2天,休息和治疗后,将逐渐好转。
过去对电焊烟尘的危害程度,曾经存在争议。
到20世纪80年代由于一些单位的电焊工发病率上升,经中国预防医学科学院劳动卫生研究所、铁道部劳动卫生研究所及齐齐哈尔车辆厂等单位合作,通过对发病情况的调查、临床研究及动物试验,特别是通过对因患电焊工尘肺而死亡的电焊工尸检分析,确认长期吸入结422和结507焊条等的电焊烟尘后,影响人体的呼吸机能,能引起肺组织纤维化,损伤电焊工的身体健康和劳动能力。
电弧焊接作业污染的职业病危害及安全防护(三篇)
电弧焊接作业污染的职业病危害及安全防护电弧焊接是一种常见的金属加工工艺,广泛应用于建筑、制造业、汽车、航空航天等领域。
然而,电弧焊接作业却存在着一定的职业病危害,特别是对操作人员的眼睛、皮肤和呼吸系统造成伤害。
因此,为了保障操作人员的身体健康,在电弧焊接作业中必须要进行必要的安全防护措施。
首先,电弧焊接产生的强光和紫外线会对人眼造成伤害。
长时间暴露在电弧光线下,容易引发电弧眼,其症状包括眼红、眼痛、流泪、视力模糊等。
长期照射还可能导致玻璃体混浊、白内障等眼部疾病。
因此,在电弧焊接作业中,必须配备适当的防护眼镜或面罩。
这些防护装备能够过滤掉紫外线和强光,有效保护眼睛不被伤害。
其次,电弧焊接作业中产生的烟雾、气味和有害气体对呼吸系统具有危害。
电弧焊接产生的烟雾中含有大量的金属粒子和气体,如铅、镉、锌、铬、镍等,这些物质一旦进入人体,会对呼吸道和肺部造成损害,引发呼吸道疾病和肺部疾病。
因此,在电弧焊接作业中,必须要配备足够的通风设备和空气净化设备,及时清除有害气体和烟雾,降低操作人员的吸入量。
同时,操作人员也应配备防尘口罩或者呼吸防护器,防止有害气体和异物进入呼吸系统。
另外,电弧焊接作业还会对皮肤产生刺激和腐蚀作用。
电弧焊接中产生的热辐射和飞溅的金属粒子容易引起皮肤烫伤和湿疹。
因此,在电弧焊接作工中,操作人员应穿戴防护服、焊工手套、皮肤防护剂等,保护身体免受伤害。
此外,还需要注意电弧焊接作业中的火灾和爆炸风险。
焊接过程中产生的高温、明火和可燃气体有可能引发火灾和爆炸,因此在焊接现场应设置灭火器和消防器材,并制定相应的灭火和应急方案。
总之,电弧焊接作业具有一定的职业病危害,但通过适当的安全防护措施,可以有效降低这些危害对人体的伤害。
在实际操作中,必须要严格遵守相关的操作规程和安全要求,统一配备必要的防护设备,并进行相应的培训和指导。
只有做好安全防护工作,才能保障操作人员的身体健康和工作安全。
电弧焊接作业污染的职业病危害及安全防护(二)电弧焊接是一种常见的金属加工方式,广泛应用于各个行业。
弧光的职业卫生接触限值

弧光的职业卫生接触限值
弧光作为一种职业危害因素,在职业卫生领域并没有特定的接触限值,因为弧光涵盖了很宽的光谱范围,包括紫外线、可见光和红外线等。
这些不同波长的光对人体的影响各不相同,因此很难用单一的接触限值来评估其危害。
然而,为了保护工人的健康和安全,一些国家和地区制定了相关的标准和指南,以限制工作场所中的弧光暴露。
这些标准和指南通常基于以下几个方面:
辐射强度:弧光的辐射强度是衡量其危害性的重要指标之一。
一些标准规定了工作场所中弧光的最大允许辐射强度,以确保工人不会受到过度的曝光。
曝光时间:弧光的危害也与工人的曝光时间有关。
较长时间的曝光可能会增加眼睛和皮肤的损伤风险。
因此,一些标准规定了工人每天或每周允许的最大曝光时间。
个人防护装备:为了保护工人免受弧光的危害,一些标准要求工人佩戴适当的个人防护装备,如防护眼镜、面罩、手套等。
这些装备可以有效地减少弧光对眼睛和皮肤的伤害。
需要注意的是,具体的弧光接触限值可能因国家和地区而异,因此在实际应用中应参考当地的相关标准和指南。
此外,为了保护工人的健康和安全,还应采取其他措施,如改进工艺流程、提高自动化程度、加强培训等,以减少弧光的产生和暴露。
2024年电焊弧光对人体的危害及预防(2篇)
2024年电焊弧光对人体的危害及预防焊接作业时,会产生对人体有害的电焊弧光。
电焊弧光主要包括红外线、可见光线和紫外线。
这些都属于热线谱。
焊接电弧温度在3000℃时,其辐射波长小于290mμm;温度在3200℃时,其辐射波长小于230mμm。
当光辐射作用在人体上,机体内组织便会吸收,引起组织热作用、光化学作用或电离作用,致使人体组织发生急性或慢性的损伤。
红外线对人体的危害主要是引起组织的热作用。
在焊接过程中,眼部受到强烈的红外线辐射,会立即感到强烈的灼伤和灼痛,发生闪光幻觉。
长期接触可能造成红外线白内障、视力减退,严重时可导致失明。
可见光线的光度比肉眼正常承受的光度大约大到一万倍左右,当可见光线辐射人的眼睛时,会产生疼痛感,看不清东西,通常叫“晃眼”,在短时间内失去劳动能力。
紫外线对人体的危害主要是光化学作用,对人体皮肤和眼睛造成损害。
皮肤受到强烈的紫外线辐射后,可引起皮炎,弥漫性红斑,有时出现小水泡、渗出液,有烧灼感,发痒;作用强烈时伴有全身症状:头痛、头晕、易疲劳、神经兴奋、发烧、失眠等。
紫外线过度照射人的眼睛,可引起眼睛急性角膜和结膜炎,即电光眼炎。
多数被照射后4-12天发病,其症状是出现两眼高度羞明、流泪、异物感、刺痛、眼睑红肿、痉挛、并伴有头痛和视物模糊。
为了预防电焊弧光对人体的危害,焊接工作在焊接时必须穿好表面平整、反射系数大的工作服,戴好手套、鞋盖,不允许焊工卷起袖口或穿短袖衣、敞开衣领从事焊接工作。
工作裤穿上后要保证在蹲下时的足够长度,避免脚腕处裸露而被弧光灼伤。
必须使用镶有特制滤光镜片的面罩,滤光镜片必须是国家定点厂生产的合格产品,不可随意使用一般的墨光镜。
为了保护焊接区域其他工作人员的眼睛不受伤害,应在焊接现场设屏障围住,其屏障的区域,焊接工人应经常提醒其他工作人员注意避开,有条件的单位可给焊接区域的其他工作人员配备防护眼镜,以免弧光伤眼。
2024年电焊弧光对人体的危害及预防(2)电焊弧光是一种在电弧焊接过程中产生的强光辐射。
焊接接头的红外热成像检测及评估方法

焊接接头的红外热成像检测及评估方法引言焊接接头是工程中常见的连接方式,它能够将两个或多个金属部件牢固地连接在一起。
然而,焊接接头的质量问题可能会导致结构的弱点和失效,因此对焊接接头进行检测和评估显得尤为重要。
本文将介绍一种基于红外热成像技术的检测方法,并探讨其在焊接接头评估中的应用。
红外热成像技术的原理红外热成像技术是一种通过测量物体表面的红外辐射来获取物体表面温度分布的无损检测方法。
它基于物体表面温度与其内部结构和缺陷之间的关系,通过红外热像仪将物体表面的红外辐射转换为热图,从而实现对物体内部结构和缺陷的检测和评估。
焊接接头的红外热成像检测方法1. 准备工作在进行红外热成像检测之前,需要对焊接接头进行准备工作。
首先,将焊接接头表面清洁干净,以确保红外热像仪能够准确地获取焊接接头的红外辐射。
其次,根据焊接接头的材料和结构特点,选择合适的红外热像仪和检测参数。
2. 检测过程将红外热像仪对准焊接接头,保持适当的距离和角度,观察焊接接头的红外热图。
通过对红外热图的分析,可以获取焊接接头的温度分布情况,并判断是否存在异常热点或温度梯度不均匀等问题。
3. 评估结果根据红外热图的分析结果,对焊接接头的质量进行评估。
异常热点和温度梯度不均匀可能是焊接接头存在缺陷的表现,例如焊缝不完整、气孔、夹渣等。
评估结果可以通过比对焊接接头的红外热图和标准图像,或者与已知合格焊接接头进行对比来得出。
红外热成像检测的优势和局限性红外热成像技术具有以下优势:1. 非接触性:红外热成像技术无需与焊接接头直接接触,避免了对焊接接头的损伤。
2. 实时性:红外热成像技术能够实时地获取焊接接头的温度分布情况,快速判断焊接接头的质量。
3. 全面性:红外热成像技术能够检测焊接接头的整个表面,不受焊接接头形状和尺寸的限制。
然而,红外热成像技术也存在一些局限性:1. 分辨率限制:红外热像仪的分辨率限制了对焊接接头微小缺陷的检测能力。
2. 表面反射影响:焊接接头表面的反射率会影响红外热像仪的测量结果,需要进行相应的校正和处理。
近红外无损检测技术在焊接质量检测中的应用
近红外无损检测技术在焊接质量检测中的应用近年来,焊接技术在制造业中的应用越来越广泛。
然而,焊接质量的可靠性对于确保产品的安全性和稳定性至关重要。
为了检测焊接质量并提高生产效率,近红外无损检测技术被引入到焊接质量检测中。
焊接质量的检测通常包括焊缺陷、焊接接头完整性以及材料含氢两方面。
近红外无损检测技术使用近红外光谱来分析材料的属性和组分,并可以通过测量和比对样本的光谱数据来判断焊接接头的质量。
首先,焊接缺陷包括气孔、裂纹和夹渣等,它们会降低焊接接头的强度和可靠性。
传统的焊接质量检测方法通常需要对焊接接头进行毁伤性检测,而近红外无损检测技术可以通过光谱分析来判断焊接接头的质量,避免了对焊接接头的破坏。
通过获取样本的近红外光谱数据,并与标准样本进行比对,可以识别并定量分析焊接接头中的缺陷类型和大小。
其次,焊接接头的完整性是焊接质量的重要指标之一。
破损的焊接接头可能导致断裂或失效,给产品的使用带来安全隐患。
近红外无损检测技术可以通过光谱分析来判断焊接接头的完整性。
当焊接接头有损伤时,光谱数据会出现异常,通过对异常光谱数据的检测和分析,可以准确判断焊接接头的完整性。
最后,焊接材料中的氢含量也是焊接质量的一个重要检测指标。
过高的氢含量会导致焊接接头的脆化和断裂,严重影响焊接质量和产品的安全性。
传统的氢含量测量方法通常需要采用化学分析或电化学方法,费时费力。
利用近红外无损检测技术,可以通过光谱分析快速、无损地检测焊接材料中的氢含量,并提供定量数据,实现对焊接质量的准确评估。
总的来说,近红外无损检测技术在焊接质量检测中的应用具有很大的优势。
它不仅能够实现对焊接缺陷的准确检测和定量分析,还可以判断焊接接头的完整性以及焊接材料中的氢含量。
相比传统的检测方法,近红外无损检测技术无需对焊接接头进行破坏性检测,具有操作简便、快速高效、无安全隐患等优点,极大地提高了焊接质量的检测效率和准确性。
然而,近红外无损检测技术的应用在焊接质量检测中还存在一些挑战和局限性。
辐射安全评估分析

辐射安全评估分析
辐射安全评估分析是对辐射源、辐射设备或辐射相关工作环境的辐射安全进行评估和分析的过程。
这种评估和分析是为了保护人员、环境和公众免受潜在的辐射危害。
辐射安全评估分析通常包括以下几个方面:
1. 辐射源特性评估:评估辐射源的物理特性、辐射能量、辐射剂量率等参数,以确定其潜在的辐射风险。
2. 辐射工作环境评估:评估辐射设备或工作场所的辐射水平和辐射分布情况,确定辐射源对工作人员和公众的辐射暴露情况。
3. 辐射安全措施评估:评估辐射安全措施的实施情况和有效性,包括辐射屏蔽设施、防护措施、辐射监测系统等,以确保辐射暴露在可接受水平内。
4. 辐射安全管理评估:评估辐射安全管理体系的建立和执行情况,包括辐射安全政策、培训和教育、辐射事故应急响应等。
辐射安全评估分析的结果可以帮助决策者和管理者制定相应的措施,以减少或消除辐射风险。
同时,它也可以为辐射相关工作的从业人员提供辐射保护建议和指导,确保他们的工作在辐射安全范围内进行。
辐射安全技术评估规范

辐射安全技术评估规范
辐射安全技术评估规范是一套用于评估辐射安全技术措施的指导标准。
这些规范可以帮助评估辐射设备和辐射活动的安全性,以及确定适当的控制措施。
辐射安全技术评估规范通常包括以下几个方面的内容:
1. 辐射安全法规和标准:规范应基于国家或地区的辐射安全法规和标准,并确保评估过程符合相关法规和标准的要求。
2. 辐射设备和辐射活动的分类:规范应提供对不同类型辐射设备和辐射活动的分类标准,以便根据风险等级进行评估。
3. 辐射风险评估:规范应包含对辐射风险的评估方法和指引,包括对辐射源的特性、辐射量和剂量等进行评估。
4. 辐射安全措施评估:规范应提供评估辐射安全措施的方法和指引,包括对辐射源的防护措施、人员防护设备和辐射事故应急准备等进行评估。
5. 辐射管理体系评估:规范应提供评估辐射管理体系的方法和指引,包括对辐射安全管理制度、辐射培训和监测等进行评估。
6. 评估报告和记录:规范应规定评估报告和记录的内容要求,以确保评估结果的准确性和可追溯性。
辐射安全技术评估规范的制定和应用有助于确保辐射设备和辐
射活动的安全性,保护工作人员和公众免受辐射危害。
它也可以为相关部门和机构提供统一的评估标准,促进辐射安全管理的规范化和标准化。
环境评估师的电磁辐射评估
环境评估师的电磁辐射评估随着科技的不断发展,电磁辐射在我们的生活中变得越来越普遍。
手机、电视、微波炉等电器设备都产生电磁辐射。
这让环境评估师的工作变得至关重要,他们通过评估和监测电磁辐射对环境和人类健康的潜在影响,保护公众免受电磁辐射的危害。
一、电磁辐射的基本知识电磁辐射是指电磁波的传播过程中所产生的能量。
它可以分为非电离辐射和电离辐射两类。
非电离辐射,如无线电波、微波和可见光,能量较低,无法对物质产生电离作用;而电离辐射,如紫外线和 X 射线,能量较高,能够引起物质的电离和破坏。
二、电磁辐射评估的重要性电磁辐射可能会对人类健康、生物多样性和生态环境产生潜在影响。
高强度的电磁辐射可能导致DNA损伤、癌症等疾病。
因此,电磁辐射评估对于相关设施的建设和运营至关重要。
它可以帮助我们了解环境中电磁辐射的程度,并采取相应的控制措施来减少对人类和环境的危害。
三、电磁辐射评估的方法1.实地监测:通过在设施周围布设监测仪器,环境评估师可以收集到真实可靠的数据。
他们会测量电磁辐射的强度、频率和衰减情况等,以分析和评估潜在风险。
2.数值模拟:利用计算机模拟技术,环境评估师可以模拟电磁辐射在现实环境中的传播情况。
这样可以快速、高效地评估潜在风险,并根据结果提出相应的调整和建议。
3.参考标准:环境评估师通常依据国家和地区的相关法规和标准,比如国际非电离辐射防护委员会(ICNIRP)的建议,评估电磁辐射的安全水平。
这些标准和建议提供了一定的参考依据,确保人们在电磁辐射环境中的安全。
四、电磁辐射评估的应用领域电磁辐射评估在许多领域都有应用。
以下是几个常见应用领域:1.通信基站:评估移动通信基站对周边环境和居民的电磁辐射影响,确保辐射水平在安全范围内。
2.电力线路:评估高压输电线路和变电站对周边居民的电磁辐射影响,制定适当的防护策略。
3.医疗设备:评估医疗设备(如MRI、CT等)对患者和医护人员的电磁辐射风险,保证其正常使用不会对人体造成伤害。
职业健康安全评估报告电焊

职业健康安全评估报告电焊根据题目要求,以下是一份有关职业健康安全评估报告的电焊相关内容:一、概述电焊是一种常见的金属连接和修复技术,广泛应用于制造业、建筑业和航空航天等行业。
然而,电焊作业涉及到较高的安全风险,如电击、火灾、爆炸、飞溅金属、有害气体释放等。
因此,对电焊作业进行职业健康安全评估具有重要意义,可帮助预防和减少相关风险,保护工人的身体健康和安全。
二、评估内容1. 安全设备评估:评估电焊作业现场的安全设备是否完善,包括焊接面罩、手套、工作服、耳塞、防护鞋等,确保其符合相关标准,并针对具体电焊作业的特点进行调整和改进。
2. 电击风险评估:评估电焊过程中电击的风险,并制定相应的安全措施,如接地系统的设立、使用绝缘手套等。
此外,还应培训工人正确、安全地操作电焊设备,避免潜在的电击风险。
3. 火灾、爆炸风险评估:评估电焊作业场所的火灾、爆炸风险,并确保其有足够的通风设备和灭火设备。
此外,应制定火灾应急预案,并进行相关的灭火演练,以提高应急反应的能力。
4. 金属飞溅评估:评估电焊作业时金属飞溅对工人的伤害风险,并采取相应的预防措施,如使用面罩、穿戴护目镜等。
此外,还应确保工作区域的安全,防止金属飞溅对其他人员和设备的伤害。
5. 有害气体评估:评估电焊作业中有害气体的释放风险,并制定通风控制措施,如使用抽风设备、增加通风孔等。
此外,还应为工人提供个人防护装备,如呼吸面罩、防毒面具等,以降低有害气体的暴露。
三、评估结果与建议1. 安全设备评估结果:当前电焊作业现场的安全设备相对完善,但还存在一些问题,如工人对安全设备的使用不规范、缺乏定期检修和更换等。
因此,建议加强对工人的安全设备培训,并定期检查和维护安全设备。
2. 电击风险评估结果:电击风险相对较低,但仍需要加强工人的培训,确保其具备正确、安全的操作技能。
3. 火灾、爆炸风险评估结果:火灾、爆炸风险较低,但仍需要加强灭火设备的设置和维护,并进行定期的应急演练。
辐射安全许可技术评估

辐射安全许可技术评估
辐射安全许可技术评估是指对辐射源、设备和设施进行安全性评估的过程。
辐射安全许可技术评估的目的是确保人群、环境和设施免受辐射的伤害,同时促进辐射技术的合理应用和发展。
首先,辐射安全许可技术评估需要对辐射设备的辐射水平进行评估。
这包括测量和分析辐射源产生的辐射剂量和能量,并与国家和国际安全标准进行比较。
根据辐射水平的评估结果,可以确定是否需要采取额外的安全措施,如增加屏蔽材料或改变工作方式。
其次,辐射安全许可技术评估需要对设备和设施的运行过程进行评估。
这包括对辐射设备的操作和维护程序的审查,以确保其符合安全要求。
同时,还需评估设备和设施的安全控制和紧急响应措施,并制定相应的安全计划。
通过这些评估,可以确保在辐射设备的正常操作和紧急情况下,人员和环境可以迅速获得保护。
此外,辐射安全许可技术评估还需要对辐射源和设备的管理制度进行评估。
这包括辐射工作人员的培训和资质要求、设备维护和校准程序、辐射工作记录和报告等方面。
评估这些管理制度的目的是确保辐射工作人员具备足够的知识和技能,并能按照规定的程序进行操作,从而提高辐射安全的水平。
最后,辐射安全许可技术评估还需要对辐射设备的环境影响进行评估。
这包括辐射源和设备的安装位置、设施的建筑结构和屏蔽措施等方面。
评估结果可以用于确定设备的最佳位置和其
他辅助设施,以最大程度地减少辐射对环境的影响。
总之,辐射安全许可技术评估是一项综合性的工作,涉及测量、分析、评估和规划等多个方面。
通过执行和实施辐射安全许可技术评估,可以保证辐射设备和设施的安全性,同时促进辐射技术的可持续发展。
电弧焊作业可见光和近红外辐射接触水平评估
研究对象 CO2 气体 保护焊
焊接 方式 立焊
工件材质 及厚度 铁板, 1. 0 cm 低碳结构 钢 板, 1. 0 cm
焊机型号 KR 350 型气体保护焊机 ( 日本 Panasonic 公司) ZX7400G 型逆变直流手 工电弧焊机( 深圳瑞凌 实业股份有限公司) TSP300 型氩弧焊机( 日 本 Panasonic 公司)
摘要: 目的 确定电弧焊作业现场可见光和近红外辐射 接 触 水 平 评 价 指标 和测量 方 法, 检测 并 评 价 不同电 弧焊焊 种作业现场防护前后的弧光光谱分布和可见光 及 近 红 外 辐 射 暴露 水 平。 方法 选择 中 山市 某 金 属 制 品 加 工企 业 的 二 氧化碳( CO2 ) 气体保护焊、 手工电弧焊和钨极氩弧焊( 使用焊丝) 3 种焊接作业现场 进行 检测。 根 据 2012 年 美 国 政府 工 《阈限值与生物接触限值》 业卫生师协会( ACGIH) 制订的 手册, 选择视网膜 蓝 光 损 害 有 效 辐 照 度 ( E B ) 、 视网 膜 热 损 害 有 “2012ACGIH 阈 效辐射亮度( L R ) 和红外热损伤有效辐照度( E IR-only ) 作为评价指标, 并以该手册推荐 的 接 触 阈 限 值 ( 简称 ) 作为评价指标, 限值” 使用光谱辐射仪等设备, 在作业 者 眼 部 高 度、 正对 焊 点 位 置, 测量 距 离 焊 点 50 cm 处 防 护前 后的 CO2 气 体 保 护 焊 弧光光谱分布和光谱辐照度, 计算、 评价可见光及近红外 辐 射 接 触 水 平。结果 在 未 经 防 护 的 情 况 下, L R 及 E IR-only 值, 的 EB 、 手工电弧焊的 E B 及 E IR-only 值和钨极氩弧焊的 E B 值均大 于 2012 年 ACGIH 阈 限 值, 其 余 指标 小 于 3 种焊种的辐射水平得到了有效降低, 阈限值。防护后, 所有指标 均 小 于 阈 限 值。 结论 CO2 气 体 保 护 焊、 手 工 电 弧焊 和钨极氩弧焊作业都有较高水平的可见光及近红外辐射接触, 需对劳动者进行有效防护, 预防眼睛损伤。 关键词: 电弧焊; 可见光; 近红外线; 职业接触
光电防护评估指标
光电防护评估指标一、辐射类型光电辐射按其产生机理可分为电磁辐射和粒子辐射。
其中,电磁辐射包括紫外线、可见光、红外线、X射线和射频辐射等;粒子辐射包括电子束、离子束、质子束、中子束等。
在光电防护评估中,需要根据不同的辐射类型采取不同的评估方法和指标。
二、辐射强度光电辐射的强度是衡量其对人体可能产生的危害程度的重要指标。
一般而言,辐射强度越高,对人体产生的危害也越大。
因此,在光电防护评估中,需要对不同类型的光电辐射强度进行测量和评估。
对于电磁辐射,常用的测量指标有电场强度、磁场强度、功率密度等;对于粒子辐射,常用的测量指标有粒子流强度、能量分布等。
在实际评估中,需要根据不同的辐射类型选择合适的测量方法和指标。
三、暴露时间光电辐射的暴露时间也是评估其对人体的危害程度的重要指标之一。
一般来说,暴露时间越长,对人体产生的危害也越大。
因此,在光电防护评估中,需要测量和评估员工在各种作业环境中暴露于光电辐射的时间。
四、防护措施的有效性光电防护措施的有效性也是评估其对人体危害程度的重要指标之一。
如果防护措施不能有效地减少光电辐射的强度和暴露时间,那么就有可能无法有效地减少其对人体的危害。
因此,在光电防护评估中,需要对各种防护措施的有效性进行评估和验证。
一般来说,评估防护措施的有效性需要考虑以下几个方面:1. 防护装置的设计和制造质量:防护装置的设计和制造质量直接影响到其性能和使用效果。
因此,需要对防护装置的设计和制造质量进行严格的把关和控制。
2. 防护装置的安装和使用:防护装置的安装和使用也是影响其性能和使用效果的重要因素。
因此,需要在安装和使用过程中对防护装置进行检查和维护,确保其正常运转。
3. 员工的使用和维护:员工的使用和维护也是影响防护装置性能和使用效果的重要因素。
因此,需要对员工进行培训和教育,确保其能够正确地使用和维护防护装置。
4. 防护效果的检测和评估:为了确保防护措施的有效性,需要对防护效果进行检测和评估。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ER 70S6 型镀铜低合金钢气体 保护 焊 丝 ( 江 门 上 泰 金 属 1. 0 mm 材料有限公司) , J4 22 ( E4303 ) 钛钙型药皮碳钢 焊条 ( 天 津 金 桥 焊 材 集 团 4. 0 mm 有限公司) , ER 308 型实芯不锈钢焊丝( 秦 皇岛盛泰焊接材料制造 1. 0 mm 有限公司) ,
手工电弧焊 平焊
钨极氩弧焊 平焊
铁板, 0. 6 cm
1 . 3 . 2 计算方法 参照 2012 年 ACGIH 阈限值手册和 GB / T 8 ] 20145 —2006[3, , 各指标的有关定义和计算公式如下: 电焊弧光可近似认为属于圆形光源, 其表观光源对边角 α 应用圆形灯的公式计算, 见公式( 1 ) :
α= DL r ( 1)
rad; D L —光源直径, mm; r—观察距离, mm。 式中: α—对边角,
小光源( α < 0. 011 rad) 的 E B 计算见公式( 2 ) :
700
EB =
E! ·B( ! ) ·Δ ! ∑ 305
( 2)
每次采样积分时间为 100 ms, 以保证有足够 计采样时间约 3 s, 测量防护面罩内的暴 采光时间。根据眼部防护用具使用情况, 即在探头前加置相应遮光片, 采用高速采集模式, 每 露水平, 100 ms 采样 1 次, 采样 30 次, 每次采样积分时间为 500 ms。 1 . 4 统计学分析 采用 QSpecSuite V1. 0 光谱分析软件将采集到光谱数据文 件导入 Microsoft Excel 2007 , 再采用 SPSS 16. 0 进行统计分析。 ± s 描述, 正态分布的计量资料采用 x 珋 非正态分布的计量资料采 用中位数( M) 描述。 2 2. 1 结果 CO2 气体保护焊可见光及近红外辐射水平 CO2 气体保护焊在未经防护情况下, E B 为 0. 017 ~ 0. 027 ( 0. 021 ± 0. 003 ) W / cm2 ; L R 为 593. 00 ~ 932. 03 ( 734. 92 ± 86. 41 ) W / cm2 · sr - 1 ; E IR-only 为 0. 013 ~ 0. 020 ( 0. 016 ± 0. 002 ) W / cm2 ; 防护前光谱及测量结果分布图见图 1 。 使用遮光片防 护后, 结果均低于仪器的检出限 。防护前 3 个指标的均值均超 “超标” ), 过相应的 2012 年 ACGIH 阈限值( 以下简称 防护后均 不超标。 2 . 2 手工电弧焊可见光及近红外辐射水平 E B 的 M 为 0. 003 ( 2. 0 × 手工电弧焊在未经防护情况下, 10 - 4 ~ 2. 4 × 10 - 2 ) W / cm2 ; L R 的 M 为 243. 97 ( 76. 92 ~ 1 307. 97 ) W · cm - 2 · sr - 1 ; E IR-only 的 M 为 0. 014 ( 8. 0 × 10 - 3 ~ 4. 6 × 10 - 2 ) W / cm2 。 使 用 遮 光 片 防 护 的 时, E B 的 M 为 0. 00 ( 0. 00 ~ 5. 26 × 10 - 5 ) W / cm2 ( 本次调查由于大多数 E B 结果为
[3 ]
对象 2013 年 2 月, 选择中山市某金属制品加工企业的二氧化碳 ( CO2 ) 气体保护焊、 手工电弧焊和钨极氩弧焊( 使用焊丝) 3 种
基金项目: 2011 年卫生标准制( 修) 订项目( 20110203 ) ; 广东省职业病
防治 重 点 实 验 室 ( 2012A061400007 ) ; 广 东 省 医 学 科 学 技 术 研 究 基 金 ( A2013057 ) 作者单位: 广东省职业病防治院物理因素监测所, 广东省职业病防 治重点实验室, 广东 广州 510300 作者简介: 张骁( 1986 —) , 男, 公共卫生硕士, 医师, 主要从事职业卫 生工作 Email: huanghl @ gdoh. 通 讯作 者: 黄 汉林 主任医师, 博士生导师, Email: qingsongchen@ aliyun. com org; 陈青松博士, 副主任医师,
· 224·
文章编号: 2095 - 2619 ( 2013 ) 03 - 0224 - 04
中国职业医学 2013 年 6 月第 40 卷第 3 期
Chin Occup Med,June, 2013 ,Vol. 40 ,No. 3
【研究与实践】
电 弧焊 作 业 可 见 光和 近 红 外 辐 射 接 触 水 平 评 估
Assessment on exposure levels of visible light and nearinfrared radiation in arc welding workplaces
张骁, 陈青松, 徐国勇, 肖斌, 李文, 黄汉林 ZHANG Xiao,CHEN Qingsong,XU Guoyong,XIAO Bin,LI Wen,HUANG Hanlin
摘要: 目的 确定电弧焊作业现场可见光和近红外辐射 接 触 水 平 评 价 指标 和测量 方 法, 检测 并 评 价 不同电 弧焊焊 种作业现场防护前后的弧光光谱分布和可见光 及 近 红 外 辐 射 暴露 水 平。 方法 选择 中 山市 某 金 属 制 品 加 工企 业 的 二 氧化碳( CO2 ) 气体保护焊、 手工电弧焊和钨极氩弧焊( 使用焊丝) 3 种焊接作业现场 进行 检测。 根 据 2012 年 美 国 政府 工 《阈限值与生物接触限值》 业卫生师协会( ACGIH) 制订的 手册, 选择视网膜 蓝 光 损 害 有 效 辐 照 度 ( E B ) 、 视网 膜 热 损 害 有 “2012ACGIH 阈 效辐射亮度( L R ) 和红外热损伤有效辐照度( E IR-only ) 作为评价指标, 并以该手册推荐 的 接 触 阈 限 值 ( 简称 ) 作为评价指标, 限值” 使用光谱辐射仪等设备, 在作业 者 眼 部 高 度、 正对 焊 点 位 置, 测量 距 离 焊 点 50 cm 处 防 护前 后的 CO2 气 体 保 护 焊 弧光光谱分布和光谱辐照度, 计算、 评价可见光及近红外 辐 射 接 触 水 平。结果 在 未 经 防 护 的 情 况 下, L R 及 E IR-only 值, 的 EB 、 手工电弧焊的 E B 及 E IR-only 值和钨极氩弧焊的 E B 值均大 于 2012 年 ACGIH 阈 限 值, 其 余 指标 小 于 3 种焊种的辐射水平得到了有效降低, 阈限值。防护后, 所有指标 均 小 于 阈 限 值。 结论 CO2 气 体 保 护 焊、 手 工 电 弧焊 和钨极氩弧焊作业都有较高水平的可见光及近红外辐射接触, 需对劳动者进行有效防护, 预防眼睛损伤。 关键词: 电弧焊; 可见光; 近红外线; 职业接触
焊接作业现场作为研究对象, 开展职业卫生现场调查 。 由于电 焊弧光光谱分布受焊接条件( 如焊接工件材质、 厚度, 焊条或焊 直径, 焊接电流、 电压强度, 以及保护气体类型、 流速等 丝成分、 因素) 的影响较大, 因此, 本研究对该企业的上述焊接工艺进行 了较为详细的调查, 见表 1 。 1 . 2 仪器和设备 Maya 2000Pro 型 光 谱 辐 射 仪、 CC3 余 弦 校 正 器 探 头、 QP6002UV / VIS 光 纤、 LS1CALINT 卤 素 校 准 能 量 灯 ( 美 国 Ocean Optics 公司) ; QSpecSuite V1. 0 光谱分析软件( 广州标旗 电子科技有限公司) 。 1 . 3 方法 1. 3. 1 检测指标与接触阈限值 ① 检测指标。 为评估电弧焊 作业可见光及近红外辐射的接触水平, 根据 2012 年 ACGIH 制 《阈限值与生物接触限值 》 “2012 年 ACGIH 订的 手册( 以下简称 ) 中关于预防视网膜蓝光损伤 、 阈限值手册” 视网膜热损伤和角 膜与晶状体近红外辐射损伤而推荐的指标 , 选择视网膜蓝光 lightweighted irradiance, EB ) 、 损害有效辐照度( Blue视网膜热 L R ) 和红外热损 损害有效辐射亮度( Effective spectral radiance, E IR-only ) 作为检测指标。 由于 伤有效辐照度( Infrared irradiance, L R 测 量 380 ~ 仪器测量 范 围 和 校 准 光 源 波 长 范 围 的 限 制, 1 050 nm有效辐射亮度, E IR-only 测量 700 ~ 1 050 nm 有效辐照 度。②接触阈限值。 根据 2012 年 ACGIH 阈限值手册和 GB / T 20145 —2006 《灯和灯系统的光生物安全性 》 ( 以下简称“GB / T [3 , 8 ] 20145 —2006 ” ) 有关计算公式 , 计算得出: E B 的阈限值为 1. 0 × 10 - 4 W / cm2 ( 每天接触时间大于 100 s ) , L R 的阈限值为 450 W·cm - 2 ·sr - 1 ( 接触时间大于 0. 25 s, 圆形光源的表观光 E IR-only 的阈限值为 0. 01 W / cm2 ( 接触时 源对边角 α = 0. 01 rad) , 间大于 1 000 s) 。